Особенности и классификация станков глубокого сверления. Купить станок глубокого сверления
Для обеспечения высокого качества и производительности при обработке глубоких отверстий необходим современный, высокопроизводительный и надежный специальный станок.
Станки для обработки глубоких отверстий производства “ Рязанский станкостроительный завод” отвечают этим требованиям.
Исходя из разнообразных практических задач, были разработаны специальные станки различных типоразмеров и в различных конструктивных исполнениях.
Могут применяться следующие формы:
Конструктивная форма №1 (станок токарного исполнения):
Базирование вращающегося изделия в патроне бабки изделия и роликовых люнетах. Стебель с установленным инструментом крепится в стеблевой бабке. Обработка отверстий происходит не вращающимся инструментом.
Конструктивная форма №2 (Станок токарного исполнения):
Базирование вращающегося изделия в патроне бабки изделия и роликовых люнетах. В зависимости от технологических потребностей обработка может производиться при вращающемся изделии как не вращающимся, так и вращающимся инструментом.
Конструктивная форма №3 (Станок вертлюжного исполнения):
Базирование вращающегося изделия в патронах бабки изделия и роликовых люнетах. Торцы полых заготовок легкодоступны для измерений, смены инструмента; работы методом "вытяжного растачивания". Обработка происходит не вращающимся инструментом.
Конструктивная форма №4 (Станок вертлюжного исполнения):
Базирование вращающегося изделия в патронах бабки изделия и роликовых люнетах. Обработка может производится при вращающемся изделии как не вращающимся так и вращающимся инструментом.
Конструктивная форма №5 (Станок корпусного исполнения):
Базирование не вращающегося изделия в приспособлениях. Обработка отверстий происходит вращающимся инструментом.
Эффективные способы обработки для достижения высокого качества.
бработка глубоких отверстий с высокой точностью и качеством поверхности считается трудной технологической операцией. Используются специальные методы обработки, удовлетворяющие высоким требованиям, предъявляемым к качеству обработки, и позволяющие значительно сократить технологическое время.
Методы обработки:
Сверление в сплошном материале: Отличается тем, что весь высверленный материал удаляется в виде стружки. Диаметр сверления 40 ... 125 мм. |
|
Кольцевое сверление:
|
|
Растачивание:
|
|
Вытяжное растачивание:
|
|
Раскатывание:
|
|


Высококачественное сверление возможно только при беспрерывном отводе стружки из зоны резания. Кроме того, температура при резании оказывает существенное влияние на срок службы инструментов. Оба фактора требуют высокопроизводительную установку СОЖ с объемным баком и мощной насосной установкой.
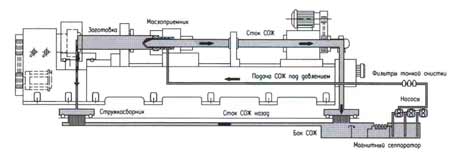
При сверлении станок работает с внешним подводом охлаждающей жидкости и внутренним отводом стружки, СОЖ подается между борштангой и стенкой изделия к лезвию инструмента. Удаление смеси из СОЖ и стружки осуществляется через внутреннюю полость штанги. Таким образом, исключается контакт между обрабатываемой поверхностью и стружкой, что способствует получению более качественной поверхности:
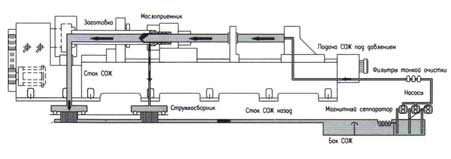
При растачивании широко применяется способ с наружным отводом стружки, для чего используется отверстие в заготовке, полученное на предыдущих операциях. СОЖ вместе со стружкой отводится в стружкоприемник. Через стружкоприемник СОЖ возвращается в общий резервуар и, таким образом, цикл заканчивается:
Письменную заявку на покупку станка можно оставить на сайте в разделе
Купить станки для глубокого сверления и растачивания, расточные станки производства Рязанского Станкостроительного Завода можно только у официальных представителей РСЗ. Контактная информация на страницах:
Все группы станков РСЗ


Компания TIBO имеет 45-летний опыт в области глубокого сверления, а изобилие усовершенствованных элементов станков позволяет значительно упростить работу и переоснастку оборудования при расширенных возможностях обработки.
Помимо базовой линейки оборудования, компания проектирует и изготавливает станки под конкретные условия производства, используя модульный тип компановки.
Для уменьшения увода при сверлении возможно оснастить станок шпинделем привода заготовки для осуществления встречного вращения. Опционально возможно оснащение не вращающейся бабкой, перемещающейся по оси Х, например для зажима плит, гидравлической прижимной плитой для зажима заготовок, продольно-поперечным столом для эксцентрического сверления или делительной головкой.
Передвижной держатель кондукторных втулок
Передвижной держатель кондукторных втулок или бабка маслоприемника каждого станка может быть сдвинута на 1/3 в сторону бабки инструмента. Это позволяет обрабатывать более длинные заготовки с меньшей глубиной сверления, или заготовка может быть просверлена с переворотом с двух сторон.Например, на станке с глубиной сверления 1500 мм можно сверлить заготовки длиной 2000 мм на глубину 1000 мм или с двух сторон на 2000 мм.
Люнеты для инструмента
Друг в друга входящие люнеты инструмента минимизируют потери длины. Не используемые люнеты могут быть легко и быстро сняты с направляющих, а при необходимости их можно снова монтировать на станок.Защитные двери
Широко открывающиеся защитные двери дают возможность загружать детали краном, а также легкодоступно осуществлять обслуживание и переналадку станка.Глубина сверления
Существует 14 возможных глубин сверления: 375, 750, 1000, 1500, 2000, 2250, 3000, 3750, 4000, 4500, 5000, 6000, 7000 и 8000 мм.Система охлаждения
Комбинация частотно-регулируемого насоса высокого давления совместно с автоматической системой фильтрации, а также системой отвода стружки дает отличные результаты сверления в течение длительного периода.Станки глубокого сверления TIBO могут быть укомплектованы различными системами управления. Так, наряду с системами ЧПУ на основе Touch-панели Siemens KTP-600 и многофункциональной панели KTP-1000, предложены на выбор и системы управления ЧПУ Siemens 802D sl, а также Siemens 840D sl.
- Программируемое стружкодробление при обработке труднообрабатываемых материалов
- Передача цифровых данных при помощи USB и Ethernet
- Функция диагностики ошибок для повышения качества и снижения времени на переоснащение станка
- Программируемое минимальное и максимальное значения давления СОЖ
- Дистанционное обслуживание программного обеспечения через каналы связи (опция)
Глубокое сверление - вид механической обработки металлов путем резания отверстий вращающимся инструментом. Глубокое сверление-глубина отверстия должна быть более 10 см., или размером вглубь более 5 исходных диаметров (5*d).
