Резец токарный расточной. Алфавитный каталог
Растачивают отверстия на токарных станках расточными резцами (рис. 118). В зависимости от вида растачиваемого отверстия различают: расточные резцы для сквозных отверстий (рис. 118, а) и расточные резцы для глухих отверстий (рис. 118, б). Эти резцы отличаются между собой главным углом в плане ф. При растачивании сквозных отверстий (рис. 118, а) главный угол в плане ф = 60°. Если растачивается глухое отверстие с уступом 90°, то главный угол в плане ф = 90° (рис. 118, б) и резец работает как упорно-проходной или ф = 95° (рис. 118, в) - резец работает с продольной подачей как упорно-проходной, а затем с поперечной подачей как подрезной.
Требуемая энергия получается от привода установки картриджа без контакта с литиевой батареей инструмента. Все значения регулировки для сигнала также могут быть получены с внешнего дисплея или управляющего компьютера и могут быть переданы там после того, как команда настройки будет завершена и подтверждена у держателя. Значение разрешения составляет 0, 1 мкм на диаметр отверстия, а диапазон непрерывной регулировки составляет 0, 6 мм с точностью более 95% во всем диапазоне.
Это решение не требует каких-либо регулировок шпинделя, подходит для всех расточных баров и всех конструкций контейнеров и применяется к стержню расточного штока. Многостворчатый стержень может быть оснащен до восьми картриджей. При настройке вводится диаметр просверленного отверстия, а используемое программное обеспечение не только предотвращает неправильную обработку, но также регулирует его до нужного размера и сообщает о его шагах. По возвращении он получит подтверждение заказа с цитатой и, в зависимости от размера и характера заказа, он будет доставлен курьерской службе в течение 7-14 дней.
Углы заточки расточных резцов
На рис. 118 показаны углы заточки расточных резцов, которые выбираются в основном такими же, как у резцов для наружного точения, за исключением заднего угла а, который для расточных резцов обычно имеет повышенное значение. Величина заднего угла зависит от диаметра растачиваемого отверстия: чем меньше диаметр отверстия, тем больше должен быть задний угол резца.
Материал инструмента представляет собой специальный алюминиевый сплав с прочностью 530-560 Н.мм -2. Основным элементом инструмента является универсальный опорный рычаг с тонким передним канавкой, на котором установлены ножевые узлы для операций черновой обработки, для усадки краев, дооснащения или для точного расточки. Инструменты достаточно защищены от агрессивных жидкостей, стружки и других механических воздействий. Точно регулируемые расточные станки, которые установлены на плечах во время отделочных операций, также изготовлены из алюминиевого сплава.
Рис. 118. Расточные резцы, оснащенные пластинками твердого сплава: а - проходной для обработки сквозных отверстий, б и в - упорно-проходной для обработки глухих отверстий
Сложность операции
Растачивание - операция более сложная, чем наружное обтачивание поверхностей, так как:
- при растачивании размер поперечного сечения резца должен быть значительно меньше диаметра отверстия, а вылет резца из резцовой головки несколько больше длины растачиваемого отверстия (рис. 119), поэтому при растачивании отверстия значительной длины возможен изгиб резца, а при высоких скоростях резания - сильные вибрации. Следовательно, такие резцы не дают возможности срезать стружку большого сечения;
- при растачивании менее удобно наблюдать за работой резца, так как резание происходит внутри отверстия.

Их поверхность защищена специальным слоем, образованным твердым анодным окислением. Ухудшающими факторами для механической обработки были тяжелые разрывы и переменная твердость материала из-за сварки в разрезе. Кроме того, отверстие было овальным, и глубина чипа колебалась значительно. Вес черновой стали составляет 40 кг. Скорость резания 250 м.мин -1, скорость подачи снижалась до 0, 12 мм. -1 из-за разбитого пересечения.
