Курсовая работа: Обработка деталей на токарных станках. Токарная обработка металла на станках с ЧПУ. Виды токарных станков
Чаще всего в интернете можно встретить статьи о работе на станках с ЧПУ по дереву или пластику, тем не менее хорошему станку по зубам и алюминий. Главное знать, как правильно с ним работать.
Есть несколько принципиально важных отличий в работе по алюминию от работ по дереву или пластмассам, о которых необходимо помнить. Во-первых, пределы оптимального режима резки у алюминия гораздо у?же. При выходе за пределы оптимального режима фрезы начинают изнашиваться гораздо быстрее, а поверхность оставляет желать лучшего. Также надо иметь в виду, что алюминий и его сплавы так и норовят забить наглухо канавки вашего режущего инструмента. Когда стружка полностью забьёт вашу фрезу, она перестанет резать металл, а при подаче инструмент просто будет давить на заготовку, что приведёт к его поломке. Даже если изначально работа по алюминию может показаться сложной задачей, обрабатывать его можно практически на любом станке с ЧПУ. В данной статье рассмотрим 10 полезных советов, которые позволят проводить работы правильно и безопасно.
Материал разрезают, но решетку также разрезают. Часто решетки используются в режущих станках для решеток. К сожалению, из-за их небольшой толщины они быстро разрушаются и часто нуждаются в замене. Регулировка решетки При многократном гриле из-за неточных ребер можно точно отрегулировать высоту решетки, чтобы зазор между соплом и материалом всегда находился в оптимальном диапазоне. Высокие рабочие скорости и ускорение Большинство пользователей гидроабразивной установки убеждены, что эти машины свободны и не имеют высокой скорости обработки.
1. Не торопиться.
Несмотря на то, что станок с ЧПУ может обрабатывать различные металлы, это не самый подходящий инструмент для производства крупногабаритных изделий, например, больших запчастей для автомобиля. Для качественной резки нужно работать не спеша, просто разрешив машине выполнять своё дело – а в таком случае деталь большого размера будет обрабатываться неоправданно долго. Вообще обработка металла является весьма серьёзной нагрузкой для станка, поэтому необходимо правильно рассчитывать скорость и глубину резания, величину подачи - согласно характеристикам вашего станка.
Однако скорость разработки гидроабразивной технологии достаточно высока, чтобы проверить эти претензии. Тонкие и относительно мягкие материалы, такие как алюминий, керамика и т.д. Могут быть сокращены сегодня намного быстрее, чем несколько лет назад, и поэтому с этими материалами скорость отсечки часто больше не просто технология резания, а только ограничения воды от системы управления и привода.
Это дает возможность даже повысить эффективность резки, особенно с использованием тонких материалов. Жесткая пространственная структура ванны и самонесущая конструкция. Основные геометрические концепции водоструйных машин разделены по существу на монолитные растворы и, таким образом, ванна с решеткой и материал не механически соединены с набором позиционирования головы. Некоторые производители объясняют, что отделение ванны от координационной системы с головкой улучшает обработку, потому что вибрация не передается.
2. Использовать калькулятор для расчёта скорости подачи шпинделя.
Возьмите на вооружение калькулятор скорости резания и подачи для оптимизации настроек. Не стоит резать «на слух», ни к чему хорошему это не приведёт. Лучше воспользоваться калькуляторами, которые в наше время нетрудно найти на просторах интернета как в виде сайтов с необходимыми полями для заполнения и расчёта в онлайн-режиме, так и отдельных профессионально разработанных программных продуктов. В идеале следует использовать такой калькулятор, который будет выводить следующие показатели:
- Установка нижнего предела минимально возможных оборотов в минуту. Толку от калькулятора, если он продолжает предлагать вам заниженные обороты чем позволяет ваш станок?
- Поддерживать как можно больше типов режущего инструмента: цилиндрические фрезы, торцевые, червячные, концевые, конические, и многие другие;
- Учитывать прочность материала на изгиб;
- Выводить предупреждения о скорости износа. При работе на низких оборотах и повышенной температуре она значительно возрастает.
- Учитывать утончение стружки: когда вы делаете небольшие надрезы, шириной менее половины диаметра вашего инструмента, это также приводит к повышению износа инструмента.
- Возможность по мере необходимости рассчитать сразу несколько режимов работы станка по мощности.
После расчёта режима работы, у вас скорее всего всё же возникнет проблема несоответствия рекомендуемого числа оборотов, так как обычно калькуляторы выдают очень низкие значения. Минимальная скорость большинства станков ограничена, и она зачастую гораздо выше необходимой для резки алюминия, но тем не менее есть способы решить эту проблему иными путями. Следующая пара советов покажет возможные пути решения этой проблемы.
Вибрации прежде всего не должно быть. И поскольку они режут голову и разрезают материал, нужно двигаться вместе. Это монолитная версия, в которой система координации установлена на баке. Между этими элементами отсутствует относительное перемещение, что повышает точность обработки. Мы можем предложить оба решения в соответствии с индивидуальными убеждениями, но мы склонны к монолитному решению. Другим аспектом является бум или шлюз, но нет сомнений, что нет сомнений в том, что двухсторонние самоходные ворота - лучшее решение, и даже компании, которые используют этот бум, в конечном итоге уходят от таких решений.
3. Использование фрез с износостойким покрытием.
Хорошим вариантом будет использовать фрезы, которые изначально рассчитаны на работу по металлам на высоких скоростях. Обычно это инструмент из твердосплавных материалов. Обычные фрезы из быстрорежущей стали, а также кобальтовые могут оказаться всё же слишком медленными, поэтому следует поискать инструмент с износостойким покрытием типа CC AluSpeed® (TiB2 - диборид титана). У фрез по алюминию с таким покрытием стружка скользит по поверхности фрезы без прилипания и теплопередачи. Они стоят немного больше, но продуктивность работы и качество изделия это окупят сполна. Допустим у вас в наличии концевая фреза из обычной быстрорежущей стали для которой рекомендуемая скорость вращения шпинделя 3.000 об/мин. А ваш станок имеет минимальную скорость 8.000 оборотов в минуту (весьма распространенная минимальная скорость для ЧПУ станков). Концевая фреза с покрытием из CC AluSpeed® может иметь рекомендованную скорость в 7.824 об/мин, что гораздо ближе к минимальной скорости станка. Поэтому такой фрезой, в принципе, уже можно смело работать. Пытайтесь найти концевой инструмент по параметрам наиболее приближенный к скорости вашего станка с ЧПУ, это позволит эффективно обрабатывать ваши заготовки.
