Τυποποιημένο σύστημα συντεταγμένων μηχανής. Συστήματα συντεταγμένων σε μηχανές CNC
Η λειτουργία μιας μηχανής CNC συνδέεται στενά με τα συστήματα συντεταγμένων. Οι άξονες συντεταγμένων είναι παράλληλοι με τους οδηγούς της μηχανής, γεγονός που σας επιτρέπει να υποδείξετε την κατεύθυνση και το μέγεθος της κίνησης των σωμάτων εργασίας κατά τον προγραμματισμό της επεξεργασίας. Οπως και ενιαίο σύστημασυντεταγμένες για όλες τις μηχανές CNC σύμφωνα με το GOST 23597-79 * (ST SEV 3135-81) υιοθετείται ένα τυπικό (δεξιό) σύστημα, στο οποίο οι άξονες Χ, Υ, Ζ (Εικ. 14.19) υποδεικνύουν τη θετική κίνηση των εργαλείων σε σχέση με τα κινούμενα μέρη του μηχανήματος. Θετικές κατευθύνσεις κίνησης του τεμαχίου εργασίας σε σχέση με το σταθερό
Όπως συμβαίνει με όλα τα πράγματα στη ζωή, όχι όλα τα πλεονεκτήματα, υπάρχουν και μειονεκτήματα. Πρώτα απ 'όλα, πρέπει να έχουμε κατά νου ότι, με μια γενική έννοια, μια προσομοίωση εξακολουθεί να είναι μια προσομοίωση, δηλαδή μια εικονική αναπαράσταση της πραγματικότητας, η οποία δεν χρειάζεται να είναι απόλυτα πιστή σε αυτήν. Σε αυτό προστίθεται ότι πολλές φορές είναι απαραίτητο να εφαρμοστούν υποθέσεις δεδομένων με εκτιμήσεις ή άγνωστα άμεσα, γεγονός που συμβάλλει σε αυτόν τον διαχωρισμό μεταξύ της πραγματικότητας και του προσομοιωμένου αποτελέσματος. Φυσικά, ένα άλλο μειονέκτημα είναι ο χρόνος υπολογισμού που απαιτείται για την εκτέλεση προσομοιώσεων, ο οποίος είναι πολύ μεγάλος όταν το φαινόμενο είναι πολύ τοπικό με εξαιρετικά εκλεπτυσμένα πλέγματα στην περίπτωση των πεπερασμένων στοιχείων.
τα μέρη της μηχανής δείχνουν άξονα X", Y', Z", κατευθύνεται απέναντι στους άξονες Χ, Υ, Ζ. Έτσι, θετικές κινήσεις είναι πάντα εκείνες στις οποίες το εργαλείο και το αντικείμενο εργασίας απομακρύνονται το ένα από το άλλο.
Κυκλικές κινήσεις του εργαλείου (για παράδειγμα, γωνιακή μετατόπιση του άξονα του άξονα φρέζα) συμβολίζονται με γράμματα ΑΛΛΑ (γύρω από τον άξονα Χ ), ΣΤΟ (γύρω από τον άξονα Υ ), ΑΠΟ (γύρω από τον άξονα Ζ ), και κυκλικές κινήσεις του τεμαχίου εργασίας (για παράδειγμα, ελεγχόμενη από πρόγραμμα περιστροφή του τραπεζιού κατά βαρετό μηχάνημα) - αντίστοιχα γράμματα Α ′, Β′′, Γ′. Η έννοια των "κυκλικών κινήσεων" δεν περιλαμβάνει την περιστροφή της ατράκτου που φέρει το εργαλείο, ή
Όταν πρόκειται για προσομοιώσεις σε μηχανική κατεργασία, τα πράγματα γίνονται πιο περίπλοκα. Η προσομοίωση της διαδικασίας κατεργασίας είναι επί του παρόντος πρακτικά δυνατή μόνο με μοντέλα πεπερασμένων στοιχείων, και αυτό αντιπροσωπεύει μια πολύ υψηλή υπολογιστική προσπάθεια, ακόμη και όταν πρόκειται για την αρχή ενός μικρού τμήματος του τσιπ, το οποίο στην πραγματικότητα μπορεί να είναι σύντομος χρόνος επεξεργασίας σε χιλιοστά του δευτερολέπτου . Θα πρέπει να ληφθεί υπόψη ότι η διαδικασία αφαίρεσης τσιπ είναι ένα πολύ περίπλοκο φυσικό φαινόμενο, όταν συμβαίνουν όχι μόνο μεγάλες παραμορφώσεις, αλλά και υψηλοί ρυθμοί παραμόρφωσης.