Нормальная скорость подачи для непрерывной резки до 0, 8 мм. -1. Оптимальная глубина чипа оказалась в диапазоне от 2 до 2, 5 мм. Отверстия были обработаны сверлильным стержнем с точной микрометрической установкой. Основной корпус инструмента такой же, как и для чернового стержня, а не для черновой обработки, устанавливается точно регулируемый расточный узел и, с другой стороны, противовес. Общий вес палки падает до 32, 2 кг. При скорости резания 280 м.мин -1 и скорости подачи 0, 1 мм. -1, то при 80% -ном прерывистом разрезе достигалась размерная точность 0, 03 мм длиной 665 мм.
Рис. 119. Растачивание отверстия резцом
Для растачивания отверстий диаметром до 70 мм токарь-новатор В. К. Семинский предложил специальный расточный резец, оснащенный пластинкой из твердого сплава (рис. 120). Стержень резца имеет квадратное сечение по всей длине, рабочая часть резца повернута путем скручивания при изготовлении на угол 45° относительно опорной части. Такой резец отличается повышенной жесткостью по сравнению с обычным расточным резцом и допускает увеличение сечения стружки в 4-5 раз. При работе таким резцом с повышенной скоростью резания не наблюдается вибраций даже при значительном вылете державки.
Помимо производительного производства, мы имеем дело с такими проектными проектами в соответствии с требованиями наших клиентов, которые мы тогда полностью производим и поставляем. Мы не заинтересованы в каком-либо интересном сотрудничестве по различным видам проектов.
Опалубочные инструменты для создания точных полостей в предварительно загруженном или предварительно просверленном отверстии. Необходимая форма полости формируется подходящим расположением сменных пластин лопастей в катушке с точным изготовлением корпуса прибора.
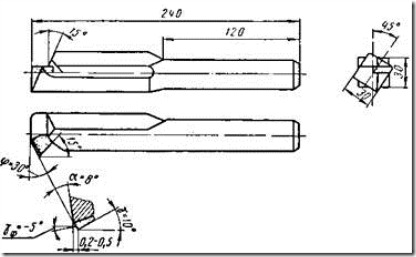
Рис. 120. Расточный резец, оснащенный пластинкой твердого сплава, конструкции В. К. Семинского
Чтобы повысить виброустойчивость резца, токарь-новатор В. Лакур предложил новую конструкцию расточного резца с пластинкой из твердого сплава (рис. 121). Особенностью этих резцов является то, что их главная режущая кромка расположена на уровне нейтральной оси стержня. Такое расположение режущей
Регулируемая катушка для внешнего кружения

![]()

Головка применяется к автоматическим линиям производства. 

Инструмент для перемотки вперед и назад
Инструмент перемещается эксцентрично в отверстие, он далее расположен в центре отверстия, а передний край обращен вниз, поворачивая точное направление с требуемым выбором.
Рис. 121. Расточный резец конструкции В. Лакура
кромки обеспечивает резцам значительное повышение виброустойчивости и, как следствие, дает возможность работать на больших скоростях резания и достигать улучшения чистоты обработанной поверхности.





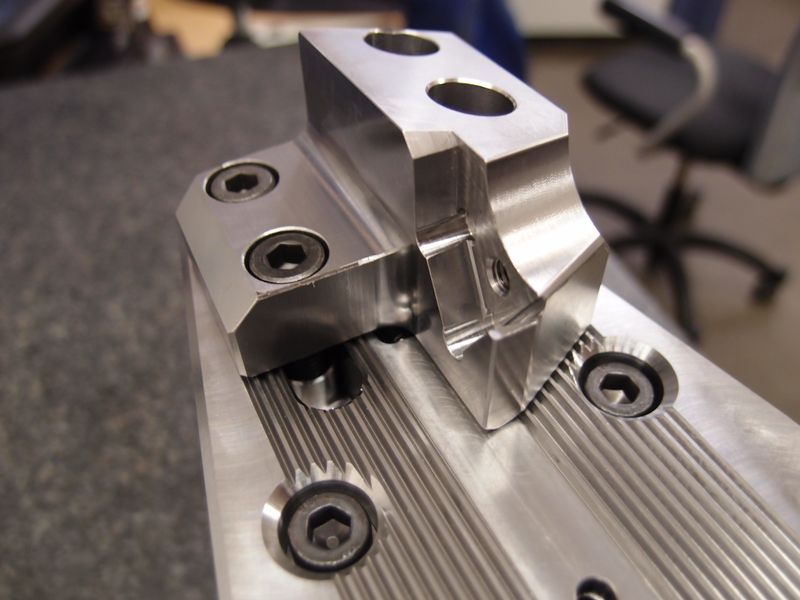
Инструменты, разработанные и изготовленные для черновой обработки и отделки внутренней формы. Инструмент, разработанный и сделанный для наклона Т-образного держателя в одном направлении в соответствии с размерами чертежа. Инструмент для качественного шероховатости наружного диаметра в центре трения.