Песок и вода могут повредить лучшую краску, и через несколько лет машина только с лакокрасочным покрытием выглядит очень старым, они корродированы и избиты. Наши машины горячим цинкованием перед покраской, что обеспечивает глубокое проникновение цинка, что обеспечивает многолетнюю защиту от коррозии. Отделка из нержавеющей стали Несмотря на гальванизацию, компоненты особенно подвержены разрыву и повреждению. В таких случаях мы заканчиваем его тусклым, который выглядит эстетически даже в экстремальных условиях.
Все водоохранные приводы В гидроабразивных машинах есть вода и песок, которые приводят к повреждению приводных компонентов и линейных подшипников. Все приводы защищены от прямого воздействия этих факторов. Воздушные подушки Водяные машины шумны. В частности, в воздухе есть поток воды. Даже это небольшое растяжение, которое перетекает из сопла в материал, создает высокий уровень шума. Процесс подъема водного зеркала длится дюжину или более секунд и обеспечивает лучший комфорт при работе, ограничивая разбрызгивание.
4. Работайте фрезами меньшего диаметра
Еще один способ увеличить число оборотов в минуту – работать фрезой малого диаметра. Старайтесь работать фрезами диаметром менее 6 мм. Важно помнить, что в этом случае следует выбирать фрезы из наиболее жестких материалов, с высокой прочностью на изгиб. Чем меньше диаметр, тем ближе мы можем подобраться к 20.000 об/мин. Главный принцип – комбинируя различные размеры и режимы работы подобраться как можно ближе к штатным возможностям вашего станка.
Цилиндры без резьбы - большинство усилителей давления имеют резьбовые цилиндры, которые являются дорогостоящими и непрактичными. Они часто выпекают, что приводит к необходимости замены не только цилиндров, но и компонентов органов по сотрудничеству, что приводит к увеличению эксплуатационных расходов. В случае повреждения контакты очень дешевы и легко заменяются. Цилиндры большего диаметра Цилиндры имеют гораздо более толстую стену, что увеличивает срок службы цилиндра и, следовательно, имеет более высокую усталость.
С меньшими насосами могут использоваться только трубки до 030, что напрямую влияет на производительность. Машина имеет три рабочих цикла. Полностью автоматический, как роликовый конвейер и режим обслуживания для установки машины. Термопластичное сверление отверстий - альтернатива времени и затрат! Изношенный материал используется для изготовления воротника - без добавления постороннего материала.
5. Уделяйте внимание своевременной очистке рабочей области от стружки
Уделите особенное внимание удалению стружки. Наличие стружки в обрабатываемых отверстиях и пазах – верный путь к поломке инструмента. И здесь не стоит сильно надеяться, что встроенная система удаления стружки достаточно хороша, и повышенное внимание не нужно.
В этом локальном утолщении материала может быть в три раза меньше резьбовых катушек. Автономное устройство для микромеханизации. Отображаемые данные также включают опции маркировки для 3 поворотных осей. Центр торговли и ремонта станков - динамично развивающаяся компания, основанная на многолетнем опыте в области механической обработки и электроэрозионной обработки. Благодаря этому мы поддерживаем высокую точность и качество изготовления. Мы производим компоненты и детали не только для польских потребителей, но и для японских, американских, немецких и центрально-восточноевропейских стран.
6. Следите за глубиной резания – глубокие отверстия очистить тяжелее
Сложность извлечения стружки увеличивается с глубиной резания, поэтому лучше сделайте больше проходов, освобождая больше пространства и работая не очень глубоко, чем пытаться сэкономить немного времени.
7. Не забывайте о смазке
Хорошей идеей будет использование смазочно-охлаждающей жидкости, подаваемой под давлением через распылитель - это позволит избежать как прилипания стружки к фрезе, так и перегрева режущего инструмента. Крайне полезное и, в целом, недорогое решение позволит сделать работу гораздо более комфортной.
Машина была маневрирована оператором с помощью ручек и кривошипов. В случае фрезерного станка деталь была установлена на рабочем столе и, используя кривошипы, автомобиль сделал контур детали. Были ситуации, когда из-за незначительных различий в функции произошли изменения в размерах осей, и по этой причине были созданы опровержимые части, которые либо не подходят, либо не могут использоваться. Была большая потеря сырья, рабочего времени и, кроме того, много останков.
Резак с числовым управлением позволяет обрабатывать сложные профили и не требует инструментов с профилированными разрезами. На обрабатывающем центре инструмент вращается, но кусок не работает. Ориентация оси является основной определяющей особенностью обрабатывающего центра. Вертикальные обрабатывающие центры способствуют точности, а горизонтальные обрабатывающие центры способствуют производству, но это обобщения, и из этих моделей вышло много обрабатывающих центров.
8. Не уменьшайте скорость подачи слишком сильно!
Если вы идете слишком медленно, то вы рискуете перейти в такой режим, где инструмент
будет больше изнашиваться, чем резать. Подача завязана на обороты шпинделя. Мало просто соблюдать оптимальную скорость резания, нужно еще держать в оптимальных пределах подачу на зуб.
Как и в случае сверления и резки, машина должна быть подобрана для каждого материала, чтобы избежать возможных проблем. Твердость заготовки, а также поворот режущего инструмента должны быть приняты до начала процесса обработки. Обрабатывающие центры также изготавливаются на станках с ЧПУ для обработки металлов, причем обработка производится из одного захватного крепления. Высокие требования к качеству обеспечены постоянной модернизацией автостоянки с числовым программным управлением. Современные инструменты обеспечения качества у производителя и у субпоставщиков гарантируют, что этот уровень качества будет передан окончательному бенефициару.

