Способы получения конических поверхностей. Большая энциклопедия нефти и газа
1. Широким резцом
При обработке валов часто встречаются переходы между обрабатываемыми поверхностями, имеющие коническую форму, а на торцах обычно снимают фаску. Если длина конуса не превышает 25 мм, то его обработку можно производить широким резцом (рис. 2).
Угол наклона режущей кромки резца в плане должен соответствовать углу уклона конуса на обрабатываемой детали. Резцу сообщают подачу в поперечном или продольном направлении.
Следует учитывать, что при обработке конуса резцом с режущей кромкой длиной более 10-15 мм могут возникнуть вибрации, уровень которых тем выше, чем больше длина обрабатываемой детали, меньше ее диаметр, меньше угол наклона конуса. В результате вибраций на обрабатываемой поверхности появляются следы, и ухудшается ее качество. Это объясняется ограниченностью жесткости системы: станок – приспособление – инструмент – деталь (СПИД). При обработке широким резцом жестких деталей вибрации могут отсутствовать, но при этом возможно смещение резца под действием радиальной составляющей силы резания, что приводит к нарушению настройки резца на требуемый угол уклона.
Достоинства метода:
1. Простота настройки.
2. Независимость угла уклона a от габаритов заготовки.
3. Возможность обработки как наружных, так и внутренних конических поверхностей.
Недостатки метода:
1. Ручная подача.
2. Ограниченность длины образующей конуса длиной режущей кромки резца (10–12 мм). При увеличении длины режущей кромки резца возникают вибрации, приводящие к формированию волнистости поверхности.
2. Поворотом верхних салазок суппорта
 Конические поверхности с большими уклонами можно обрабатывать при повороте верхних салазок суппорта с резцедержателем на угол a
, равный углу уклона обрабатываемого конуса
Конические поверхности с большими уклонами можно обрабатывать при повороте верхних салазок суппорта с резцедержателем на угол a
, равный углу уклона обрабатываемого конуса
(рис. 3).
Поворотная плита суппорта вместе с верхними салазками может поворачиваться относительно поперечных салазок, для этого освобождают гайку винтов крепления плиты. Контроль угла поворота с точностью до одного градуса осуществляется по делениям поворотной плиты. Положение суппорта фиксируют зажимными гайками. Подача производится вручную рукояткой перемещения верхних салазок.
Указанным способом обрабатывают конические поверхности, длина которых соизмерима с длиной хода верхних салазок (до 200 мм).
Достоинства метода:
1. Простота настройки.
2. Независимость угла уклона a от габаритов заготовки.
3. Обработка конуса с любым углом уклона.
4. Возможность обработки как наружных, так и внутренних конических поверхностей.
Недостатки метода:
1. Ограничение длины образующей конуса.
2. Ручная подача.
Примечание: Некоторые токарные станки (16К20, 16А30) имеют механизм передачи вращения на винт верхних салазок суппорта. На таком станке независимо от угла поворота можно получить автоматическую подачу верхних салазок.
3. Смещением корпуса задней бабки станка
Конические поверхности большой длины с
a
= 8-10° можно обрабатывать при смещении задней бабки, величина которого определяется следующим образом (рис. 4):
H = L ×sin a ,
где Н – величина смещения задней бабки;
L – расстояние между опорными поверхностями центровых отверстий.
Из тригонометрии известно, что для малых углов синус практически равен тангенсу угла. Например, для угла 7º синус равен 0,120, а тангенс – 0,123. Способом смещения задней бабки обрабатывают заготовки с малым углом уклона, поэтому можно считать, что sin a = tg a . Тогда
H = L ×tg a = L ×(D –d )/2l .
Заготовку устанавливают в центрах. Корпус задней бабки при помощи винта смещают в поперечном направлении так, что заготовка становится «на перекос». При включении подачи каретки суппорта резец, перемещаясь параллельно оси шпинделя, будет обтачивать коническую поверхность.
Величину смещения задней бабки определяют по шкале, нанесенной на торце опорной плиты со стороны маховика, и риске на торце корпуса задней бабки. Цена деления на шкале обычно 1 мм. При отсутствии шкалы на опорной плите величину смещения задней бабки отсчитывают по линейке, приставленной к опорной плите. Положение задней бабки для обработки конической поверхности можно определить по готовой детали. Готовую деталь (или образец) устанавливают в центрах станка и заднюю бабку смещают до тех пор, пока образующая конической поверхности не окажется параллельной направлению продольного перемещения суппорта.
