Μέθοδοι για τη λήψη κωνικών επιφανειών. Μεγάλη εγκυκλοπαίδεια πετρελαίου και φυσικού αερίου
1. Φαρδύς κόφτης
Κατά την κατεργασία αξόνων, συχνά υπάρχουν μεταβάσεις μεταξύ επεξεργασμένων επιφανειών που έχουν κωνικό σχήμα και οι λοξοτομές συνήθως αφαιρούνται στα άκρα. Εάν το μήκος του κώνου δεν υπερβαίνει τα 25 mm, τότε μπορεί να υποβληθεί σε επεξεργασία με φαρδύ κόφτη (Εικ. 2).
Η γωνία κλίσης της ακμής κοπής του κόφτη στην κάτοψη πρέπει να αντιστοιχεί στη γωνία της κωνικότητας στο τεμάχιο εργασίας. Ο κόφτης τροφοδοτείται στην εγκάρσια ή διαμήκη κατεύθυνση.
Θα πρέπει να ληφθεί υπόψη ότι κατά την επεξεργασία ενός κώνου με κόφτη με κοπτική άκρη μεγαλύτερη από 10-15 mm, μπορούν να εμφανιστούν κραδασμοί, το επίπεδο των οποίων είναι όσο υψηλότερο, όσο μεγαλύτερο είναι το μήκος του τεμαχίου εργασίας, τόσο μικρότερη είναι η διάμετρός του. και όσο μικρότερη είναι η γωνία κλίσης του κώνου. Ως αποτέλεσμα των κραδασμών, εμφανίζονται ίχνη στην επεξεργασμένη επιφάνεια και η ποιότητά της υποβαθμίζεται. Αυτό οφείλεται στην περιορισμένη ακαμψία του συστήματος: εργαλειομηχανή - εξάρτημα - εργαλείο - εξάρτημα (AIDS). Κατά τη μηχανική κατεργασία άκαμπτων εξαρτημάτων με φαρδύ κόφτη, μπορεί να απουσιάζουν κραδασμοί, αλλά ταυτόχρονα, ο κόφτης μπορεί να μετατοπιστεί υπό την επίδραση της ακτινικής συνιστώσας της δύναμης κοπής, γεγονός που οδηγεί σε παραβίαση της ρύθμισης του κόφτη στην απαιτούμενη κλίση γωνία.
Πλεονεκτήματα της μεθόδου:
1. Εύκολο στη ρύθμιση.
2. Ανεξαρτησία γωνίας κλίσης έναστις διαστάσεις του τεμαχίου εργασίας.
3. Δυνατότητα επεξεργασίας τόσο εξωτερικών όσο και εσωτερικών κωνικών επιφανειών.
Μειονεκτήματα της μεθόδου:
1. Χειροκίνητη τροφοδοσία.
2. Περιορισμός του μήκους της γεννήτριας του κώνου από το μήκος της κοπτικής ακμής του κοπτήρα (10–12 mm). Με την αύξηση του μήκους της κοπτικής ακμής του κόφτη, συμβαίνουν δονήσεις, που οδηγούν στο σχηματισμό κυματισμού της επιφάνειας.
2. Περιστρέφοντας την επάνω ολίσθηση της δαγκάνας
 Οι κωνικές επιφάνειες με μεγάλες κλίσεις μπορούν να υποστούν επεξεργασία περιστρέφοντας την επάνω ολίσθηση της δαγκάνας με τον στύλο του εργαλείου υπό γωνία ένα, ίση με τη γωνία κλίσης του επεξεργασμένου κώνου
Οι κωνικές επιφάνειες με μεγάλες κλίσεις μπορούν να υποστούν επεξεργασία περιστρέφοντας την επάνω ολίσθηση της δαγκάνας με τον στύλο του εργαλείου υπό γωνία ένα, ίση με τη γωνία κλίσης του επεξεργασμένου κώνου
(Εικ. 3).
Η περιστροφική πλάκα δαγκάνας, μαζί με την επάνω ολίσθηση, μπορούν να περιστραφούν σε σχέση με τη διαγώνια ολίσθηση, γι 'αυτό, απελευθερώνεται το παξιμάδι των βιδών στερέωσης της πλάκας. Ο έλεγχος της γωνίας περιστροφής με ακρίβεια ενός βαθμού πραγματοποιείται σύμφωνα με τις διαιρέσεις της περιστροφικής πλάκας. Η θέση της δαγκάνας στερεώνεται με παξιμάδια σύσφιξης. Το δόσιμο γίνεται χειροκίνητα από τη λαβή κίνησης του επάνω έλκηθρου.
Με αυτόν τον τρόπο επεξεργάζονται κωνικές επιφάνειες, το μήκος των οποίων είναι ανάλογο με το μήκος διαδρομής της άνω διαφάνειας (έως 200 mm).
Πλεονεκτήματα της μεθόδου:
1. Εύκολο στη ρύθμιση.
2. Ανεξαρτησία γωνίας κλίσης έναστις διαστάσεις του τεμαχίου εργασίας.
3. Επεξεργασία κώνου με οποιαδήποτε γωνία κλίσης.
4. Δυνατότητα επεξεργασίας τόσο εξωτερικών όσο και εσωτερικών κωνικών επιφανειών.
