Контроль качества монтажа стальных конструкций. Контроль качества монтажа и сдача-приемка смонтированных конструкций
7. Контроль качества монтажа конструкций.
Качество строительных конструкций следует проверять при приёмке их на строительную площадку, при пооперационном контроле и монтаже конструкций, закреплении их в узлах и стыках.
При приёмке конструкций необходимо проверить следующее: внешний вид, соответствие маркировки требованиям стандартов, геометрические размеры, наличие и правильность заполнения сопроводительных документов, правильность погрузки конструкций на транспортные средства. При обнаружении бракованных конструкций следует пригласить представителя поставщика и составить акт на бракованную продукцию. Результаты пооперационного контроля фиксируют в исполнительной документации.
При монтаже сборных железобетонных конструкций многоэтажного каркасного здания должны быть соблюдены допуски:
Отклонения Допуски, мм
Смещение осей стаканов фундаментов относительно + 10
разбивочных осей;
Отклонения отметок верхних опорных поверхностей фундаментов. - 10
Отклонения отметок верхних дна стакана фундаментов; - 20
Смещение осей колонн в верхнем сечении относительно + 15
разбивочных осей для колонн высотой более 4,5 м;
Смещение осей ригелей относительно геометрических + 5
осей опорных конструкций;
Отклонения плоскостей стеновых панелей в верхнем + 5
сечении от вертикали (на высоту этажа);
Разность отметок верха смежных колонн, а также верха 10
панелей стен;
Разность отметок лицевых поверхностей двух смежных 5
плит перекрытий (покрытий) в стыке;
Смещение в плане плит перекрытий и покрытий относительно + 20
их проектного положения на опорных поверхностях и узлах
На все виды изоляции конструкций, сварку закладных деталей и выпусков, а также на защиту металлических деталей от коррозии, заделку и герметизацию стыков в процессе выполнения соответствующих работ составляется акт на скрытые работы.
8. Указания по производству работ
1) Для монтажа конструкций здания применять кран КБ – 100.3, применять машины, оборудование и инструмент согласно принятым;
2) Монтаж сборных конструкций производить только после инструментальной проверки и соответствия проекту положения конструкций в плане и по высоте;
3) Технологическую последовательность монтажа сборных конструкций здания осуществлять в порядке, указанном на схемах монтажа, обеспечив при этом устойчивость и геометрическую неизменяемость смонтированных частей здания;
4) Для заделки стыков колонн в стаканах фундаментов применять бетон класса В20;
5) Строповку конструкций производить инвентарными стропами; способы строповки во всех случаях должны исключать возможность расстроповки и падения конструкций;
6) При выполнении монтажных работ в зимнее время до установки сборных железобетонных конструкций они должны быть очищены от снега и льда.
9. Мероприятия по технике безопасности и охране окружающей среды.
1) Работы по монтажу сборных конструкций здания производить в соответствии с проектом производства работ (СНиП 1. 02. 01-85);
2) Запрещается подъём сборных железобетонных конструкций, не имеющих монтажных петель или маркировки;
3) Монтажную зону и подкрановые пути оградить забором высотой 1,1 м, по периметру ограждения установить знаки безопасности;
4) При монтаже конструкций захватные приспособления можно снимать только после их окончательной установки и закрепления в проектном положении;
5) Все проёмы, расположенные на уровне перекрытия или не выше 0,6 м от его поверхности, закрыть инвентарными ограждениями;
6) Над входом в лестничную клетку устроить навес шириной 2 м и длиной, равной ширине монтажной зоны;
7) Монтажные и смежные с ними работы (заделку стыков, замоноличивание швов) можно выполнять одновременно, только на разных захватках при соблюдении условий, обеспечивающих безопасность их производства;
8) Выпуск производственных и бытовых сточных вод в водоёмы разрешается только при наличии противоэрозионных устройств;
9) Для сбора бытовых отходов и мусора на строительной площадке устроить деревянные ящики с закрывающимися крышками;
10) Временные дороги на стройплощадке устраивать с учётом предотвращения при транспортировании конструкций повреждения растущих деревьев и кустарников;
11) В транспортных средствах, находящихся под погрузкой и выгрузкой конструкций и материалов, двигатели должны быть выключены.
Список используемой литературы.
http://revolution./rt/elems.cgi?e=311248
1. Снежко А. П., Батура Г. М. Технология строительного производства. Курсовое и дипломное проектирование. – Киев: Выща шк., 1991. – 199 с.
2. Хамзин С. К., Карасёв А. К. Технология строительного производства. Курсовое и дипломное проектирование. – М.: Высшая шк., 1989. – 216 с.
3. Шерошевский И. А. Конструирование промышленных зданий и сооружений. – Л.: Стойиздат, Ленинградское отделение, 1979. – 167 с.
4. Трепененков Р. И. Альбом чертежей конструкций и деталей промышленных зданий. – М: Стройиздат, 1980. – 284 с.




1991. - 767 с. 7. Бондаренко В.М., Римшин В.И. Примеры расчёта железобетонных и каменных конструкций: Учеб. пособие. - М.: Высш. шк., 2006. - 504 с. 8. Тимофеев Н.А. Проектирование несущих железобетонных конструкций многоэтажного промышленного здания: Метод. указания к курсовой работе и практическим занятиям для студентов спец. "Строительство ж. д., путь и путевое хозяйство". - М.: МИИТ, 2004. ...


Крюка крана (Lтр), м Грузоподъемность, т Высота подъема крюка, м КБ-308 КБ-403Б Qтр КБ-308 КБ-403Б Нктр Стеновая панель ВС-4 14,9 8 8 4,438 21 24 16,55 Окончательно для монтажа конструкций заданного здания кран КБ-308А. Схема крана изображена на рисунке 2 .Рисунок 2 – Схема башенного крана 4 Деление на участки, захватки, ярусы...
Подготовка которых происходит непосредственно на строительной площадке (разрезание профилированного листа). Металлические конструкции защищены специальными антикоррозийным и противопожарным покрытиями. Расчеты произведены на возведении 2-5 этажей блока постоянного хранения автомобилей. Высота этажа 2,4 м. Определение объемов строительно-монтажных работ При проектировании монтажных работ...

Эксплуатационного персонала, а в помещении щитовой – к ухудшению остроты зрения, нервному напряжению. Действующим нормативным документом является: СНиП 23-05-95* "Естественное и искусственное освещение. Нормы проектирования". Помещение цеха согласно СНиП 23-05-95* должно быть освещено таким образом, чтобы обеспечить качественный монтаж котла, а при эксплуатации, возможность правильной работы. ...
К атегория:
Монтаж строительных конструкций
Контроль качества монтажа и сдача-приемка смонтированных конструкций
Контроль качества монтажа
В основу контроля качества монтажа строительных конструкций должны быть положены требования точности выполнения отдельных конструкций и сооружения в целом, соблюдение действующих норм и правил изготовления, монтажа и приемки сборных конструкций. Хорошо организованный и тщательно проводимый контроль позволяет вовремя обнаруживать ошибки в производстве, делает возможным их своевременное исправление, исключает их повторение.
Контроль качества изготовления конструкций осуществляет на заводах отдел технического контроля (ОТК ), завершается контроль приемкой готовых конструкций монтажной организацией.
На строительной площадке контроль осуществляется монтажной организацией, частично заказчиком, и ведется, начиная с момента приемки конструкций на склад строительства и кончая сдачей сооружения в эксплуатацию. По прибытии конструкций на склад проверяют их количество, основные геометрические размеры, маркировку и риски. Контролируют правильность хранения конструкций на складах и у мест монтажа. На количественные или качественные недостатки, а также на нарушение установленных сроков или очередности доставки конструкций при необходимости составляют рекламации заводам-изготовителям. Сложные узлы сооружений подвергают контрольной сборке на заводах-изготовителях. Если же по каким-либо причинам контрольная сборка на заводе не была выполнена, при предварительной укрупнительной сборке на строительстве должны контролироваться все операции. При контрольной сборке стальных конструкций проверяют правильность выполнения монтажных отверстий, качество произведенной рассверловки, подгонку кромок, марки, геометрические размеры элементов и т. д. В процессе строительства контролируют соблюдение технологии и последовательности монтажа, обеспечивающих прочность и устойчивость монтируемых конструкций, точность установки их, соблюдение проектных геометрических размеров при монтаже и качество монтажных стыков.
Обращают внимание на правильность расположения фундаментов, точность их опорных поверхностей, качество установки опорных плит под колонны, их подливки. Точность установки отдельных конструкций и геометрических размеров частей сооружений устанавливают при помощи геодезических инструментов с проверкой соблюдения монтажных допусков, предусмотренных в соответствующих «Строительных нормах и правилах» (СНиП III -B. 3-62*, III -B. 5-62*, III -B. 7-69 и др.). Необходимо обращать особое внимание на соответствие проекту и тщательность выполнения монтажных стыков, от прочности которых зависит устойчивость сооружений. При осуществлении контроля качества монтажа стальных конструкций необходимо проверять соблюдение требований к сварке, постановке болтов и клепке соединений. Эти работы могут быть приняты только после выверки каждой смонтированной секции сооружения. Монтаж каждой новой секции не следует начинать до тех пор, пока не будут окончательно закреплены все монтажные соединения предыдущей секции.
Монтажные стыки сваривают по правилам, указанным в инструкции по сварке стальных конструкций, с соблюдением заранее установленного технологического процесса, определяющего способ сварки, тип и порядок наложения швов, качество и диаметр электродов, режим сварочного тока. Все технологические операции сварки подлежат непрерывному контролю, ибо от качества их выполнения зависят прочность шва, минимальные значения усадочных напряжений и деформаций в элементах конструкций.
Руководство сварочными работами может быть поручено только лицу, имеющему специальную техническую подготовку; выполнение сварки - только сварщикам, прошедшим испытания согласно действующим правилам испытания электросварщиков и газосварщиков. Сварку потолочных и вертикальных швов наиболее ответственных конструкций поручают только особо квалифицированным сварщикам. Каждый сваренный шов должен иметь клеймо выполнившего работу сварщика. Качество сварных швов контролируют: наружным осмотром, устанавливающим равномерность толщины и ширины шва, соответствие размеров шва проектным, отсутствие видимых дефектов:
— трещин, незаплавленных кратеров, пор, непроваров, шлаковых включений;
— сверлением с последующим травлением вскрытой поверхности металла с целью установления провара корня шва и отсутствия внутренних дефектов; травление производят 20- 30%-ным раствором азотной кислоты или 10- 12%-ным водным раствором двойной соли хлорной меди и аммония с последующей нейтрализацией известковым молоком;
— проверкой на плотность путем пробы керосином, гидравлического или вакуумного испытания, химической пробы реакцией фенолфталеина на аммиак;
— механическим испытанием пробных или контрольных образцов;
— просвечиванием радиоактивными ампулами, рентгеноконтролем, электромагнитными и ультразвуковыми методами, которыми устанавливаются внутренние дефекты шва. Дефектные швы должны быть вырублены и заварены вновь.