άτρακτος τόρνος. Να ορίσει
Ρύζι. 14.19. Τυπικό σύστημαδευτερεύουσες γωνιακές κινήσεις γύρω από ειδικές
συντεταγμένες μηχανών CNCτα τσεκούρια χρησιμοποιούν γράμματα ρε και μι . Να ορίσει
οι κατευθύνσεις κίνησης δύο σωμάτων εργασίας κατά μήκος μιας ευθείας γραμμής χρησιμοποιούν τους λεγόμενους δευτερεύοντες άξονες: U (παράλληλο Χ ), V (παράλληλο Στο ), W (παράλληλο Ζ ). Με τρεις κινήσεις προς μία κατεύθυνση, χρησιμοποιούνται επίσης οι λεγόμενοι τριτογενείς άξονες: P, Q, R (βλ. εικ. 14.19).
Παρακολούθηση και έλεγχος: το κλειδί για την κατανόηση του τι συμβαίνει
Αυτό το φαινόμενο, τόσο εντοπισμένο στην κλίμακα του τσιπ, έχει προβλήματα επαφής, με φαινόμενα τριβής και διάτμησης που είναι εξαιρετικά δύσκολο να αξιολογηθούν και στη συνέχεια να επιλυθούν με προσομοίωση της διαδικασίας. Ο Stulen στη δεκαετία του 1940 βελτίωσε σταδιακά την παρακολούθηση της βελτιστοποίησης των διαδικασιών μηχανικής κατεργασίας. Με την εισαγωγή του, υπήρχε υψηλότερη ανάλυση των αισθητήρων, η οποία είχε ως αποτέλεσμα καλύτερη απόκριση των σερβομηχανισμών ελέγχου κατά τη δημιουργία παρεμβολών, εκτός από τον πιο «φιλικό προς τον χρήστη» προγραμματισμό για τον χειριστή.
Σύστημα συντεταγμένων μηχανής. Στα μηχανήματα διάφοροι τύποικαι τα μοντέλα του συστήματος συντεταγμένων τοποθετούνται διαφορετικά (Εικ. 14.20), ενώ προσδιορίζονται οι θετικές κατευθύνσεις των αξόνων και η θέση της αρχής (μηχανή μηδέν Μ ).
Το σύστημα συντεταγμένων μηχανής είναι το κύριο σύστημα υπολογισμού στο οποίο προσδιορίζονται οι οριακές μετατοπίσεις, οι αρχικές και οι τρέχουσες θέσεις των εργαλειομηχανών. Ταυτόχρονα, οι θέσεις των σωμάτων εργασίας της μηχανής χαρακτηρίζουν τα σημεία βάσης τους, επιλεγμένα λαμβάνοντας υπόψη χαρακτηριστικά σχεδίουμεμονωμένες ελεγχόμενες από πρόγραμμα μονάδες του μηχανήματος. Έτσι, τα σημεία βάσης είναι: για το συγκρότημα του άξονα - το σημείο Ν τομή του άκρου του άξονα με τον άξονα περιστροφής του (Εικ. 14.21). για τη στήριξη ενός τόρνου πυργίσκου - το κέντρο περιστροφής της θήκης εργαλείου σε επίπεδο παράλληλο με τους οδηγούς του στηρίγματος και που διέρχεται από τον άξονα περιστροφής του άξονα ή το σημείο βάσης του μπλοκ εργαλείων. για ένα σταυρό τραπέζι - το σημείο τομής των διαγωνίων του ή ένα ειδικό σημείο συντονισμού που καθορίζεται από το σχεδιασμό της συσκευής. για ένα πικάπ - το κέντρο περιστροφής στον καθρέφτη του τραπεζιού κ.λπ.