Для обеспечения одинаковой конусности партии деталей, обрабатываемых этим способом, необходимо, чтобы размеры заготовок и их центровых отверстий имели незначительные отклонения. Поскольку смещение центров станка вызывает износ центровых отверстий заготовок, рекомендуется обработать конические поверхности предварительно, затем исправить центровые отверстия и после этого произвести окончательную чистовую обработку. Для уменьшения разбивки центровых отверстий целесообразно использовать шариковые центры. Вращение заготовке передается поводковым патроном и хомутиками.
Достоинства метода:
1. Возможность автоматической подачи.
2. Получение заготовок, соизмеримых по длине с габаритами станка.
Недостатки метода:
1. Невозможность обработки внутренних конических поверхностей.
2. Невозможность обработки конусов с большим углом (a ³10º). Допускается смещение задней бабки на ±15мм.
3. Невозможность использования центровых отверстий в качестве базовых поверхностей.
4. Зависимость угла a от габаритов заготовки.
4. С помощью копировальной (конусной) линейки
Распространенной является обработка конических поверхностей с применением копировальных устройств (рис. 5).
К станине станка крепится плита 1, с копировальной линейкой 2, по которой перемещается ползун 4, соединенный с поперечной кареткой верхнего суппорта 5 станка тягой 6. Для свободного перемещения суппорта в поперечном направлении необходимо отсоединить винт поперечной подачи. При перемещении продольного суппорта 8 по направляющим станины 7 резец получает два движения: продольное от суппорта и поперечное от копировальной линейки 2. Величина поперечного перемещения зависит от угла поворота копировальной линейки 2. Угол поворота линейки определяют по делениям на плите 1, фиксируют линейку болтами 3. Подачу резца на глубину резания производят рукояткой перемещения верхних салазок суппорта.
Способ обеспечивает высокопроизводительную и точную обработку наружных и внутренних конусов с углом уклона до 20º.
Достоинства метода:
1. Механическая подача.
2. Независимость угла уклона конуса a от габаритов заготовки.
3. Возможность обработки как наружных, так и внутренних поверхностей.
Недостатки метода:
1. Ограничение длины образующей конуса длиной конусной линейки (на станках средней мощности – до 500 мм).
2. Ограничение угла уклона шкалой копировальной линейки.
Для обработки конусов с большими углами уклона сочетают смещение задней бабки и наладку по конусной линейке. Для этого линейку поворачивают на максимально допустимый угол поворота a ´, а смещение задней бабки рассчитывают как при обточке конуса, у которого угол уклона равен разности между заданным углом a и углом поворота линейки a ´, т.е.
H = L ×tg (a – a ´) .
Обточку конических поверхностей можно осуществлять различными способами в зависимости от величины конусности, от конфигурации и размеров обрабатываемой детали:
Поворотом верхних салазок суппорта (рис. 200, а). Салазки / верхнего суппорта поворачивают вокруг вертикальной оси суппорта на угол конусности а .
Обточку конической поверхности осуществляют вручную перемещением резца вдоль образующей конуса путем вращения маховичка 2. Этим способом обрабатывают как наружные, так и внутренние поверхности с любым углом конусности а с длиной обработки меньше, чем величина хода верхних салазок суппорта.
Смещение корпуса задней бабки (рис. 200, б). Корпус задней бабки смещают в поперечном направлении относительно салазок на величину ft, в результате чего ось заготовки, установленной в центрах, образует с линией центров, а следовательно, с направлением продольной подачи суппорта угол конусности обрабатываемой поверхности а. Образующая конической поверхности при такой установке располагается параллельно продольной подаче резца.
При длине конической поверхности / и длине заготовки L величину необходимого смещения корпуса задней бабки определяют по формуле
h = L sin a.
Рис. 200. Схемы обработки конических поверхностей
При малых значениях a : sina ≈tga, следовательно,
h = L tga = L (D - d ) /2 l
При l=L

Этот способ применяют для обточки пологих конических поверхностей (угол а не более 8°).
Недостаток этого способа состоит в том, что вследствие неправильного положения центровых отверстий обрабатываемой детали на центрах станка центровые отверстия детали и сами центра быстро изнашиваются.
Для изготовления точных конических поверхностей этот способ непригоден.
С помощью конусной или копировальной линейки (рис. 200, в). Конусная линейка / укрепляется с задней стороны станка на кронштейнах 2. Линейка устанавливается под заданным углом а. На линейке свободно сидит ползушка 3, соединенная с поперечными салазками суппорта. Поперечные салазки суппорта предварительно отсоединяются от нижней каретки суппорта путем вывинчивания поперечного ходового винта.