Соответствие фактического натяжения высокопрочных болтов проектному контролируют путем проверки крутящих моментов, с которыми эти болты поставлены, при помощи ключей, снабженных контрольно-измерительными приборами и тарированных перед проверкой. Крутящие моменты, прикладываемые при контроле для болтов одной партии, не должны отличаться от принятых для этой партии более чем на ±5%. Контролю подлежат все болты при числе их в соединении до 5, не менее 5 шт. при числе болтов в соединении 6-20 и не менее 25% при числе болтов в соединении 21 и более. Если при контроле обнаружится, что количество недотянутых или перетянутых высокопрочных болтов превышает 10% от числа проверенных, то контролю подлежат все 100% болтов в соединении. Обнаруженные недотянутые болты должны быть немедленно подтянуты, а перетянутые более чем на 10% от проектного натяжения ослаблены до заданного усилия натяжения. Болты, шайбы и гайки, имеющие дефекты, должны быть заменены. На каждом соединении, выполненном с применением высокопрочных болтов, должен быть нанесен белой краской трафарет, в который вносятся клеймо бригады, производившей постановку болтов, и клеймо лица, производившего контроль величины крутящего момента. При сдаче и приемке конструкций, изготовленных и смонтированных с применением высокопрочных болтов, наряду с документацией, предусмотренной в главе СНиП III -B. 5-62*, должны быть предъявлены: журнал контроля качества подготовки поверхностей соединяемых деталей; журнал постановки высокопрочных болтов; сертификаты на высокопрочные болты, гайки и шайбы.
Клепку отдельных участков принимают ежедневно. Оставлять на этих участках часть отверстий незаклепанными не допускается. Приемка заклепок, поставленных во время монтажа, отмечается в специальном журнале с указанием даты и наименования соединения. Дефектные заклепки удаляют и заменяют новыми при условии, что отверстия и поверхность металла при этом не будут повреждены. Головки забракованных заклепок удаляют, как правило, путем кислородной резки с применением специальных резаков.
В процессе замоноличивания стыков железобетонных конструкций контролируют: правильность установки арматурных стержней и деталей, их сварки, антикоррозионной защиты; правильное применение марок бетона; последовательность бетонирования; режим твердения бетона в стыках, особенно при отрицательных температурах; прочность бетона. После замоноличивания должны быть приняты меры, исключающие возможность сотрясения неокрепших стыков при установке вышележащих элементов. Стыки сборных элементов подлежат промежуточному осмотру и приемке до замо-ноличивания.
При монтаже ограждающих конструкций проверяют: антикоррозионную защиту опорных столиков и деталей для установки и бокового крепления панелей; совпадение в одном створе горизонтальных и вертикальных швов между панелями; тщательность уплотнения швов; качество их расшивки.
С целью контроля качества монтажа строительных конструкций ведут журналы: монтажных, сварочных работ, постановки высокопрочных болтов, бетонирования стыков и другие технические документы, предусмотренные Строительными нормами и правилами.
К атегория: - Монтаж строительных конструкций
Точность монтажа . Под точностью монтажа понимается степень соответствия действительных значений параметров, достигаемых при выполнении монтажных работ, значениям, заданным чертежами и техническими требованиями.
Заданная точность монтажа достигается ее метрологическим и геодезическим обеспечением.
Метрологическое обеспечение точности монтажа - это установление и применение научных и организационных основ метрологии, технических средств, методов, правил и норм, необходимых для достижения единства и требуемой точности измерений.
Технологическое обеспечение точности монтажа включает: выбор технологии и методов достижения заданной точности; способы и средства регулировки; отработку оборудования на монтажную технологичность по критерию точности (в том числе выбор и предъявление требований к необходимому качеству изготовления проверочных (выверочных) и основных монтажных баз; назначение производственных монтажных допусков и требований к точности вспомогательных монтажных и действительных измерительных баз).
К основным монтажным базам относят базы, принадлежащие к устанавливаемому оборудованию, а базы, относящиеся к элементам строительных конструкций или ранее установленному оборудованию, с которыми сопрягаются основные, относят к вспомогательным.
Геодезической основой монтажа называют совокупность продольных и поперечных осей и высотных отметок, служащих для установки и выверки технологического оборудования. Параллельно продольным и поперечным строительным разбивочным осям располагают монтажные оси, которые подразделяются на контрольные и рабочие. Рабочие оси и высотные отметки служат для установки и выверки в проектное положение объектов монтажа, а контрольные - проверки рабочих осей и отметок.
Оси устанавливают с помощью различных геодезических и монтажных инструментов (теодолитов, оптических или лазерных приборов), а фиксируют знаками (плашками на фундаментах), струнами, отвесами.
Высотные отметки устанавливают с помощью нивелиров, реек, а фиксируют реперами или простановкой на строительных конструкциях.
Контроль качества монтажа типовых деталей, узлов и механизмов оборудования. Оборудование, машины и механизмы, используемые на предприятиях автосервиса, поставляются в монтажную зону, как правило, в собранном виде (шиномонтажный стенд, балансировочный станок и др.) или комплектными сборочными единицами (автомобильный подъемник, тормозной стенд и др.). Поэтому контроль качества монтажа оборудования сводится в основном к контролю точности его установки на проектном месте и контролю точности сборочных операций. Последний вид контроля при приемке оборудования в эксплуатацию, естественно, относится не только к сборочным операциям, выполненным в процессе монтажа, но и к технологическим операциям сборки, выполненным на заводе-изготовителе. Рассмотрим критерии качества выполнения этих операций на примере монтажа, сборки типовых элементов оборудования.
Валы и муфты . При контроле качества монтажа валов и муфт проверяются отклонения от соосности, перпендикулярности и параллельности. Отклонение от соосности валов вызывает торцовое и радиальное биение соединительных муфт, что приводит к недопустимым вибрациям и перегрузкам элементов оборудования, снижению долговечности деталей муфт, подшипников. Отклонение от перпендикулярности и параллельности валов приводит к нарушению работоспособности кинематически связанных передач.
Проверку соосности валов проводят по полумуфтам, установленным на валах концентрично. Условием идеальной центровки валов является равенство размеров а и b в четырех диаметрально противоположных точках измерения (рис. 4.6).
Рис. 4.6. Схема центровки валов
Расцентровку подсчитывают как полуразность диаметрально противоположных размеров в горизонтальной и вертикальной плоскостях:
Допустимые отклонения расцентровок принимаются равными допускаемыми значениями торцового и радиального биений для соответствующих типов муфт и передаваемых крутящих моментов .
Зубчатые и червячные передачи . Качество монтажа (сборки) зубчатых зацеплений проверяется по положению и размеру пятна касания, зазору и шуму (табл. 4.6).
Таблица 4.6
Критерии оценки качества сборки цилиндрических зубчатых передач
| Положение пятна касания | Характер шума | Оценка качества сборки, причина брака |
| Шелест или легкое гудение низкого тока | Хорошее | |
| Без нагрузки - шелест, под нагрузкой - сильное гудение | Брак, перекос колес | |
| Под нагрузкой - сильное гудение и перемежающийся стук, без нагрузки - шелест или очень мелкий стук | Брак, увеличенный боковой зазор, радиальное биение, иибрация | |
| Перемежающийся стук при холостом ходе и сильное гудение под нагрузкой | Тоже | |
| Под нагрузкой - сильное гудение низкого тока | Удовлетворительное | |
| Легкое гудение, очень мелкий перемежающийся стук | Брак, увеличенный радиальный зазор |
Максимальные размеры пятен касания при правильном положении пар зацепления должны быть не менее указанных в табл. 4.7 и 4.8.
Таблица 4.7
Нормы контакта зубьев в цилиндрической передаче
Таблица 4.8
Нормы контакта зубьев в конической передаче
Нормальному зацеплению червячной пары и смещению осей червяка и червячного колеса соответствуют пятна касания, показанные на рис. 4.7. При правильном зацеплении червяка краска должна покрывать поверхность зуба червячного колеса не менее чем на 60-70% по длине и высоте.
Рис, 4.7. Пятно касания
Цепные передачи . Контроль качества монтажа этих передач заключается в определении стрелы прогиба цепи, параллельности валов и относительного положения звездочек. Взаимное положение звездочек цепной передачи проверяют путем измерения расстояний (рис. 4.8) l, l 1 , l 2 до струны С - С. Угол перекоса звездочки, определяемый по формуле
не должен превышать 30°.
Рис. 4.8. Взаимное расположение звездочек цепной передачи
Провисание f для новой горизонтальной цепной передачи принимают в зависимости от межцентрового расстояния L (мм), равным f= 0,02 L, а для передач с углом наклона более 20° величину провисания рекомендуется принимать в пределах f m ах = (0,01-0,015) L. В вертикальных передачах ветви не должны иметь слабины.
Ременные передачи . При монтаже передач с клиновыми ремнями проверяют взаимное расположение шкивов и провисание ремней. Правильность расположения шкивов проверяют аналогично методике проверки для цепной передачи. Допустимое провисание ремней принимается равным f = 0,01 L, Действительное значение f проверяется путем приложения нагрузки Q на ремень, величину которой рассчитывают по формуле
где P o - оптимальная величина натяжения ремня; - допускаемое натяжение ремня, равное 1,8 МПа для плоскоременных передач и 2 МПа - для клиновых; F- площадь поперечного сечения ремня; L - межцентровое расстояние.
Обычно Q принимается в пределах 50-100 Н. Величина натяжения ремня является важнейшим показателем качества монтажа ременной передачи. Слабо натянутый ремень «бьет» и проскальзывает, а чрезмерное натяжение ремня приводит к потере им эластичности и способности к упругому скольжению. Величину скольжения () можно определить, замерив действительные частоты вращения ведущего n 1 и ведомого n 2 шкивов, по формуле
где D 1 , D 2 - диаметры шкивов. Величина скольжения должна быть в пределах 0,005-0,01.
Контроль герметичности и прочности сосудов и трубопроводных систем при монтажных работах . Контролю на герметичность и прочность подвергаются сосуды, аппараты, трубопроводы и системы: смазочные, гидравлические, пневматические и т. д., работающие под давлением и сборка которых производилась в процессе монтажа, а также при истечении их срока гарантийного хранения.