Μειονεκτήματα της μεθόδου:
1. Περιορισμός του μήκους της γεννήτριας του κώνου.
2. Χειροκίνητη τροφοδοσία.
Σημείωση: Ορισμένοι τόρνοι (16K20, 16A30) διαθέτουν μηχανισμό μετάδοσης περιστροφής στη βίδα της άνω ολίσθησης δαγκάνας. Σε ένα τέτοιο μηχάνημα, ανεξάρτητα από τη γωνία περιστροφής, είναι δυνατό να επιτευχθεί αυτόματη τροφοδοσία της άνω πλάκας.
3. Μετατόπιση του σώματος της ουράς του μηχανήματος
Κωνικές επιφάνειες μεγάλου μήκους με
ένα= 8-10° μπορούν να υποβληθούν σε κατεργασία όταν η ουρά είναι μετατοπισμένη, η τιμή της οποίας προσδιορίζεται ως εξής (Εικ. 4):
H= μεγάλο×αμαρτία ένα ,
όπου H - το μέγεθος της μετατόπισης της ουράς.
μεγάλο- την απόσταση μεταξύ των επιφανειών στήριξης των κεντρικών οπών.
Είναι γνωστό από την τριγωνομετρία ότι για μικρές γωνίες το ημίτονο είναι πρακτικά ίσο με την εφαπτομένη της γωνίας. Για παράδειγμα, για γωνία 7º, το ημίτονο είναι 0,120 και η εφαπτομένη είναι 0,123. Η μέθοδος μετατόπισης ουράς επεξεργάζεται τα κατεργαζόμενα τεμάχια με μικρή γωνία κλίσης, επομένως μπορούμε να υποθέσουμε ότι η αμαρτία ένα=tg ένα. Επειτα
H= μεγάλο×tg ένα = μεγάλο×( ρε –ρε)/2μεγάλο .
Το τεμάχιο εργασίας τοποθετείται στα κέντρα. Το σώμα της ουράς με τη βοήθεια μιας βίδας μετατοπίζεται στην εγκάρσια κατεύθυνση έτσι ώστε το τεμάχιο εργασίας να γίνει "λοξό". Όταν η τροφοδοσία του φορείου δαγκάνας είναι ενεργοποιημένη, ο κόφτης, κινούμενος παράλληλα με τον άξονα του άξονα, θα τρίψει την κωνική επιφάνεια.
Το μέγεθος της μετατόπισης της ουράς καθορίζεται από την κλίμακα που είναι τυπωμένη στο άκρο πλάκα βάσηςαπό την πλευρά του σφονδύλου και ο κίνδυνος στο άκρο του περιβλήματος της ουράς. Η τιμή διαίρεσης στην κλίμακα είναι συνήθως 1 mm. Ελλείψει κλίμακας στην πλάκα βάσης, η μετατόπιση της ουράς ουράς διαβάζεται από τον χάρακα που είναι προσαρτημένος στην πλάκα βάσης. Η θέση της ουράς για κωνική κατεργασία μπορεί να προσδιοριστεί από το τελειωμένο τμήμα. Το έτοιμο μέρος (ή δείγμα) εγκαθίσταται στα κέντρα του μηχανήματος και ουράμετατόπιση έως ότου η γεννήτρια της κωνικής επιφάνειας είναι παράλληλη προς την κατεύθυνση της διαμήκους κίνησης του παχύμετρου.
Για να εξασφαλιστεί η ίδια κωνικότητα μιας παρτίδας εξαρτημάτων που επεξεργάζονται με αυτόν τον τρόπο, είναι απαραίτητο οι διαστάσεις των τεμαχίων εργασίας και οι κεντρικές τους οπές να έχουν μικρές αποκλίσεις. Δεδομένου ότι η μετατόπιση των κέντρων της μηχανής προκαλεί φθορά των κεντρικών οπών των τεμαχίων εργασίας, συνιστάται να κατεργάζεστε πρώτα τις κωνικές επιφάνειες, στη συνέχεια να διορθώνετε τις κεντρικές οπές και στη συνέχεια να κάνετε την τελική φινίρισμα. Για να μειώσετε τη διάσπαση των κεντρικών οπών, συνιστάται να χρησιμοποιείτε κέντρα σφαιρών. Η περιστροφή του τεμαχίου προς κατεργασία μεταδίδεται από ένα τσοκ κίνησης και σφιγκτήρες.
Πλεονεκτήματα της μεθόδου:
1. Δυνατότητα αυτόματης τροφοδοσίας.
2. Λήψη τεμαχίων ανάλογου μήκους με τις διαστάσεις του μηχανήματος.
Μειονεκτήματα της μεθόδου:
1. Η αδυναμία επεξεργασίας εσωτερικών κωνικών επιφανειών.
2. Η αδυναμία επεξεργασίας κώνων με μεγάλη γωνία ( ένα³10º). Επιτρέπεται η μετατόπιση της ουράς κατά ±15mm.
3. Η αδυναμία χρήσης κεντρικών οπών ως επιφάνειες βάσης.
4. Εξάρτηση γωνίας έναστις διαστάσεις του τεμαχίου εργασίας.
4. Χρήση αντιγράφου (κωνικού) χάρακα
Η επεξεργασία κωνικών επιφανειών με χρήση φωτοαντιγραφικών μηχανημάτων είναι συνηθισμένη (Εικ. 5).