Ως αποτέλεσμα, η ποιότητα των ανταλλακτικών αυξήθηκε, αλλά μέχρι τώρα δεν υπήρχε παρακολούθηση της διαδικασίας κατεργασίας σε πραγματικό χρόνο, όπως είναι γνωστό σήμερα. Επί του παρόντος, η μορφή ελέγχου της διαδικασίας κοπής ταξινομείται σε τρία επίπεδα ανάλογα με το σκοπό της. Το πρώτο από αυτά είναι το κύκλωμα ελέγχου σερβομηχανισμού, του οποίου η λειτουργία είναι να ρυθμίζει τη θέση και την ταχύτητα των αξόνων και των αξόνων προκειμένου να αντισταθμίζει τις αποκλίσεις που προκαλούνται από την τριβή, το διάκενο, τις μηχανικές δυνάμεις κ.λπ. το δεύτερο επίπεδο είναι ο κύκλος παρεμβολής, σκοπός του οποίου είναι να συντονίσει την ταυτόχρονη κίνηση πολλών αξόνων για να διατηρήσει την επιθυμητή διαδρομή εργαλείου.
Το σημείο αναφοράς μπορεί να αναπαρασταθεί απτά από μια ακριβή οπή αναφοράς στο κέντρο του πίνακα της μηχανής (για παράδειγμα, σημείο φά στο σχ. 14.21).
Στην τεχνική τεκμηρίωση, τα όρια πιθανών μετατοπίσεων των σωμάτων εργασίας, κατά κανόνα, υποδεικνύονται από τα όρια μετατόπισης των σημείων βάσης.
Το σύστημα συντεταγμένων του μηχανήματος, που επιλέγεται σύμφωνα με τις συστάσεις του GOST 23597-79 * (βλ. Εικ. 14.19), συνήθως ονομάζεται τυπικό. Σε αυτό το σύστημα, οι θετικές κατευθύνσεις των αξόνων συντεταγμένων καθορίζονται από τον κανόνα του δεξιού χεριού. Αντίχειρας (Εικ. 14.22, ένα) δείχνει τη θετική κατεύθυνση του άξονα x ( Χ ), ευρετήριο - τεταγμένη - ( Υ ), άξονας μεσαίας εφαρμογής ( Ζ ). Οι θετικές κατευθύνσεις περιστροφής γύρω από αυτούς τους άξονες καθορίζονται από έναν άλλο κανόνα του δεξιού χεριού. Σύμφωνα με αυτόν τον κανόνα, εάν ο αντίχειρας τοποθετηθεί προς την κατεύθυνση του άξονα, τότε τα υπόλοιπα λυγισμένα δάχτυλα θα υποδεικνύουν μια θετική φορά περιστροφής (Εικ. 14.22, 6).
Το τρίτο επίπεδο είναι ένας προσαρμοστικός ή συνεχής βρόχος ελέγχου, σκοπός του οποίου είναι η βελτίωση της παραγωγικότητας και της τελικής ποιότητας του εξαρτήματος μέσω του ελέγχου των κρίσιμων παραμέτρων στη μηχανική επεξεργασία που εφαρμόζονται στο μηχανικό μοντέλο, στους αλγόριθμους ελέγχου κ.λπ. ρυθμίζει αυτόματα τις παραμέτρους επεξεργασίας που αναφέρονται παραπάνω.
Τα δύο πρώτα επίπεδα είναι αυτά που έχει κάθε εργαλειομηχανή σήμερα και με τα οποία έχουμε δουλέψει μέχρι σήμερα, αλλά για να επιτευχθεί η μηχανοποίηση «μηδενικών ελαττωμάτων», είναι απαραίτητο να εστιάσουμε στον προσαρμοστικό βρόχο ελέγχου, αφού αυτός είναι ο μόνος τρόπος για να βελτιστοποιήσετε τις διαδικασίες κατεργασίας σε πραγματικό χρόνο.