Контроль на герметичность и прочность производят водой или воздухом пробным давлением.
Величина пробного давления при контроле водой принимается в соответствии с табл. 4.9. При этом коэффициентом к учитывается снижение прочности материала стенок контролируемых сосудов, трубопроводов и т. п. при рабочих температурах. Значение этого коэффициента принимают для наименее прочного материала деталей монтируемого изделия (сосуда и др.), равным отношению пределов прочности этого материала при нормальной и рабочей температурах.
Таблица 4.9
Пробное давление для контроля герметичности и прочности изделий
Для сосудов и аппаратов, работающих под давлением при отрицательных температурах, пробное давление такое же, как и при 20 0 С. Температура воды и окружающей среды не должна различаться более чем на 5 0 С. Изделие должно находиться под пробным давлением в течение определенного времени (табл. 4.10), после чего давление снижают до рабочего значения и изделие осматривают. Изделие признается годным при контроле водой, при отсутствии на нем признаков разрыва, течи, потения и видимых остаточных деформаций.
Таблица 4.10
Время выдержки изделии под давлением при их испытании водой
Испытание воздухом сосудов, аппаратов, трубопроводов для газообразной рабочей среды производят при определенном режиме (табл. 4.11).
Таблица 4.11
Режим испытания воздухом
После выдержки пробное давление снижают до рабочего и проверяют герметичность сварных соединений нанесением на них мыльного раствора. Герметичность же в целом сосуда, аппарата проверяется по критерию «падение давления» в течение 24 ч, которое определяется по формуле
где р - падение давления за 1ч (в процентах к испытательному давлению); T н, Т к - температура в начале и конце испытания; р н, р к - суммарное давление в начале и конце испытаний (манометрическое и барометрическое), МПа; t и - время испытаний, ч.
Для токсичных рабочих газов допускаемое падение давления Δр за один час не должно превышать 0,1 и 0,2% при взрыво- и пожароопасных средах соответственно.
Контроль качества монтажа систем вентиляции для шланговых отсосов на участках и постах ПТС . При подготовке технического задания (проекта) на монтаж системы вентиляции или ее приемке после монтажа возникает необходимость в расчете, оценке вентиляторов и воздуховодов на их соответствие нормам .
Вентилятор подбирают по сумме полных давлений всасывающего и напорного воздуховодов с учетом потерь или подсосов воздуха по таблицам и номограммам или по индивидуальной его характеристике, представляющей собой зависимость полного давления (р), развиваемого вентилятором, потребляемой мощности (N) и коэффициента полезного действия () от его подачи (расхода) перемещаемого воздуха (L) при постоянной частоте вращения (n) рабочего колеса. При этом мощность вентилятора (N в) определяют по формуле - сумма коэффициентов местных сопротивлений, равных в общем случае = 0,03-1,3; р - плотность воздуха, кг/м 3 ; g- ускорение свободного падения, м/с 2 , - скорость потока воздуха (от 4 до 12 м/с).
Расход перемещаемого воздуха определяют в зависимости от требуемой величины теплообмена с учетом потерь (вводится коэффициент, равный 1,1 - 1,15). Приводной электродвигатель вентилятора должен соответствовать расчетной мощности N в,что проверяется по условию:
N эл =N в ×K, (4.19)
где К- коэффициент запаса мощности.
По окончании монтажа системы вентиляции подлежат предпусковым испытаниям, регулированию. При испытании проверяют соответствие производительности вентилятора и объема воздуха, проходящего через воздухораспределители и воздухозаборные устройства проектным данным; выявляют неплотности в воздуховодах; измеряют шум и вибрацию на участках системы. После непрерывной работы системы вентиляции в течение 7 ч составляют приемосдаточный акт на выполненные работы по монтажу, предпусковым испытаниям и регулированию.
Контрольные вопросы
1. Дайте анализ состава, значения и содержания документации по монтажу оборудования.
2. В чем заключается предмонтажная подготовка оборудования и монтажной площадки?
3. Дайте характеристику основным положениям и требованиям проектирования и контроля фундаментов и опор.
4. Назовите основные требования и способы контроля качества монтажных работ. Чем определяется точность монтажа?
5. Покажите на конкретных примерах сущность контроля качества монтажа типовых деталей, узлов и механизмов оборудования.
6. Покажите на конкретных примерах сущность контроля качества контроля герметичности и прочности сосудов и трубопроводных систем при монтажных работах после их монтажа.
7. Покажите на конкретных примерах сущность контроля качества монтажа систем вентиляции для шланговых отсосов на участках и постах ПТС.
- Вы узнаете тенденции развития строительной отрасли, и это позволит вам спланировать развитие вашей компании.
- Вы получите алгоритм планирования и контроля СМР, который позволит вам привести в порядок процесс разработки календарных графиков в вашей организации.
- Вы узнаете правильную структуру и степень детализации КСГ и ГПР, что позволит избежать планирования ради планирования.
- Вы узнаете стратегию развития управления проектами, благодаря которой сможете реализовать полученные знания на практике в вашей организации.
- Вы сможете подобрать оптимальное программное обеспечение для управления проектами и сэкономить на ненужном функционале.
Монтажные работы являются наиболее опасными из всего комплекса строительно-монтажных работ, так как связаны с перемещением и установкой тяжелых элементов конструкций и обычно на большой высоте.
На строительной площадке должна быть обозначена знаками технологическая зона монтажа, т. е. рабочая зона, зоны складирования, предварительной сборки и транспортирования элементов с земли к месту установки. Особое внимание должно быть уделено зоне повышенной опасности - работе нескольких монтажных механизмов на примыкающих монтажных участках, на одном или разных уровнях работы по вертикали.
К монтажу и производству вспомогательных работ по разгрузке, складированию и строповке сборных элементов рабочих допускают только после вводного инструктажа. К производству верхолазных работ допускают монтажников не ниже 4-го разряда, старше 18 лет и со стажем работы не менее двух лет. Для получения допуска необходимо пройти курс обучения по технике безопасности и сдать необходимые испытания. Знания проверяют не реже одного раза в год, медицинское освидетельствование проводят не реже двух раз в год.
Грузозахватные приспособления, стропы и прочий инвентарь должны быть снабжены бирками с указанием грузоподъемности. Их испытывают на двойную нагрузку не менее двух раз в год, по результатам освидетельствования выдают специальные паспорта.
При работе на высоте монтажники обязательно надевают монтажные пояса и посредством цепи с крепежным устройством зацепляют себя к петлям смонтированных конструкций или к натянутым и закрепленным тросам. Рабочий инструмент должен быть в ящиках или сумках во избежание падений. При подъеме элементов для предотвращения их раскачивания или кручения они обязательно берутся на растяжки. Поднятые элементы запрещается оставлять на весу при перерывах в работе. Подъем любых грузов разрешают только при вертикальном положении полиспаста монтажного крана, т. е. без подтяжки поднимаемого элемента. Поднимаемый груз должен быть меньше или соответствовать грузоподъемности монтажного крана на данном вылете стрелы; соответствующая таблица зависимости вылета и грузоподъемности должна быть вывешена у рабочего места машиниста.
На строительной площадке устраивают проходы и проезды, на видных местах закрепляют указатели опасных и запретных зон. В ночное время стройплощадку обязательно освещают. Монтаж башенными кранами запрещается при скорости ветра 10..Л2 м/с, кран на рельсах закрепляют противоугонами; при большей скорости ветра кран берут на растяжки.
Грузозахватные приспособления после каждого ремонта должны подвергаться испытанию на нагрузку, в 1,25 раза превышающую их нормальную грузоподъемность с длительностью выдержки 10 мин. Результаты осмотров грузозахватных приспособлений заносят в журнал учета. Осмотры выполняются: для траверс через каждые 6 мес.; для строп и тары - через каждые 10 сут; для других захватов - через месяц.
Не допускается выполнение монтажных и послемонтажных работ на одной захватке, но на разных горизонтах. В отдельных случаях делается исключение, но при этом разрыв в уровнях не должен быть менее трех перекрытий.
Границу опасной зоны определяют расстоянием по горизонтали от возможного места падения груза при его перемещении краном. Это расстояние при максимальной высоте подъема груза до 20 м должно быть не менее 7 м, при высоте до 100 м - не менее 10 м, при большей высоте размер его устанавливают в проекте производства работ.
Смонтированные междуэтажные перекрытия и покрытия должны быть ограждены до начала следующих работ. Это требование не выполняют при монтаже крупнопанельных и крупноблочных зданий, но монтажники, работающие на последнем смонтированном перекрытии, обязаны прикрепляться предохранительными поясами к надежным элементам конструкций здания
Особые меры предосторожности следует принимать при изменении погодных условий. Не допускается выполнение монтажных работ на высоте в открытых местах при скорости ветра 15 м/с и более, при гололедице, грозе и тумане. Работы по перемещению и установке крупноразмерных панелей стен и подобных им конструкций с большой парусностью, следует прекращать при скорости ветра 10 м/с и более.
Большое внимание при монтаже должно быть уделено безопасным приемам сварочных работ, исключающим поражение током и возникновение пожарной опасности. Запрещается вести сварочные работы под дождем, во время грозы, сильном снегопаде и скорости ветра более 5 м/с.
Для подъема и опускания рабочих при монтаже зданий выше 30 м обязательна установка подъемников или лифтов.
9.5.1. Особенности технологии монтажа в зимних условиях
Производство монтажных работ в зимних условиях затруднено. Стоимость производства работ возрастает и в зависимости от температурной зоны увеличение составляет от 1,2 до 6% общей стоимости строительства. Сборные железобетонные конструкции зимой монтируют теми же методами, что и летом. О проведении дополнительных мероприятий, обеспечивающих успешное выполнение работ и устойчивость конструкций, возведенных при отрицательных температурах, в проектах, особенно в технологических картах и проектах производства работ (ППР), даются указания и рекомендации. Марки и состав раствора и бетона, которые необходимы при монтаже сборных конструкций, также указывают в проектах.
Зимний период в меньшей степени влияет на технологию монтажа металлических конструкций, чем железобетонных. В основном монтаж металлических конструкций зимой выполняют теми же машинами, приспособлениями и методами, что и в летнее время. Основной специфической особенностью устройства стыков является наложение ограничений на ведение сварочных работ - сварку нельзя производить при температуре ниже - 30°С.