9. Если станок не может перемещать шпиндель по XY c достаточно большой скоростью, используйте фрезы с меньшим числом зубьев.
При недостаточной скорости подачи для работы с алюминием рекомендуется использовать однозубые и двузубые фрезы с широкими канавками для стружки. А четырех- или более зубыми фрезами работать по алюминию не стоит вообще! Причина заключается в том, что при обработке алюминия образуется очень много крупной стружки. Чем меньше зубьев, тем больше пространство между режущими кромками, и тем больше места для продуктивного отвода больших кусков стружки. Многозубые же фрезы забиваются стружкой наглухо очень быстро. Следующая вещь, которую следует учитывать - это так называемое "радиальное истончение стружки". Если глубина резания, т.е. высота области радиального контакта фрезы и заготовки будет меньше радиуса фрезы, это вызовет истончение стружки, и вместо резания начнётся трение и нагревание инструмента, которое в конечном итоге приведёт к преждевременному износу и высокой вероятности поломки. Последний тип резания постоянно наблюдается при операциях зубофрезерования, поскольку глубина резания при этом относительно небольшая по сравнению с диаметром фрезы. Рекомендации по выбору максимальной толщины стружки обычно приводятся в технических характеристиках режущего инструмента.
Тип выбранной таблицы зависит от назначения машины. Все обрабатывающие центры сконфигурированы с инструментами и агрегатами, соответствующими требованиям каждого клиента. Благодаря этой новой технологии применение шарниров на сотовых панелях достигается на 80% быстрее, чем старый метод. 
В мире, где окружающая среда изменяется в очень быстром темпе, посетив стенд Вы можете найти оптимальную платформу вдохновения, чтобы сделать процесс производства более эффективным и конкурентоспособным.
10. Не работайте на полной мощности
Теперь, когда усвоено 9 предыдущих советов, можно поговорить о мощности. Машина, работающая на пределе, скорее разрушит режущий инструмент, оставит неудовлетворительное качество поверхности, а точность обработки заготовки будет желать лучшего. Не всегда доступны данные о мощности и жесткости того или иного станка. Жесткость несущей системы оценивается по величине относительных смещений инструмента и заготовки под действием сил резания. Всё это зависят от величины силы резания, собственной жесткости отдельных узлов станка, контактной жесткости между узлами станка и от порядка расположения этих узлов в пространстве. При высокоточных работах необходимо оценивать погрешности под действием упругих деформаций, а также необходимо учитывать деформации инструментальной оснастки, приспособления и заготовки. Элементы технологической системы могут деформироваться по-разному при различном их расположении и разном направлении сил резания, и, если не принимать во внимание этот фактор, могут возникнуть недопустимые погрешности при обработке. Поэтому при изготовлении точных деталей необходимо особенно тщательно провести предварительную оценку упругих деформаций технологической системы.
Среди тем и автомобилей, которые вы можете узнать, посетив стенд. ![]()
В течение 23 лет мы являемся динамичной компанией с квалифицированным персоналом, поэтому все наши консультанты по продажам - дипломированные инженеры по сварке.
Превращение очень хорошего продукта в лучшее. Умная, полностью оцифрованная резонансная система позволяет быстрее регулировать. Результатом является улучшенная заливка, уменьшение всплеска и очень стабильная электрическая дуга.
Вывод
Обработка алюминия на станках с ЧПУ является абсолютно выполнимой на большинстве станков. Стоит лишь грамотно решить вопрос выбора оптимального режима, учесть все требования подачи и скоростей, а также мудрого выбора инструмента и параметров резки. И, само собой, воспользоваться каким-нибудь калькулятором чтобы это всё рассчитать, не забывая про особенности стружкообразования при обработке алюминия. Успешных проектов!Эффективность эксплуатации станков с ЧПУ во многом определяется их правильным технологическим использованием – рациональным построением технологического процесса и, в частности, выбором режимов резания, обеспечивающих увеличение надежности и производительности обработки.
Увеличение надежности обработки при использовании предельных глубины резания и подачи может быть достигнуто путем устранения технологических перегрузок, возникающих обычно в момент врезания и выхода инструмента из зоны резания. Система ЧПУ позволяет автоматически менять величину подачи на этих переходах цикла. Производительность и надежность повышают также путем рационального выбора скорости резания.
Опыт эксплуатации станков с ЧПУ показывает, что скорость резания следует выбирать с учетом особенностей автоматизированных технологических процессов. Рабочие ходы и переходы каждого инструмента осуществляют с различной глубиной резания, подачей и скоростью при различных направлениях перемещения. Каждый инструмент в течение периода стойкости обрабатывает различные поверхности деталей из одинаковых или различных материалов. Каждый рабочий ход выполняется на режимах, обеспечивающих более полное использование станка и инструмента. Инструменты используются в составе различных многоинструментальных наладок, причем меньшую часть инструментов заменяют при смене обрабатываемой детали, а большую – по мере затупления.
Указанные особенности технологического процесса существенно влияют на характер износа и выбор скорости резания.
В станках с ЧПУ, например токарных, режущие инструменты работают с различным направлением рабочей подачи и различными глубиной резания и подачей при обработке совокупности деталей, что сказывается на скорости нарастания износа, и тем самым на времени работы до допустимого износа.
В связи с высокой стоимостью станков с ЧПУ, использованием инструментов с предварительной настройкой на размер и быстросменной оснасткой периоды стойкости инструментов выбирают более низкими, чем это рекомендуется справочной литературой, а режимы обработки – выше.
Для выбора режимов резания на станках с ЧПУ используют специальные справочники – общемашиностроительные нормативы режимов резания, разработанные для различных видов режущих инструментов (концевых фрез, резцов с механическим креплением твердосплавных пластин и т. д.).
Кроме того, оптимизированный корпус устройства более надежный и долговечный, чем когда-либо. 
Пользователи получают преимущества от оборудования с индивидуальными настройками и обновлениями, которые обладают высокой интеллектностью и широкими коммуникациями. Эти устройства более просты в использовании, могут использоваться повсеместно и практически неограниченно эффективны.