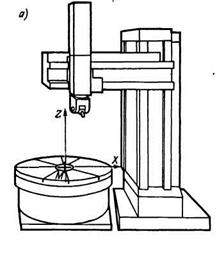
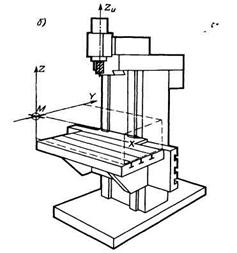
Ρύζι. 14.20. Τοποθέτηση συστημάτων συντεταγμένων για διάφορες μηχανές CNC:
α - καρουζέλ? σι- κατακόρυφο φρεζάρισμα
Ο προσανατολισμός των αξόνων του τυπικού συστήματος συντεταγμένων μηχανής σχετίζεται με την κατεύθυνση κίνησης κατά τη διάτρηση σε μηχανές διάτρησης, διάτρησης, φρέζας και τόρνευσης. Η κατεύθυνση απόσυρσης του τρυπανιού από το τεμάχιο εργασίας λαμβάνεται ως θετική για τον άξονα
Τι μετριέται στον προσαρμοστικό έλεγχο; Πώς λαμβάνονται και εφαρμόζονται τα δεδομένα; Στην περίπτωση της κατεργασίας προσαρμοστικού βρόχου, μπορούν να μετρηθούν κρίσιμες παράμετροι που προκύπτουν από τη διαδικασία κατεργασίας, όπως κραδασμοί, δυνάμεις διάτμησης, κατανάλωση ισχύος σερβοκινητήρων ή θερμοκρασία κοπής. Κατά συνέπεια, η διάρκεια ζωής του εργαλείου επεκτείνεται, οι κύκλοι παραγωγής βελτιώνονται και η ακεραιότητα της επιφάνειας του εξαρτήματος βελτιώνεται, όπως και το φινίρισμά του.
Το Σχήμα 11 δείχνει ένα απλοποιημένο διάγραμμα μιας μηχανής με τρία επίπεδα ελέγχου επί των εφαρμοζόμενων διεργασιών. Επίπεδα ελέγχου στο μηχάνημα. Τι αισθητήρες χρησιμοποιούνται; Τι σημαίνουν τα δεδομένα που λαμβάνονται; Σε τι χρειάζονται; Όπως αναφέρθηκε παραπάνω, για να ληφθούν τα απαραίτητα δεδομένα από κρίσιμες παραμέτρους, είναι απαραίτητο να εγκατασταθούν αισθητήρες που να είναι σε θέση να συλλάβουν το εν λόγω φυσικό μέγεθος και να το μετατρέψουν σε αναλογικό σήμα. Για παράδειγμα, οι μετρήσεις δόνησης χρησιμοποιούν αισθητήρες που είναι κοινώς γνωστοί ως επιταχυνσιόμετρα, οι οποίοι μπορεί να είναι μηχανικοί, χωρητικοί, μικρομηχανικοί ή πιεζοηλεκτρικοί.
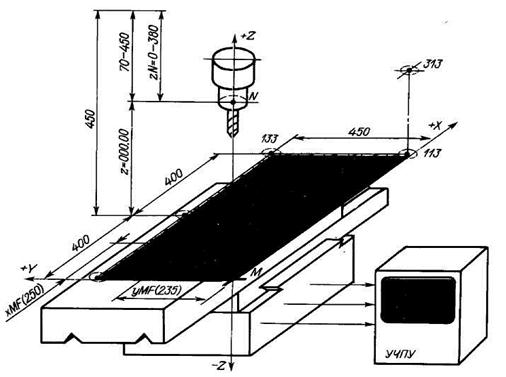
Ρύζι. 14.21. Σύστημα συντεταγμένων κάθετης μηχανής διάτρησης CNC
Ζ, δηλαδή άξονας Ζ συνδέεται πάντα με το περιστρεφόμενο στοιχείο της μηχανής - τον άξονα. Αξονας Χ κάθετα στον άξονα Ζ και παράλληλα με το επίπεδο εγκατάστασης του τεμαχίου εργασίας. Εάν δύο άξονες αντιστοιχούν σε αυτόν τον ορισμό, τότε για τον άξονα Χ πάρτε αυτό κατά μήκος του οποίου η μεγαλύτερη δυνατή κίνηση της μονάδας μηχανής. Με γνωστά τσεκούρια Χ και Ζ άξονας Στο καθορίζεται μοναδικά από την κατάσταση της θέσης των αξόνων στο ορθογώνιο σύστημα συντεταγμένων.