Μια πλάκα 1 είναι προσαρτημένη στο πλαίσιο της μηχανής, με έναν χάρακα αντιγραφής 2, κατά μήκος της οποίας κινείται ο ολισθητήρας 4, συνδεδεμένος με τον εγκάρσιο φορέα του άνω στηρίγματος 5 της μηχανής με μια ράβδο 6. Για ελεύθερη κίνηση του στηρίγματος στην εγκάρσια κατεύθυνση, είναι απαραίτητο να αποσυνδέσετε την εγκάρσια βίδα τροφοδοσίας. Κατά τη μετακίνηση του διαμήκους στηρίγματος 8 κατά μήκος των οδηγών του πλαισίου 7, ο κόφτης δέχεται δύο κινήσεις: διαμήκη από το στήριγμα και εγκάρσια από τον χάρακα αντιγραφής 2. Το μέγεθος της εγκάρσιας κίνησης εξαρτάται από τη γωνία περιστροφής του χάρακα αντιγραφής 2. Η γωνία περιστροφής του χάρακα καθορίζεται από τις διαιρέσεις στην πλάκα 1, ο χάρακας στερεώνεται με μπουλόνια 3. Ο κόφτης τροφοδοτείται στο βάθος κοπής από τη λαβή για τη μετακίνηση της άνω ολίσθησης της δαγκάνας.
Η μέθοδος παρέχει υψηλής απόδοσης και ακριβή επεξεργασία εξωτερικών και εσωτερικών κώνων με γωνία κλίσης έως 20º.
Πλεονεκτήματα της μεθόδου:
1. Μηχανική τροφοδοσία.
2. Ανεξαρτησία της κωνικής γωνίας έναστις διαστάσεις του τεμαχίου εργασίας.
3. Δυνατότητα επεξεργασίας τόσο εξωτερικών όσο και εσωτερικών επιφανειών.
Μειονεκτήματα της μεθόδου:
1. Περιορισμός του μήκους της γεννήτριας του κώνου κατά το μήκος του χάρακα του κώνου (σε μηχανές μέσης ισχύος - έως 500 mm).
2. Περιορισμός της γωνίας κλίσης από την κλίμακα του χάρακα αντιγραφής.
Για την επεξεργασία κώνων με μεγάλες γωνίες κλίσης συνδυάζονται η μετατόπιση ουράς και η προσαρμογή κατά μήκος του χάρακα κώνου. Για να γίνει αυτό, ο χάρακας περιστρέφεται στη μέγιστη επιτρεπόμενη γωνία περιστροφής. ένα´, και η μετατόπιση της ουράς υπολογίζεται όπως όταν περιστρέφεται ένας κώνος, στον οποίο η γωνία κλίσης είναι ίση με τη διαφορά μεταξύ της δεδομένης γωνίας ένακαι τη γωνία περιστροφής του χάρακα ένα'', δηλ.
H= μεγάλο×tg ( ένα – ένα´) .
Το γύρισμα των κωνικών επιφανειών μπορεί να πραγματοποιηθεί με διάφορους τρόπους, ανάλογα με το μέγεθος της κωνικότητας, τη διαμόρφωση και τις διαστάσεις του τεμαχίου εργασίας:
Περιστρέφοντας την επάνω ολίσθηση της δαγκάνας(Εικ. 200, ένα).Το έλκηθρο / πάνω δαγκάνα περιστρέφεται γύρω από τον κατακόρυφο άξονα της δαγκάνας με μια κωνική γωνία ένα.
Η στροφή της κωνικής επιφάνειας πραγματοποιείται χειροκίνητα μετακινώντας τον κόφτη κατά μήκος της γεννήτριας του κώνου περιστρέφοντας τον χειροτροχό 2. Με αυτόν τον τρόπο, τόσο οι εξωτερικές όσο και οι εσωτερικές επιφάνειες επεξεργάζονται με οποιαδήποτε κωνική γωνία a με μήκος επεξεργασίας μικρότερο από τη διαδρομή της άνω ολίσθησης του παχύμετρου.
Κέλυφος ουράς όφσετ(Εικ. 200, β). Το σώμα της ουράς μετατοπίζεται στην εγκάρσια κατεύθυνση σε σχέση με την ολίσθηση κατά πόντους, με αποτέλεσμα ο άξονας του τεμαχίου εργασίας που είναι εγκατεστημένος στα κέντρα να σχηματίζεται με τη γραμμή των κέντρων και επομένως με την κατεύθυνση της διαμήκους τροφοδοσίας της δαγκάνας, η κωνική γωνία της επεξεργασμένης επιφάνειας α. Η γεννήτρια της κωνικής επιφάνειας με αυτήν την εγκατάσταση είναι παράλληλη με τη διαμήκη τροφοδοσία του κοπτήρα.
Με το μήκος της κωνικής επιφάνειας / και το μήκος του τεμαχίου εργασίας μεγάλο η ποσότητα της απαραίτητης μετατόπισης του σώματος της ουράς καθορίζεται από τον τύπο
η = μεγάλο αμαρτία α.
