Электроэрозионная обработка большого количества отверстий. Преимущества резки металла проволокой
Сущность электроэрозионной обработки заключается в удалении припуска с заготовки в среде диэлектрика за счёт микроразрядов, расплавляющих частицы металла.
Процесс электроэрозионной обработки (ЭЭО) представляет собой разрушение металла или иного токопроводящего материала в результате локального воздействия кратковременных многократных электрических разрядов между двумя электродами, один из которых является обрабатываемой деталью, а другой - электродом-инструментом (ЭИ). Под воздействием высоких температур в зоне разряда происходит нагрев расплавление и частичное испарение металла - электрическая эрозия. Для получения высокой температуры в ограниченной области малого съема необходима большая концентрация энергии. Достижение этой цели осуществляется использованием импульсного напряжения, а ЭЭО осуществляется в жидкой среде, которая заполняет зазор между электродами, называемый межэлектродным промежутком (МЭП), или межэлектродным зазором. Схема электроэрозионной обработки показана на рис. 5.1. Электроды, один из которых является обрабатываемой деталью 1, а другой -инструментом 2, подключаются к генератору электрических импульсов и погружаются в диэлектрическую жидкость 3. При сближении электродов на достаточно малое расстояние происходит пробой межэлектродной среды в месте с наибольшей напряженностью электрического поля. Диэлектрическая прочность промежутка в месте пробоя нарушается, и образуется тонкий токопроводящий канал 4, замыкающий электроды. По образовавшемуся токопроводящему каналу протекает импульс тока большой плотности, канал разряда расширяется, при этом температура в зоне разряда достигает нескольких тысяч градусов. Участки электродов 5 и 7 в зоне разряда расплавляются и испаряются. Под воздействием высоких температур жидкость в зоне разряда разлагается и испаряется и вместе с парами металла образует быстро расширяющийся пузырь 6.
Рис 5.1- Схема электроэрозионной обработки
При уменьшении тока, проходящего через электроды, давление паров в расширяющемся газовом пузыре падает. В результате снижения давления расплавленный металл вскипает и выбрасывается в виде мелких капель 8 в окружающую среду (жидкость), где и застывает в виде мелких частиц. Твердые продукты эрозии выносятся из межэлектродного промежутка под действием ударных волн и течений жидкости, вызванных электрическим разрядом и образованием шарового пузыря с последующим его расширением. На поверхностях электродов в месте прохождения разряда образуются лунки. Размеры лунок зависят в основном от энергии и длительности импульсов и электроэрозионной стойкости материала. Для получения размерной обработки энергия в зону обработки вводится отдельными порциями в виде электрических импульсов достаточно малой длительности. В паузах между импульсами рабочая жидкость восстанавливает свои диэлектрические свойства (деионизируется). Если осуществлять непрерывный подвод энергии, то будут разогреваться и плавиться большие объемы материала с одного из электродов, даже если материалы электродов одинаковы. Направленность съема материала определяется полярностью подключения электродов к генератору импульсов и параметрами импульсов. При подаче синусоидального импульса напряжения на электроды (рис. 5.2) на участке 0...1 напряжение увеличится до U пр, при котором нарушается диэлектрическая прочность промежутка. Среднее напряжение, при котором происходит пробой межэлектродного промежутка, почти линейно зависит от величины этого промежутка и на чистовых режимах составляет 40...50В, а на черновых 70...80В. Участок 1…2 соответствует искровой стадии разряда, для которой
характерно быстрое снижение напряжения на промежутке до 25...35В и столь же быстрое увеличение тока в цепи. Участок 2…3 соответствует дуговой стадии разряда, на которой незначительно снижаются напряжение и ток в цепи. При падении напряжения U S ниже 15...20В разряд прекращается. При обработке короткими импульсами высокой частоты дуговая стадия разряда может отсутствовать, и разряд прекращается сразу после искровой стадии. Количество удаленного материала на дуговой стадии разряда и размеры образующихся лунок значительно больше, чем на искровой стадии.
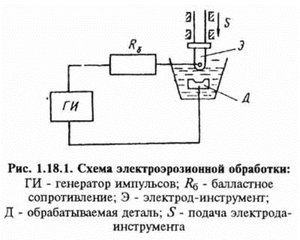
Рис. 5.2- Временные диаграммы изменения напряжения и тока в электродном промежутке
Основные технологические показатели процесса электроэрозионной обработки (ЭЭО) - точность, качество поверхности, производительность - зависят от количества выплавляемого за один импульс металла из ванн, что определяется энергией импульса.
Энергию импульса находим из выражения:
где ![]() - средняя сила тока, A;
- средняя сила тока, A;
Значение силы тока при коротком замыкании (устанавливается по приборам станка);
![]() - среднее напряжение пробоя, В;
- среднее напряжение пробоя, В;
Напряжение холостого хода при разомкнутых электродах (контролируется в процессе обработки);
Длительность импульсов (обратно пропорциональна частоте их следования), С.
В зависимости от технологических условий энергию импульса можно оценить по рекомендациям таблицы 5.1.
Таблица 5.1-Величины энергии импульса
ЭЭО профилированной полости. Включение на обратную полярность. 1 - обрабатываемая заготовка, 2 - разряды в зазоре, 3 - электрод-инструмент, 4 - генератор импульсов технологического тока.