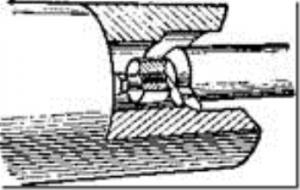
Рис. 122. Оправка с резцом для растачивания сквозного отверстия
Установка резца
Отверстия большой длины растачивают резцами, закрепленными в специальных массивных оправках, размеры которых зависят от диаметра отверстия и его длины. Замена цельного расточного резца небольшим резцом, вставленным в расточную оправку, дает значительную экономию дорогостоящего инструментального материала. Способ крепления резца в оправке зависит от ее назначения. На рис. 122 показана оправка для растачивания сквозного отверстия; здесь резец расположен на значительном расстоянии от конца оправки. Для растачивания глухих отверстий резец крепится таким образом, что несколько выступает за передний торец оправки.
Аппарат для углубленных углублений с целью экономии перегрузки или для вырезания отверстия в головке винта в недоступном положении изделия. Отделочная головка с высокопрочным алюминием с жесткой анодированной поверхностью и кассетами сменной стали для отделочных работ.
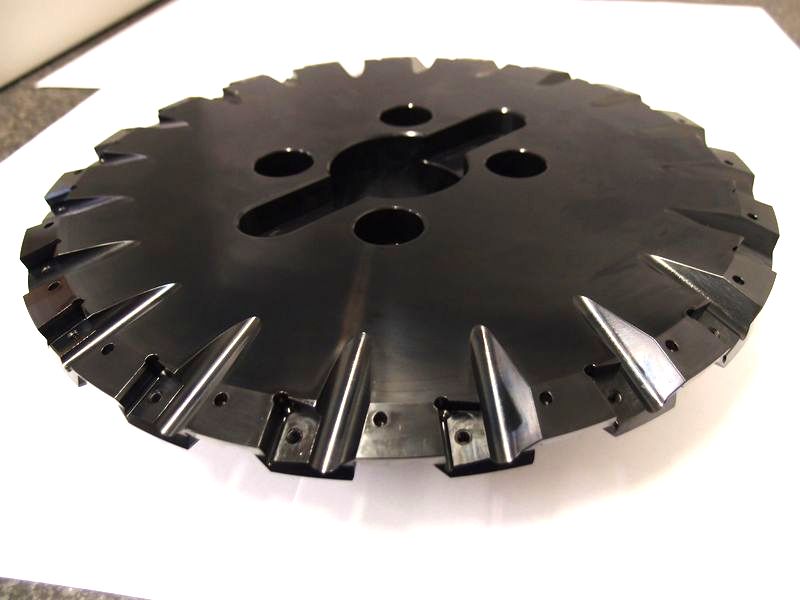
С нижней части зубы инструмента снимаются так, что винтовка может быть полностью перекрыта иглой и стороной инструмента при демонтаже общих поверхностей. Технические характеристики для эффективной езды по Т-образным строкам шириной 60 мм и высотой 27 мм. Для тангенциальных тангенциальных лопастей Ингерсолла.
Перед растачиванием отверстия необходимо установить резец на требуемый диаметр по лимбу винта поперечной подачи, а затем расточить отверстие ручной подачей на длину 2-3 мм. Измерив диаметр штангенциркулем или другим измерительным прибором и убедившись в правильности размера, растачивают отверстие на остальную длину. Особенно важно правильно установить резец на требуемый диаметр при чистовом растачивании.