Ρύζι. 200. Σχέδια επεξεργασίας κωνικών επιφανειών
Για μικρές αξίες ένα: αμαρτία ένα≈tga, επομένως,
η = μεγάλο tga = μεγάλο (ρε - ρε) /2 μεγάλο
Στο l=L

Αυτή η μέθοδος χρησιμοποιείται για την περιστροφή ρηχών κωνικών επιφανειών (γωνία a όχι μεγαλύτερη από 8 °).
Το μειονέκτημα αυτής της μεθόδου είναι ότι λόγω της λανθασμένης θέσης των κεντρικών οπών του τεμαχίου εργασίας στα κέντρα της μηχανής, οι κεντρικές οπές του τεμαχίου εργασίας και τα ίδια τα κέντρα φθείρονται γρήγορα.
Για την κατασκευή ακριβών κωνικών επιφανειών, αυτή η μέθοδος είναι ακατάλληλη.
Χρήση κωνικού χάρακα ή αντιγραφής(Εικ. 200, σε).Ο χάρακας κώνου / στερεώνεται από το πίσω μέρος του μηχανήματος στα στηρίγματα 2. Ο χάρακας τοποθετείται σε δεδομένη γωνία α. Ο ολισθητήρας 3 κάθεται ελεύθερα στον χάρακα, συνδεδεμένος με την εγκάρσια ολίσθηση της δαγκάνας. Η εγκάρσια ολίσθηση της δαγκάνας αποσυνδέεται εκ των προτέρων από τον κάτω φορέα της δαγκάνας ξεβιδώνοντας τον εγκάρσιο κοχλία.
Με τη διαμήκη κίνηση της δαγκάνας, ο κόφτης λαμβάνει την προκύπτουσα κίνηση: μαζί με τη διαμήκη εγκάρσια κίνηση λόγω της κίνησης της ολίσθησης 3 κατά μήκος της γραμμής /. Η προκύπτουσα κίνηση κατευθύνεται κατά μήκος της γεννήτριας της κωνικής επιφάνειας.
Αυτή η μέθοδος χρησιμοποιείται για στροφή κωνικών επιφανειών υπό γωνία έως και 12°.
Με τη βοήθεια φαρδιών κοπτικών.Οι λεπίδες κοπής του κοπτήρα τοποθετούνται σε γωνία κωνικότητας α της επεξεργασμένης επιφάνειας ως προς τη γραμμή των κέντρων της μηχανής παράλληλες προς τη γεννήτρια της κωνικής επιφάνειας.
Το γύρισμα μπορεί να πραγματοποιηθεί τόσο διαμήκη όσο και εγκάρσια τροφοδοσία.
Αυτή η μέθοδος είναι κατάλληλη για την επεξεργασία κοντών εξωτερικών και εσωτερικών κωνικών επιφανειών με μήκος γεννήτριας όχι μεγαλύτερο από 25 mm,δεδομένου ότι σε μεγάλα μήκη της γεννήτριας, συμβαίνουν δονήσεις, που οδηγούν σε μια κατεργασμένη επιφάνεια χαμηλής ποιότητας.
Επεξεργασία διαμορφωμένων επιφανειών
Επιφάνειες με κοντό σχήμα (όχι περισσότερες από 25-30 mm)επεξεργασμένο με διαμορφωμένους κόφτες: στρογγυλούς, πρισματικούς και εφαπτομενικούς.
Η ακρίβεια της επεξεργασίας μορφοποιημένων επιφανειών με πρισματικούς στρογγυλούς κόφτες, που λειτουργούν με ένα σημείο στο κέντρο και με βάση παράλληλη προς τον άξονα του εξαρτήματος, εξαρτάται από την ακρίβεια του υπολογισμού διόρθωσης του προφίλ εργαλείου σύμφωνα με το προφίλ του εξαρτήματος (συνήθως η ακρίβεια του υπολογισμού της διόρθωσης είναι μέχρι 0,001 mm).Ωστόσο, αυτή η υπολογισμένη ακρίβεια ισχύει μόνο για τα κομβικά σημεία του προφίλ κοπής.
Στην κωνική τομή του επεξεργασμένου τμήματος θα υπάρχουν καμπυλόγραμμες γεννήτριες με συνολικό σφάλμα Δ. Το συνολικό σφάλμα Δ αποτελείται από δύο συνιστώσες Δ 1 και Δ 2 . Σφάλμα Δ 1 εγγενές στους διαμορφωμένους κόφτες λόγω της εγκατάστασης μόνο ενός σημείου στο ύψος του κέντρου και της θέσης άλλων σημείων κάτω από την κεντρική γραμμή, γεγονός που οδηγεί στο σχηματισμό ενός υπερβολοειδούς στο μέρος αντί για έναν κύλινδρο ή κώνο. Για την εξάλειψη του σφάλματος Δ 1, είναι απαραίτητο να εγκαταστήσετε τη λεπίδα κοπής στο κέντρο με όλα τα σημεία, δηλαδή στο ίδιο επίπεδο με τον άξονα του εξαρτήματος.