Αυτά τα τελευταία χρησιμοποιούνται πιο συχνά στον τομέα της μηχανικής κατεργασίας και η λειτουργία του βασίζεται συνήθως στην παραγωγή ηλεκτρικού φορτίου ανάλογα με τη δύναμη που εφαρμόζεται στο πιεζοηλεκτρικό κρυσταλλικό πλέγμα. Αυτοί οι αισθητήρες πρέπει να βρίσκονται όσο το δυνατόν πιο κοντά στην περιοχή κοπής. Όταν χρησιμοποιείται σε διαδικασίες λείανσης, συνιστάται η χρήση επιταχυνσιόμετρου τριών κατευθύνσεων που μετρά τους κραδασμούς σε τρεις καρτεσιανούς άξονες και τους τοποθετεί στο τεμάχιο εργασίας. Από την άλλη πλευρά, εάν κάνετε στροφή, συνιστάται να το τοποθετήσετε στην εργαλειοθήκη στην αντίθετη πλευρά του ένθετου.
Η αρχή του τυπικού συστήματος συντεταγμένων της μηχανής συνήθως συνδυάζεται με το σημείο βάσης του κόμβου που μεταφέρει το τεμάχιο εργασίας, στερεωμένο σε τέτοια θέση στην οποία όλες οι κινήσεις των σωμάτων εργασίας της μηχανής μπορούν να περιγραφούν με θετικές συντεταγμένες (βλ. 14.20, 14.21). Τελεία Μ , που λαμβάνεται ως η αρχή του συστήματος συντεταγμένων της μηχανής, ονομάζεται σημείο μηδέν της μηχανής ή μηδέν μηχανή. Σε αυτή τη θέση, τα σώματα εργασίας (σημεία βάσης) που φέρουν το τεμάχιο εργασίας και το εργαλείο έχουν τη μικρότερη απόσταση μεταξύ τους και τα στοιχεία αναφοράς του μηχανήματος καθορίζουν το μηδέν της ένδειξης στον πίνακα ψηφιακής οθόνης.
Σε αυτή την περίπτωση, αρκεί να χρησιμοποιήσετε ένα επιταχυνσιόμετρο μονού άξονα στην κατεύθυνση κοπής. Με τα επιταχυνσιόμετρα, μπορείτε να αποτρέψετε την αναγεννητική φλυαρία που οδηγεί σε κακές επιφάνειες, πρόωρη φθορά του εργαλείου και σημαντικές αυξήσεις στις δυνάμεις κοπής. Χρησιμοποιώντας τα σήματα που λαμβάνονται από το επιταχυνσιόμετρο, μπορείτε να υπολογίσετε τις αποκλίσεις των ζωνών υψηλής και χαμηλής συχνότητας, αντίστοιχα, και από εκεί να πάρετε την αναλογία τους. Εάν η τιμή του λόγου του έχει τιμή σημαντικά μικρότερη από ένα, αυτό υποδηλώνει την παρουσία αναγέννησης φλυαρίας, στην οποία πρέπει να αλλάξουν οι συνθήκες της κρίσης προκειμένου να αποφευχθούν οι δυσμενείς επιπτώσεις της.