Различают несколько методов глубокого сверления:
- Метод STS (одноштанговое сверление) - Данный метод оптимально подходит для обработки деталей на высокопроизводительном или серийном производстве. Сложность процесса состоит в том, что требуется применять маслоприемник с многочисленными подающими шлангами, при этом заготовка вращается. Одноштанговая система считается самой эффективной для получения высококачественных отверстий;
- Эжекторное сверление (Ejector) - эжекторная технология глубокого сверления, которая применяется для получения отверстий диаметром от 18 до 180 мм (до 250 мм — при рассверливании). Смазочно-охлаждающая жидкость подается в пространство между наружной трубой и внутренней трубой (двухтрубный способ — DTS, Double Tube System). СОЖ поступает с наружной стороны сверлильной головки, омывает ее и отводится вместе со стружкой во внутреннюю трубу. Эжекторный метод подходит для получения отверстий d=20-60 мм. и глубиной до 1200 мм., не исключая получение прерывистых отверстий.
- Система сверления ружейными или трубчато-лопаточными сверлами с внутренней подачей смазочно-охлаждающего материала (ELB) -Этот метод подходит для малых предприятий, где по условиям технологии требуется получить глубокие отверстия небольшого диаметра. Рекомендуемый dотв.=35-40 мм., длиной до 50*d. При данном методе отпадает надобность проводить такие операции как зенкерование и развертывание.
Станки глубокого сверления находят свое применение в широком спектре отраслей промышленности, среди которых: оборонная промышленность, автомобилестроение, нефтегазовая промышленность, энергетика, производство гидроцилиндров, тяжелое машиностроение.
К атегория:
Глубокое сверление
Особенности и классификация станков глубокого сверления
Станки для глубокого сверления отличаются от других типов станков, предназначенных для обработки заготовок большой длины, следующими особенностями.
1. Станки в цехах занимают большие площади, проектируются, как правило, в горизонтальном исполнении и имеют длину, превышающую не менее чем вдвое протяженность обрабатываемых заготовок, для которых они созданы. Обычно станины таких станков конструируются составными, стыкованными. Это обеспечивает удобство их изготовления и доставки потребителю.
2. В компоновке станков большое место занимают устройства для транспортирования стружки из зоны резания, смазки и охлаждения сверл. В циркуляционную систему входят насосная установка, магистраль подвода охлаждающей жидкости к зоне резания, стружко-отвод, стружкосборники, сливные баки с отстойниками, магнитные и иные улавливатели (фильтры) твердых частиц из жидкости и ее охладители. Кроме того, станки обязаны иметь защитные кожухи для защиты от разбрызгивания и утечки жидкости.
3. Почти все модели станков для глубокого сверления могут быть применены и для глубокого чернового и чистового растачивания (развертывания), т.е. выполнения операций обработки гладких цилиндрических круговых (и конических) отверстий.
4. При выходе из строя станков для глубокого сверления из-за большой технологической специфичности процесса обработки их очень трудно заменить другими станками. Поэтому при планировании производства, учитывая, что глубокое сверление является одной из начальных операций технологического процесса, всегда следует иметь резерв оборудования не только по загрузке, но и по числу станков для глубокого сверления.
Станки для глубокого сверления и особенно станки, предназначенные для скоростной обработки, должны обеспечить следующие требования:
1) удобную и быструю установку и снятие обрабатываемых заготовок;
2) требуемые режимы обработки, особенно обеспечение бесступенчатого регулирования величины подачи на ходу;
3) непрерывный отвод образующейся стружки (пульпы, состоящей из жидкости и стружки);
4) фильтрацию и охлаждение рабочей жидкости;
5) непрерывный контроль за ходом процесса с автоматически действующими защитными устройствами;
6) достаточные по кубатуре приемные устройства для сбора и отделения от охлаждающей жидкости образующейся стружки;
7) быстрые установочные перемещения рабочих органов станка (суппортов, стеблевых бабок и др.);
8) надежную защиту обслуживающего персонала и площади цеха от разбрызгивания рабочей жидкости и др.
В какой-то мере специфичным для станков, производящих глубокое сверление, является и их повышенная, по сравнению со многими другими станками, энергоемкость. В ряде случаев только на осуществление стружкоотвода потребляется дополнительно до 30% (а иногда и больше) энергии при сверлении.
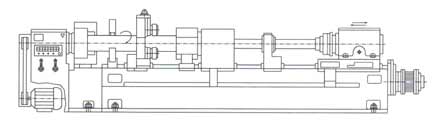
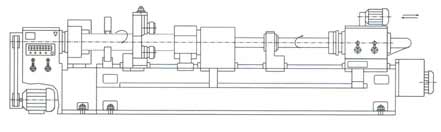
Все станки для глубокого сверления, несмотря на большое разнообразие, можно разделить на следующие группы: станки токарного типа; станки вертлюжного типа; станки без вращения заготовки при сверлении. Каждая из этих разновидностей станков предназначена для обработки определенного вида заготовок.
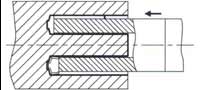
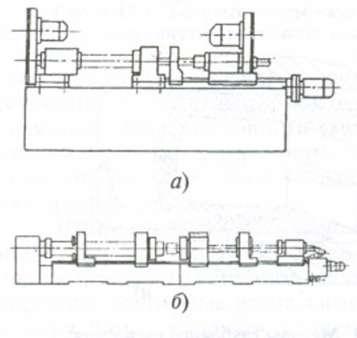
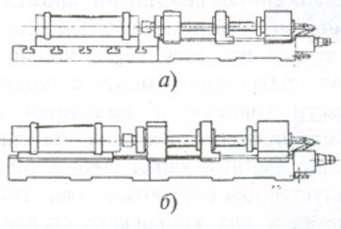
У станков токарного типа (рис. 1, а) бабка аналогична передней бабке токарного станка. Полый шпиндель (иногда сплошной) рассчитан на быстрое вращение обрабатываемой заготовки; поперечное сечение его сравнительно невелико. Обрабатываемая заготовка устанавливается выходным торцом в патроне, закрепленном на рабочем конце шпинделя, а входной конец поддерживается либо маслоприемником, если обработка производится с внутренним отводом стружки, либо люнетом при наружном отводе стружки. Длинные заготовки при обработке дополнительно поддерживаются промежуточными люнетами. Стебель со сверлом закрепляется либо на стойке суппорта, либо в стеблевой бабке. Между стеблевой бабкой (суппортом) и заготовкой (маслоприемником) при больших длинах сверления располагаются стеблевые люнеты (стойки), поддерживающие стебель.