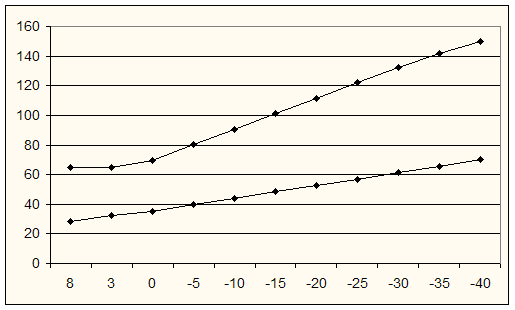
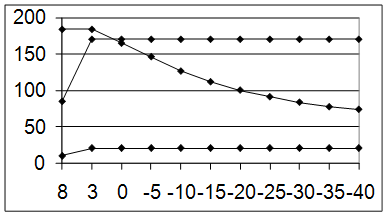
Производительность труда в зимний период на монтажных работах снижается. Поправочные коэффициенты в зависимости от температуры наружного воздуха составляют:
Сборные железобетонные элементы подают на монтаж очищенными от снега, наледи и грязи. Во время транспортирования и на складе их предохраняют от дождя и снега. В большей степени это необходимо деталям и конструкциям из легких бетонов, открытым местам утепляющих слоев панелей, стыкуемым поверхностям элементов сборных конструкций. Это связано с тем, что насыщение легких бетонов или утеплителя водой ухудшает теплотехнические свойства ограждающих конструкций.
При необходимости наледь удаляют не только скребками и щетками, но и прогревают обледеневшие места до полного исчезновения следов наледи. Для прогревания используют газовые и другие горелки, если сборные элементы не имеют вкладышей из сгораемых материалов. Запрещается для удаления наледи применять соль, горячую воду или пар, но использовать горячий воздух из электродувок разрешается.
Необходимо принимать меры, исключающие замораживание бетона в стыке до достижения им заданной прочности.
В зимних условиях необходимо:
■ отогревать стыкуемые поверхности до положительной температуры + 5...8°С;
■ укладывать бетонную смесь в конструкцию подогретой до +30...40°С;
■ выдерживать или прогревать уложенную смесь при положительной температуре, пока бетон наберет не менее 70% проектной прочности.
При монтаже конструкций, устанавливаемых на раствор без солевых добавок, температура его в момент укладки в дело должна быть, как и для зимней каменной кладки, в следующих пределах:
Рекомендуется пользоваться приспособленным для работы зимой инвентарем, предохраняющим раствор и бетонную смесь от быстрого остывания. Раствор расстилают на постели непосредственно перед установкой элементов, чтобы получить хорошее обжатие раствора в шве. Строго контролируют толщину монтажных швов, так как их увеличение снижает прочность сооружения, создает опасность неравномерных осадок конструкций при оттаивании раствора весной и их деформации.
Для работы при отрицательных температурах монтажники используют нескользящую обувь, они обязательно должны очищать инвентарные подмости, стремянки и площадки от снега и льда. Монтажные работы при гололедице, сильном снегопаде не допускаются. На монтажной площадке все проходы очищают от снега, льда и посыпают песком. Одно из важнейших мероприятий, проводимых с наступлением отрицательных температур, - предохранение основания фундаментов от промерзания. Наличие мерзлого грунта под фундаментными подушками, особенно грунта глинистого и влажного, вызывает его пучение и возможное повреждение конструкций. Основание и смонтированные фундаменты утепляют грунтом, шлаком. В подвалах и технических подпольях зданий закрывают все проемы и отверстия в перекрытиях, цокольных панелях и других местах.
Нарушается плановая последовательность производства работ из-за простоев монтажных, в первую очередь башенных кранов, их останавливают при скорости ветра 10... 12 м/с.
Для качественной заделки стыков и швов в условиях отрицательных температур предусматривают специальные вспомогательные мероприятия.
Технологию замоноличивания стыков определяют в соответствии с указаниями проекта производства работ. Бетонную смесь (раствор) для замоноличивания приготовляют на оттаявших и подогретых заполнителях, на подогретой воде. Температура смеси без добавок в момент выхода из смесителя должна быть такой, чтобы ее температура в момент укладки была не ниже +15°С. При введении в состав бетонной смеси противоморозных добавок температура в момент выхода из смесителя должна составлять:
■ для смесей с добавкой хлористых солей и поташа не менее +5°С;
■ для смесей с добавкой нитрита кальция с мочевиной +10°С;
■ с добавкой нитрита натрия как и для смесей без противоморозных добавок +15°С.
Бетонную смесь необходимо транспортировать в утепленных бункерах, ящиках или автомобилях с оборудованием для подогрева отработанными газами. При хранении на объекте бетонную смесь защищают от ветра и атмосферных осадков. Запрещается укладывать в полость стыков схватившуюся или подмороженную смесь, а также добавлять в нее горячую воду.
Заделку стыков осуществляют одним из трех следующих способов: безобогревным - бетонами с противоморозными добавками, обогрев-ным - обычными бетонами с тепловой обработкой, комбинированным - бетонами с противоморозными добавками с последующей тепловой обработкой.
Кроме того, на выбор способа заделки стыка оказывают значительное влияние конкретные погодные условия при производстве работ.
Стыки сборных железобетонных элементов заделывают с учетом того, какую они будут воспринимать нагрузку. Стыки, не имеющие расчетных усилий, замоноличивают раствором марки не ниже 50 или бетоном, который допускается приготовлять с добавкой поташа или другими противоморозными добавками, указанными в ППР. Способ утепления стыков, режим, сроки и порядок выдерживания бетона или раствора также указывают в ППР.
Стыки, воспринимающие расчетные усилия, замоноличивают раствором или бетоном состава, указанного в проекте (класс их не ниже класса конструкций), с предварительным прогревом стыка горячим воздухом и последующим выдерживанием бетона способом термоса или искусственным прогревом (чаще всего электропрогревом). Если разрешено проектом, то стыки замоноличивают бетонной смесью (раствором) с противоморозными добавками.
При замоноличивании стыков бетонной смесью без противомороз-ных добавок необходим предварительный отогрев сопрягаемых элементов стыка и прогрев бетона до приобретения им требуемой прочности. Прочность бетона, приготовленного на портландцементе, в зависимости от температуры и времени прогрева ориентировочно можно определить по специальным графикам - зависимостям.
Для предварительного прогрева замоноличиваемых стыков используют воздуходувки, нагнетающие в полость стыка горячий воздух. После обогрева закрепляют инвентарную опалубку с той стороны стыка, где была воздуходувка, и немедленно заполняют полость стыка подогретой бетонной смесью. Далее осуществляют искусственный прогрев смеси.
Стыки, бетон которых не воспринимает расчетных усилий, при температуре наружного воздуха до -15 °С могут замоноличиваться бетонной смесью только с противоморозными добавками, поскольку такая смесь твердеет и при отрицательных температурах; при этом после укладки в стык смесь прогревать не нужно, в случае резкого понижения температуры наружного воздуха достаточно установить утепленную опалубку.
Наиболее часто прогрев производят электрическим током, реже паром. Для электропрогрева применяют электроды, трубчатые электронагреватели, термоактивную и греющую опалубку.
9.5.2. Безобогревный способ устройства стыков
Применение растворов и бетонов с противоморозными добавками является безобогревным способом устройства стыков.
В качестве противоморозных добавок рекомендованы растворы солей хлористого кальция, поваренной соли (хлористого натрия), нитрита натрия, поташа и др. Запрещается применение противоморозных химических добавок хлористых солей при заделке стыков с металлическими закладными частями и арматурой. Поташ и нитрит натрия не рекомендуют при закладных деталях из алюминия и его сплавов, деталей с защитным покрытием из цинка или алюминия. Количество противоморозных добавок принимают таким же, как при производстве работ с монолитным бетоном в зимних условиях.
Для повышения пластичности и водонепроницаемости бетона в стыке в бетонную смесь с противоморозными добавками вводят сульфитно-спиртовую барду в количестве до 0,15% от массы цемента. Если необходимо получение высокой прочности заделки в короткий срок (в пределах суток), бетоны, приготовленные с противоморозными добавками, могут быть подвергнуты искусственному прогреву.
9.5.3. Обогревные способы устройства стыков
Часто осуществляют прогрев бетонной смеси в стыке сборных элементов после установки инвентарной опалубки и заполнения стыка подогретой бетонной смесью. На внутренней стороне опалубки могут быть закреплены и нашивные электроды.
Кондуктивный нагрев основан на применении греющей опалубки (рис. 9.43). Греющую опалубку обычно используют для предварительного прогрева стыка конструкций и прогрева уложенного бетона. Ее устанавливают в проектное положение и включают в сеть на 2...8 ч для обогрева стыкуемых элементов до температуры 15...20°С. Затем бетонируют полость стыка, после чего продолжают прогревать замоноличенный стык.
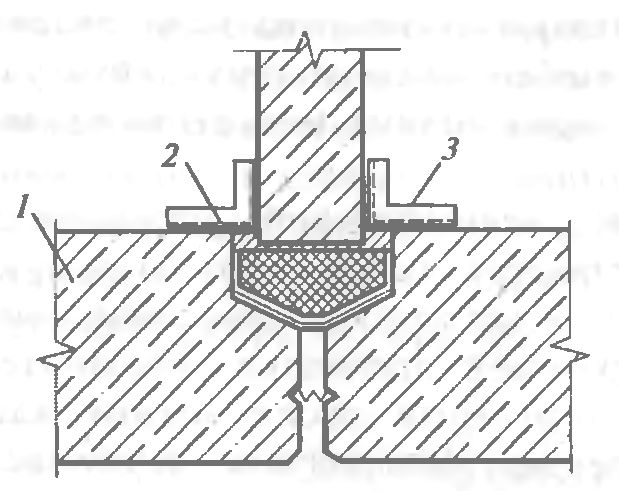
Рис. 9.43. Схема контактного нагрева монолитных конструкций:
1 - сборная железобетонная конструкция; 2 - нагревательный элемент; 3 -греющая опалубка
Для замоноличивания вертикальных стыков колонн применяют универсальную греющую опалубку с автоматическим регулированием режима термообработки. Она состоит из металлического корпуса, греющих кассет, блоков питания и управления. Корпус опалубки служит для укладки бетона в стык и выполнен из двух частей, скрепляемых между собой болтами. Эти элементы взаимозаменяемые, каждый имеет загрузочное окно. Греющие кассеты представляют собой плоские металлические теплоизоляционные ящики с вмонтированными в них автономными электронагревателями в виде нихромовых спиралей, греющих проводов и низкотемпературных ТЭНов обычно мощностью 0,5 кВт при напряжении 220 В. Рабочая температура поверхности нагревателя равна 600...700°С. Между ТЭНом и стенкой, примыкающей к бетону, имеется воздушный зазор, а за нагревателем - отражатель из белой жести, что приводит к совместному действию конвективного и инфракрасного прогрева. Греющие кассеты в различных комбинациях обеспечивают термообработку стыка любого сечения колонны. Набор греющих кассет вставляют по направляющим металлической опалубки, кассеты охватывают стык с четырех сторон.