Για παράδειγμα, για μια κατακόρυφη μηχανή διάτρησης (βλ. Εικ. 14.21), το σημείο βάσης φάτραπέζι είναι το κέντρο του τραπεζιού, στο οποίο γίνεται μια τρύπα με διάμετρο 40H8. Το σημείο βάσης του άξονα είναι το σημείο Ν- το κέντρο της οπής της ατράκτου στο επίπεδο της μύτης της ατράκτου. Ο σχεδιασμός του μηχανήματος καθορίζει ότι το τραπέζι μπορεί να κινηθεί κατά μήκος του άξονα Χ(διαμήκης άξονας του τραπεζιού) 400 mm δεξιά και αριστερά από την κεντρική θέση του σημείου αναφοράς. Πιθανές αντισταθμίσεις
Αντίθετα, μορφοτροπείς γνωστοί ως δυναμόμετρα χρησιμοποιούνται για τη μέτρηση εγκάρσιων δυνάμεων. Τα πιο χρησιμοποιούμενα για επεξεργασία βασίζονται στην τεχνολογία χαλαζία. Στην περίπτωση των δυναμομέτρων, συνιστάται η χρήση πινάκων dyno ικανών να μετρούν δυνάμεις και στους τρεις άξονες, δηλ. τριαξονική. Αυτό οφείλεται στο γεγονός ότι με αυτόν τον τρόπο είναι δυνατό να ληφθεί η συνολική δύναμη κοπής στη ρίζα των τριών συστατικών του. Στην περίπτωση φρεζαρίσματος, ο πίνακας ροπής θα τοποθετηθεί έτσι ώστε να στερεωθεί στο τεμάχιο εργασίας.
Σε περίπτωση περιστροφής λόγω αδυναμίας δέσμευσης της τράπεζας δυναμομέτρου στο τεμάχιο εργασίας, η εργασία θα προσαρτηθεί στο εργαλείο. Χάρη στους πίνακες ροπής, είναι δυνατό να προβλεφθεί η φθορά του εργαλείου και έτσι να βελτιστοποιηθούν οι κύκλοι παραγωγής αποφεύγοντας ζημιές σε εξαρτήματα λόγω πρόωρης θραύσης του εργαλείου. Εκτός από τις δυνάμεις κοπής, οι συνθήκες κοπής μπορούν να βελτιστοποιηθούν για να μεγιστοποιηθεί η διάρκεια ζωής του εργαλείου. Ειδικότερα, στην περίπτωση της ανάλυσης της ακτινικής συνιστώσας της δύναμης κοπής, μπορεί να φανεί πώς μια αύξηση σε αυτό σχετίζεται με τη φθορά του άκρου του παρεμβλήματος.
πίνακας άξονα Στο(εγκάρσια) είναι 450 χλστ. Έτσι, το ορθογώνιο (σκιασμένο στο Σχ. 2.4) που σχηματίζεται από τις γραμμές της πιθανής μετατόπισης του σημείου φάκατά μήκος των αξόνων Χκαι Υ, καθορίζει την πιθανή ζώνη για την επεξεργασία των τεμαχίων με ένα εργαλείο, τον άξονα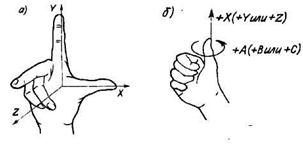 που συμπίπτει με τον άξονα της ατράκτου. Αυτή η ζώνη (συχνά ονομάζεται ζώνη εργασίας) της εξεταζόμενης μηχανής στο επίπεδο περιορίζεται από τις διαστάσεις των 800X450 mm.
που συμπίπτει με τον άξονα της ατράκτου. Αυτή η ζώνη (συχνά ονομάζεται ζώνη εργασίας) της εξεταζόμενης μηχανής στο επίπεδο περιορίζεται από τις διαστάσεις των 800X450 mm.