В станках токарного типа, как правило, сверлятся обработанные предварительно поверху заготовки, представляющие по своей форме тела вращения небольших поперечных размеров.
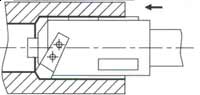
В станках вертлюжного типа (рис. 1, б) обрабатываемая заготовка устанавливается частично внутри полого шпинделя, называемого вертлюгом. Вертлюг по сравнению со шпинделем сверлильного станка токарного типа имеет большие поперечные размеры. Поэтому конструкция вертлюга не рассчитана на осуществление быстрых вращений заготовки в процессе сверления.
До внедрения твердосплавных сверл, когда скорости резания при сверлении были невелики, станки вертлюжного типа применялись для обработки круглых заготовок с малыми скоростями резания. После внедрения твердых сплавов стало необходимым снабжать эти станки стеблевыми бабками для быстрого вращения инструментов.
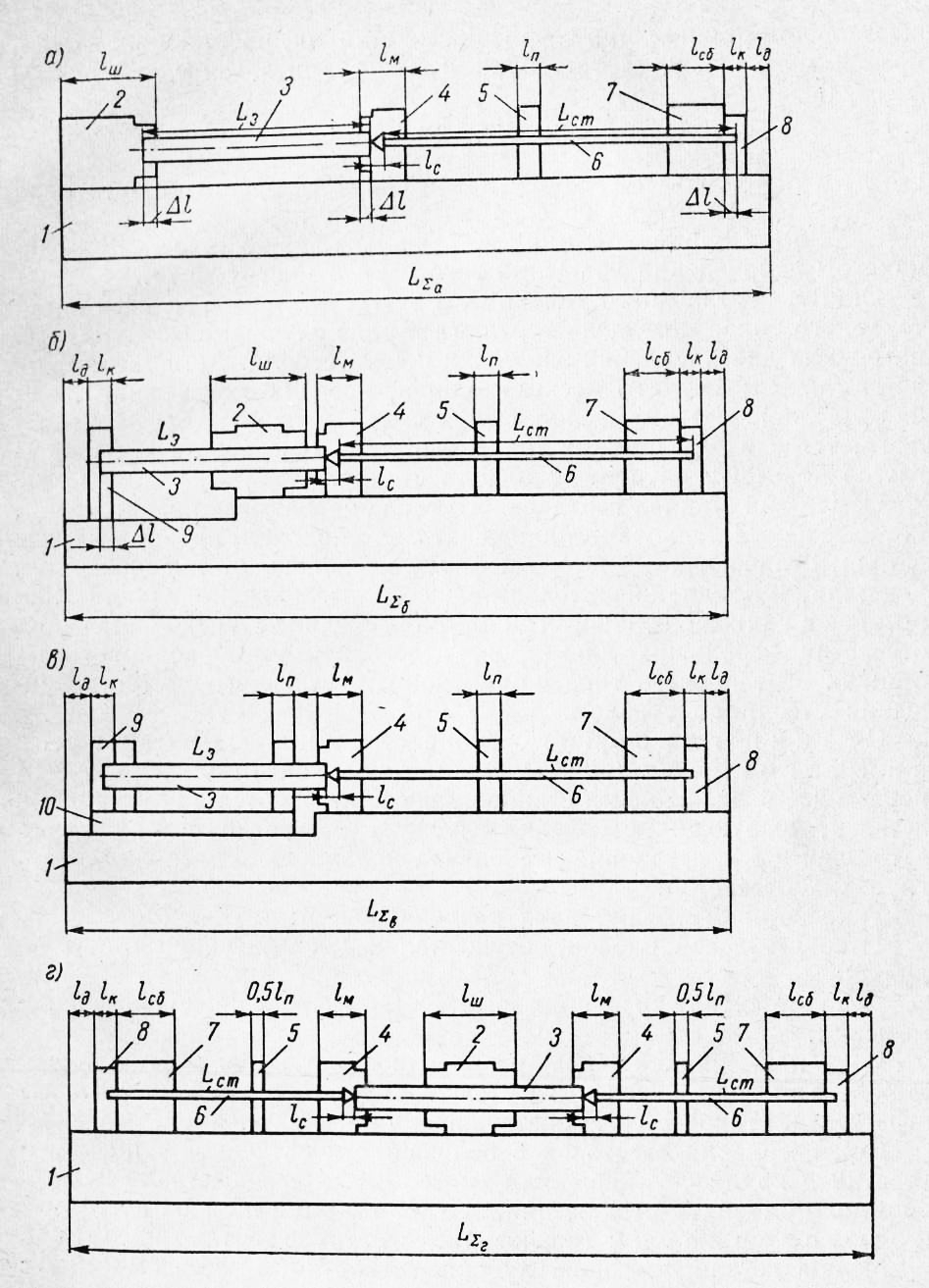
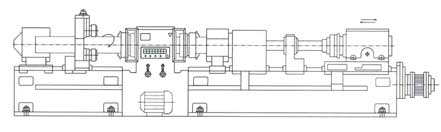
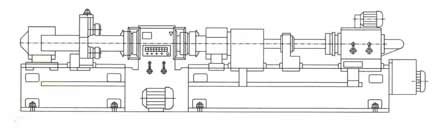
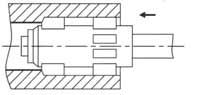
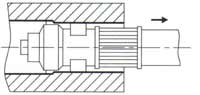
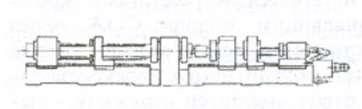
Рис. 1. Станки для глубокого сверления: а- токарного типа; б - вертлюжного типа; в - без вращения заготовки; г. - двустороннего сверления: 1 - станина; 2 - шпиндельная бабка; 3 - заготовка; 4 - маслоприемник; 5 - стеблевая стойка; 6 – стебель; 7 - стеблевая бабка; 8 - стружкоприемник; 9 - кожух; 10 - салазки
Знак плюс применяется при встречном, а знак минус - при одинаковом направлении вращения заготовки и инструмента.
Станки вертлюжного типа имеют те же элементы, что и станки токарного типа. Шпиндель вертлюга в ряде случаев снабжен двумя патронами для крепления заготовки с двух сторон. Компоновка люнетов также может быть несколько иной, в связи с тем, что заготовка на этих станках часто располагается своим входным торцем у вертлюга, тогда как у станков токарного типа она всегда устанавливается кондом в патроне шпинделя станка.