Установку греющей опалубки на стык колонны производят вручную, закрепляют на опалубке греющие кассеты, которые включают в сеть до бетонирования стыка. Через 2 ч обогрева полости стыка кассеты отключаются для укладки бетона. Последующая тепловая обработка - нагрев до 50°С и изотермический прогрев при этой температуре до получения необходимой прочности бетона. Температуру в стыке контролируют термометром, который вставляют в предусмотренное в опалубке и кассете отверстие.
Отогрев и прогрев стыков многоярусных колонн, балок и ригелей целесообразно осуществлять при помощи термоактивной опалубки. В полость двойной опалубки, состоящей из внутреннего и наружного стальных листов, помещают нихромовую проволоку внутри электроизоляционного материала с выводом изолированных проводов за габариты опалубки для подсоединения к электрической сети. Опалубку надевают на стыкуемый участок и удерживают специальными хомутами. Бетонную смесь загружают в стык через воронку, встроенную в опалубку.
Прогрев инфракрасными нагревателями (рис. 9.44) или их главными составляющими трубчатыми электронагревателями (ТЭНами) широко используют для многих типов стыков как напрямую, так и в качестве греющих элементов термощитов. Инфракрасный способ термообработки бетона замоноличивания основан на использовании энергии инфракрасного излучения, подаваемого на открытые опалубленные поверхности обогреваемых стыков конструкций и превращающегося на этих поверхностях в тепловую энергию.
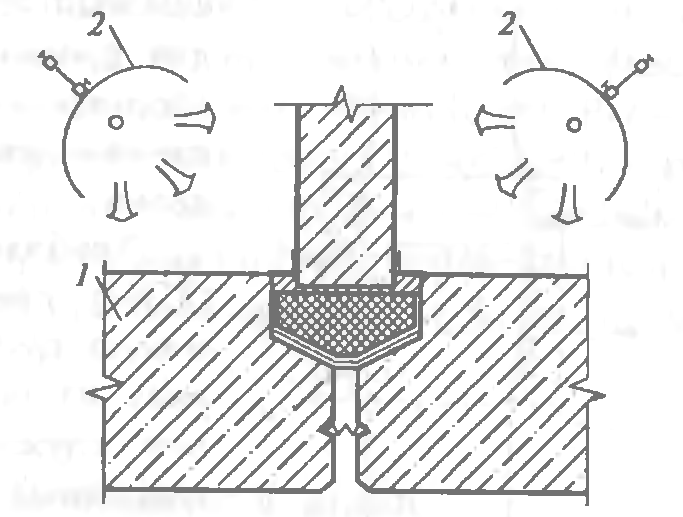
Рис. 9.44. Схема инфракрасного нагрева монолитных конструкций:
I - сборная конструкция; 2 - тренога с инфракрасным нагревателем в отражателе
Поскольку глубина проникновения инфракрасных лучей в бетон не превышает 2 мм, то лучистая энергия превращается в тепловую в тонких поверхностных слоях бетона, остальная же масса конструкции медленно прогревается за счет теплопередачи от этих слоев и экзотермии цемента. По этим причинам при замоноличивании стыков инфрарасный способ рекомендуется применять для предварительного отогрева зоны стыков сборных железобетонных конструкций и ускорения твердения бетона или раствора заделки.
Трубчатый электрический нагреватель (ТЭН) представляет собой металлическую полую трубку, в которую запрессована спираль из нихромовой проволоки, наполнителем служит плавленый оксид магния или кварцевый песок. Наполнитель выполняет роль электрической изоляции. Отогрев стыка осуществляют ТЭНом, помещенным в анодированный отражатель, или зона прогрева накрывается брезентом.
Индукционный способ (рис. 9.45) термообработки бетона замоноличивания основан на использовании магнитной составляющей переменного электромагнитного поля для нагрева арматуры вследствие теплового действия электрического тока, наводимого электромагнитной индукцией. При индукционном нагреве энергия переменного электромагнитного поля преобразуется в арматуре или стальной опалубке в тепловую энергию и передается за счет теплопроводности бетону.

Рис. 9.45. Схема индукционного прогрева стыка сборных колонн:
1 - сборные конструкции; 2 -выпуски арматуры; 3 - индукционная обмотка; 4 - инвентарная опалубка; 5 - слой теплоизоляции; б - контактные выводы электросети; 7 - подводящие провода
Применение индукционного нагрева для насыщенных арматурой стыков каркасных конструкций позволяет легко и быстро без дополнительных источников теплоты осуществлять прогрев арматуры, жесткого каркаса, металлической опалубки, ранее уложенного бетона, который нужно отогреть. При индукционном прогреве принимается следующий порядок производства работ: установка и утепление опалубки, устройство индуктора (навивка токопроводящих проводов на опалубку), отогрев арматуры и ранее уложенного бетона, укладка новой порции бетонной смеси в конструкцию, прогрев конструкции по принятому режиму, регулируемое остывание.
Комбинированный метод предполагает комбинацию прогрева и противоморозных добавок, позволяет в более короткие сроки гарантировать требуемую прочность стыков и швов. Метод представляет собой термообработку бетона, содержащего противоморозную добавку (нитрит натрия), обеспечивающую сохранение требуемой подвижности смеси на период ее укладки в полость стыка до начала термообработки.
Комбинированный метод следует применять в тех случаях, когда температура наружного воздуха ниже -25°С, при сильном ветре более 10 м/с, а также для стыков с высоким модулем поверхности. Расчет электронагревательных элементов при обогреве смеси с добавкой нитрита натрия в стыках внешними источниками теплоты (контактными нагревателями, инфракрасными излучателями) и определение удельной мощности при электродном способе прогрева производится, как и для бетонной смеси без добавки.
9.5.4.Герметизация стыков и швов
Герметизация стыков и швов при отрицательных температурах наружного воздуха имеет определенные ограничения. Герметизацию стыков между элементами ограждающих конструкций мастиками производят при температурах не ниже -20°С и с соблюдением следующих требований. Поверхности стыков и швов перед герметизацией очищают от раствора, загрязнения, снега и наледи. До нанесения герметизирующих мастик поверхности швов просушивают и огрунто-вывают.
При производстве работ обязательно контролируют качество подготовки поверхности под герметизацию, дозировку компонентов и температуру мастики, толщину слоя и нанесенной полосы герметика, плотность примыкания мастик к стыкуемым поверхностям и качество приклеивания к ним герметиков. Полиизобутиленовую мастику для лучшей адгезии (соединения) с бетоном следует предварительно подогревать до температуры 100...120°С.
В остальном процесс герметизации стыков в зимних условиях протекает так же, как и в летних.
9.5.5. Особенности монтажа в условиях жаркого климата
Условия высокой температуры окружающего воздуха накладывают некоторые ограничения на производство монтажных работ. Для сохранения относительно высокой производительности труда рабочих рекомендуется в дневное, наиболее жаркое время суток устраивать продолжительный перерыв в работе. Перерывы в работе в оставшееся время, с укрытием от прямого воздействия солнечных лучей могут устраиваться чаще и на более продолжительный срок.
Возрастает трудоемкость и продолжительность ухода за уложенным бетоном и раствором в конструкции стыков для предохранения их от обезвоживания. Кроме этого, все стыки, перед их омоноличива-нием необходимо обильно смачивать водой.
9.5.6. Особенности монтажа конструкций при реконструкции зданий
Замена существующих конструкций предшествует или сопутствует процессам установки новых конструкций. Замена конструкций может выполняться раздельным методом, когда на определенной захватке или здании в целом сначала демонтируются все заменяемые конструкции, на месте которых затем устанавливаются новые. Возможны разные варианты работ - один кран сначала демонтирует старые, затем устанавливает новые конструкции, или задействованы два или несколько кранов, работа которых организована поточно. Важным является обеспеченная гарантия от значительных перегрузок соседних смежных элементов и общая устойчивость здания.
Совмещенный метод предусматривает последовательное выполнение демонтажа и монтажа конструкций в едином потоке, при едином комплекте строительных машин. Фронт работ при такой организации работ сокращается до размеров одной или нескольких ячеек при соблюдении прочности, жесткости и устойчивости смежных конструкций. Демонтаж конструкций может выполняться поэлементно или укрупненными блоками в зависимости от конструктивного решения демонтируемых сооружений и технологических возможностей используемых при демонтаже средств.
Замена конструкций покрытия может осуществляться различными самоходными и башенными кранами в зависимости от конструктивного решения здания, его объемно-планировочного решения и обоснования выбранного варианта применяемой механизации. В отдельных случаях при замене легких элементов покрытия, технологических трубопроводов и другого оборудования, размещенного между поясами ферм, можно применить переоборудованный автомобильный кран, перемещающийся по кровле по специальным ездовым балкам.
В случае увеличения высоты реконструируемого одноэтажного здания может оказаться рациональным первоначальное возведение нового покрытия над существующим до полного завершения всех работ, а затем демонтаж старого покрытия с использованием лебедок, мостовых кранов и соответствующей такелажной оснастки. В этом случае монтаж и демонтаж конструкций можно осуществить в период краткосрочных остановок или, не нарушая производственного процесса, в реконструируемом здании.
При демонтаже элементов покрытия должны быть приняты меры защиты от падения вниз материалов разборки, возгорания отдельных элементов кровли при огневой резке несущих конструкций. Если при удалении отдельного элемента может быть нарушено статически устойчивое равновесие, необходимо усиление, раскрепление или подвеска стропами к крюку крана опасных с точки зрения обрушения конструкций.
Замена подкрановых балок. При использовании кранового оборудования соответствующей грузоподъемности процесс замены производят традиционными методами. Если грузоподъемности крана не хватает при требуемом вылете стрелы, а масса балки не превышает максимальной грузоподъемности крана, то необходимо предварительное расчаливание стрелы крана с креплением расчалок к устойчивым элементам сооружения. При невозможности использования кранов работы выполняют при помощи лебедок с применением удерживающих оттяжек.