При продольном перемещении суппорта резец получает результирующее движение: наряду с продольным поперечное перемещение, обусловленное движением ползушки 3 по линейке /. Результирующее движение направлено вдоль образующей конической поверхности.
Этот метод применяют для обточки конических поверхностей под углом до 12°.
С помощью широких фасонных резцов. Режущие лезвия резца устанавливают под углом конусности а обрабатываемой поверхности к линии центров станка параллельно образующей конической поверхности.
Обточку можно осуществлять как продольной, так и поперечной подачей.
Этот способ пригоден для обработки коротких наружных и внутренних конических поверхностей с длиной образующей не более 25 мм, так как при больших длинах образующей возникают вибрации, приводящие к получению обработанной поверхности низкого качества.
Обработка фасонных поверхностей
Короткие фасонные поверхности (длиной не более 25-30 мм) обрабатывают фасонными резцами: круглыми, призматическими и тангенциальными.
Точность обработки фасонных поверхностей призматическими круглыми фасонными резцами, работающими одной точкой по центру и с базой, параллельной оси детали, зависит от точности коррекционного расчета профиля инструмента по профилю детали (обычно точность коррекционного расчета составляет до 0,001 мм). Однако эта расчетная точность относится только к узловым точкам профиля резца.
На конусном участке обработанной детали будут криволинейные образующие с суммарной ошибкой Δ. Суммарная ошибка Δ складывается из двух составляющих Δ 1 и Δ 2 . Ошибка Δ 1 присуща фасонным резцам вследствие установки только одной точкой на высоте центра и расположения других точек ниже линии центра, что приводит к образованию на детали гиперболоида вместо цилиндра или конуса. Для устранения ошибки Δ 1 необходимо режущее лезвие всеми точками устанавливать по центру, т. е. в одной плоскости с осью детали.
Ошибка Δ 2 возникает только при работе круглыми резцами. Так, круглый резец для обработки конической поверхности представляет собой усеченный конус, пересеченный плоскостью (передняя поверхность), параллельной оси конуса, но не проходящей через ось. Поэтому лезвие резца имеет выпуклую гиперболическую форму. Эта выпуклость и есть ошибка Δ 2 . У призматического резца ошибка Δ 2 равна нулю. В среднем ошибка Δ 2 в 10 раз больше величины Δ 1 . При высоких требованиях к точности обработки следует применять призматические резцы.
Тангенциальные резцы применяют в основном при чистовой обработке длинных нежестких деталей, так как обработка происходит не сразу по всей длине детали, а постепенно.
Длинные фасонные профили обрабатывают с помощью механических копировальных устройств, устанавливаемых с задней стороны станины на специальном кронштейне так же, как копирная линейка (рис. 200, в). В этих случаях копир имеет фасонный профиль.
Механические копировальные устройства имеют такие недостатки, как сложность изготовления термически обработанного копира, значительные усилия в месте контакта сухарика или ролика копировального устройства с рабочей поверхностью копира.
Это привело к широкому распространению гидравлических и электромеханических копировальных устройств со следящим приводом.
В гидравлических копировальных устройствах в месте контакта рычажного наконечника и копира возникают незначительные усилия, что позволяет изготавливать копир из мягких материалов.
Гидравлические копировальные устройства обеспечивают точность копирования от ±0,02 до ±0,05 мм. 284
Cтраница 1
Обработка конических поверхностей на токарных станках производится тремя способами.
Обработка конических поверхностей является частным случаем фасонного обтачивания (фиг.
Обработка конических поверхностей при наладке станка иногда требует некоторых вычислений. Этим способом пользуются, например, при обработке фасок.
Обработка конических поверхностей производится: а) широким резцом; б) поворотом верхних салазок суппорта; в) смещением задней бабки; г) при помощи копировальной линейки.
Обработка конических поверхностей может быть произведена широким резцом, поворотом верхних салазок суппорта, смещением корпуса задней бабки, применением конусной линейки. Обработку конических поверхностей (см. рис. 237) осуществляют смещением задней бабки в поперечном направлении при обработке длинных и пологих наружных конусов с уклоном до 8 С.
Обработка конических поверхностей способом смещения задней бабки находит широкое применение, так как в этом случае не требуется специальных приспособлений и обработка может быть осуществлена на любом токарном станке. Во избежание неравномерного износа центровых отверстий при обработке точных конусов иногда применяют специальный шаровой центр со сферической поверхностью вместо конуса.
| Подрезание в центрах. |
Обработка конических поверхностей может быть произведена широким резцом, поворотом верхних салазок суппорта, смещением корпуса задней бабки, применением конусной линейки.
| Способы точения конусов. |
Обработка конических поверхностей способом смещения задней бабки находит широкое применение, так как в этом случае не требуется специальных приспособлений и обработка может быть осуществлена на любом токарном станке.