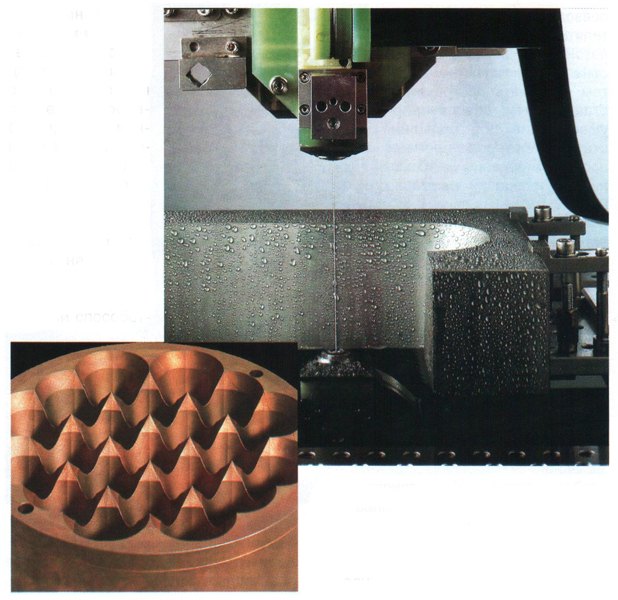
Обработка заготовки на электроэрозионном копировально-прошивочном станке. Заготовка находится в рабочей ванне, наполненной рабочей жидкостью.
Электроэрозионная обработка (аббр. ЭЭО) - Обработка, заключающаяся в изменении формы, размеров, шероховатости и свойств поверхности электропроводной заготовки под действием электрических разрядов возникающих между заготовкой и электродом-инструментом.
Один из электродов является обрабатываемой заготовкой, другой - электрод-инструментом. Разряды производятся периодически, импульсно, так чтобы среда между электродами восстановила свою электрическую прочность. Для уменьшения износа электрода-инструмента подаются униполярные импульсы технологического тока. Полярность зависит от длительности импульса, поскольку при малой продолжительности импульса преобладает эрозия (износ) анода , а при большой длительности импульса преобладает эрозия (износ) катода . На практике используются оба способа подачи униполярных импульсов: с подключением заготовки к положительному полюсу генератора импульсов (т. н. включение на прямую полярность), и с подключением заготовки к отрицательному полюсу (т. н. включение на обратную полярность).
Виды ЭЭО
- Комбинированная электроэрозионная обработка -- выполняется одновременно с другими видами обработки
- Электроэрозионно-химическая обработка (ЭЭХО) -- комбинированная электроэрозионная обработка, осуществляемая одновременно с электрохимическим растворением материала заготовки в электролите
- Электроэрозионная абразивная обработка -- абразивная обработка с использованием электроэрозионного разрушения металла
- Анодно-механическая обработка -- электрохимическая обработка в жидкой среде, при которой осуществляется растворение материала электрода-заготовки под действием электрического тока с образованием на обрабатываемой поверхности окисных плёнок и их удаление механическим действием.
Может сопровождаться электроэрозионной обработкой
- Электроэрозионное упрочнение -- электроэрозионная обработка, при которой увеличивается прочность поверхностного слоя заготовки
- Электроэрозионное объёмное копирование -- электроэрозионная обработка, при которой на электроде-заготовке отображается форма поверхности электрода-инструмента
- Электроэрозионное прошивание -- электроэрозионная обработка, при которой электрод-инструмент, углубляясь в электрод-заготовку, образует отверстие постоянного сечения
- Электроэрозионное маркирование
- Электроэрозионное вырезание -- электроэрозионная обработка, при которой электрод-инструмент в виде непрерывно перематывающейся проволоки при движении подачи осуществляет обход заготовки по заданной траектории, образуя поверхность заданного контура
- Электроэрозионная отрезка -- электроэрозиониая обработка, при которой заготовка разделяется на части
- Электроэрозионное шлифование -- шлифование с использованием электроэрозионного разрушения металла
- Электроэрозионная доводка
- Электроэрозионная обработка с прямой полярностью
- Электроэрозионная обработка с обратной полярностью
- Многоэлектродная эрозионная обработка
- Многоконтурная обработка
Характеристики электрического разряда при ЭЭО
Электрический разряд между электродами идёт в несколько этапов: сначала происходит электрический пробой , который может сопровождаться искровыми разрядами ; затем устанавливается дуговой разряд . Поэтому многие генераторы способны выдавать многоступенчатую форму импульса.
Частота импульсов и их длительность выбирается исходя из технологических требований к обрабатываемой поверхности. Длительность импульса обычно лежит в диапазоне 0,1 .. 10 −7 секунды, частота от 5 кГц до 0,5 МГц. Чем меньше длительность импульса, тем меньше шероховатость получаемой поверхности. Средний ток во время ЭЭО зависит от площади обрабатываемой поверхности. При площади 3600 мм² оптимальный ток приблизительно равен 100 .
Особенности ЭЭО
Электрод-инструмент может иметь достаточно произвольную форму, что позволяет обрабатывать закрытые каналы, недоступные обычной механической обработке.
ЭЭО могут подвергаться любые токопроводящие материалы. Основные недостатки ЭЭО это невысокая производительность (скорость подачи обычно ~10 мм/мин) и высокое энергопотребление.
История
Роберт Бойль (1694), Бенджамин Франклин (1751), Джозеф Пристли (1766) Лихтенберг Георг Кристиан (1777): делали первые сообщения об электрических разрядах и эффектах, их сопровождающих.
В 1941 году докторам Борису Романовичу Лазаренко и Наталье Иосифовне Лазаренко (Московский Государственный Университет) было поручено найти методы увеличения срока службы прерывателей-распределителей зажигания автомобильных двигателей.
В результате исследований и экспериментов с вольфрамом было обращено внимание на направленное разрушение электрическими разрядами, создаваемыми импульсами определённой формы тока, что послужило толчком к созданию в 1943 году нового технологического процесса обработки заготовок с помощью электроэрозии.