Этот тип сварочного оборудования уже удовлетворяет требованиям «Промышленность 0» и повышает технику сварки до нового уровня производительности. Увеличивая скорость обработки, теперь можно измерить несколько параметров настройки. Таким образом, процесс сварки теперь может быть проанализирован в мельчайших деталях, поэтому оптимально контролируется.
3.4.1. Выбор параметров режима резания при токарной обработке
Глубина резания на каждой из четырех стадий токарной обработки должна обеспечивать :
– снятие погрешностей обработки и дефектов поверхностного слоя, полученных на предшествующей стадии обработки;
– компенсацию погрешностей, возникающих на выполняемой стадии обработки заготовки.
В связи с этим, если для обработки поверхности детали требуется несколько операций или переходов, общий припуск на обработку делится по глубинам резания для каждой из них. При этом необходимо вначале выбрать глубину резания, обеспечивающую окончательное получение размеров детали. Затем последовательно выбирают глубину резания для промежуточных операций обработки. Например, если деталь требует обработки по четырем переходам, выбирать сначала глубину резания для четвертого, затем глубину резания для третьего и второго переходов обработки. Сумма этих глубин определяет необходимый припуск для перехода от первого перехода обработки заготовки к четвертому. Оставшаяся часть от общего припуска на обработку должна быть снята на первом переходе (черновая обработка) как глубина резания.
Значения подач для каждой операции или перехода при наружном продольном точении и подрезании торцов выбирают в зависимости от обрабатываемого материала, диаметра детали и глубины резания, выбранной на предыдущем этапе. Эти подачи регламентируются материалом режущей части инструмента и способом крепления режущей пластины. Кроме того, табличное значение подачи корректируется с учетом поправочных коэффициентов для каждой операции.
Значения подач при растачивании определяют в зависимости от обрабатываемого материала, глубины резания, выбранной на предыдущем этапе, сечения и вылета оправки или резца. Эти значения подач корректируются с учетом поправочных коэффициентов.
Выбранная подача для черновой и получистовой обработки проверяется по осевой и радиальной составляющим силы резания Рx и Рy, допустимым прочностью механизма подачи станка.
Если возникает необходимость в получении более высоких параметров шероховатости детали, то подача определяется по карте нормативов с учетом требуемой шероховатости и радиуса вершины резца. Выбранное значение подачи корректируется в зависимости от механических свойств обрабаты-ваемого материала, инструментального материала, вида обработки, применения СОЖ.
Сравнивая подачу соответствующей операции обработки с подачей по шероховатости, окончательно принимается меньшее из них значение.
Для обеспечения точности формы при контурной обработке фасонных поверхностей на станках с ЧПУ необходимо использовать поправочный коэффициент на подачу k, ввод которого обеспечивает сохранение одинаковой точности обработки на всех участках фасонной поверхности.
Подача при прорезании канавок и отрезании выбирается в зависимости от ширины режущей части резца и ограничивается применяемой маркой инструментального материала и типом конструкции резца. Кроме того, подача корректируется в зависимости от механических свойств обрабатываемого материала, способа крепления и длины заготовки, шероховатости обработанной поверхности, вида обработки.
Выбор подачи для обработки фасок зависит от способа их формирования. Если фаска обрабатывается путем перемещения резца в направлении одной координаты станка, то подача выбирается аналогично прорезанию канавок. Если фаска обрабатывается путем перемещения резца по двум координатам, то подача выбирается так же, как для контурной обработки.
Скорость резания при растачивании, точении наружных поверхностей и подрезании торцов выбирается для всей обработки в зависимости от глубины резания, подачи, обрабатываемого материала с учетом типа конструкции резца и марки инструментального материала. Кроме этого, скорость резания корректируется поправочными коэффициентами.
Скорость резания при прорезании канавок и отрезании выбирается по рекомендации и ограничивается маркой инструментального материала, а также способом крепления пластины. Скорость резания корректируется с учетом поправочных коэффициентов.
Режимы резания при растачивании, продольном наружном точении и подрезании торцов на черновой и получистовой обработки проверяются по мощности станка. Мощность станка выбирается из карты нормативов и корректируется в зависимости от твердости обрабатываемого материала. Если выбранный режим обработки не допускается мощностью станка, то необходимо установленную по нормативам скорость резания понизить.
В общем случае при выборе подачи следует руководствоваться следующими соображениями: при черновой обработке следует стремиться выбирать максимально возможную подачу. Ограничениями при этом являются: мощность станка, жесткость системы СПИД, несущая способность выбранной режущей пластины с учетом геометрии передней поверхности. Экономически целесообразны при черновой обработке такие режимы, при которых большой удельный съем металла достигается за счет комбинации большой подачи и умеренной скорости резания.

Все новейшие портативные режущие системы предназначены для обеспечения лет работы и эффективного производства. Большинство переносных систем могут использоваться как для снятия фаски, так и для прямой резки. Плазменные системы также доступны для различных моделей источников плазменной резки.


Он включает в себя серию из пяти ленточных машин, которые включают в себя новейшие технологии в этой области. 




![]()
Представляет в Румынии крупные производители машин и инструментов в промышленности листового металла. 
Это импортер и дистрибьютор полуфабрикатов, промышленных изделий и аксессуаров из нержавеющей стали, алюминия, меди, латуни, бронзы и специальных сталей.
3.4.2. Точение
Сущность токарной обработки состоит в формировании цилиндрической поверхности инструментом с одной режущей кромкой, при этом, как правило, происходит вращение заготовки и перемещение резца. Во многих отношениях этот традиционный метод металлообработки является относительно простым для понимания. С другой стороны этот широко распространенный процесс хорошо поддается оптимизации, путем тщательного изучения различных факторов, оказывающих на него влияние.
Процесс точения достаточно разнообразен по форме и материалам обрабатываемых деталей, типам операций, условиям обработки, требованиям, себестоимости и многим другим факторам.
Существует несколько основных типов токарных операций, в число которых входят резьбонарезание, обработка канавок, отрезка и растачивание, эффективное выполнение которых требует применения специально разработанного инструмента.
Точение можно отнести к числу самых простых операций по выбору типа инструмента, расчету режимов резания и программированию обработки.