Замена колонн. Замена без разборки покрытия требует предварительного вывешивания конструкций покрытия, т. е. передачи нагрузки с колонн на другие вспомогательные элементы. Вывешивание может быть осуществлено путем установки временных стоек-опор под узлы стропильных конструкций. Узлы опирания металлических конструкций на временные стойки должны быть усилены. Зазор между временными стойками и опорными узлами стропильной конструкции (8... 10 мм) обеспечивают домкратами. В образовавшийся зазор вводят стальную пластину необходимой толщины и фиксируют ее от возможного смещения. При передаче усилий от покрытия на временные стойки должен появиться зазор между ними и колонной, свидетельствующий о полном разгружении колонны от воздействия расположенных выше конструкций. Если отрыва конструкций не произошло, то производят дополнительное поддомкрачивание конструкций над временными опорами с заполнением образовавшихся зазоров стальными прокладками. Зазор в процессе цикла подъема домкратов не должен превышать 10 мм.
В ряде случаев затруднительно или невозможно установить стойки-опоры непосредственно под несущую конструкцию крыши. В этом случае устанавливают две стойки по возможности ближе к ферме, на них укладывают стальную балку, на которую будет передаваться нагрузка от стропильной фермы.
При демонтаже колонны она первоначально отсоединяется от фундамента (срезкой, срубкой, смятием, снятием гаек и т. д.). Сам демонтаж может выполняться методом поворота вокруг шарнира с применением полиспаста и тянущей лебедки. Метод основан на медленном опускании головы колонны при опоре ее пяты на фундамент. Возможно применение трех лебедок, при взаимосвязанной работе которых пята колонны сползает с колонны в сторону одной из лебедок, другие обеспечивают опускание головы колонны в плоскости сползания.
Метод надвижки на старые опоры. Метод замены отдельных сооружений целиком представляет собой передвижку (сдвижку с фундамента) старого и надвижку на его место нового сооружения, что позволяет значительно сократить остановочный период для предприятия. Возможны два варианта передвижки: тянущий - при помощи лебедок и системы полиспастов и толкающий - при помощи электрических или гидравлических домкратов. Преимущество тянущего способа в непрерывности движения объекта передвижки, у второго способа - простота и компактность используемых устройств, что особенно важно в стесненных условиях реконструкции объекта.
Передвижка осуществляется по рельсовым многониточным путям, по железобетонному основанию с уложенными стальными пластинами и цилиндрическими стальными катками диаметром 100...ISO мм.
Качество установки конструкций проверяют геодезическими приборами и шаблонами по ранее нанесенным осевым и другим рискам и отметкам. Геодезический контроль точности установки сборных элементов в проектное положение заключается в поэтапном (по видам смонтированных элементов, захваткам, этажам) проведении исполнительной съемки - геодезической проверки фактического положения смонтированных конструкций в плане и по высоте.
При монтаже фундаментов, стен подвалов и стен надземной части зданий контролируют правильность перевязки и толщину швов между ними, заполнение швов между блоками и панелями, вертикальность и прямолинейность поверхностей и углов здания, качество анкеровки конструкций. Нельзя допускать, чтобы при укладке первого ряда стеновых блоков швы между ними совпадали со швами фундаментных блоков или фундаментных подушек. Перевязка должна обеспечивать смещение вертикальных швов в смежных рядах на "U длины блока.
Стены подвалов из бетонных блоков должны иметь вертикальные и горизонтальные швы толщиной 15 мм, отдельные швы могут быть более 10 мм и менее 20 мм. Отклонение рядов блочной кладки от горизонтали по длине 10 м допускаются в пределах 15 мм, отклонение поверхностей по вертикали в пределах одного этажа не должны превышать 10 мм. Смещение осей конструкций фундаментов и стен допускается на ± 12 мм, отклонение отметок опорных поверхностей фундаментов от проектных не должно превышать 20 мм, а поверхностей блоков стен - 10 мм.
В крупнопанельных зданиях контроль качества установки и закрепления в проектном положении сборных элементов обеспечивают проверкой положения элементов по осевым и установочным рискам, а также качеством заделки стыков между элементами. Смещение осей панелей стен и перегородок в нижнем сечении относительно разбивоч-ных осей не должно превышать 8 мм, в верхнем сечении - 10 мм. Ширина вертикальных и горизонтальных швов панелей наружных стен должна быть в пределах 10...20 мм. Для панелей перекрытия длиной до 4 м допускается отклонение от проектной величины опирания не более 8 мм, при большей длине плит - до 10 мм.
В каркасно-панельных зданиях, включая одноэтажные промышленные здания, устойчивость конструкций в процессе монтажа и надежность их эксплуатации зависят от соблюдения технологической последовательности сборки элементов, качества их установки и закрепления, включая заделку стыков.
Пооперационный контроль качества монтажа направлен на то, чтобы не допускать установки последующих конструктивных элементов, если не обеспечена при выверке требуемая точность положения ранее установленной конструкции. Точность монтажа перед закреплением конструктивного элемента подтверждают промерами рулеткой, шаблонами, отвесами, уровнями или геодезическими приборами. На каждом ярусе, захватке после окончания монтажа элементов каркаса одного вида составляют исполнительные схемы с указанием фактического положения конструкций.
Смонтированные в каркасных одно- и многоэтажных зданиях конструкции своими концами должны надежно опираться на нижележащие конструкции. Уменьшение глубины опирания элементов в направлении перекрываемого пролета против проектного не должно превышать при длине элемента до 4 м - 5 мм, при длине 16 м и более - 10 мм.
Марки растворов, используемые при монтаже конструкций для устройства постели, должны соответствовать указанным в проекте. Не допускается применение раствора, процесс схватывания которого уже начался, а также восстановление его пластичности путем добавления воды.
В случае использования пакета прокладок из стального листа при выверке подкрановых балок по высоте они должны быть сварены между собой, а пакет приварен к опорной пластине.
В одно- и многоэтажных каркасных зданиях из стальных конструкций предельные отклонения фактического положения смонтированных конструкций не должны превышать допустимых значений. Отклонение отметок опор колонн от проектных и смещение осей колонн от разби-вочных осей - 5 мм; отклонение осей колонн от вертикали в верхнем сечении при длине колонны до 8 м - 10 мм, при длине свыше 16 и до 25 м - до 15 мм. Допускается смещение ферм и балок с осей колонн одноэтажных зданий до 15 мм, ригелей и балок в многоэтажных зданиях - не более 8 мм. Для подкрановых балок установлены следующие нормативы: смещение оси подкрановой балки с продольной раз-бивочной оси - 5 мм, смещение опорного ребра с оси колонны - не более 20 мм.
9.4.1. Общие положения
Монтажными элементами промышленных зданий со стальными каркасами являются колонны, подкрановые балки, подстропильные и стропильные фермы, элементы фахверка, связи, стальной профилированный настил.
Габаритные размеры отправляемых на стройки конструкций зависят от условий перевозки. Часто масса конструкции оказывается меньше грузоподъемности монтажного крана и перед монтажом конструкцию укрупняют. Это позволяет сократить количество подъемов крана, а значит ускорить монтаж. При монтаже укрупненных конструкций достигается главное - сокращение времени работы на высоте, более рациональное использование монтажного оснащения и улучшение условий работы.
Стальные конструкции поступают с заводов-изготовителей частями (отправочными марками). Строительные конструкции делят на составные части, если они не помещаются на железнодорожную платформу или на специально оборудованные полуприцепы к тягачам. Для укрупнения металлоконструкций в монтажные блоки на строительной площадке оборудуют площадки укрупнительной сборки на складе конструкций или в непосредственной близости от зоны монтажа.
Стальные фермы, балки и колонны, имеющие в стыках сборочные отверстия, фиксирующие взаимное расположение частей укрупняемых элементов, собирают на стеллажах в горизонтальном положении с применением болтов и пробок, которые фиксируют взаимное положение элементов и предотвращают их сдвиг. Если нет сборочных отверстий в местах соединения конструкций, то к стеллажам крепят фиксаторы, по которым определяют основные размеры укрупняемого элемента. Когда в собираемой конструкции в местах примыкания к фиксаторам имеются монтажные отверстия, то в фиксаторах также сверлят отверстия и конструкции крепят к фиксаторам болтами.
Стальные подкрановые балки для крайних рядов колонн укрупняют в вертикальном положении вместе с тормозными конструкциями. Одновременно с укрупнительной сборкой конструкции обстраивают лестницами, люльками, натягивают предохранительные канаты. На конструкции прикрепляют детали, необходимые для монтажа и сборки непосредственно в проектном положении.
Для одноэтажных зданий с металлическим каркасом рекомендуется комплексный монтаж, когда в отдельной монтажной ячейке последовательно устанавливаются колонны, подкрановые балки, подстропильные и стропильные фермы, укладывается кровельное покрытие.
9.4.2. Монтаж колонн
Металлические колонны, устанавливаемые на сплошные бетонные фундаменты, можно опирать:
■ на заранее заделанные в фундаменты анкерные болты с подливкой в местах соединения цементного раствора после выверки установленной колонны по двум взаимно перпендикулярным осям;
■ непосредственно на поверхность фундаментов, возведенных до проектной отметки фрезерованной подошвы колонны без последующей подливки цементным раствором;
■ на заранее установленные, выверенные (со слоем цементного раствора при необходимости) стальные опорные плиты с верхней строганой поверхностью (безвыверочный монтаж).
При подготовке колонн к монтажу на них наносят следующие риски: продольной оси колонны на уровне низа колонны и верха фундамента.
Колонны, устанавливаемые на фундаменты, обеспечивают только анкерными болтами при наличии у колонны широких башмаков и при их высоте до 10 м. Более высокие колонны с узкими башмаками кроме крепления на болтах расчаливают в плоскости наименьшей жесткости с двух сторон. Расчалки закрепляют на верхней части колонны до ее подъема и при установке раскрепляют к якорям или рядом расположенным фундаментам. После натяжения расчалок с колонны можно снимать стропы.
Снимать расчалки можно только после закрепления колонн постоянными элементами. Устойчивость колонн в направлении оси здания обеспечивают подкрановыми балками и связями, установленными после монтажа первой пары колонн и соединяющей их подкрановой балки.
Металлические колонны, устанавливаемые на фундаменты, закрепляют в процессе монтажа анкерными болтами (рис. 9.41). Если под основание колонны подложены металлические прокладки, то они должны быть приварены. Колонны верхних ярусов (например, во встроенной этажерке) крепят высокопрочными болтами или сваривают.