Обычно на станках вертлюжного типа обрабатываются заготовки, которые нежелательно быстро вращать. Это поковки, прокат и другие детали, отличающиеся по своей форме несколько от тел вращения, и детали, имеющие значительный дисбаланс. Тяжелые детали типа роторов и валков с большими диаметрами средних ступеней, имеющих отверстия небольших диаметров, целесообразно обрабатывать на станках вертлюжного типа с применением встречного быстрого вращения стебля со сверлом.
Станки глубокого сверления без вращения заготовок (рис. 1, в) встречаются значительно реже, чем первые две разновидности станков. Они применяются для сверления деталей, требующих сверления глубоких отверстий без вращения заготовки и для сверления нескольких параллельно расположенных глубоких отверстий.
Такие станки бывают двух разновидностей:
1) со стеблевой бабкой, осуществляющей продольные перемещения;
2) со столом для крепления заготовки, имеющим продольные перемещения.
Чаще применяются первая разновидность станков. В этом случае станок с невращающейся заготовкой при сверлении напоминает агрегатный станок с самодействующей силовой головкой.
При сверлении заготовок с большой относительной длиной отверстий в крупносерийном или массовом производствах целесообразно применять станки для двустороннего глубокого сверления (разновидность станков вертлюжного типа).
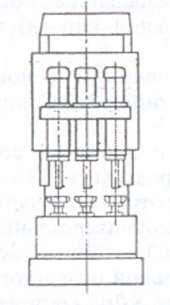
Мелкие детали, имеющие глубокие отверстия, в массовом и крупносерийном производстве обрабатывают как на двух- и многошпиндельных станках, так и на станках, имеющих вертикальное исполнение.
По степени автоматизации станки для глубокого сверления можно разделить в основном на три группы:
1) станки с автоматическим циклом работы;
2) станки с частичной автоматизацией процесса обработки или контроля за ходом процесса;
3) станки без автоматизирующих устройств.
В настоящее время наибольшее распространение получила вторая группа станков. К этой группе относятся станки, имеющие автоматические действующие предохранительные устройства в основном для защиты от перегрузки, перегрева жидкости, для очистки жидкости от твердых частиц и охлаждения жидкости и др.
Станки с автоматическим циклом пока мало применяются при глубоком сверлении, равно как и станки без автоматизирующих устройств.
Схема классификации станков приведена на рис. 2.
Для лучшего ознакомления с основными вариантами конструкций станков проведем их сопоставление по занимаемой площади в цехах, потребляемой мощности и особенностям обработки на станках данных типов.
С этой целью рассмотрим обработку одинаковых заготовок на одних и тех же режимах резания на станках четырех вариантов.
Площади, занимаемые станками. Условимся, что станки различной конструкции занимают площадь пропорционально их длине, так как в большинстве случаев модели одного и того же размера имеют примерно одинаковую ширину. Кроме того, будем полагать, что главный привод и приводы подач в нашем примере не будут конструктивно увеличивать длину станка, т.е. будем считать, что за длину станка Ls. можно принять длину станины. Условимся также, что длины подобных узлов станков различных конструкций, предназначенных для сверления одинаковых заготовок, будут равными.
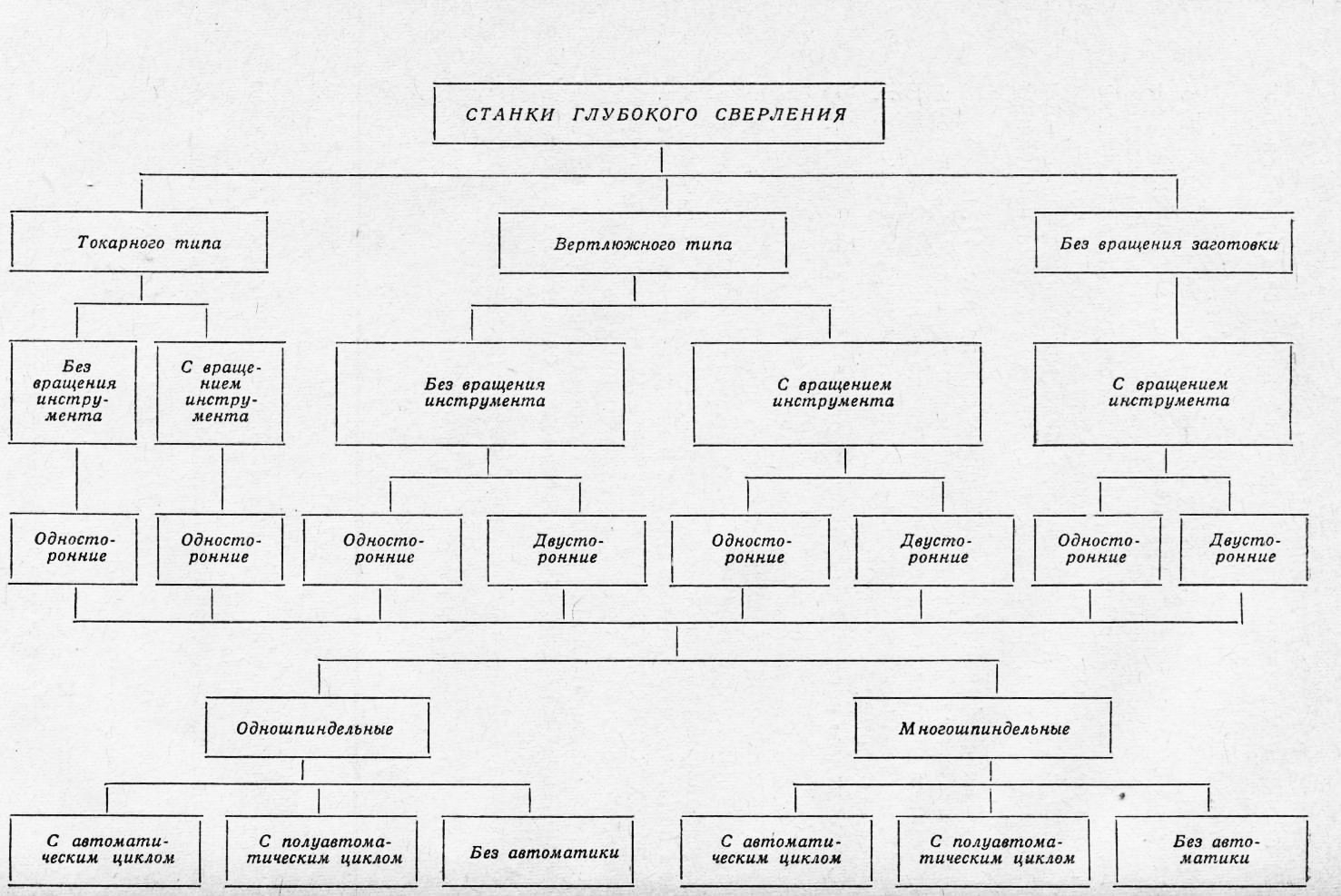
Рис. 2. Схема классификации станков глубокого сверления
1. Самыми компактными станками являются станки вертлюжного типа и станки, работающие без вращения заготовки. Менее компактными являются станки токарного типа. Больше всего площади занимают станки для двустороннего сверления.