Точение- это комбинация двух движений - вращения заготовки и перемещения инструмента. В некоторых случаях заготовка остается неподвижной, а инструмент вращается вокруг нее, но принцип остается тот же. Подача инструмента может быть направлена вдоль оси заготовки, что означает обработку диаметра заготовки(рис.3.12). В случае, когда инструмент перемещается в поперечном направлении к центру детали, происходит подрезка торца на определенную длину детали. Иногда подача является комбинацией этих двух перемещений, либо при резьбонарезании, либо при обработке криволинейных поверхностей, что сегодня легко осуществляется на станках с ЧПУ, имеющих огромные возможности программирования траектории перемещения инструмента.
Рис. 3.12. Точение и подрезка торца,как примеры осевого и радиального перемещений инструмента.
Оптимизация процесса точения происходит не только в направлении повышения скорости снятия металла, но и с целью повышения контролируемости процесса,что, в конечном итоге, сказывается на качестве обрабатываемых деталей и надежности всей работы. Отделение стружки от заготовки происходит в соответствии с выбранными параметрами резания, которые и определяют ее форму и размер.
При обработке металла резанием необходимо не только получить деталь определенной формы, размера и требуемого качества обработанной поверхности, но и обеспечить образование короткой, легко транспортируемой стружки(рис.3.13). Это особенно важно при высоких режимах обработки на современных станках с ЧПУ, когда в единицу времени образуется большой объем стружки и необходимо обеспечить безостановочную работу оборудования, безопасность оператора и не допустить повреждения обрабатываемой детали. Форма стружки может быть различной, в зависимости от обрабатываемого материала, и изменяется от длинной витой стружки, образующейся при резании вязких материалов до сыпучей стружки, образующейся от хрупких материалов.
Рис. 3.13. Форма стружки типичная для обработки: а)чистовой; б)черновой.
Отделение стружки перпендикулярно обрабатываемой поверхности происходит в том случае, когда направление подачи и ось вращения заготовки образует прямой угол с главной режущей кромкой. Этот несложный вид обработки, встречается только на некоторых операциях, таких как отрезка и врезание. Большинство операций точения происходит в условиях, когда главная режущая кромка расположена под определенным углом к направлению резания. Это изменение геометрических параметров влечет за собой изменение направления схода стружки. Чаще всего стружка имеет форму запятых или винтовых спиралей, в отличие от стружки, образующейся при отрезке и имеющей форму цилиндрической спирали.
На образование стружки большое влияние оказывают главный угол в плане и радиус при вершине инструмента. При уменьшении главного угла в плане толщина стружки уменьшается, а ее ширина растет. Направление схода стружки также изменяется, обычно в лучшую сторону, так как увеличивается шаг спирали. Форма и направление схода стружки также изменяются в зависимости от глубины резания и радиуса режущей кромки. При небольшом соотношении глубины резания и радиуса при вершине, в резании будет участвовать только радиусная часть пластины и будет образовываться спиралевидная стружка. Большая глубина резания уменьшит влияние радиуса при вершине и увеличит действие главного угла в плане на направления схода спиральной стружки. Величина подачи также влияет на ширину поперечного сечения стружки и на направление схода.
Квадратная в поперечном сечении стружка обычно свидетельствует о чрезмерной нагрузке на режущую кромку, а широкая стружка будет формироваться в нежелательные длинные ленты (рис.3.14). Когда завиток стружки становится меньше и утолщается, увеличивается длина контакта между стружкой и инструментом, с ростом давления и деформации. Чрезмерная толщина стружки оказывает негативное влияние на процесс обработки.

В случае, когда подача назначается выше допустимого значения, для которого разработана геометрия передней поверхности, стружка будет проходить над стружколомающей канавкой и упираться в выступы. В результате этого резание будет осуществляться негативной геометрией, вместо позитивной, с нестабильным стружкообразованием.
Рис. 3.14. Рабочая область применения пластины, определяемая сочетанием подачи и глубины резания, обеспечивающим удовлетворительное стружколомание.
Чистовые пластины, работающие областью, непосредственно приле-гающей к режущей кромке, будут иметь стружко-ломающую канавку и выступы, сконцентрированные у вершины пластины, а у черновых пластин элементы стружколомающей геометрии будут распределяться по большей части передней поверхности.
Некоторые пластины способны обеспечивать удовлетворительное стружкообразование в достаточно широком режимном диапазоне благодаря определенному сочетанию стружколомов, являющихся переходом от радиусной части пластины к широкой.
Способ стружколамания(рис. 3.15) частично зависит от геометрии пластины и инструмента и от режимов резания. Любой из видов стружколомания может приводить к нежелательным последствиям, но их можно избежать, выбрав соответствующие геометрию и режимные параметры. В случае самоломания стружки, при недостаточной стойкости инструмента рекомендуется использовать геометрию с более открытым стружколомом. Когда стружка ломается от соприкосновения с задней поверхностью инструмента, это может привести к повреждению сходящей стружкой режущей кромки на другой стороне пластины и необходимо выбрать пластину с другой геометрией передней поверхности (более прочной или с более открытым стружколомом). Альтернативным решением может быть изменение подачи.
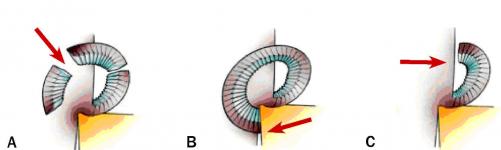
Рис. 3.15. Способы стружколомания:
А- стружка ломается в процессе резания сама, например, при обработке чугуна;
В- стружка ломается от соприкосновения с инструментом;
С- стружка ломается при контакте с обрабатываемой деталью.
В случае облома стружки о деталь, при обработке с большой подачей может возникнуть недостаточное разлетание стружки и необходимо выбрать меньший главный угол в плане.
Материалы, дающие короткую стружку, нуждаются в небольшом стружколоме или могут обойтись без него, а для обработки вязких материалов просто необходима пластина со стружколомающей геометрией, для деформации стружки в процессе резания. В начальный момент резания, как правило, не происходит ломания стружки. Стружколом является по своей сути встроенным препятствием на пути схода стружки(рис. 16). В таком грубом виде он может оказывать негативное воздействие на процесс обработки.