В 1943 году советские учёные - супруги Борис Романович Лазаренко и Наталия Иоасафовна Лазаренко, предложили использовать электроэрозионные свойства разрядов в воздушном промежутке для формообразования (электроискровой метод электроэрозионной обработки) . На изобретение было получено авторское свидетельство № 70010 от 3.04.1943 года, патент Франции № 525414 от 18.06.1946 года, патент Великобритании № 285822 от 24.09.1946 года, патент США № 6992718 от 23.08.1946 года (указанный патент имеет совсем иную дату и тему ), патент Швейцарии № 8177 от 14.07.1946 года, патент Швеции № 9992/46 от 1.11.1946 года См. также
Примечания
Ссылки
- ГОСТ 25331-82 Обработка электроэрозионная. Термины и определения
- Немилов Е.Ф. Электроэрозионная обработка материалов. - Л. : Машиностроение, 1983. *
14 Сентября 2012
Детали и узлы современных машин и приборов отличаются большим разнообразием конструкций и применяемых материалов, в том числе и таких, формообразование которых известными способами механообработки затруднено, а иногда и невозможно. С этим связано все более широкое использование процессов электроэрозионной обработки. «Возможности электроэрозионных станков безграничны!» — такую фразу часто можно услышать от пользователей станков спустя всего месяц после ввода оборудования в эксплуатацию.
Классификация
По технологическому назначению станки для электроэрозионной (ЭЭ) обработки делятся на два основных типа — копировально-прошивные и проволочно-вырезные.
Копировально-прошивные станки позволяют обрабатывать фасонные отверстия и полости, внутренние и наружные поверхности тел вращения, производить шлифование, разрезание. Возможно получение винтовых и эвольвентных поверхностей, а также различных внутренних фасонных отверстий и полостей с прямым, обратным и переменным конусом. В копировально-прошивных станках электрод-инструмент фасонный, его форма является обратной копией той полости, которую предстоит обрабатывать.
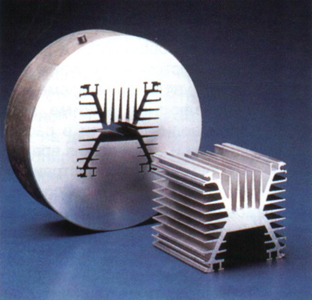
ЭЭ проволочно-вырезные станки применяются для изготовления деталей штампов, копиров, шаблонов, фасонных резцов, лекал и другой инструментальной оснастки. Электрод-инструмент в вырезных станках представляет собой непрерывно перематываемую проволоку. Особенности конструкции станков определяют их технологические преимущества: не требуется фасонный инструмент, нет необходимости делать поправки на износ электрода, возможно получение мелких деталей сложной формы, в том числе деталей с эквидистантным профилем (матрицы, пуансоны) с использованием одной программы ЧПУ.
Этапы прогресса
ЭЭ обработка и в мире, и у нас в стране уже не является нетрадиционным методом обработки. В настоящее время ЭЭ оборудование — четвертое наиболее используемое в мире после фрезерования, токарной обработки и шлифования. Продажи электроэрозионных станков возросли с 0,5% в 1960 г. до более чем 6% рынка МОО в 2000 г.
Приоритет в открытии электрической эрозии принадлежит России. Первые практические исследования в этой области были сделаны на Урале в конце 30-х годов супругами Б. и Н. Лазаренко при изучении проблем эрозии контактов. Открытие зарегистрировано в 1943 г. Первый в мире ЭЭ вырезной станок был изготовлен на заводе в г. Фрязино Московской области в 1954 г. Но, к большому сожалению, производство ЭЭ оборудования в Советском Союзе должного развития не получило.
ЭЭ вырезка проволокой
ЭЭ вырезка на проволочно-вырезных станках появилась в начале семидесятых годов и непрерывно прогрессирует в нескольких направлениях.
Скорость вырезки
возросла примерно с 10 мм 2 /мин. в начале семидесятых годов до 35 мм 2 /мин. в середине восьмидесятых годов, а в настоящее время достигла 330-360 мм 2 /мин. Увеличения скорости удалось добиться прежде всего за счет промывки рабочей поверхности жидкостью под повышенным давлением и применения более производительных генераторов импульсов, позволяющих устанавливать оптимальные параметры. Росту скорости также способствует улучшение качества электродов.
Для использования преимуществ высокоскоростной вырезки и исключения простоя станков разработаны надежные и эффективные устройства автоматической заправки проволоки, устройства предупреждения обрывов проволоки и автоматической загрузки деталей.
Максимальная высота
матриц и пуансонов штампов, обрабатываемых в начале на эрозионных станках, находилась в пределах от 50 до 100 мм. Однако для обработки литейных форм, экструзионных матриц и других разнообразных деталей изготовители электроэрозионных станков расширили диапазон размеров обрабатываемых на них деталей.
Первоначально угол конических отверстий
, равный 1° для деталей высотой от 100 до 125 мм, был практически максимально возможным. Для удовлетворения требований, предъявляемых потребителями, в настоящее время угол, равный 30° при высоте обрабатываемой детали порядка 400 мм, может быть обеспечен на большинстве моделей станков.
Максимально достижимая точность
повышена с 25 мкм, что было характерно для первых станков, до 1 мкм - для современных ЭЭ станков. От операторов современных вырезных станков для получения точности обработки порядка 1 мкм требуется значительно меньше усилий по сравнению с опытными операторами первых вырезных станков, получавших точность обработки порядка 5 или 2,5 мкм.