Специальные шнуры с большой скошенной кромкой и доступны для углубления 13 мм. Специальный инструмент для обрезки кольца. Этот инструмент привел к резкому сокращению времени на пользователей более 60%, а также к очень быстрому возврату инвестиций. Полковник Кастр - Искар оказался очень успешным.
Сверлильный станок - идеальная машина для изготовления различных отверстий
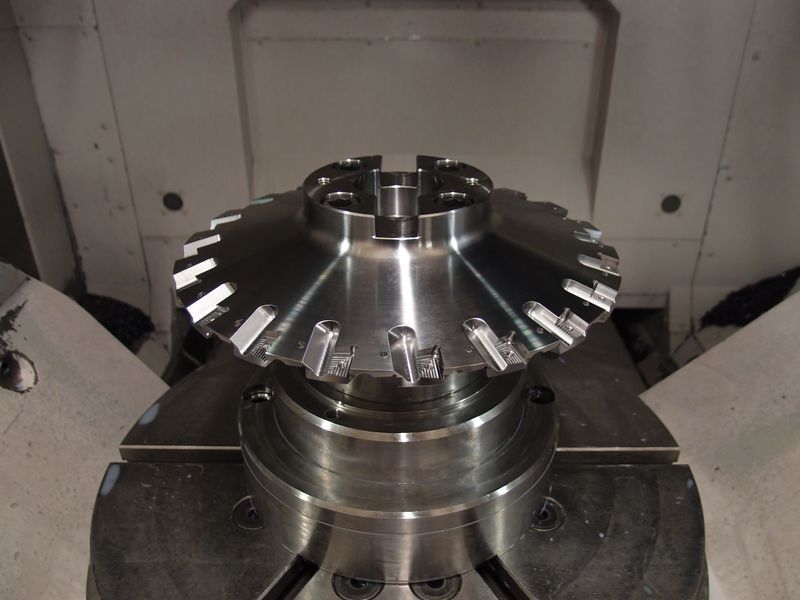
Фотография берется в тот момент, когда инструмент установлен, в противном случае инструмент привязывается к большему горизонтальному центру. Фрезерная головка была спроектирована и сконструирована таким образом, что ее корпус не мог турбинно обрабатывать заготовку лопатки в форме сложных лезвий.
Типы расточных станков и способы их работы
Различные применения расточных станков в промышленности. Дариус Памачникас: «Я сделаю это».Положение режущей кромки резца зависит от вида растачивания. При черновом растачивании режущую кромку рекомендуется устанавливать на высоте центров или немного ниже. При чистовом растачивании режущую кромку нужно располагать выше линии центров примерно на 1/100 диаметра отверстия, учитывая, что вследствие силы, возникающей от сопротивления срезаемой стружки, резец может быть отжат вниз.
Какие сверла необходимы для бетона. Бетон - очень прочный материал, поэтому для сверления требуется твердая, а не «древесина». Бетонные буровые долота изготавливаются из специальных закаленных сопел. Этот материал представляет собой твердый сплав вольфрама, углерода и кобальта.
Простым сверлом не удается сверлить отверстие в бетонной стене. Легче просверлить акриловый бетон, газовый силикат или очень мягкий бетон. Для работы требуется пробойник. В то же время для такой работы и инструмента требуется рабочая дрель. Сверло сверла с цилиндрическим или многомодовым буровым долотом.
- 6196 просмотров
Применяют для обработки (расстачивания) отверстий, работают в тяжелых условиях (особая кинематика процесса резания, трудноудаляемость стружки, ограниченность пространства для размещения на резце дополнительных элементов для стружкодробления или механического крепления пластин, трудность подвода СОЖ, малая жесткость).
Мы рассмотрим только тип сверла для штамповки. Черви - делать глубокие отверстия, спираль - сверлить большие отверстия, полые, трубчатые, коронки для отверстий большого диаметра. Конструкция такого сверла представляет собой круглую головную форму на оси.