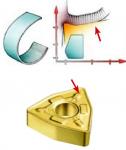

Рис.3.16. Стружколомы и соответствующие им диаграммы стружколомания.
В процессе совершенствования геометрии сменных пластин появлялись различные формы стружколомов, сначала получаемые методом вышлифовывания, а позже форми¬руемые при прессовании и последующем спекании пластины. Современная сменная пластина представляет собой сложное сочетание углов, плоскостей и радиусов для обеспечения оптимального стружкоформирования в процессе резания.
Большинство пластин обеспечивают положительный передний угол при установке в державку с небольшим отрицательным углом, что облегчает формирование стружки и способствует позитивному процессу резания. Отрицательные фаски, имеющие разную длину, в зависимости от рабочей области геометрии, предназначены для упрочнения режущей кромки.
Контроль за стружкой - это один из важнейших факторов, особенно при точении и сверлении. При фрезеровании процесс резания прерывистый и стружка естественным образом разделяется на части. При сверлении и растачивании контроль за формированием стружки необходим из-за ограниченного пространства внутри обрабатываемого отверстия. В процессе высокопроиз водител ьного сверления необходимо обеспечить формирование стружки строго определенной формы для эффективного удаления ее из зоны резания, накопление стружки в которой, может привести к немедленной поломке инструмента.
Диаграмма удовлетворительного стружколомания для выбранной геометрии пластины (основанная на рекомендуемых значениях подач и глубин глубин резания) и инструментальный материал пластины определяют ее область применения (рис.3.17). Современный ассортимент пластин включает режущие геометрии, предназначенные для обработки большинства существующих материалов. Геометрии специализированы для чистовых, получистовых и черновых операций, а также для тяжелого чернового точения.
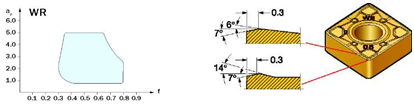
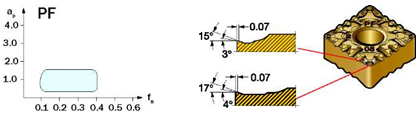
Рис. 3.17. Область удовлетворительного стружколомания типичная для черновой (а) и чистовой (б) пластин.
Таким образом, осуществление контроля за стружкообразованием происходит посредством комбинации геометрии пластины и режимов обработки.
Заготовка вращается на станке с определенной частотой вращения шпинделя (n), т.е. с определенным количеством оборотов в минуту. Частота вращения шпинделя прямо соотносится через диаметр обрабатываемой поверхности со скоростью резания Vc, измеряемой в м/мин (рис. 3.18). Это скорость, с которой режущая кромка движется по поверхности заготовки.
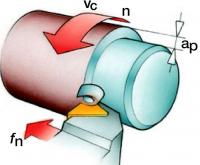
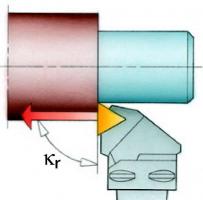
Рис.3.18. Основные параметры резания и элементы инструмента, определяющие операцию точение.
Скорость резания является постоянной величиной лишь до того момента, пока частота вращения шпинделя или обрабатываемый диаметр остаются неизменными. При подрезке торца, например, когда подача инструмента направлена к центру заготовки, скорость резания будет постепенно изменяться при постоянной частоте вращения шпинделя. На современных станках с ЧПУ для того, чтобы сохранить постоянную скорость резания, предусмотрена возможность соответственного изменения частоты вращения шпинделя. Но при обработке очень маленьких диаметров и при максимальном приближении к оси заготовки, это компенсация будет неосуществима, так как диапазон скоростей станка ограничен. В том случае, если заготовка имеет перепады диаметров, конусную или криволинейную поверхность, скорость резания необходимо назначать с учетом этих изменений.
Подача (fn) в мм/об - это линейное перемещение инструмента за один оборот детали. Подача оказывает большое влияние на качество обработанной поверхности, а также на процесс стружкообразования. Она определяет не только толщину стружки, но и ее форму, в соответствии с геометрией пластины.
Глубина резания (ap) - это половина разности между обрабатываемым диаметром и обработанным диаметром, выраженная в мм. Глубина резания всегда измеряется в направлении перпендикулярном направлению подачи инструмента.
Режущая кромка подходит к детали под определенным углом, который называется главный угол в плане (kr). Он измеряется между проекцией главной режущей кромки на основную плоскость и направлением подачи и является важной величиной, определяющей выбор токарного инструмента. Он влияет на формообразование стружки, на направление сил резания, на длину контакта режущей кромки с деталью и на возможности инструмента выполнять те или иные виды обработки. Главный угол в плане обычно изменяется в диапазоне от 45 до 95 град., но для профильной обработки может использоваться инструмент и с большими значениями угла в плане.
Главный угол в плане выбирается таким образом, чтобы инструмент имел возможность вести обработку в нескольких направлениях. Это обеспечивает ему универсальность и, как следствие, сокращение числа необходимого инструмента. Другим вариантом может стать выбор инструмента с большим углом при вершине, для повышения прочности режущей кромки за счет распределения давления по большей длине кромки. Это добавляет прочности инструменту в момент начала и конца резания, а также способствует сбалансированному распределению сил в процессе работы.
3.4.3. Фрезерование
Фрезерование - это резание материала инструментом, имеющим главное движение вращение и хотя бы одно движение подачи. Фрезы обычно являются многолезвийным инструментом. Фрезерование - эффективный метод обработки, при котором каждая из режущих кромок фрезы снимает одинаковое количество материала, ограниченное возможностями по формированию и эвакуации стружки. Наиболее часто фрезерование применяется для обработки плоских поверхностей (рис. 3.19). Но также быстро растет роль фрез в обработке сложных криволинейных поверхностей на обрабатывающих центрах и станках многоцелевого назначения.
Фреза обычно совершает резание в одном или нескольких направлениях: (A) радиальном, (B) периферийном и (C) осевом (рис. 3.20). Каждый способ фрезерования можно разложить на эти три основные перемещения в сочетании с вращением фрезы.