Το σφάλμα Δ 2 εμφανίζεται μόνο όταν εργάζεστε με στρογγυλούς κόφτες. Έτσι, ένας στρογγυλός κόφτης για την επεξεργασία μιας κωνικής επιφάνειας είναι ένας κόλουρος κώνος, που διασχίζεται από ένα επίπεδο (μπροστινή επιφάνεια), παράλληλο με τον άξονα του κώνου, αλλά δεν διέρχεται από τον άξονα. Επομένως, η λεπίδα κοπής έχει κυρτό υπερβολικό σχήμα. Αυτή η κυρτότητα είναι το σφάλμα Δ 2 . Για έναν πρισματικό κόφτη, το σφάλμα Δ 2 είναι μηδέν. Κατά μέσο όρο, το σφάλμα Δ 2 είναι 10 φορές μεγαλύτερο από την τιμή του Δ 1 . Με υψηλές απαιτήσεις για ακρίβεια μηχανικής κατεργασίας, πρέπει να χρησιμοποιούνται πρισματικοί κόφτες.
Οι εφαπτομενικοί κόφτες χρησιμοποιούνται κυρίως στο φινίρισμα μακριών μη άκαμπτων εξαρτημάτων, αφού η επεξεργασία δεν γίνεται αμέσως σε όλο το μήκος του εξαρτήματος, αλλά σταδιακά.
Τα προφίλ μακριού σχήματος επεξεργάζονται χρησιμοποιώντας μηχανικά φωτοαντιγραφικά μηχανήματα που είναι τοποθετημένα στο πίσω μέρος του κρεβατιού σε ειδικό βραχίονα με τον ίδιο τρόπο όπως ένας χάρακας φωτοαντιγραφικού (Εικ. 200, σε).Σε αυτές τις περιπτώσεις, το φωτοαντιγραφικό έχει διαμορφωμένο προφίλ.
Τα μηχανικά φωτοαντιγραφικά έχουν τέτοια μειονεκτήματα όπως η πολυπλοκότητα της κατασκευής ενός θερμικά επεξεργασμένου φωτοαντιγραφικού, σημαντικές προσπάθειες στο σημείο επαφής του κράκερ ή του κυλίνδρου του φωτοαντιγραφικού με την επιφάνεια εργασίας του φωτοαντιγραφικού.
Αυτό οδήγησε στην ευρεία χρήση υδραυλικών και ηλεκτρομηχανικών φωτοαντιγραφικών μηχανών με σερβομηχανή.
Στα υδραυλικά φωτοαντιγραφικά μηχανήματα, υπάρχει μικρή προσπάθεια στο σημείο επαφής μεταξύ του άκρου του μοχλού και του φωτοαντιγραφικού, γεγονός που επιτρέπει στο φωτοαντιγραφικό να είναι κατασκευασμένο από μαλακά υλικά.
Τα υδραυλικά φωτοαντιγραφικά παρέχουν ακρίβεια αντιγραφής από ±0,02 έως ±0,05 mm. 284
Σελίδα 1
Η επεξεργασία κωνικών επιφανειών σε τόρνους πραγματοποιείται με τρεις τρόπους.
Η επεξεργασία κωνικών επιφανειών είναι μια ειδική περίπτωση διαμορφωμένης στροφής (Εικ.
Η επεξεργασία των κωνικών επιφανειών κατά τη ρύθμιση του μηχανήματος απαιτεί μερικές φορές κάποιους υπολογισμούς. Αυτή η μέθοδος χρησιμοποιείται, για παράδειγμα, κατά την επεξεργασία λοξοτμήσεων.
Η επεξεργασία των κωνικών επιφανειών πραγματοποιείται: α) με φαρδύ κόφτη. β) περιστρέφοντας την επάνω ολίσθηση της δαγκάνας. γ) μετατόπιση της ουράς. δ) χρησιμοποιώντας χάρακα.
Η επεξεργασία των κωνικών επιφανειών μπορεί να γίνει με φαρδύ κόφτη, περιστρέφοντας την επάνω ολίσθηση της δαγκάνας, μετατοπίζοντας το σώμα της ουράς, χρησιμοποιώντας κωνικό χάρακα. Η επεξεργασία των κωνικών επιφανειών (βλ. Εικ. 237) πραγματοποιείται με μετατόπιση της ουράς στην εγκάρσια κατεύθυνση κατά την επεξεργασία μακριών και απαλών εξωτερικών κώνων με κλίση έως 8 ° C.
Η επεξεργασία των κωνικών επιφανειών με τη μέθοδο της μετατόπισης της ουράς χρησιμοποιείται ευρέως, καθώς σε αυτή την περίπτωση δεν απαιτείται ειδικές συσκευέςκαι η επεξεργασία μπορεί να πραγματοποιηθεί σε οποιονδήποτε τόρνο. Προκειμένου να αποφευχθεί η ανομοιόμορφη φθορά των κεντρικών οπών κατά την κατεργασία ακριβών κώνων, μερικές φορές χρησιμοποιείται ένα ειδικό κέντρο μπάλας με σφαιρική επιφάνεια αντί για κώνο.
| Κοπή στα κέντρα. |
Η επεξεργασία των κωνικών επιφανειών μπορεί να γίνει με φαρδύ κόφτη, περιστρέφοντας την επάνω ολίσθηση της δαγκάνας, μετατοπίζοντας το σώμα της ουράς, χρησιμοποιώντας κωνικό χάρακα.
| Μέθοδοι στροφής κώνου. |
Η επεξεργασία κωνικών επιφανειών με τη μέθοδο της μετατόπισης του ουρανού χρησιμοποιείται ευρέως, καθώς σε αυτή την περίπτωση δεν απαιτούνται ειδικές συσκευές και η επεξεργασία μπορεί να πραγματοποιηθεί σε οποιονδήποτε τόρνο.