Такие сверла в стенах являются просверленными отверстиями для розеток, переключателей, труб. Алмазные. В их заготовке прикреплен слой алмазной пыли без вмятины. Эти коронки предназначены для бурения чрезвычайно прочных материалов. У победоносных коронок есть миндалины из победите.
Бетонная сверло разного диаметра имеет стандартную длину. Ударная спиральная дрель для небольших отверстий. Наконечник из победите с поднятыми краями, часто окрашенными в красный цвет. Конец захвата цилиндрический. С этим сверлом просверливаются небольшие отверстия слепых для пойменных равнин. Может быть просверлен в мягком бетоне с помощью простого сверла. Диаметр сверла не является диаметром, а калибром является расстояние между краями сопла.
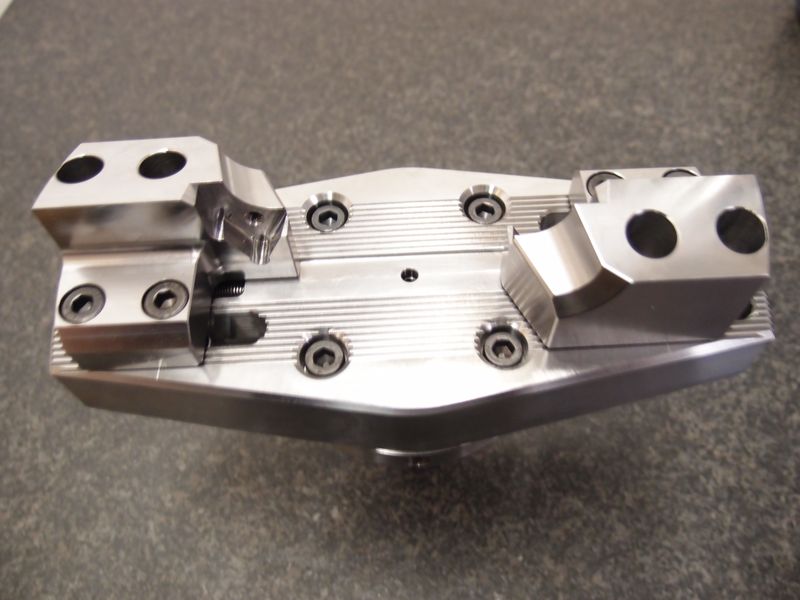
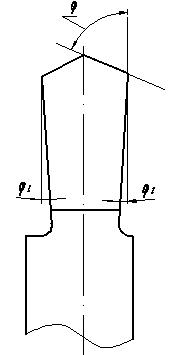
Особенности конструкции и установки расточных резцов.
1. Значительный вылет резца 1 – l из резцедержки 2 (l≈(6…8)d отв).
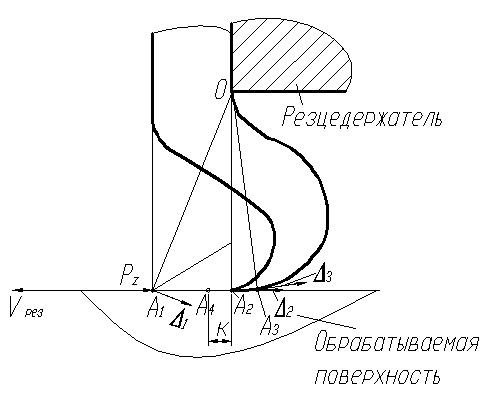
Вершина резца должна быть расположена так, чтобы под действием среднего значения тангенсальной составляющей силы резания вершина резца при резании находилась бы в точке 2 – в этом случае вектор деформации вершины резца совпадает с касательной к окружности диаметром d отв в точке 2. Если при резании вершина резца будет находится выше (смещена на величину ∆) или ниже точки 2 (в точках 1 или 3) то вектор деформации не совпадает с касательной, что приведет к неточности обработки отверстия и возникновению вибраций.
Рекомендуется покупать сверла в магазине, а не на рынке, где может быть много продуктов низкого качества. Перфоратор сверла для больших отверстий. Его поверхность - из вольфрамовой или циркониевой пыли и отвердителя. Чем больше диаметр, тем ниже скорость. Из-за небольшой скорости бетона сверление с такими сверлами бесшумно и не вызывает большого количества пыли.