При торцевом фрезеровании в работе участвует как периферия, так и торец инструмента. Фреза вращается вокруг вертикальной оси в плоскости, перпендикулярной направлению подачи стола.
Фрезы в основном работают периферийной частью режущих кромок. При этом фреза вращается вокруг оси, параллельной плоскости детали.
При плунжерном фрезеровании в работе участвует торцевая часть режущей кромки или торец концевого инструмента. Подача направлена оси фрезы, обработка имеет сходство с процессом сверления вдоль.
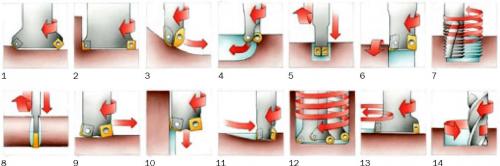
Рис.3.19. Основные типы фрезерных операций с точки зрения формы обрабатываемой поверхности и способа перемещения инструмента: 1-торцевое фрезерование; 2- фрезерование уступов; 3- профильное фрезерование; 4- фрезерование карманов; 5- фрезерование пазов; 6- фрезерование поверхностей вращения; 7- резьбофрезерование; 8- отрезка; 9- фрезерование с большими подачами; 10- плунжерное фрезерование; 11- фрезерование с врезанием; 12- винтовая интерполяция; 13- круговая интерполяция; 14- трохоидальное фрезерование.



Рис. 3.20. Направления движения фрезы: A -радиальное, B –периферийное, C- осевое
При подготовке фрезерной операции необходимо иметь в виду следующие параметры фрезы. Номинальный диаметр фрезы (Dc), максимальный диаметр (Dc2 или D3), эффективный диаметр (De), используемый для определения скорости резания(рис. 3.21).
Скорость резания vc, м/мин - это окружная скорость перемещения режущих кромок фрезы. Эта величина определяет эффективность обработки и лежит в рекомендованных для каждого инструментального материала пределах.
Частота вращения шпинделя n, мм/об, равняется числу оборотов фрезы в минуту. Вычисляется в соответствии с рекомендованной для данного типа обработки скоростью резания.

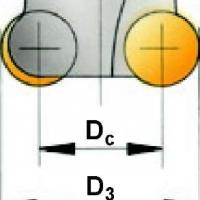
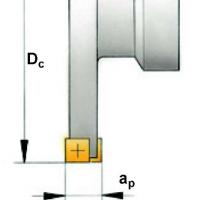
Рис. 3.21. Геометрические параметры фрезы.
Подача на зуб fz, мм/зуб(рис. 3.22), используется для расчета минутной подачи. Это расстояние между траекториями движения двух смежных зубьев, измеренное в направлении подачи. Так как фрезы являются многозубыминструментом необходимо знать толщину срезаемого слоя, приходящуюся на каждый зуб. Подача на зуб рассчитывается исходя из максимально рекомендуемой толщины стружки.
Число зубьев фрезы zn может быть различно и влияет на величину минутной подачи. Выбор числа зубьев определяется обрабатываемым материалом, шириной фрезерования, условиями обработки, мощностью оборудования и требуемым качеством поверхности. Также при выборе числа зубьев необходимо рассчитывать эффективное число зубьев zc, т.е. число зубьев, одновременно находящихся в резании.
Подача на оборот fn(рис. 3.22), мм/об, зачастую является определяющим ограничивающим параметром в отношении чистовой обработки. Она равна относительному смещению фрезы и заготовки за один оборот фрезы.
Глубина резания ap(рис.3.22), мм - это расстояние между обработанной и еще необработанной поверхностями, измеряемое вдоль оси фрезы.
Ширина фрезерования ae(рис. 3.22), мм - это величина срезаемого припуска, измеренная в радиальном направлении или ширина контакта заготовки и инструмента.

Рис. 3.22. Геометрические параметры фрезерования.
Основным геометрическим параметром фрез является главный угол в плане kr. Он измеряется между периферийной режущей кромкой и плоскостью торца фрезы и определяет направление сил резания и толщину срезаемой стружки. Выбор геометрии пластин условно упрощен до трех областей, различающихся характером резания: легкая геометрия – L(острая режущая кромка с положительными углами, стабильный процесс резания, малые подачи, низкая потребляемая мощность, низкие усилия резания), средняя геометрия – М (универсальная положительная геометрия., средние величины подач) и тяжелая геометрия – H(наибольшая надежность режущей кромки, большие подачи) (рис. 3.23).
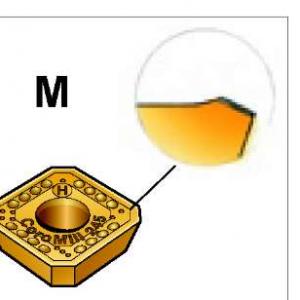
Рис. 3.23. Типы геометрии пластин: легкая геометрия –L, средняя геометрия –M, тяжелая геометрия -H
3.4.4. Сверление
Сверление- это процесс изготовления цилиндрических отверстий посредством металлорежущего инструмента. Сверление, как правило, предшествует таким операциям как растачивание или развертывание. Общим для всех этих операций является сочетание вращательного и поступательного движения инструмента. Существует большое различие между сверлением отверстий небольшой глубины и глубоких отверстий, для обработки которых разработаны специальные методы, позволяющие сверлить отверстие глубиной, во много раз превышающей диаметр инструмента.
С развитием инструмента для обработки коротких отверстий последовательность процесса сверления и подготовка к нему претерпевают существенные изменения. Современный инструмент позволяет засверливаться в сплошной материал и не нуждается в предварительной зацентровке отверстий. Достигается высокое качество поверхности и, зачастую, отпадает необходимость в последующей чистовой обработке отверстия.
В некотором смысле сверление можно сравнить с операциями точения и фрезерования, но при сверлении уделяется большее значение эвакуации стружки. Обработка в ограниченном пространстве отверстия накладывает определенные требования в отношении контроля за стружкообразованием. Большинство деталей имеют неглубокие отверстия, поэтому необходимо увеличивать скорость их обработки, наряду с повышением качества и степени надежности обработки.