Η επεξεργασία κωνικών επιφανειών σε περιστροφικές μηχανές μπορεί να πραγματοποιηθεί με διάφορους τρόπους.
Μέθοδοι επεξεργασίας κωνικών επιφανειών. Η επεξεργασία των κωνικών επιφανειών στους τόρνους πραγματοποιείται με τους εξής τρόπους: με περιστροφή της άνω ολίσθησης της δαγκάνας, με εγκάρσια μετατόπιση του σώματος της ουράς, χρησιμοποιώντας κωνικό χάρακα, με ειδικό φαρδύ κόφτη.
Με τη χρήση περιστροφής του άνω ελκήθρου της δαγκάνας,Τρίψτε κοντές κωνικές επιφάνειες με διαφορετικές γωνίες κλίσης α. Η άνω ολίσθηση του παχύμετρου ρυθμίζεται στην τιμή της γωνίας κλίσης σύμφωνα με τις διαιρέσεις που εφαρμόζονται γύρω από την περιφέρεια της φλάντζας στήριξης του διαβήτη. Αν ένα σεΣτο σχέδιο του τμήματος, η γωνία κλίσης δεν καθορίζεται, τότε καθορίζεται από τον τύπο: και τον πίνακα των εφαπτομένων.
Η τροφοδοσία με αυτόν τον τρόπο λειτουργίας πραγματοποιείται χειροκίνητα περιστρέφοντας τη λαβή της βίδας της άνω ολίσθησης της δαγκάνας. Η διαμήκης και η εγκάρσια ολίσθηση πρέπει να κλειδωθούν αυτή τη στιγμή.
Κωνικές επιφάνειες με μικρή γωνία κώνου με σχετικά μεγάλο μήκος τεμαχίου εργασίας λαβήΜε εφαρμόζοντας την εγκάρσια μετατόπιση του σώματος της ουράς.Με αυτή τη μέθοδο επεξεργασίας, ο κόφτης κινείται με διαμήκη τροφοδοσία με τον ίδιο τρόπο όπως όταν περιστρέφετε κυλινδρικές επιφάνειες. Η κωνική επιφάνεια σχηματίζεται ως αποτέλεσμα της μετατόπισης του πίσω κέντρου του τεμαχίου εργασίας. Όταν το πίσω κέντρο έχει μετατοπιστεί «μακριά από εσάς», η διάμετρος ρεη μεγάλη βάση του κώνου σχηματίζεται στο δεξί άκρο του τεμαχίου εργασίας και όταν μετατοπίζεται "προς τον εαυτό του" - στα αριστερά. Το μέγεθος της εγκάρσιας μετατόπισης του περιβλήματος της ουράς σικαθορίζεται από τον τύπο: όπου μεγάλο- απόσταση μεταξύ των κέντρων (μήκος ολόκληρου του τεμαχίου εργασίας), μεγάλο- το μήκος του κωνικού τμήματος. Στο L = l(κώνος σε όλο το μήκος του τεμαχίου εργασίας). Εάν το K ή το a είναι γνωστά, τότε , ή
Μετατόπιση πίσω περιβλήματος χρήματαπαράγονται χρησιμοποιώντας τα τμήματα που εφαρμόζονται στο άκρο της πλάκας βάσης και τον κίνδυνο στο άκρο του περιβλήματος της ουράς. Εάν δεν υπάρχουν διαιρέσεις στο τέλος της πλάκας, τότε το σώμα της ουράς μετατοπίζεται χρησιμοποιώντας ένα χάρακα μέτρησης.
Εκλεπτύνσεις χρησιμοποιώντας έναν κωνικό χάρακαπραγματοποιείται με την ταυτόχρονη εφαρμογή των διαμήκων και εγκάρσιων τροφοδοτήσεων του κόφτη. Η διαμήκης τροφοδοσία παράγεται, ως συνήθως, από τον κύλινδρο κίνησης και η εγκάρσια τροφοδοσία πραγματοποιείται μέσω ενός κωνικού χάρακα. Ένα πιάτο είναι προσαρτημένο στο κρεβάτι του μηχανήματος , στο οποίο είναι τοποθετημένος ο κωνικός χάρακας . Ο χάρακας μπορεί να περιστραφεί γύρω από το δάχτυλο στην απαιτούμενη γωνία a° ως προς τον άξονα του τεμαχίου προς επεξεργασία. Η θέση του χάρακα στερεώνεται με μπουλόνια . Ο ολισθαίνοντας κατά μήκος του χάρακα συνδέεται με το κάτω εγκάρσιο τμήμα της δαγκάνας μέσω μιας ράβδου σφιγκτήρα . Για να μπορεί αυτό το τμήμα της δαγκάνας να γλιστράει ελεύθερα κατά μήκος των οδηγών του, αποσυνδέεται από το φορέα , αφαιρώντας ή απενεργοποιώντας τη βίδα διασταυρούμενης τροφοδοσίας. Εάν τώρα ο φορέας ενημερωθεί για τη διαμήκη τροφοδοσία, τότε η ώθηση θα μετακινήσει τον ολισθητήρα κατά μήκος του κωνικού χάρακα. Δεδομένου ότι ο ολισθητήρας είναι συνδεδεμένος με την εγκάρσια ολίσθηση της δαγκάνας, μαζί με τον κόφτη, θα κινούνται παράλληλα με τον κωνικό χάρακα. Έτσι, ο κόφτης θα επεξεργαστεί μια κωνική επιφάνεια με γωνία κλίσης ίση με τη γωνία περιστροφής του χάρακα κώνου.