Такое упрощение работ по обеспечению повышенной точности обусловлено развитием нескольких факторов. Технология, «встроенная» в последние станки, обеспечивает вырезание требуемого контура в точном соответствии с геометрической программой. Оптические линейки обеспечивают стабильную точность независимо от длительности работы станка и значительных колебаний температуры.
Наиболее важным нововведением является оснащение станков высоконадежными и эффективными устройствами автоматической заправки проволоки, которые позволяют обрабатывать ряд деталей без участия оператора. Простота использования станков позволяет повысить экономичность обработки и обслуживать большее число станков в цехе меньшими силами, даже в дневную смену.
ЭЭ прошивка
Наиболее значительным усовершенствованием копировально-прошивных станков с ЧПУ по сравнению со станками с ручным управлением явилось уменьшение времени циклов обработки, и прежде всего уменьшение времени работы оператора. В 1960 г. обработка полости электродом-инструментом требовала примерно 4 часа работы оператора и 4,5 часа времени электроэрозии. С появлением ЧПУ уже в середине восьмидесятых годов необходимое время работы оператора составило всего 0,5 часа, а время эрозии — около трех часов.
Новый этап уменьшения времени циклов обработки
начался в 1999 г. благодаря оснащению копировально-прошивных станков адаптивными генераторами импульсов. По сравнению с ранее выпускавшимися эти генераторы обладают возможностью оптимизации процесса обработки, основанной на его непрерывном контроле. Такой генератор адаптирует также плотность тока в процессе обработки на черновых режимах, что в значительной степени способствует повышению производительности обработки электродами любой формы. При обработке на чистовых режимах система обеспечивает контроль процесса с целью защиты качества и однородности обработанной поверхности с использованием более совершенного датчика загрязненности межэлектродного промежутка. Все это в 10 раз повышает производительность по сравнению с предшествующими генераторами.
Предприятия обращаются к роботизированным системам загрузки станков с целью увеличения времени их работы в безлюдном режиме
, повышения производительности в расчете на один станок и уменьшения времени смены инструмента. Робот встраивается в станок, система CNC обеспечивает прямое управление станком и роботом. Другими преимуществами этой системы являются адаптивное управление, сокращение на 50% времени смены электрода и уменьшение занимаемой производственной площади.
Новые системы управления предоставляют возможности более простого программирования
, способствующего уменьшению времени работы оператора
. Типовая система управления позволяет оператору осуществлять программирование в автономном режиме на персональном компьютере и затем загружать программу в станок. Это обеспечивает уменьшение для большинства операторов времени программирования и времени электроэрозии примерно на 25%.
 Точность обработки
на копировально-прошивных станках в значительной степени зависит от точности электрода. Появление на рынке доступных по цене высокоскоростных фрезерных станков для обработки графитных электродов дало возможность предприятиям упростить задачу эффективной обработки большого количества точных электродов.
Точность обработки
на копировально-прошивных станках в значительной степени зависит от точности электрода. Появление на рынке доступных по цене высокоскоростных фрезерных станков для обработки графитных электродов дало возможность предприятиям упростить задачу эффективной обработки большого количества точных электродов.
Точность копировально-прошивочных станков последних моделей также повышена. Это, в частности, относится к микрообработке. Например, при электроэрозионной обработке полостей квадратного сечения, площадь которого равна 60 мм 2 , с использованием новейших генераторов импульсов обеспечивается получение профиля полости с радиусом закругления углов, равным 0,025 мм, благодаря уменьшению на 65% износа электрода в этих углах. Это позволяет использовать в шесть раз меньше электродов.
Благодаря увеличению скорости обработки, размеров и сложности форм обрабатываемых деталей, повышению достигаемой точности, упрощению работы на станках, возможности работы без участия оператора, обучению пользователей, поддержке потребителей и доступности, электроэрозионная обработка упрочила свое положение в инструментальном производстве и все больше используется в основном производстве.
Сегодня ни одно предприятие не может не учитывать возможности электроэрозии, которые позволяют решить многие проблемы производства.
Переходя непосредственно к анализу ЭЭ оборудования, остановимся на нескольких принципиальных вопросах, существенным образом определяющих эффективность ЭЭ обработки.
Линейные приводы
Приводы подач ЭЭ станков с ЧПУ строятся по традиционной схеме. Более надежные и современные приводы выполнены без ременной передачи. В этих приводах силовой шаговый двигатель непосредственно соединен с ходовым винтом. Недостатки этих приводов хорошо известны:
- большое количество промежуточных элементов от источника энергии до рабочего органа (РО);
- громадная инерционность этих элементов, что особенно заметно у крупных станков;
- наличие зазоров в передающих устройствах;
- трение сопрягаемых деталей, резко изменяющееся при переходе системы из состояния покоя в состояние движения;
- температурные и упругие деформации практически всех передающих звеньев;
- износ сопрягаемых элементов в процессе эксплуатации и потеря исходной точности;
- погрешности в шаге ходового винта и накопленная погрешность по длине и т. п.
Поскольку эти недостатки снижают основные качественные характеристики приводов (точность и равномерность хода рабочего органа, величину мертвого хода при реверсе, допустимые ускорения и скорости РО), конструкторская мысль станкостроителей давно пытается как-то уменьшить их влияние. Например, взамен ходового винта с гайкой для уменьшения трения используют дорогое и сложное шаровинтовое соединение; с целью ликвидации зазоров в соединение винта с гайкой вводят специальные устройства натяга соединения; ходовые винты особо точных станков изготавливают по классу эталонных; погрешности шага винтов уменьшают с помощью компенсаторов; для борьбы с температурными деформациями создают изощренные системы охлаждения. Тем не менее, ясно, что проблемы приводов с ходовыми винтами принципиально не поддаются решению из-за их физико-технической сущности.