Обработка конических поверхностей на карусельных станках может осуществляться несколькими методами.
Способы обработки конических поверхностей. Обработка конических поверхностей на токарных станках производится следующими способами: поворотом верхних салазок суппорта, поперечным смещением корпуса задней бабки, с помощью конусной линейки, специальным широким резцом.
С применением поворота верхних салазок суппорта об- тачивают короткие конические поверхности с различным углом уклона а. Верхние салазки суппорта устанавливают на величину угла уклона по делениям, нанесенным по окружности опорного фланца суппорта. Если в чертеже детали угол уклона а не указан, то его определяют по формуле: и таблице тангенсов.
Подачу при таком способе работы производят вручную вращением рукоятки винта верхних салазок суппорта. Продольные и поперечные салазки в это время должны быть застопорены.
Конические поверхности с небольшим углом уклона конуса при сравнительно большой длине заготовки обрабатывают с применением поперечного смещения корпуса задней бабки. При этом способе обработки резец перемещается продольной подачей так же, как и при обтачивании, цилиндрических поверхностей. Коническая поверхность образуется в результате смещения заднего центра заготовки. При смещении заднего центра «от себя» диаметр D большого основания конуса образуется на правом конце заготовки, а при смещении «на себя» - на левом. Величину поперечного смещения корпуса задней бабки b определяют по формуле: где L - расстояние между центрами (длинавсей заготовки), l - длина конической части. При L = l (конус по всей длине заготовки) . Если известны К или а, то , или
Смещение корпуса задней бабки производят, используя деления, нанесенные на торце опорной плиты, и риску на торце корпуса задней бабки. Если на торце плиты делений нет, то корпус задней бабки смещают, пользуясь измерительной линейкой.
Обработка конических поверхностей с помощью конусной линейки производится при одновременном осуществлении продольной и поперечной подач резца. Продольная подача производится, как обычно, от ходового валика, а поперечная - посредством конусной линейки. К станине станка прикреплена плита, на которую установлена конусная линейка. Линейка может поворачиваться вокруг пальцапод необходимым углом а° к оси обрабатываемой заготовки. Положение линейки фиксируется болтами. Скользящий по линейке ползун соединен с нижней поперечной частьюсуппорта посредством тягии зажима. Чтобы эта часть суппорта свободно скользила по своим направляющим, ее отсоединяют от каретки, сняв или отключив винт поперечной подачи. Если теперь каретке сообщить продольную подачу, то тяга будет перемещать ползунвдоль конусной линейки. Так как ползун соединен с поперечными салазками суппорта, то они вместе с резцом будут двигаться параллельно конусной линейке. Таким образом, резец будет обрабатывать коническую поверхность с углом уклона, равным углу поворота конусной линейки.
Глубина резания устанавливается с помощью рукояткиверхних салазок суппорта, которые должны быть повернуты на угол 90° относительно своего нормального положения.
Режущие инструменты и режимы резания при всех рассмотренных методах обработки конусов аналогичны тем, что и при обтачивании цилиндрических поверхностей.
Конические поверхности с небольшой длиной конуса могут обрабатываться специальным широким резцом с углом в плане, соответствующем углу уклона конуса. Подача резца при этом может быть продольной или поперечной.
§ 1. Общие сведения
1. Область применения конусов. Наряду с цилиндрическими деталями в машиностроении получили довольно широкое распространение детали с коническими поверхностями. Примерами их могут служить конусы центров, хвостовиков сверл, зенкеров, разверток. Для крепления этих инструментов передние участки отверстий шпинделя и пиноли токарного станка имеют также коническую форму.
Однако область использования конусов не ограничивается режущими инструментами. Конические поверхности имеют многие детали машин.
Широкое использование конических соединений объясняется рядом их преимуществ.
1. Они обеспечивают высокую точность центрирования деталей.
2. При плотном соприкосновении пологих конусов получается неподвижное соединение.
3. Изменяя осевое положение деталей конического соединения, можно регулировать величину зазора между ними.
2. Конус и его элементы. Конус представляет собой геометрическое тело, поверхность которого получается вращением прямой линии (образующей), наклонно расположенной к оси вращения (рис. 129, а).
Точка пересечения образующей с осью называется вершиной конуса.
Плоскости, перпендикулярные к оси конуса, называются, основаниями.