Το βάθος κοπής ρυθμίζεται χρησιμοποιώντας τη λαβή της άνω ολίσθησης της δαγκάνας, η οποία πρέπει να περιστραφεί κατά 90° από την κανονική της θέση.
Τα εργαλεία κοπής και οι συνθήκες κοπής για όλες τις εξεταζόμενες μεθόδους επεξεργασίας κώνων είναι παρόμοιες με εκείνες για την τόρνευση κυλινδρικών επιφανειών.
Οι κωνικές επιφάνειες με μικρά κωνικά μήκη μπορούν να υποβληθούν σε μηχανική κατεργασία ειδικό φαρδύ κόφτημε γωνία στην κάτοψη που αντιστοιχεί στη γωνία του κωνικού. Η τροφοδοσία του κόφτη σε αυτή την περίπτωση μπορεί να είναι διαμήκης ή εγκάρσια.
§ ένας. Γενικές πληροφορίες
1. Πεδίο εφαρμογής κώνων. Μαζί με τα κυλινδρικά μέρη στη μηχανολογία, τα μέρη με κωνικές επιφάνειες είναι αρκετά διαδεδομένα. Παραδείγματα αυτών είναι οι κώνοι των κέντρων, τα στελέχη του τρυπανιού, οι καταβόθρες, οι κοπτήρες. Για να τοποθετήσετε αυτά τα εργαλεία, τα μπροστινά τμήματα των οπών του άξονα και του πτερυγίου τόρνοςέχουν επίσης κωνικό σχήμα.
Ωστόσο, η χρήση κώνων δεν περιορίζεται στα εργαλεία κοπής. Πολλά εξαρτήματα μηχανής έχουν κωνικές επιφάνειες.
Η ευρεία χρήση των κωνικών αρμών εξηγείται από ορισμένα πλεονεκτήματά τους.
1. Παρέχουν κεντράρισμα εξαρτημάτων υψηλής ακρίβειας.
2. Με τη στενή επαφή των απαλών κώνων, επιτυγχάνεται μια σταθερή σύνδεση.
3. Αλλάζοντας την αξονική θέση των τμημάτων της κωνικής σύνδεσης, μπορείτε να ρυθμίσετε το διάκενο μεταξύ τους.
2. Ο κώνος και τα στοιχεία του. Ο κώνος είναι ένα γεωμετρικό σώμα, η επιφάνεια του οποίου λαμβάνεται περιστρέφοντας μια ευθεία γραμμή (γεννήτρια), που βρίσκεται λοξά στον άξονα περιστροφής (Εικ. 129, α).
Το σημείο τομής της γεννήτριας με τον άξονα ονομάζεται κορυφή του κώνου.
Τα επίπεδα κάθετα στον άξονα του κώνου ονομάζονται βάσεις.
Υπάρχουν γεμάτοι και κολοβωμένοι κώνοι. Το πρώτο βρίσκεται μεταξύ της βάσης και της κορυφής, το δεύτερο - μεταξύ των δύο βάσεων (μεγάλες και μικρότερες).
Ο κώνος χαρακτηρίζεται από τα ακόλουθα στοιχεία: τη διάμετρο της μεγαλύτερης βάσης D; μικρότερη διάμετρος βάσης d; μήκος l; γωνία κλίσης a μεταξύ της γεννήτριας και του άξονα του κώνου. γωνία κώνου 2a μεταξύ απέναντι γεννητριών.
Επιπλέον, στα σχέδια εργασίας των κωνικών μερών, χρησιμοποιούνται συχνά οι έννοιες της κωνικότητας και της κλίσης.
Το Taper είναι ο λόγος της διαφοράς μεταξύ των διαμέτρων δύο εγκάρσιων τμημάτων ενός κώνου προς την απόσταση μεταξύ τους. Καθορίζεται από τον τύπο
Η κλίση είναι ο λόγος της διαφοράς μεταξύ των ακτίνων δύο διατομών ενός κώνου προς την μεταξύ τους απόσταση. Καθορίζεται από τον τύπο
Από τους τύπους (9) και (10) φαίνεται ότι η κλίση είναι ίση με το ήμισυ της κωνικότητας. 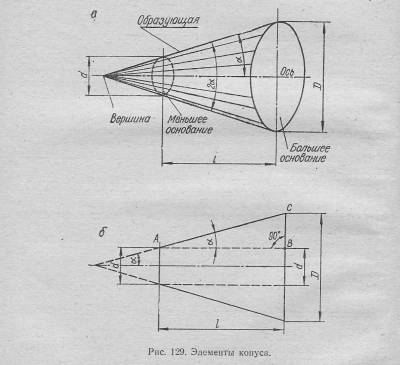
Τριγωνομετρικά, η κλίση είναι ίση με την εφαπτομένη της γωνίας κλίσης (βλ. Εικ. 129, b, τρίγωνο ABC), δηλ.