 Стояла задача кардинальной замены типовых приводов металлообрабатывающих станков на какие-нибудь другие. И таким решением стало применение линейных двигателей (ЛД). Принцип работы такого двигателя имеет ряд преимуществ: между источником энергии и РО нет никаких промежуточных элементов, передача энергии осуществляется через воздушный зазор, ничего не надо вращать, становится возможным осуществление главной задачи — продольного движения РО. На этом принципе уже десятилетия работают все элементы электроавтоматики, системы электротормозов, системы защиты, специальное оборудование ударного типа и т. д. Громадный опыт использования электромагнитных систем выявил их достоинства: удивительную простоту конструкции и применения, возможность почти мгновенной остановки и реверса, быстроту срабатывания, большие создаваемые усилия, простоту настройки.
Стояла задача кардинальной замены типовых приводов металлообрабатывающих станков на какие-нибудь другие. И таким решением стало применение линейных двигателей (ЛД). Принцип работы такого двигателя имеет ряд преимуществ: между источником энергии и РО нет никаких промежуточных элементов, передача энергии осуществляется через воздушный зазор, ничего не надо вращать, становится возможным осуществление главной задачи — продольного движения РО. На этом принципе уже десятилетия работают все элементы электроавтоматики, системы электротормозов, системы защиты, специальное оборудование ударного типа и т. д. Громадный опыт использования электромагнитных систем выявил их достоинства: удивительную простоту конструкции и применения, возможность почти мгновенной остановки и реверса, быстроту срабатывания, большие создаваемые усилия, простоту настройки.
Перспективность решения, естественно, была сразу оценена. Не было только одного — возможности регулирования скорости РО в электромагнитной системе. А без этого применить электромагнитный привод в качестве движителя для РО станка было невозможно.
Особенно интенсивно исследования в этом направлении велись в Японии, где линейный привод был впервые использован как движитель для сверхскоростных поездов. Там же были предприняты попытки создания линейных приводов для металлообрабатывающих станков, но первые разработанные образцы имели существенные недостатки: создавали сильные магнитные поля, перегревались, а главное — не обеспечивали равномерности движения РО.
Лишь на пороге нового тысячелетия серийно выпускаемые станки (пока только электроэрозионные) стали оснащаться ЛД нового поколения, отличающегося равномерным движением кареток станков со сверхвысокой точностью, большим диапазоном регулирования скорости, громадными ускорениями, мгновенным реверсом, простотой обслуживания и наладки и др. В принципе, конструкция ЛД изменилась не сильно. Двигатель состоит из двух элементов: неподвижного плоского статора и плоского ротора с воздушным зазором между ними. И статор, и ротор выполнены в виде плоских, легко демонтируемых блоков. Статор крепится к стойке (основанию) станка, а ротор— к рабочему органу. Ротор элементарно прост, он состоит из набора прямоугольных брусков, представляющих собой сильные постоянные магниты. Последние закреплены на тонкой плите из специальной минералокерамики, коэффициент температурного расширения которой в два раза меньше, чем у гранита, а твердость близка к твердости сапфира.
С ванной или без
ЭЭ проволочно-вырезные станки без ванны (резание только в струе) производятся и эксплуатируются давно. Станки без ванны на 15-25 тыс. долларов дешевле станков с ванной (погружное резание). Если на предприятии достаточно большой участок электроэрозионных станков, часть станков без ванны — оправданное решение. Если же станок один, стоит подумать, каким он должен быть.
Станки без ванны (струйные) существенно ограничивают технологические возможности:
- нельзя (или крайне затруднительно) вырезать контуры в деталях типа полой трубы;
- нельзя (или крайне затруднительно) делать контурную вырезку многослойных плит с пустотами между слоями и в деталях с отверстиями, «карманами» и т. д.;
- струйные станки пригодны только для вырезки деталей простых штампов, но не обеспечивают стабильность среды электроискровых разрядов на сложных задачах;
- только при струйной обработке воздух нельзя полностью вытеснить из полостей, что приводит к повышенному образованию аномальных разрядов и в результате к обрывам проволоки, браку, нестабильности резания;
- без ванны невозможно обеспечить температурную стабильность, если температура в помещении существенно колеблется в течение суток; это особенно опасно при резании матриц многооконных последовательных штампов. В струе воды нестабильно конусное резание с углами больше 15° при большой толщине.
Вода или масло
Масло - деликатная и дружественная среда для электроэрозионной обработки металла. Высокое удельное сопротивление позволяет генерировать ультрамалые искровые разряды. Электроискровой зазор при резании в масле значительно меньше, чем в воде.
В ЭЭ проволочной вырезке размер инструмента — это диаметр проволоки плюс 2 зазора. Так как для ЭЭ разряда в воде нужен больший зазор, то размер ЭЭ инструмента в воде всегда больше. Другими словами, при том же диаметре проволоки получаемый рез в воде шире, чем в масле. Помимо этого, вода — агрессивная для металла среда, что создает известные проблемы. И эти проблемы тем серьезнее, чем меньше размеры элементов вырезаемого контура.
Основная причина, почему в ЭЭ станках используется вода, это скорость. Современные ЭЭ проволочно-вырезные установки позволяют резать со скоростью до 360 мм2/мин. Однако скорость в микрорезании — показатель второстепенный.
Масло как среда ЭЭ резания значительно привлекательнее воды. Помимо меньших зазоров, в масле полностью отсутствует электролитическая эрозия и коррозия поверхности. Качество и стойкость поверхности инструмента после резания в масле существенно выше, чем после резания в воде. В масле скорость резания даже проволокой диаметром 0,025-0,03 мм стабильна.