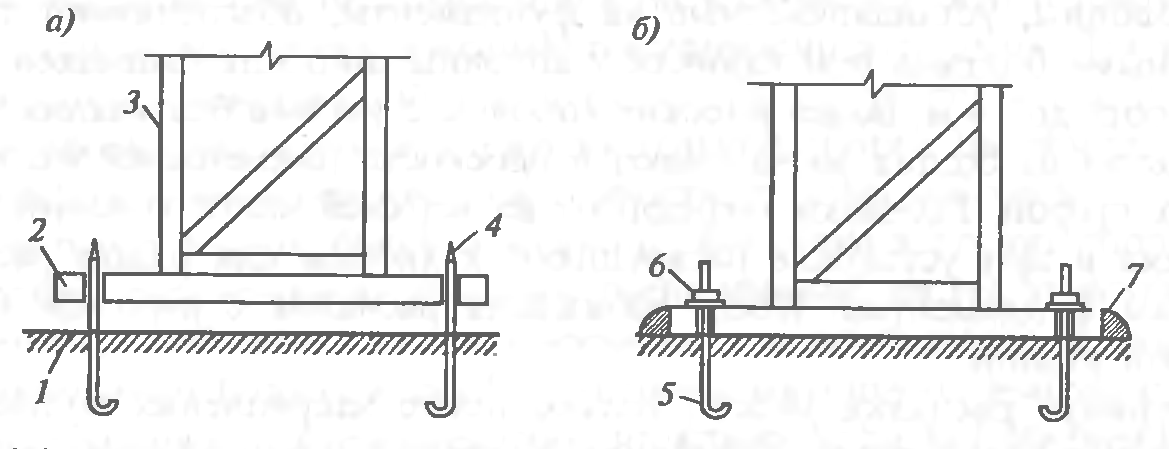
Р и с. 9.41. Схема установки (а) и постоянного закрепления (б) металлической колонны на опоре:
1- фундаментная плита; 2 - опорная плита (башмак); 3 - колонна; 4 - колпачок для сохранения резьбы при монтаже; 5 - анкер; б - гайка; 7 - сварка
Выверка конструкций каркаса, особенно колонн, требует больших затрат труда. Применение метода безвыверочного монтажа позволяет улучшить качество работ при одновременном сокращении сроков возведения сооружения.
Для безвыверочного монтажа необходима соответствующая подготовка конструкций на заводе-изготовителе и на строительной площадке. Повышенная точность изготовления конструкций обеспечивается следующим:
■ конструкции башмака колонн и опорной плиты башмака изготовляют и поставляют на объект раздельно;
■ торцы двух ветвей колонн должны быть фрезерованными;
■ опорные плиты изготовляют строгаными.
К каждой опорной плите должны быть приварены 4 планки с нарезными отверстиями для установки болтов; на ветви колонн должны быть нанесены осевые риски.
При безвыверочном способе монтажа стальные колонны опираются на стальную плиту. В этом случае поверхность фундаментов бетонируют ниже проектной отметки на 50...60 мм и после точной установки плиты подливают цементным раствором. Опорную плиту устанавливают регулировочными болтами на опорные планки, которые должны быть забетонированы в фундамент заподлицо с его поверхностью как закладные детали. Опорную плоскость плиты выставляют регулированием гаек установочных винтов по нивелиру. Величина фактической отметки опорной плиты не должна отличаться от проектной больше, чем на 1,5 мм.
При установке колонны осевые риски на ее ветвях совмещают с рисками, нанесенными на опорных плитах, что обеспечивает проектное положение колонны, и она может быть закреплена анкерными болтами. Дополнительного смещения колонны для выверки по осям и по высоте в этом случае не требуется. После установки расчалок к смонтированным конструкциям колонн и их натяжения начинают монтировать подкрановые балки. Установленные по осевым рискам подкрановые балки не требуют дополнительной выверки. После их закрепления на болтах снимают расчалки.
9.4.3. Монтаж подкрановых балок
Подкрановые балки устанавливают сразу после монтажа колонн в монтажной ячейке. При подъеме подкрановую балку удерживают двумя оттяжками. Принимающие балку на высоте монтажники находятся на подмостях или площадках, на монтажных лестницах. Они удерживают конструкцию от соприкосновения с ранее установленными элементами и разворачивают ее в нужном направлении перед установкой. Правильность опускания балки контролируют по совпадению рисок продольной оси на балке и консоли, а также по риске ранее установленной балки. Отклонение от вертикали устраняют, устанавливая под балку металлические подкладки. Балку временно крепят анкерными болтами.
При установке колонн с фрезерованными подошвами на фундаменты, забетонированные до проектной отметки, или на строганые металлические плиты положение подкрановых балок выверяют только по направлению главной оси.
9.4.4. Фермы и покрытие из стального профилированного настила
Подготовка фермы к монтажу состоит из следующих операций: укрупнительной сборки, обустройства люльками, лестницами и расчалками, строповки, подъема в зону установки, разворота при помощи расчалок поперек пролета, временного крепления с использованием кондукторов, расчалок, распорок между фермами и оттяжек. Положение фермы выверяют по положению осевых рисок на торцах фермы.
В зависимости от их массы и длины фермы поднимают при помощи траверс одним или двумя кранами. Строповку ферм производят только в узлах верхнего пояса, чтобы в стержнях не возникали изгибающие усилия; фермы стропят в четырех точках траверсами с полу автоматическими захватами дистанционного управления. При больших монтажных нагрузках производят временное усиление элементов деревянными пластинами или металлическими трубами. Первую поднимаемую ферму разворачивают при помощи оттяжек в проектное положение на высоте 0,5...0,7 м над верхом колонн, опускают на монтажные столики, приваренные к колоннам, временно закрепляют на болтах, выверяют и осуществляют окончательное крепление. При подъеме во избежание раскачивания, ее поддерживают четырьмя гибкими оттяжками.
После установки и закрепления первой фермы и раскрепления ее четырьмя растяжками устанавливают вторую, которую связывают с первой при помощи прогонов, связей и распорок, они все вместе образуют жесткую пространственную систему. На колоннах средних рядов ферму дополнительно соединяют болтами с фермами рядом смонтированного пролета.
При схемах здания со стропильными и подстропильными фермами.последние имеют длину 11,75 м и их устанавливают на колонны с зазорами в 25 см. В этом зазоре устанавливают надколонник, на который будет опираться стропильная ферма покрытия.
Покрытия из стального профилированного настила применяют в зданиях с металлическим и железобетонным каркасом для облегчения его массы, а также при монтаже покрытий крупными блоками. На монтаж могут поступать утепленные панели профилированного настила заводского изготовления.
Стальной профилированный настил - это панель из оцинкованного, а затем покрытого антикоррозионным слоем стального листа длиной 3...12 м, толщиной 0,8-1 мм с продольными гофрами высотой 60, 79 мм и более. Ширина листов настила 680...845 мм, длина кратна трем - 6, 9 и 12 м и назначается проектом в соответствии с расположением прогонов ферм (рис. 9.42).
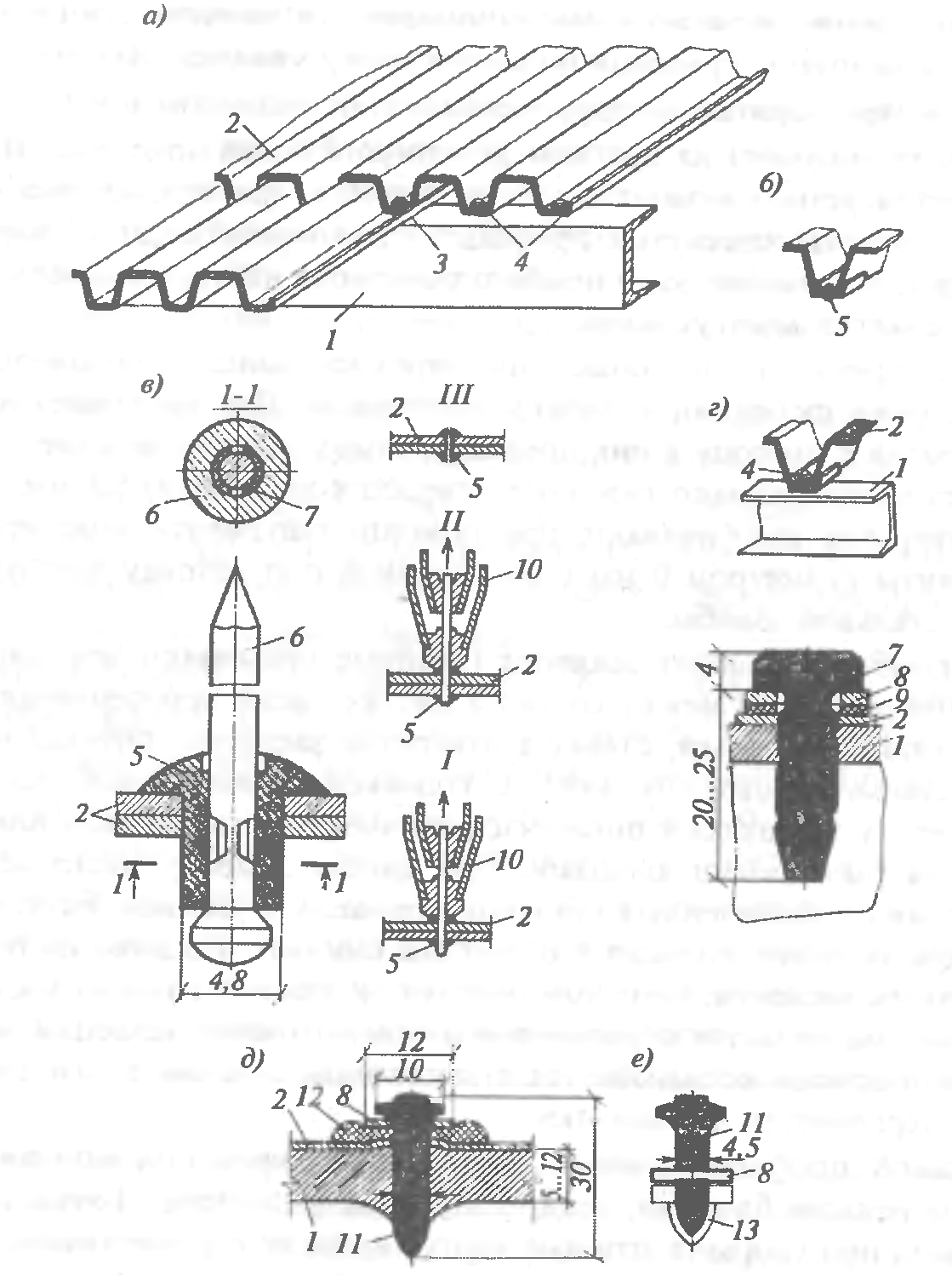
Рис. 9.42. Покрытие из стального профилированного настила:
б - схема покрытия; б - соединение листов настила комбинированной заклепкой; в - последовательность установки заклепки, г - крепление настила самонарезающим винтом; д - крепление настила дюбелем: е - дюбель; I - стальной прогон; 2 - настил; 3 - соединение настила с прогоном самонарезающим винтом в месте стыка; 4 - то же, в промежутках (пазах) настила; 5 - заклепка из алюминиевого сплава; 6 - стальной стержень; 7 - самонарезающий винт, 8 - стальная шайба; 9 уплотнительная шайба; 10 - инструмент для постановки заклепок; II - дюбель; 12 - полиэтиленовая прокладка, 13 - полиэтиленовый наконечник
Листы укрупняют в карты на горизонтальных стендах, оборудованных выверенными по размерам карт упорами, и соединяют между собой комбинированными заклепками или контактной точечной сваркой. После раскладки листов ручной электродрелью просверливают отверстия для заклепок в местах соединения листов в волне нахлестки. Отверстия сверлят в соответствии с проектом, обычно через 50...60 см. В просверленные отверстия устанавливают заклепки, соединяя, таким образом листы в единую карту нужного размера.