Сверление в сплошном материале является одним из наиболее распространенных методов изготовления отверстия заданного диаметра за одну операцию (рис. 3.24, а).
Трепанирующее сверление используется в основном при обработке отверстий большого диаметра, потому что этот метод не требует таких затрат мощности, как сверление сплошного материала. Трепанирующие сверла превращают в стружку не весь материал отверстия, а оставляют целым сердцевину отверстия и, следовательно, предназначены только для обработки сквозных отверстий (рис. 3.24, б).

Рис. 3.24. Обработка отверстий: а- сверление, б- трепанирующее сверление, в -растачивание, г –развертывание.
Растачивание - это процесс увеличения диаметра отверстия инструментом специальной формы (рис. 3.24, в).
Развертывание - это процесс, использующий много- или однолезвийный инструмент для повышения точности формы, размеров отверстия и снижения шероховатости поверхностей (рис. 3.24, г).
Режимы резания при сверлении задаются такими параметрами как скорость резания, подача на оборот, скорость подачи или минутная подача(рис. 3.25).
Скорость резания (vc) выражается в м/мин и определяет скорость на периферии сверла. За один оборот сверла точка на его периферии описывает окружность длиной п x Dc, где Dc диаметр инструмента. Скорость резания изменяется вдоль режущей кромки от максимума на периферии до нуля на оси сверла. Рекомендуемые значения скорости относятся к скорости на периферии сверла.
Подача на оборот (rn), измеряемая в мм/об, определяет величину осевого перемещения инструмента за один его оборот и используется для вычисления скорости осевой подачи сверла.
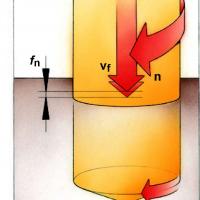
Рис. 3.25. Основные параметры резания при сверлении.
Скорость подачи или минутная подача (vf), измеряемая в мм/мин, это подача инструмента по отношению к пройденному им пути в единицу времени. Другое название этой величины машинная подача или подача стола. Скорость, с которой сверло проникает в заготовку, равняется произведению подачи на оборот и скорости вращения шпинделя.
Отверстия либо обрабатываются в сплошном материале, либо доводятся уже существующие. Большинство деталей имеют, по крайней мере, одно отверстий и, в зависимости от его функционально назначения, существует ряд ограничений при обработке. Основные факторы, характеризующие операцию сверления:
диаметр отверстия
глубина отверстия
точность и качество поверхности
обрабатываемым материал
условия обработки
надежность обработки
производительность
Образование стружки с формой и размерами, позволяющими легко удалять ее из отверстия, является первоочередным вопросом при рассмотрении любой операции сверления (рис. 3.26). Без удовлетворительной эвакуации стружки работа сверла станет невозможной, вследствие забивания стружечных канавок и закупоривания сверла внутри отверстия. Высокопроизводительная обработка отверстий современными сверлами, возможна только при обеспечении беспрепятственного отвода стружки посредством использования достаточного количества охлаждающей жидкости.
Большинство коротких сверл имеет две стружечные канавки для эвакуации стружки. Современное оборудование и инструмент позволяют осуществлять подвод СОЖ по внутренним каналам в сверле, через которые она поступает непосредственно в зону резания, уменьшая действие сил трения и вымывая стружку из отверстия.

Рис. 3.26. Образование и эвакуация стружки, подвод СОЖ.
Стружкообразование зависти от типа обрабатываемого материала, геометрии инструмента, режимов резания и, в некоторой степени, от выбранной охлаждающей жидкости. Обычно мелкая стружка образуется при увеличении подачи и/или уменьшении скорости резания. Длина и форма стружки считаются удовлетворительными, если они позволяют гарантированно удалять ее из отверстия.
Поскольку скорость резания уменьшается от периферии к центру, вершина сверла не будет участвовать в резании. На вершине сверла передний угол отрицательный и скорость резания равна нулю, а это означает, что она будет просто давить материал, что повлечет за собой появление пластической деформации. В свою очередь это приведет к увеличению осевой силы резания. Если оборудование не имеет достаточной мощности и жесткости, появляется биение шпинделя и в результате форма отверстия может получиться овальной.
Применение современных сверл со сменными пластинами позволяет вести обработку с высокими скоростями и большими объемами образующейся стружки, которая вымывается из отверстия потоками охлаждающей жидкости, подающейся под определенным давлением по внутренним каналам. Необходимые давление (МПа) и объем (л/мин) СОЖ зависят от диаметра отверстия, а также от условий обработки и типа материала заготовки.
При внутреннем подводе СОЖ для вращающегося сверла, ее давление должно быть выше, по сравнению со сверлом невращающимся, из-за влияния центробежной силы. В этом случае рекомендуется компенсировать недостаток давления дополнительным объемом жидкости. Определенные потери давления при прохождении по трубопроводам должны также учитываться для невращающегося сверла и при наружном подводе СОЖ.
Необходимо проверить давление и расход СОЖ, причем последний не должен быть меньше рекомендованного значения, а резервуар для СОЖ должен вмещать достаточное количество жидкости. Расход СОЖ проверяется на выходе из сверла, т.е. там, где его величину необходимо обеспечить. Минимальные значения расхода и давления СОЖ рекомендуются в соответствии с типом и диаметром сверла.
Для выбора сверла необходимо:
1. Определить диаметр, глубину и требования по качеству поверхности отверстия (принимаются во внимание вопросы надежности обработки).
2. Выбрать тип сверла (выбрать сверло для черновой или чистовой обработки, в соответствии с обрабатываемым материалом и требованиями к качеству отверстия, и обеспечивающее максимальную экономичность обработки).
3. Выбрать марку сплава и геометрию (при использовании сверл со сменными пластинами, пластины должны быть выбраны отдельно, в соответствии с диаметром сверла, геометрией и сплавом, предназначенными для обработки данного материала; для цельных сверл и сверл с напаянным твердым сплавом достаточно выбрать марку твердого сплава).
3. Выбрать тип хвостовика (выбрать тот тип, который подходит для используемого оборудования).