2. Длины стеблей при сверлении одинаковых деталей у токарного и вертлюжного станка и у станка без вращения заготовки равны. Стебли, потребные для двустороннего сверления заготовки, хотя и короче стеблей для одностороннего сверления (примерно на половину длины заготовки), однако их необходимо иметь два вместо одного. Общая длина стеблей при двустороннем сверлении больше, чем при одностороннем сверлении примерно на сумму длин масло-приемника, стеблевой бабки и поддерживающих стоек.
Условимся также, что эффективная мощность на резание Npe3 при сверлении на одинаковых режимах обработки будет одинаковой для всех станков.
Для упрощения расчета будем считать, что привод механизма подачи от собственного двигателя подачи или от двигателя главного привода будет требовать у всех станков при работе на одинаковых режимах резания одинаковой мощности. Кроме того, учитывая, что мощность, потребная для привода подачи, составляет 2-3% мощности главного привода, примем Nn = 0. Следует иметь в виду, что у станков для двустороннего сверления при одновременном сверлении двумя сверлами подача должна осуществляться от двух двигателей.
Таким образом, эффективные мощности, затрачиваемые на приводы заготовки и стебля сверла, прямо пропорциональны угловым скоростям вращения заготовки и сверла.
Как показали исследования, к. п. д. приводов заготовок по сравнению с к. п. д. приводов редукторов для вращения стеблей с инструментами (приводы стеблевых бабок) не высоки.
На рис. 42 приведены значения к. п. д. привода вращения заготовки станка фирмы «Шисс» модели DRB -40 при сверлении отожженной стали 35 на различных скоростях (dc = 80 мм и s0 = = 0,15 мм/об). Как видно из рисунка, к. п. д. главного привода не превышает величины 0,5. Особенно низок к. п. д. при малой нагрузке станка. Поэтому на этих станках, если известна загрузка на длительный период, не следует устанавливать электродвигатель с мощностью, превышающей намного требуемую для заданной операции. Мощность, потребная на привод насоса для транспортирования охлаждающей жидкости и стружки, как известно, зависит от гидравлических сопротивлений в гидросети и от производительности насоса Q.
Преодолевая сопротивления транспортированию жидкости, насос развивает давление р, которое при увеличении глубины проникновения инструмента в заготовку возрастает.
В начале работы, когда охлаждающей жидкости мало, температура жидкости возрастает, доходя обычно до 50-70 °С и выше. С возрастанием температуры уменьшается вязкость жидкости, а следовательно, несколько сокращаются сопротивления транспортированию. Через некоторое время температура масла стабилизируется и уже отчетливее проявляется зависимость давления в сети от глубины сверления.
Здесь, как и выше, учитывается, что при двустороннем сверлении требуется осуществлять стружкоотвод одновременно от двух работающих инструментов.
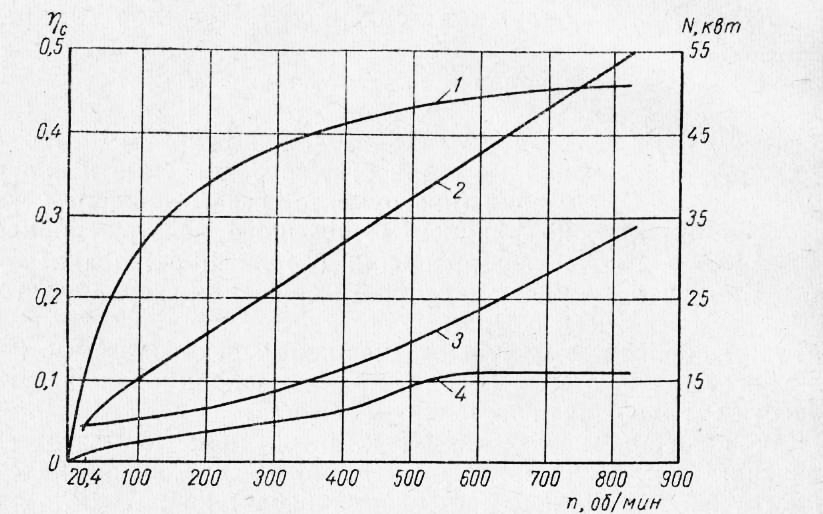
Рис. 3. Изменение к. п. д. станка в зависимости от числа оборотов и мощности при сверлении: 1 - к. п. д. станка; 2 - полная мощность станка; 3 - мощность холостого хода; 4 - эффективная мощность
1. Самая большая мощность на резание при сверлении, стружко-отвод и подачу инструмента требуется для станков двустороннего сверления.
2. Самым экономичным станком глубокого сверления с точки зрения потребления энергии является станок без вращения заготовки.
3. Менее экономичными в сравнении со станками без вращения заготовки по потреблению энергии являются станки токарного типа.
4. Вертлюжные станки по потреблению энергии, если они работают со стеблевыми бабками, занимают промежуточное место между станками токарного типа и станками для сверления невращаю-щихся заготовок. Этот вывод является несколько неожиданным, так как при внедрении скоростного сверления станки вертлюжного типа считались устаревшими. Однако после введения почти на всех станках для обработки средних и крупных деталей стеблевых бабок эти станки продолжают работу, подтверждая справедливость полученных выше результатов.
Сверление на различных типах станков. Станки глубокого сверления токарноготипа из-за возможности осуществления на них больших углов скоростей вращения заготовок, несмотря на то, что занимают большую площадь и не экономичны в отношении потребления энергии, получили наибольшее распространение при обработке глубоких отверстий. Поэтому все мелкие заготовки с формой тел вращения и обрабатанные поверху, могут проходить сверление на станках токарного типа. Исключением являются лишь заготовки, требующие одновременного сверления двусторонних глубоких отверстий, так как на станках токарного типа нельзя одновременно осуществлять двустороннее сверление. Учитывая, что мелкие отверстия обычно сверлят ружейными сверлами, недостаточно надежно работающими при их быстром вращении, шпиндель вращения заготовки должен обеспечивать вращение с требуемой скоростью резания. В ряде случаев в качестве привода могут быть использованы высокочастотные электродвигатели и ускорительные передачи гибкой нитью.