Масло — незаменимая среда для электроэрозионной вырезки прецизионного инструмента и деталей малых размеров.
Производители
Поле для игры (то есть рынок электроэрозионного оборудования) большое, и игроков на этом поле много, однако, как сказал знаменитый голландский футболист Марко Ван Бастен, в футбол играют 22 человека, а побеждают всегда немцы. Так и в производстве электроэрозионного оборудования — производителей много, а явных лидеров двое: японская фирма Sodick и швейцарская AGIE Charmilles Group, включающая в себя компании AGIE и Charmilles. На долю AGIE Charmilles Group и Sodick приходится более 60% мирового объема продаж электроэрозионного оборудования.
На российском рынке представлена также продукция таких зарубежных компаний, как Fanuc, Hitachy, Mitsubishi (Япония), Dekkel, Diter Hansen (Германия), CDM Rovella (Италия), Electronica (Индия), Maurgan, Joemars Machinery (Тайвань), АОЗТ МШАК (Армения)…
Мнения специалистов
Михаэль Ридель , начальник отдела специального инструмента фирмы SCOB (Германия): «Поскольку PKD (поликристаллические алмазы) как материал обладает твердостью, аналогичной алмазу, к нему неприменимы почти все традиционные технологии обработки. В качестве метода обработки изделий из этого материала можно применять только электроэрозионное воздействие».
Рудольф Эгген , директор компании Kroeplin GmbH (Швейцария): «Существуют три возможности изготовления контактных рычагов к приборам для линейных измерений: литье, резка лазером и электроэрозионная резка. Мы выбрали электроэрозионную резку, так как литье при годовом объеме производства 6000 штук на модель обходится слишком дорого, а при лазерной резке из-за недостаточной повторяемости результатов не достигается нужная точность. Кроме того, благодаря малой продолжительности подготовительно-заключительных операций и высокой автономности обработки в ночные смены и в нерабочие дни электроэрозионная резка экономичнее других методов».
Франк Хауг , управляющий компании Frank Haug GmbH (Германия): «Возможности применения электроэрозионной обработки безграничны. Наши ожидания в отношении ее использования и точности были значительно превзойдены. Благодаря этой технологии сегодня мы можем изготавливать многие изделия в жесткие сроки».
Вальтер Гантер , владелец фирмы Ganter Werkzeug (Германия): «Благодаря рациональному применению электроэрозионной резки мы можем с высокой точностью изготавливать микротомы с их компонентами из самых лучших материалов и удовлетворять жесткие требования рынка, которые нервируют наших конкурентов».
Преимущества проволочной ЭЭ обработки
Новые возможности при изготовлении деталей
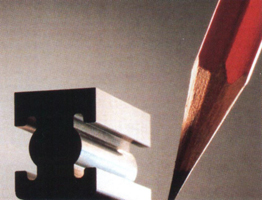
Различные диаметры проволоки и высокая пригодность проволочных ЭЭ станков для обработки внутренних форм позволяют изготавливать детали, невыполнимые традиционными методами обработки:
- получение глубоких пазов;
- изготовление деталей с минимальными внутренними радиусами;
- изготовление штамповой оснастки с высокой точностью без ручной доводки.
Снижение затрат времени на обработку
Получение готовой детали из термически обработанной заготовки без применения промежуточных операций, достижение необходимой шероховатости поверхности без применения ручной доводки, изготовление деталей из твердых сплавов, простота крепления заготовок на станке из-за отсутствия нагрузок на заготовку при обработке — все эти преимущества способны радикально снизить время изготовления и расходы предприятия по сравнению с традиционными методами обработки.
Экономия достигается за счет:
- экономии материала (целый отход, а не стружка);
- использования одного станка с одним инструментом для изготовления готовой детали;
- отсутствия необходимости промежуточных операций по термообработке заготовок;
- возможности изготовления тонкостенных деталей и деталей из хрупких материалов без применения сложной и дорогостоящей оснастки.
Снижение трудовых затрат при эксплуатации станка
ЭЭ станки рассчитаны на автономную работу, что позволяет одному оператору одновременно обслуживать несколько станков.
Надежность и высокая точность
В связи с отсутствием механических нагрузок на обрабатываемую деталь и постоянным обновлением инструмента — проволоки — не искажаются размеры получаемой детали. Каждая деталь, изготавливаемая по соответствующей программе, может быть повторена любое количество раз, изменения в размеры или конфигурацию могут при необходимости вноситься за считанные секунды.
Немного физики
Принцип электроэрозионной обработки основан на разрушении и удалении материала термическим и механическим действием импульсного электрического газового разряда, направленного на обрабатываемый участок заготовки, находящейся в жидкости. При этом в канале разряда, в заготовке, в рабочей жидкости и в электроде-инструменте происходят сложные физико-химические процессы, определяющие технологические характеристики процесса формообразования.
При сближении электрода-инструмента и заготовки, погруженных в рабочую жидкость (диэлектрик или слабый электролит), под действием импульсного напряжения генератора между ними инициируются разряды. Образование разрядов зависит от режима обработки. Электрический разряд представляет собой высококонцентрированный в пространстве и во времени импульс электрической энергии, преобразуемой в тепловую между электродом-инструментом и электродом-заготовкой. После пробоя образуется разрядный канал, окруженный газовым пузырем, причем оба расширяются по мере развития разряда. При бомбардировке поверхности электродов электронами и ионами разряда происходит концентрированное тепловыделение, вызывающее появление лунок с расплавленным металлом, часть которого перегрета и может испаряться. Значительная часть металла удаляется в конце действия импульса тока за счет резкого снижения давления в канале разряда, сопровождающегося механическими ударными воздействиями. Таким образом, осуществляется электрическая эрозия токопроводящего материала.