Различают полный и усеченный конусы. Первый расположен между основанием и вершиной, второй - между двумя основаниями (большим и меньшим).
Конус характеризуется следующими элементами: диаметром большего основания D; диаметром меньшего основания d; длиной l; углом уклона а между образующей и осью конуса; углом конуса 2а между противоположными образующими.
Кроме этого, на рабочих чертежах конических деталей часто употребляют понятия конусность и уклон.
Конусностью называется отношение разности диаметров двух перечных сечений конуса к расстоянию между ними. Она опреляется по формуле
Уклоном называется отношение разности радиусов двух поперечных сечений конуса к расстоянию между ними. Его определяют по формуле
Из формул (9) и (10) видно, что уклон равен половине конусности. 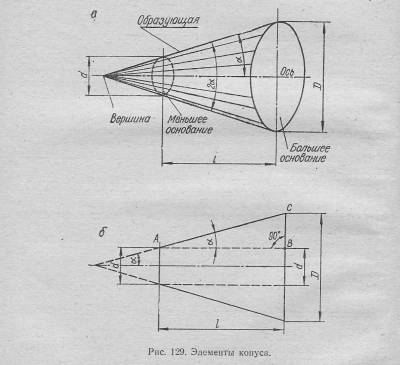
Тригонометрически уклон равен тангенсу угла уклона (см. рис. 129, б, треугольник ABC), т. е.
На чертеже (рис. 130) конусность обозначают знаком <, а уклон -, острие которых направляется в сторону вершины конуса. После знака указывается отношение двух цифр. Первая из них соответствует разности диаметров в двух принятых сечениях конуса, вторая для конусности- расстояние между сечениями, для уклона - удвоенной величине этого расстояния.
Конусность и уклон иногда записываются числами десятичной дроби: 6,02; 0,04; 0,1 и т. д. Для конусности эти цифры соответствуют разности диаметров конуса на длине 1 мм, для уклона - разности радиусов на этой же длине.
Для обработки полного конуса достаточно знать два элемента: диаметр основания и длину; для усеченного конуса - три элемента: диаметры большего и меньшего оснований и длину. Вместо одного из указанных элементов может быть задан угол наклона а, уклон или конусность. В этом случае для определения недостающих размеров пользуются вышеприведенными формулами (9), (10) и (11). 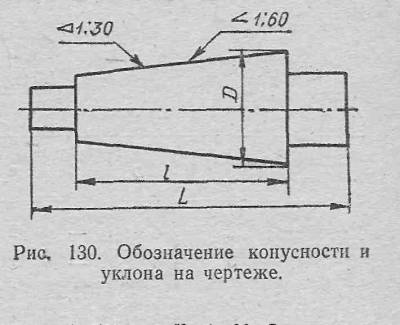
Пример 1. Дан конус, у которого d=30 мм, /=500 мм, К=1: 20. Определить больший диаметр конуса.
Решение. Из формулы (9)
Пример 2. Дан конус, у которого D=40 мм, l = 100 мм, а=5 , Определить меньший диаметр конуса.
Решение. Из формулы (11)
По таблице тангенсов находим tg5°=0,087. Следовательно, d=40-2*100Х Х0,87=22,6 мм.
Пример 3. Определить угол уклона а, если на чертеже указаны размеры конуса: D-50 мм, d=30 мм, /=200 мм.
Решение. По формуле (11)
Из таблицы тангенсов находим а=2 50 .
Пример 4. Дан конус, у которого D=60 мм, /=150 мм, К=1: 50. Определить угол уклона а.
Решение. Так как уклон равен половине конусности, можно записать:
По таблице тангенсов находим а=0 30 .
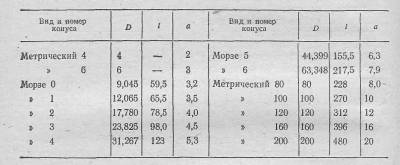
3. Нормальные конусы. Конусы, размеры которых стандартизованы, называются нормальными. К ним относятся конусы Морзе, метрические, конусы для насадных разверток и зенкеров с конусностью 1:50 0, под конические штифты - с конусностью 1:50, для конических резьб с конусностью 1: 16 и др.
Наибольшее распространение в машиностроении получили инструментальные конусы Морзе и метрические, основные размеры которых приведены в табл. 13. 
Размеры конусов Морзе выражаются дробными числами. Это объясняется тем, что впервые стандарт на них был принят в дюймовой системе измерения, которая сохранилась до настоящего времени. Конусы Морзе имеют различную конусность (примерно 1 20), метрические конусы одинаковую - 1:20.