Средние и крупные чисто обработанные заготовки без большого дисбаланса также часто обрабатывают на станках токарного типа. Однако при длинных заготовках такие станки должны быть оборудованы люнетами закрытого типа. Скорость вращения заготовок, превышающую п3 = 600 об/мин, следует по возможности избегать, так как это опасно для операторов. В таких случаях, если это только можно, следует применять дополнительное вращение инструмента.
Станки токарного типа обеспечивают высокое качество обработки заготовок. Продукция, получаемая с этих станков, не имеет замечаний относительно чистоты обработки и формы просверленных отверстий.
Токарный принцип, как показала фирма «Карлштадт», видимо, наиболее удобен для проведения работ по автоматизации глубокого сверления
Станки для глубокого сверления неподвижно закрепленных заготовок компактны и экономичны в отношении потребляемой энергии (принимается, что к. п. д стеблевой бабки выше к. п. д. обычного привода вращения заготовок на других станках). Недостатком их является низкое качество сверления.
Эти станки распространены в промышленности мало, и опыт их работы еще не обобщен. Поэтому (с вращением только инструмента) следует применять их по прямому назначению, т.е. для сверления заготовок, которые нельзя или неудобно вращать.
Интересно отметить, что принцип работы этих станков можно было бы рекомендовать и для двустороннего сверления глухих и сквозных (пока лучше коротких) заготовок, так как по сравнению с обычным двусторонним сверлением они не требуют применения правых и левых сверл.
Основными преимуществами станков вертлюжного типа является их компактность и безопасность в работе. На этих станках можно сверлить заготовки, недостаточно отбалансированные и не полностью обработанные поверху. Видимо, заготовки средних размеров еще долго будут обрабатывать на станках вертлюжного типа, оборудованных стеблевыми бабками для быстрого вращения инструментов, а тяжелые и крупные детали - либо на станках токарного типа, либо на станках с неподвижным закреплением заготовок.
Преимуществом станков двустороннего сверления является высокая производительность сверления за счет сокращения вдвое длины сверления и ведения процесса параллельно двумя одновременно работающими инструментами. Таким образом, машинное время на станках двустороннего сверления уменьшается вдвое при возрастании суммарной величины потребной мощности привода также вдвое (относительно громоздкости и энергоемкости этих станков сообщалось раньше).
Недостатком двустороннего сверления является необходимость применения правых и левых сверл, что вызывает увеличение номенклатуры инструмента. Кроме того, при двустороннем сверлении наблюдаются специфические для этого вида обработки дефекты: излом оси или уступы в просверленных отверстиях. Это серьезные дефекты обработки, так как их трудно устранять из-за наличия явления копирования, обуславливающего необходимость дополнительных проходов.
Казалось бы, при двустороннем сверлении имеется выигрыш в стойкости инструмента. Действительно, каждый инструмент должен проходить только половину длины заготовки. Следовательно, число деталей, которое можно просверливать без переточки одним инструментом, должно вырасти вдвое. Однако это не так. В работе участвуют два сверла, и поэтому стойкость каждого из них не возрастает, а число переточек не уменьшается.
Из сказанного можно сделать вывод, что применение станков двустороннего сверления можно рекомендовать только при наличии большой программы (крупносерийное или массовое производство) и особо большой относительной длине сверления при недостаточно жестких требованиях к качеству отверстия, либо при сверлении труднообрабатываемых материалов. Станки двустороннего сверления целесообразно применять также для обработки деталей, имеющих два соосных глухих отверстия, даже если эти отверстия недостаточно большой относительной длины.
КОНСТРУКЦИИ.
К специализированным сверлильным и расточным относятся станки, предназначенные для выполнения определенного вида обработки или для получения каких-либо конкретных типов поверхностей в заданном диапазоне их размеров на деталях одного или различных технологических классов. Наиболее широко распространены станки для глубокого сверления и растачивания, резьбонарезные и гайконарезные, центровальные, для отделочного растачивания.
7.4.1. Станки для глубокого сверления и растачивания.
Предназначены для сверления (в том числе кольцевого), рассверливания и растачивания отверстий с большим отношением длины к диаметру, достигающим в некоторых случаях 100 и более. В современных станках используют три метода сверления (рис.7.17). При сверлении однолезвийным инструментом смазочно-охлаждающая жидкость (СОЖ) подводится через полую часть хвостовика инструмента, а отводится вместе со стружкой через наружную стружечную канавку хвостовика.
Такой способ используется обычно для обработки отверстий диаметром не более 30 мм.
Эжекторное сверление производится инструментом с несколькими режущими кромками, обеспечивающим подвод СОЖ через кольцевое пространство между стеблем сверла и расположенной внутри него стружкоотводящей трубой, а отвод вместе со стружкой - через эту трубу. Для усиления потока отвода стружки и СОЖ в трубе имеются каналы, через которые часть жидкости из кольцевого пространства попадает непосредственно в неё, создавая эжекторный эффект.
Метод ВТА основан на использовании навертных на полый стебель инструментальных головок, снабженных режущими кромками и направляющими пластинами. СОЖ через уплотняющую втулку подается через кольцевой зазор вокруг стебля инструмента к полой центральной части головки и выводится с дробленой благодаря форме режущей кромки стружкой через внутренний канал стебля. Метод ВТА используется для обработки отверстий большого диаметра и для кольцевого сверления отверстий диаметром 120 - 150 мм. Растачивание глубоких отверстий диаметром до 2500 мм проводят головками с двусторонним, как правило, расположением режущих блоков.
Рис.7.17. Методы глубокого сверления:
а - однолезвийным инструментом; 6 - эжектором; в - методом ВТА
При глубоком сверлении и растачивании достигается, в зависимости от диаметра обработки и материала, точность размера Н7 - Н9, отклонения от соосности участков обработанного отверстия в пределах 0,03 - 0,05 на 100 мм (при невращении изделия 0,08 - 0,12 на 100 мм), шероховатость поверхности Ra = 0,32 - 2,5 мкм.
Классификация станков по основным компоновочным и конструктивным признакам приведена в табл.7.12. В качестве основного параметра станков принимается наибольший условный диаметр сверления (в сплошном материале) в деталях из стали средней твердости.
Большинство горизонтальных станков имеют длинные составные станины. Станки для обработки особо крупных и тяжелых деталей могут иметь раздельные станины для обрабатываемых деталей и для инструментальной части, в том числе расположенные на фундаментах различной высоты.
Конструктивные особенности шпиндельных узлов инструментальных бабок определяются значительными осевыми усилиями и необходимостью подвода через шпиндель значительных объемов СОЖ. Приводы вращения как для бабки изделия, так и для инструментальной бабки, выполняются ступенчатыми от асинхронного двигателя или бесступенчато регулируемыми - при использовании двигателя постоянного тока. В привод вращения инструмента встраиваются электромеханические или электрические датчики крутящего момента для предохранения от перегрузок. В приводах подачи при относительно небольших ходах используются винтовые передачи и гидроцилиндры, а при значительных ходах - зубчато- реечные передачи.