Материалы, из которых изготавливается электрод-инструмент, должны иметь высокую эрозионную стойкость. Наилучшие в этом смысле показатели имеют медь, латунь, вольфрам, алюминий, графит. Рабочие, жидкости должны удовлетворять ряду требований: низкая коррозионная активность к материалам электрода-инструмента и обрабатываемой детали, высокая температура вспышки и низкая испаряемость, хорошая фильтруемость, отсутствие запаха и низкая токсичность.
Журнал «Оборудование: рынок, предложение, цены», № 12, декабрь 2001 г.
Электроэрозионную обработку металла достаточно широко применяют для изменения размеров металлических деталей, не нарушая их физических свойств. Такой процесс осуществляется при помощи специального оборудования и требует хорошего знания необходимых технологий.
Кроме того, такая обработка дает возможность получить отверстия нужной формы и конфигурации, при необходимости – сделать фасонные полости, и изготовить профильные пазы и канавки на заготовках, созданных на основе твердых сплавов.
Такое электроэрозионное воздействие делает различные инструменты гораздо прочнее, обеспечивает производство качественного электропечатания , высокоточного шлифования, осуществлять резку деталей и многое другое. Выполняется обработка при полном соблюдении всех необходимых правил техники безопасности.
Принцип работы
Перед тем как приступить к выполнению этого вида обработки, необходимо вначале правильно собрать все требуемые элементы в единую цепь и предварительно подготовить детали
, которые понадобятся для работы. На сегодняшний день промышленные предприятия используют разные виды электроэрозионного воздействия.
Нужно отметить, что важнейшим элементом в схеме, необходимой для выполнения электроэрозионной обработки , является электрод, который должен иметь достаточную эрозионную стойкость. В этом случае в качестве электрода можно использовать такие металлы, как:
- графит;
- медь;
- вольфрам;
- алюминий;
- латунь.
 С точки зрения химии, такой метод термического воздействия на металл способствует разрушению его кристаллической решетки, благодаря чему высвобождаются некоторые категории ионов.
С точки зрения химии, такой метод термического воздействия на металл способствует разрушению его кристаллической решетки, благодаря чему высвобождаются некоторые категории ионов.
Довольно часто, чтобы обработать металл, применяют электроискровой и электроимпульсный методы . Также встречаются электроконтактный и анодно-механический способы.
Если для деталей из металла потребуется черновая обработка, то обычно применяют электроимпульсную схему. При этом во время работ температура вырабатываемых импульсов может достигать 5 000 градусов. Это увеличивает такой параметр, как производительность.
Если требуется обработать заготовки с небольшими размерами и габаритами , то в основном используется электроискровой способ.
Электроконтактная обработка применяется при работе со сплавами, осуществляемой в жидкой среде. Необходимо отметить, что приобретенные свойства металла после такого воздействия могут по-разному отразиться на эксплуатационных характеристиках деталей.
Практически всегда из-за воздействия токов и высоких температур у обрабатываемых деталей очень сильно повышается прочность, а в самой структуре сохраняется мягкость.
Виды используемого оборудования
 Известно, что существуют разнообразные способы и методы обработки поверхностей металлов, и такой вид считается более эффективным, чем механический. В основном это связано с тем, что применяемый для проведения механической обработки инструмент
стоит значительно дороже, чем проволока, используемая при электроэрозионной обработке.
Известно, что существуют разнообразные способы и методы обработки поверхностей металлов, и такой вид считается более эффективным, чем механический. В основном это связано с тем, что применяемый для проведения механической обработки инструмент
стоит значительно дороже, чем проволока, используемая при электроэрозионной обработке.
Промышленные предприятия для электроэрозионной обработки металла применяют специальное оборудование, такое как:
- проволочно- электроэрозионное;
- копировально-прошивочное.
Если возникает необходимость изготовить детали со сложной формой и пресс-формы, а также для производства некоторых материалов с высокой точностью обработки, применяют проволочно- электроэрозионные агрегаты . Чаще всего такое оборудование используется для изготовления различных деталей для электроники, самолетов, и даже космической сферы.
Копировально-прошивочные агрегаты в основном применяются для серийного и массового производства деталей. Благодаря таким станкам получаются довольно точные сквозные контуры и мелкие отверстия, что с успехом используется при изготовлении сеток и штампов в инструментальной промышленной сфере. Такое оборудование подбирают, ориентируясь на поставленные цели и финансовую окупаемость . Электроэрозионная обработка металла считается сложным и довольно трудоемким рабочим процессом.
 Такие работы невозможно выполнить в домашних условиях. Выполнять работы на станках для обработки деталей имеют право только аттестованные и квалифицированные специалисты, имеющие достаточный опыт работы в этой сфере.
Такие работы невозможно выполнить в домашних условиях. Выполнять работы на станках для обработки деталей имеют право только аттестованные и квалифицированные специалисты, имеющие достаточный опыт работы в этой сфере.
Выполняя электроэрозионную обработку, не стоит забывать о технике безопасности и использовании спецодежды.
Преимущества электроэрозионной обработки
Такие работы должны осуществляться только на специальном оборудовании под обязательным присмотром квалифицированного специалиста, имеющего соответствующий допуск . Хотя такой способ делает заготовку более точной и качественной, промышленные предприятия предпочитают применять механическую обработку металла.
Поэтому необходимо отметить основные достоинства электроэрозионного воздействия на разнообразные виды заготовок.