Пыль из просверленного отверстия выходит за пределы облака, но течет через узкий поток. Короны с победытом или твердой древесиной. Центрирующая дрель установлена в центре коронки. Просверлите отверстия для штепсельных розеток и переключателей и непрофессиональны. Предпочтительный режим бурения не тупой, а поворотный. Может сверлить до нескольких сотен отверстий. Бритву не нужно бурить и нажимать. Дрель пробивает арматуру из железобетона - ножницы.
Кроме того наличие ∆ увеличивает задний угол. Форма задней поверхности расточного резца выполняется такой, чтобы не было пересечения с поверхностью обрабатываемого отверстия.
2. Корпус резца выполняют либо полностью круглым по всей длине резца, либо круглым у его рабочей части и прямоугольным или квадратным на крепежном конце. Обычно диаметр корпуса резца равен 0,5…0,8 от d отв.
Алмазные коронки и трубчатые полые сверла предназначены для профессионалов. Эти элементы сверла дороги, в руках новичка в руках сильного давления, изгибания, скольжения могут сломаться. Но производительность таких сверл намного выше. Тип сверла должен соответствовать типу захвата вашего инструмента. Самыми популярными являются сверла с цилиндрическими хвостами, они подходят для всех перфораторов.
Шестигранные хвосты подходят для некоторых ¼-дюймовых поршневых сверл. Диаметр сверла должен выбираться ответственно. Во время бурения бетона сверло ломается в стенки просверленного отверстия, вибрирует. В результате отверстие становится слегка, на 1 мм шире, чем запланированное. Диаметр сверла должен быть выбран на миллиметр меньше диаметра проекции.
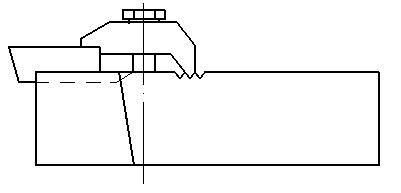
Строгальные и долбежные резцы
На строгальных станках в начальный момент резания резцы испытывают ударные нагрузки, а при дальнейшем резании возможны вибрации, что связано с консольным креплением резца и изменением глубины резания. В связи с консольным закреплением строгальных резцов вершина резца в процессе резания (в результате отжима) будет перемещаться по дуге окружности.
При этом чем дальше вершина лезвия отстоит от опорной плоскости резца, тем больше радиус этой окружности. Дополнительное перемещение вершины приведет к ее углублению в тело заготовки, а это в свою очередь к изменению глубины резания и поломке резца. Во избежание этого необходимо, чтобы вершина лезвия резца располагалась на уровне его опорной плоскости, для чего резцы делают с изогнутым корпусом. У строгальных резцов следует увеличить угол наклона главной режущей кромки до 20 градусов с целью предохранения вершины лезвия от ударной нагрузки.
По роду выполняемой работы строгальные резцы делят на проходные, отрезные, подрезные. Для чистовой обработки плоскостей применяют чистовые резцы. Долбежные резцы применяют при обработке внутренних поверхностей на долбежных станках в единичном и мелкосерийном производстве.
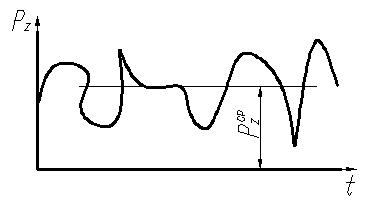
Для положения вершины резца в точке А 1 вектор деформации под действием силы Р z - ∆ 1 будет направлен в «тело» обрабатываемой поверхности, что приведет к изменению глубины резания и возникновению вибраций – к снижению качества обработки и стойкости РИ. Для исключения этого недостатка вектор деформации в точке А должен быть параллельным обрабатываемой поверхности, что будет иметь место в точке А 2 .В этом случае державка резца должна быть выполнена изогнутой. Однако под действием средней составляющей силы Р z (рис.44) вершина резца переместиться в точку А 3 и вектор деформации будет направлен вверх, что также приведет к изменению толщины резания и вибрации. Для исключения этого недостатка вершина резца в исходном состоянии без нагрузки должна быть расположена в точке А 4 на некотором расстоянии к от точки А 2 , где к- величина перемещения вершины резца под действием средней составляющей силы Р z , которая зависит от различных факторов и в среднем составляет 1-1,5 мм.