Станки оснащают устройствами управления, обеспечивающими автоматический или полуавтоматический режим работы. В станках с координатными перемещениями стола и шпиндельной бабки могут использоваться устройства ЧПУ и автоматической смены инструментальных наладок (инструментов с направляющими втулками).
В качестве СОЖ применяют минеральные масла с добавкой растворимых органических соединений серы и хлора. СОЖ в значительных объемах (200 - 1800 л/мин) подается в зону резания под давлением 2,5 - 8 МПа (с ростом диаметра обработки и увеличением расхода СОЖ давление снижается) высоконапорными шестеренными, винтовыми или пластинчатыми насосами. Отработанная жидкость тщательно очищается от стружки с помощью многоступенчатых систем очистки с использованием магнитных сепараторов и стержней, центрифуг, фильтров и отстоя в баках с перегородками.
Таблица 7.12. Основные типы станков для глубокого сверления и растачивания
|
Тип и схемы станков |
Область применения |
|
|
С продольно-ПОДВИЖНЫМ силовым столом для обработки деталей типа тел вращения 1) |
Одно- и многошпиндельные горизонтальные станки со шпиндельными головками, установленными на силовом столе, перемещающимся по направляющим станины вдоль оси сверления; с неподвижной бабкой обрабатываемого изделия, поджимаемого со стороны начала сверления направляющей втулкой инструмента; с вращением инструмента и возможным дополнительным вращением обрабатываемой детали (а); с возможностью поддержания инструмента и детали в люнетах (б) |
Станки с условным диаметром сверления 3 - 80 мм. Используются для обработки мелких и средних длинномерных деталей типа тел вращения в условиях серийного, а при оснащении автоматическими загрузочными устройствами - крупносерийного производства |
|
С бабкой изделия токарного или вертлюжного (полой) типа для обработки деталей типа тел вращения
|
Одно- и двухшпиндельные горизонтальные станки с подвижной вдоль оси сверления шпиндельной бабкой, перемещающейся по направляющим станины; с зажимом детали в патроне бабки изделия и ее поддержкой в кольцевых или открытых роликовых люнетах; с вращением обрабатываемой детали и возможным дополнительным вращением инструмента |
Станки с условным диаметром сверления в сплошном материале 80 - 320 мм (условный диаметр обработки 250 - 2500 мм). Используются для обработки длинномерных и крупных деталей типа тел вращения в различных условиях производства |
|
Со столом-плитой для обработки деталей произвольной формы 3) |
Одношпиндельные горизонтальные станки с подвижной вдоль оси сверления шпиндельной бабкой, перемещающейся по направляющим станины; с зажимом детали на столе-плите, неподвижном (а) или имеющем установочное осевое перемещение по направляющим станины (о), с вращением и подачей инструмента; с возможностью поддержки стебля инструмента в люнетах и направляющей втулке |
Станки с диаметром сверления 80 - 320 мм (диаметром обработки 250 - 2500 мм). Используются для обработки крупных деталей произвольной формы в различных условиях производства |
Продолжение табл.7.12
|
Тип и схемы станков |
Основные компоновочные и конструктивные особенности |
Область применения |
|
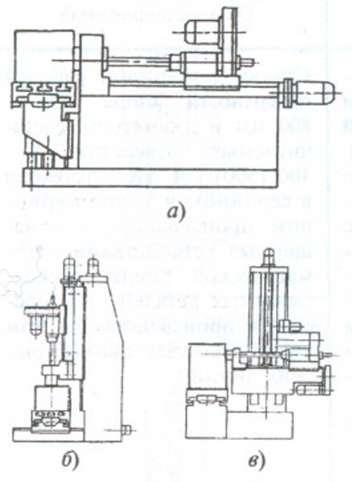
С координатным перемещением стола (шпиндельной бабки) для обработки деталей произвольной формы 4) |
Одношпиндельные горизонтальные (а) и вертикальные (б) станки с крестовым перемещением стола или горизонтальные с крестовым перемещением шпиндельной бабки (в) с возможностью оснащения сменными (в том числе автоматически) инструментальными наладками для отверстий разных диаметров и устройством ЧПУ |
Станки с диаметром сверления 4 - 40 мм (до 20 мм для вертикальных станков). Используются для обработки одно или нескольких отверстий в деталях произвольной формы в различных условиях производства |
7.4.2 Отделочно-расточные станки (ОРС) предназначены для тонкого финишного растачивания цилиндрической и произвольной формы образующей точных отверстий с обеспечением высокой точности и качества поверхности и взаимного расположения. На станках могут выполняться также дополнительно подрезка наружных и внутренних торцов, протачивание канавок, обтачивание наружных цилиндрических, конических и криволинейных поверхностей. Станки предназначены для обработки деталей в крупносерийном и массовом производстве, однако создание сравнительно легко переналаживаемых ОРС привело к возможности их использования в стабильном производстве деталей с меньшей серийностью.
Классификация ОРС, приведенная в табл.7.13, не является исчерпывающей. Изготовляют также станки, в которых обрабатываемые детали устанавливают в патроне, смонтированном на шпинделе, а инструмент в суппорте, закрепленном на подвижном столе; станки с подвижными головками и двухкоординатным столом; комбинированные станки с горизонтальными и вертикальными подвижными шпиндельными головками и т.д.
Качество обработки на ОРС определяется круглостью поперечного сечения и профилем продольного сечения (цилиндричностъю) расточенного отверстия. В горизонтальных станках с подвижным столом отклонение отверстий от круглости во всем диапазоне растачиваемых отверстий находится в пределах 0,5 - 1,2 мкм, а шероховатость не грубее Ra = 0,32 + 0,63 мкм (в зависимости от материала заготовки).
К жесткости, виброустойчивости и термостабильности ОРС, предъявляют высокие требования, что обуславливает соответствующие требования к базовым деталям, которые выполняются из качественных серых чугунов и имеют коробчатую с хорошим оребрением форму. Как правило, жесткость станины горизонтальных станков с подвижным столом обеспечивает возможность установки станка на фундаменте на трех опорных элементах. Признана целесообразность изготовления станин и мостов из обладающих высокой демпфирующей способностью и термостабильностью гранитов или искусственных материалов (например, синтеграна). Для горизонтально перемещающихся узлов большей частью используются традиционные для прецизионных станков одна плоская и одна V-образная на правляющие скольжения, а для вертикально перемещающихся узлов - замкнутые прямоугольные направляющие.