Покрытия из профилированного настила нецелесообразно монтировать поэлементным (полистовым) способом из-за большой трудоемкости - весь объем работ приходится выполнять на высоте. Чаще монтируют покрытия картами указанных выше размеров. Собранные карты монтируют по ходу монтажа конструкций покрытия (вслед за монтажем колонн и подкрановых балок). Стенд, на котором собираются карты покрытия, переставляют по необходимости краном на новые стоянки.
Карту стропят согласно схеме строповки и в зависимости от размера карты поднимают краном и подают к месту укладки. Настил в виде листов или предварительно укрупненных карт размером 6 х 6, 6 х 12, 12 х 12 м укладывают на прогоны кровли или блока покрытия. Прогоны покрытия устанавливают по узлам ферм, а при применении ферм из прямоугольных замкнутых профилей - непосредственно на верхние пояса ферм. Положение карт профилированного настила подгоняют по рискам разметки мест укладки.
Карты крепят к прогонам самонарезающимися оцинкованными винтами, реже дюбелями и электрозаклепками. Для крепления настилов покрытия к прогону в них предварительно при помощи электроинструмента просверливают сквозные отверстия диаметром 5,5 мм, затем в эти отверстия заворачивают при помощи гайковерта самонарезаю-щиеся винты диаметром 6 мм с постановкой под головку пластмассовой или стальной шайбы.
Для комбинированных заклепок (которые применяют для соединения листов покрытия между собой) в листах также просверливают отверстия диаметром 5 мм, ставят в отверстия заклепки, опуская их головкой стального стержня вниз, а головкой алюминиевой заклепки вверх. Клепку выполняют пневмогидравлическим пистолетом или специальными рычажными клещами. При клепке головку заклепки прижимают вниз и захваченный стальной стержень с усилием вытягивают вверх. При вытяжке стержня его головка сминает нижнюю цилиндрическую часть заклепки, при этом образуется нижняя головка заклепки. Как только завершается образование нижней головки заклепки, металлический стержень обламывается в зауженном сечении и его верхняя часть выдергивается из заклепки.
Стальной профилированный настил применяют при монтаже покрытий крупными блоками, собираемыми на конвейере. В этом случае по настилу, при сборке в готовые карты, наносят пароизоляцию, укладывают слой утеплителя, наклеивают гидроизоляционный ковер.
Очень редко используют сборный железобетон для устройства покрытия. В этом случае плиты покрытия укладывают симметрично по направлению от опорных узлов к коньку. При наличии фонаря первоначально плита монтируют по ферме, а затем по фонарю от конька к краям.
9.4.5. Сварные соединения металлических конструкций
Монтажные соединения стальных конструкций бывают сварные, на болтах и особо ответственные - на заклепках. "При необходимости, стальные конструкции соединяют с железобетонными, приваривая со единительные элементы к закладным деталям железобетонных конструкций или соединения выполняют на болтах.
Сварные соединения применяют при жестком соединении несущих конструкций и при необходимости иметь плотное, водогазонепроницаемое соединение элементов. К таким конструкциям относятся листовые конструкции кожухов доменных печей, пылеуловителей, резервуаров, газгольдеров. К жестким соединениям относятся стыки колонн между собой, колонн и подкрановых балок, колонн и стропильных ферм.
Сварные соединения монтажных элементов первоначально скрепляют между собой грубыми монтажными болтами, а поскольку полученной прочности недостаточно по расчету на прочность, элементы между собой сваривают. В зависимости от вида соединяемых конструкций элементы могут свариваться непосредственно или при помощи дополнительных стыковых накладок.
Стыки колонн. Колонны высотой 18 м и более перед транспортированием членят на отправочные элементы, исходя из габаритов транспортных средств. При монтаже эти части колонн соединяют вместе, сварка может выполняться непосредственно или при помощи стальных накладок, которые устанавливают на болтах и приваривают к соединяемым элементам. Стыки колонн одноэтажных промышленных зданий делают обычно в надкрановой части выше подкрановых балок. Фрезерованные торцы надкрановой и основной частей колонны стыкуют между собой и сваривают по плоскости стыка. Для большей жесткости обе части соединяют между собой стыковой листовой накладкой.
Соединение подкрановых балок с колоннами. Подкрановая балка опирается ребром вертикального листа непосредственно на опорную плиту колонны и соединяется с ней на болтах. Дополнительно подкрановую балку прикрепляют к надкрановой части колонны тормозными конструкциями, которые присоединяют к колоннам и балкам на болтах и дополнительно проваривают протяженным швом.
Соединение ферм с колоннами. При шарнирном опирании фермы на колонну верхний пояс фермы прикрепляют к колонне, соединяя фа-сонку болтами и монтажным сварным швом к пластинам, приваренным к колонне. В жестком соединении фермы с оголовком колонны в узле сопряжения дополнительно ставят стыковую накладку, которая соединяется с опорной плитой оголовка колонны и поясом фермы болтами и на сварке. Нижний пояс фермы фасонкой опирают на монтажный столик и прикрепляют к колонне болтами и сваркой.
Контроль качества сварных соединений. Сварные швы проверяют внешним осмотром, выявляя неровности по высоте и ширине, непровар, подрезы, трещины, крупные поры. По внешнему виду сварные швы должны иметь гладкую или мелкочешуйчатую поверхность, наплавленный металл должен быть плотным по всей длине шва. Допускаемые отклонения в размерах сечений сварных швов и дефекты сварки не должны превышать значений, указанных в соответствующих стандартах.
Для контроля механических свойств наплавленного металла и прочности сварных соединений сваривают пробные соединения, из которых вырезают образцы для испытаний. Испытания проводят на предел прочности, твердость, относительное удлинение и т. д. Для проверки качества сварки применяют просвечивание на пленку рентгеновским и у-излучением, нашли применение ультразвуковые дефектоскопы.
Дефекты в сварных швах устраняют следующими способами: перерывы швов и кратеры заваривают; швы с трещинами, непроварами и другими дефектами удаляют и заваривают вновь; подрезы основного металла зачищают и заваривают, обеспечивая плавный переход от наплавленного металла к основному.
9.4.6. Болтовые соединения металлических конструкций
Болтовые соединения стальных конструкций в зависимости от конструктивного решения соединения и воспринимаемых нагрузок выполняют на болтах грубой, нормальной и повышенной точности и на высокопрочных болтах. Болты грубой и нормальной точности не применяют в соединениях, работающих на срез.
Отверстия под такие соединения сверлят или продавливают. Диаметр отверстия больше диаметра болта на 2...3 мм, что значительно упрощает сборку соединений. Но при этом значительно возрастает де-формативность соединения, поэтому болты грубой и нормальной точности применяют для фиксации соединений непосредственного опира-ния одного элемента на другой, в узлах передачи усилий через опорный столик, в виде планок, а также во фланцевых соединениях.
Соединения на болтах повышенной точности применяют вместо заклепок в труднодоступных местах, где практически невозможно ставить заклепки. Диаметр отверстия в соединениях на таких болтах может быть больше диаметра болтов не более, чем на 0,3 мм. Минусовой допуск для отверстий не допускается. Болты в таких точных отверстиях сидят плотно и хорошо воспринимают сдвигающие силы.
Соединения на высокопрочных болтах сочетают в себе простоту установки, высокую несущую способность и малую деформативность. Они сдвигоустойчивы и могут заменять заклепки и болты повышенной прочности практически во всех случаях.
Сборка болтовых соединений на монтажной площадке включает следующие операции:
■ подготовка стыкуемых поверхностей;
■ совмещение отверстий под болты;
■ стяжка пакега соединяемых элементов стыка;
■ рассверловка отверстий до проектного диаметра и установка постоянных болтов.
Подготовка стыкуемых поверхностей заключается в очистке их от ржавчины, грязи, масла, пыли, выправлении неровностей. Спиливают или срубают заусеницы на кромках деталей и отверстий.
Совмещение отверстий всех соединяемых элементов достигают при помощи проходных оправок, диаметр которых немного меньше диаметра отверстия. Оправку забивают в отверстия, благодаря этому они совмещаются. Стяжка должна обеспечить необходимую плотность пакета соединяемых элементов. Пакет стягивают временными или постоянными сборочными болтами; после затяжки очередного болта дополнительно подтягивают предыдущий. Необходимую плотность собираемого пакета можно обеспечить при установке болтов в следующем порядке: первый болт ставится в центре, последующие - равномерно от середины к краям поля.
Установка постоянных болтов начинается после выверки конструкции. Болты ставят в той же последовательности, что и при стяжке пакета. Длины и диаметры болтов оговариваются проектом.
Гайки высокопрочных болтов затягивают тарировочным ключом, позволяющим контролировать и регулировать силу натяжения болтов. Для того чтобы болты выдерживали большие усилия затяжки, их изготовляют из специальных сталей и подвергают термической обработке. Болты позволяют иметь более плотное и монолитное соединение. Под действием сдвигающих сил между соединяемыми элементами возникают силы трения, препятствующие сдвигу этих элементов относительно друг друга.
Окончательно высокопрочные болты затягивают на проектное усилие после проверки геометрических размеров собранных конструкций. Заданное натяжение болтов обеспечивается одним из следующих способов регулирования усилий: по углу поворота гайки; по осевому натяжению болта; по моменту закручивания ключом индикаторного типа; по числу ударов гайковерта.