Στο σχέδιο (Εικ. 130), η κωνικότητα υποδεικνύεται με το σύμβολο<, а уклон -, острие которых направляется в сторону вершины конуса. После знака указывается отношение двух цифр. Первая из них соответствует разности диаметров в двух принятых сечениях конуса, вторая для конусности- расстояние между сечениями, для уклона - удвоенной величине этого расстояния.
Το Taper και η κλίση γράφονται μερικές φορές με δεκαδικούς αριθμούς: 6.02; 0,04; 0,1, κ.λπ. Για την κωνικότητα, αυτά τα στοιχεία αντιστοιχούν στη διαφορά στις διαμέτρους του κώνου σε μήκος 1 mm, για μια κλίση - τη διαφορά στις ακτίνες στο ίδιο μήκος.
Για να επεξεργαστείτε έναν πλήρη κώνο, αρκεί να γνωρίζετε δύο στοιχεία: τη διάμετρο της βάσης και το μήκος. για έναν κόλουρο κώνο - τρία στοιχεία: οι διάμετροι των μεγαλύτερων και μικρότερων βάσεων και το μήκος. Αντί για ένα από τα καθορισμένα στοιχεία, μπορεί να καθοριστεί η γωνία κλίσης a, η κλίση ή η κωνικότητα. Σε αυτήν την περίπτωση, οι παραπάνω τύποι (9), (10) και (11) χρησιμοποιούνται για τον προσδιορισμό των διαστάσεων που λείπουν. 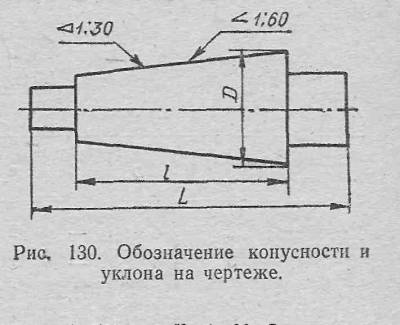
Παράδειγμα 1. Δίνεται κώνος με d=30 mm, /=500 mm, K=1: 20. Προσδιορίστε τη μεγαλύτερη διάμετρο του κώνου.
Λύση. Από τον τύπο (9)
Παράδειγμα 2. Δίνεται ένας κώνος, στον οποίο D \u003d 40 mm, l \u003d 100 mm, a \u003d 5, Προσδιορίστε τη μικρότερη διάμετρο του κώνου.
Λύση. Από τον τύπο (11)
Σύμφωνα με τον πίνακα των εφαπτομένων βρίσκουμε tg5°=0,087. Επομένως, d=40-2*100X X0,87=22,6 mm.
Παράδειγμα 3. Προσδιορίστε τη γωνία κλίσης a, εάν οι διαστάσεις του κώνου υποδεικνύονται στο σχέδιο: D-50 mm, d=30 mm, /=200 mm.
Λύση. Με τον τύπο (11)
Από τον πίνακα των εφαπτομένων βρίσκουμε ένα \u003d 2 50.
Παράδειγμα 4. Δίνεται ένας κώνος, στον οποίο D \u003d 60 mm, / \u003d 150 mm, K \u003d 1: 50. Προσδιορίστε τη γωνία κλίσης α.
Λύση. Δεδομένου ότι η κλίση είναι το μισό της κωνικότητας, μπορούμε να γράψουμε:
Σύμφωνα με τον πίνακα των εφαπτομένων, βρίσκουμε ένα \u003d 0 30.
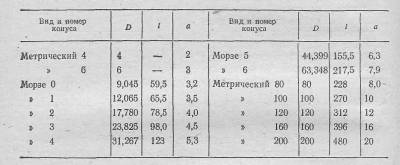
3. Κανονικοί κώνοι. Οι κώνοι των οποίων τα μεγέθη είναι τυποποιημένα ονομάζονται κανονικοί. Αυτά περιλαμβάνουν κώνους Μορς, μετρικούς, κώνους για κοχύλια και βαρέλια με κωνικότητα 1:50 0, για κωνικές ακίδες με κωνικότητα 1:50, για κωνικά νήματα με κωνικότητα 1:16 κ.λπ.
Τα πιο ευρέως χρησιμοποιούμενα στη μηχανολογία είναι το εργαλείο Morse και οι μετρικοί κώνοι, οι κύριες διαστάσεις των οποίων δίνονται στον Πίνακα. 13. 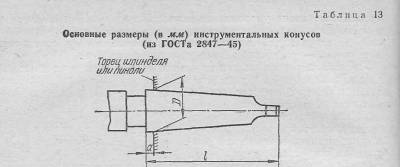
Τα μεγέθη των κωνίων Morse εκφράζονται σε κλασματικούς αριθμούς. Αυτό οφείλεται στο γεγονός ότι για πρώτη φορά το πρότυπο για αυτά υιοθετήθηκε στο σύστημα μέτρησης ιντσών, το οποίο έχει διατηρηθεί μέχρι σήμερα. Οι κώνοι μορς έχουν διαφορετική κωνικότητα (περίπου 1 20), οι μετρικοί κώνοι είναι ίδιοι - 1:20.