Таблица 7.13. Основные типы отделочно-расточных станков
|
Тип и схемы станков |
Основные компоновочные и конструктивные особенности |
Область применения |
|
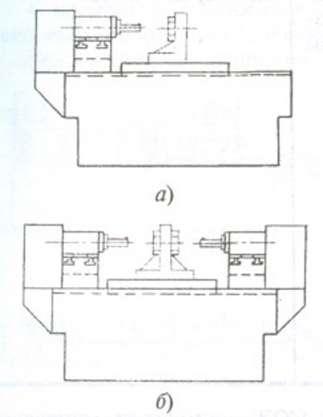
Горизонтальные с подвижным столом 1) |
Одно- или многошпиндельные станки с неподвижными параллельными между собой шпиндельными головками, расположенными на жестко закрепленных на станине П- образных балках ("мостах") с одной (а) или двух противоположных (б) сторон от обрабатываемой детали; подвижным по направляющим станины параллельно осям шпинделей столом, на котором в приспособлении закрепляются обрабатываемые детали |
Станки с шириной рабочей поверхности стола 320 800 мм и диаметром растачиваемых отверстий 8 - 400 (500) мм. Используются в серийном и крупносерийном производстве, а оснащенные устройствами автоматической смены обрабатываемых деталей, - в массовом производстве, в том числе в составе автоматических линий |
|
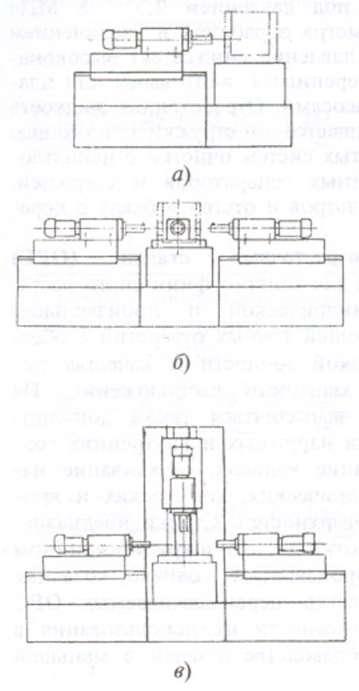
С неподвижным столом и подвижными шпиндельными головками 2) |
Одно- или многошпиндель- ные станки со шпиндельными головками, расположенными на подвижных параллельно оси шпинделя силовых столах относительно обрабатываемой детали с одной (а), нескольких сторон в горизонтальной (б) и нескольких сторон в горизонтальной и вертикальной плоскостях (в). Неподвижный стол с горизонтальной рабочей поверхностью для установки обрабатываемой детали (как правило, в специальном приспособлении) |
Станки с шириной рабочей поверхности силового стола 500 - 1250 мм и диаметром растачивания 8 - 400 (500) мм. Используются в крупносерийном производстве, в том числе в составе автоматических линий, для обработки корпусных деталей с ограниченными требованиями к точности формы и взаимного расположения обрабатываемых поверхностей |
Шпиндельные головки являются наиболее ответственными узлами ОРС, в основном определяющими точность и качество обработки. Одношпиндельные головки, как правило, являются унифицированными узлами, присоединительные размеры которых стандартизованы (ГОСТ 19590-85). В шпиндельные головки могут быть встроены устройства для радиальной подачи резца при растачивании отверстий рааличных диаметров и подрезки торцов, для подналадки резцов при износе, отвода резца от растачиваемой поверхности при обратном ходе, зажима обрабатываемой детали, контроля обработки и т. д.
Продолжение табл.7.13
|
Тип и схемы станков |
Основные компоновочные и конструктивные особенности |
Область применения |
|
Вертикальные с подвижными головками на силовом столе (платформе)
|
Одно- и многошпиндельные станки со шпиндельными головками, расположенными на подвижных параллельно оси шпинделей салазках или силовых столах; неподвижным (выкатным для смены обрабатываемых деталей) столом с горизонтальной рабочей поверхностью для установки обрабатываемой детали или приспособления |
Станки с шириной силового сшла 630 - 1250 мм и наибольшим диаметром растачиваемых отверстий 8 - 400 (500) мм. Используются в серийном и крупносерийном производстве для обработки отверстий (в том числе с повышенным отношением длины к диаметру) в средних и крупных корпусных деталях |
|
Вертикальные с подвижной шпиндельной бабкой
|
Одношпиндельные станки с вертикально-подвижной по направляющим стойки шпиндельной бабкой, обеспечивающей возможность работы сменными шпинделями для различных диапазонов растачиваемых отверстий. Неподвижный, выкаткой или крестовый горизонтальный стол |
Станки со столами шириной 400 - 630 мм. Используются в ремонтных производствах двигателей различного типа |
В станках для обработки определенной детали применяются нерегулируемый привод главного движения с асинхронным электродвигателем, а в переналаживаемых станках - регулируемый привод постоянного тока. Во всех случаях для снижения вибрации шпинделя в качестве последнего звена используют ременную передачу. В случае необходимости особой изоляции шпиндельных узлов от влияния возмущающих воздействий привода возможно использование ременной передачи с двумя дугами контакта ремня с вмонтированным на шпиндельной головке ведомым шкивом за счёт расположения натяжного ролика по другую сторону от ведущего шкива (относительно ведомого).
Подача рабочих органов осуществляется с помощью гидроцилиндров или передач
Винт-гайка качения, причем в последнем случае при исполнении широко регулируемых электродвигателей сравнительно просто и надёжно обеспечивается плавность малых рабочих подач, требуемая для финишной обработки.
7.4.3. Многошпиндельные сверлильные станки для обработки плоских деталей. Станки предназначены для сверления большого количества отверстий в деталях типа решеток, фильер, печатных плат и т. п. в серийном и крупносерийном производстве. Наибольшее распространение получили станки для обработки печатных плат из неметаллических материалов для электронной промышленности. Большинство таких станков обеспечивает возможность выполнения контурного фрезерования внешних торцовых сторон заготовок, окон и пазов различной конфигурации. Станки оснащают устройствами ЧПУ, автоматической смены инструментов и деталей.
Высокая производительность достигается за счет количества одновременно работающих шпинделей и быстродействия механизмов. В связи с этим широко используют аэростатические опоры и направляющие исполнительных органов, хорошо демпфирующие колебания и повышающие термостабильность при интенсивной работе материалы, например, гранит или его искусственные заменители (типа гранитана).
Частота вращения шпинделей при сверлении неметаллических материалов достигает 100 - 120 тыс. мин" 1 , скорость перемещения - 12 ООО - 15 ООО мм/мин при времени разгона и торможения 0,1 - 0,15 с. При этом обеспечивается точность межцентровых расстояний порядка 20 мкм и погрешность отклонения от фрезеруемого контура порядка 30 мкм.