Используя такой метод, практически всегда удается добиться самого высокого качества поверхности металла, в результате чего она становится максимально точной и однородной . При этом полностью исключается необходимость проведения финишной обработки. Также этот метод гарантирует получение на выходе поверхности разнообразной структуры.
Также к достоинствам электроэрозионной обработки металла относят возможность осуществлять работу с поверхностью любой твердости.
 Электроэрозионное воздействие полностью исключает возникновение деформации поверхности у деталей, имеющих небольшую толщину. Это возможно из-за того, что при таком методе не возникает никакой механической нагрузки
, а рабочий анод имеет минимальный износ. Кроме того, электроэрозионная обработка способствует получению поверхности разнообразных геометрических форм и конфигураций при минимальных усилиях.
Электроэрозионное воздействие полностью исключает возникновение деформации поверхности у деталей, имеющих небольшую толщину. Это возможно из-за того, что при таком методе не возникает никакой механической нагрузки
, а рабочий анод имеет минимальный износ. Кроме того, электроэрозионная обработка способствует получению поверхности разнообразных геометрических форм и конфигураций при минимальных усилиях.
Также к преимуществам такого процесса относят полное отсутствие шума при работе на специальном оборудовании.
Конечно, есть и недостатки при электроэрозионном воздействии на деталь из металла, но на ее эксплуатационных свойствах сказываются они несущественно.
Технология обработки
Чтобы до конца выяснить все преимущества электроэрозионной обработки и понять принцип воздействия на металлическую заготовку, следует более подробно рассмотреть следующий пример.
Итак, простая электроэрозионная схема должна обязательно состоять из следующих элементов:
- электрод;
- конденсатор;
- емкость для рабочей среды;
- реостат;
- источник, обеспечивающий электропитание.
Питание этой схемы обеспечивается напряжением импульсного типа, которое должно иметь разную полярность. Благодаря этому можно получить электроискровый и электроимпульсный режимы, которые требуются для работы.
 Во время подачи напряжения осуществляется зарядка конденсата, от которого на электрод поступает разрядный ток. Этот электрод заранее опускают в емкость с заготовкой и рабочим составом. Как только на конденсаторе напряжение достигнет нужного потенциала, происходит пробой жидкости. Она начинает очень быстро нагреваться до температуры кипения
Во время подачи напряжения осуществляется зарядка конденсата, от которого на электрод поступает разрядный ток. Этот электрод заранее опускают в емкость с заготовкой и рабочим составом. Как только на конденсаторе напряжение достигнет нужного потенциала, происходит пробой жидкости. Она начинает очень быстро нагреваться до температуры кипения
Электроэрозионная проволочная резка металла - электроискровой метод обработки, позволяющий обрабатывать внутренние сквозные и наружные поверхности сложной формы, такие как шлицевые поверхности, поверхности зубьев шестерен, рабочие поверхности фильер экструдеров и т.д.
Мы осуществляем разработку чертежей по предоставленным эскизам и образцам
*В цену не включены амортизационные расходы на оборудование и инструмент, электроэнергия, налогообложения основных фондов. Стоимость материала и его доставки к участку металлообработки.
Требования к чертежам деталей
1. В чертеже надо указать материал заготовки, все размеры, допуски и требования к поверхности после обработки.
2. Чертеж выполняется в электронном виде и предоставлен в векторном формате (Autocad, Corel, и т.п.)
Станочное оборудование
Для электроэрозионной обработки деталей и материалов электроискровым способом на нашем производстве используется прецизионный электроискровой проволочно-вырезной станок с ЧПУ марки Sodick AQ325LN1 с линейными двигателями. Технические возможности станка позволяют выполнять следующие виды работ:
- изготовление оснастки и приспособлений (штампов, шаблонов, пресс-форм, матриц, специального инструмента) из высокопрочных материалов с высокой точностью;
- доводка изделий до требуемых размеров;
- высокоточная фигурная резка металла (вырезание отверстий цилиндрической и конической формы, полостей сложной формы, прямых и профильных углублений, прорезей и канавок);
- электроэрозионная обработка изделий ячеистой конструкции (сетки, сита и т.п.);
- электроэрозионная обработка твердых и жаропрочных материалов и сплавов с чистотой до 12 класса шероховатости.
Операции выполняются в автоматическом режиме при помощи контроллера ЧПУ с программным обеспечением, управляющего технологическим процессом с учетом множества влияющих на него параметров (характеристики материала, сложность конфигурации детали, условия резки и т.д.).
Электроэрозионная обработка металла позволяет значительно сократить количество операций на изготовление изделий, наладить производство деталей повышенной сложности, которые невозможно изготовить на современном станочном оборудовании механической обработкой. Готовые изделия не нуждаются в дополнительной доработке качества поверхности, не зависимо от толщины не подвергаются деформациям, материал сохраняет все свои физические свойства. Точность изготовления деталей электроэрозионным способом в 1,5-2 раза выше по сравнению с традиционными механическими методами металлообработки.
Производственные возможности по электроэрозионной обработке
Электроэрозионный проволочно-вырезной станок Sodick AQ325LN1 имеет следующие технические характеристики:
| Параметры | Значения |
|---|---|
| Основные размеры, мм | |
| габариты рабочей поверхности стола (длина х ширина) | 600 х 400 |
| перемещение стола (длина х ширина х высота) | 350 х 250 х 220 |
| ход конусного стола в двух плоскостях | 80 |
| толщина заготовки при способе резания (струйном / погружном) | 220 / 200 |
| Угол конусного резания | 20 о / 80 мм |
| Максимальный вес заготовки, кг | |
| при струйном резании | 450 |
| при погружном резании | 300 |
| Потребляемая мощность, кВт | 6-8 |