Отрезные канавочные резцы
Работают в тяжелых условиях (стесненное резание, все режущие кромки участвуют в резании, затруднен отвод стружки из зоны резания).
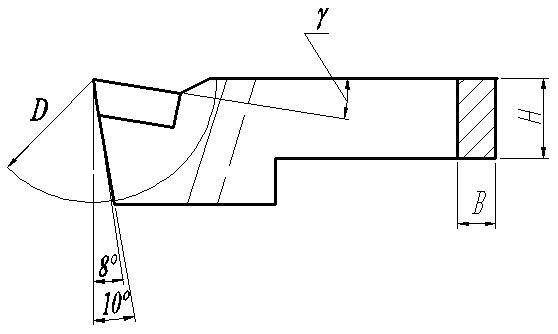
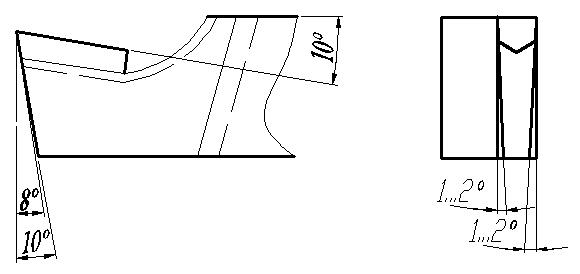
Особенности конструкции отрезных резцов.
1. Длина рабочей части резца должна бать больше радиуса отрезаемой заготовки.
2. В следствии небольшой ширины главных режущих кромок ее прочность недостаточна; для повышения прочности главной режущей кромки приходится назначать небольшие вспомогательные углы в плане φ 1 ≈ (1 - 2º) и задние вспомогательные углы α 1 ≈ (1 - 2º), что снижает стойкость резцов.
Отрезные резцы могут быть следующих исполнений:
1. с оттянутой головкой из быстрорежущей стали или с припаянной пластиной из твердого сплава, с главным углом в плане φ = 90º или
φ = (75…80º) для исключения отламывания отрезаемой части в конце отрезка;
![]()
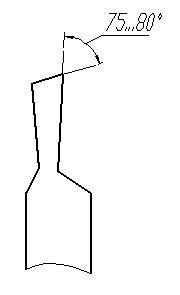
Рис. 45 Рис. 46
2. с увеличенной высотой рабочей части резца для увеличения его прочности;
3. с твердосплавной припаянной пластиной с V- образной опорой для более надежного крепления пластины на державке резца;
4. с фасками на переходных режущих кромках с отрицательным передним углом для исключения возможных сколов по уголкам режущих кромок;
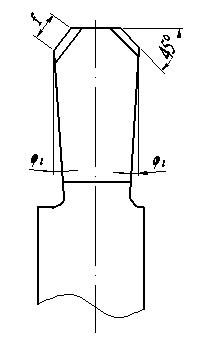
5. с симметричной ломанной главной режущей кромкой, с главным углом в плане φ = (60…80º) для облегчения врезания в заготовку, отрезки без отлома и улучшения условия дробления стружки;
6. с механическим креплением пластины с V- образной опорой;
7. с креплением клиновой пластины с двухсторонней V- образной канавкой австралийской фирмы.
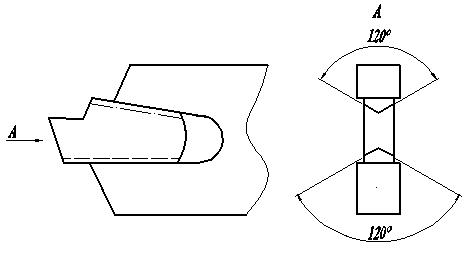 Рис. 52
Рис. 52