Από την άλλη πλευρά, εάν η αύξηση δίνεται από τη δύναμη τροφοδοσίας, αυτό σημαίνει υπερβολική φθορά στην κοπτική άκρη. Για τη μέτρηση της κατανάλωσης ενέργειας, πρέπει να εγκατασταθεί μετρητής ισχύος Hall. Αυτό πρέπει να τοποθετηθεί σε φάσεις καλώδια ρεύματοςστον ελεγκτή ισχύος του σερβοκινητήρα για τον οποίο απαιτούνται πληροφορίες. Στην περίπτωση φρεζαρίσματος, συνήθως η κατανάλωση ισχύος μετριέται συνήθως στον σερβοκινητήρα ατράκτου, αλλά για έναν τόρνο, συνήθως μετράται η ισχύς του ένθετου σερβοκινητήρα. Μια σημαντική πτυχή που πρέπει να τονιστεί είναι η ανάγκη να ελέγχεται η ονομαστική κατανάλωση του σερβοκινητήρα με το απλό γεγονός της κίνησης, δηλαδή να γίνεται διάκριση μεταξύ της ισχύος που καταναλώνεται από τον δικό του σερβοκινητήρα και αυτής που καταναλώνεται στην πραγματικότητα από τη διαδικασία κοπής.
Διαθεσιμότητα δεδομένων στην περιοχή επεξεργασίας
Ρύζι. 14.22. Κανόνας του δεξιού χεριού.αναγκαστικά, αφού καθορίζουν την
ένα- θετικές κατευθύνσειςδυνατότητες του μηχανήματος κατά τον προγραμματισμό
άξονες συντεταγμένων· σι- θετικόςκίνηση των τεμαχίων.
κατευθύνσεις περιστροφήςΓια να μετρηθούν_μετατοπίσεις
Ως εκ τούτου, στην περίπτωση των εξαρτημάτων κατεργασίας, συνιστάται με συνέπεια να γίνεται πρώτα η επεξεργασία υπό κενό, έτσι ώστε όταν λαμβάνονται δεδομένα κατά την επεξεργασία ενός εξαρτήματος, ώστε να είναι δυνατή η εκτέλεση του υπολογισμού, που είναι η πραγματική ισχύς που καταναλώνεται από το διαδικασία κοπής, Αντίθετα, εάν είναι μία μονάδα, υπάρχουν μηχανιστικά μοντέλα, τα οποία θα προσέγγιζαν την πραγματική τιμή της κατανάλωσης ρεύματος.
Κατά τη μέτρηση της ισχύος που καταναλώνουν οι σερβοκινητήρες σε ένα τμήμα, αυτό που απαιτείται είναι να μπορεί να δημιουργηθεί ένα μοντέλο από αυτές τις τιμές ηλεκτρικής ισχύος που να επιτρέπει τη λήψη κοπτικών δυνάμεων χωρίς άμεση μέτρησή τους. Η χρήση αυτής της τεχνικής στη βιομηχανία είναι πιο ελκυστική από λειτουργική άποψη, καθώς εάν χρησιμοποιηθεί μετρητής ισχύος για κάθε άξονα της μηχανής, είναι δυνατόν να εξαλειφθεί η ανάγκη τοποθέτησης τραπεζιού δυναμομέτρου και, επομένως, η ταλαιπωρία που δημιουργεί, για παράδειγμα, σε διεργασίες στροφής, όπου σε κάθε στάδιο επεξεργασίας χρησιμοποιούνται συνήθως διάφορα εργαλεία.
τραπέζια κατά μήκος των αξόνων Χ και Υ ήταν πάντα το θετικό μηδέν της μηχανής Μ δέχονται τοποθετούνται σε μία από τις γωνίες περιοχή εργασίας(βλέπε εικ.
14.20, β). Φυσικά, η θέση του σημείου Μ είναι σταθερό_και αμετάβλητο, οπότε το σημείο Μ θα είναι η προέλευση της μηχανής. Στη συνέχεια η θέση του σημείου φά μπορούν να δοθούν συντεταγμένες xMF και yMF σε σχέση με το σημείο Μ .
Όσον αφορά τη μέτρηση της θερμοκρασίας κοπής, υπάρχουν δύο μέθοδοι μέτρησής της, αλλά καμία από αυτές δεν δίνει ακριβή θερμοκρασία, καθώς η διεπαφή εργαλείου-τσιπ δεν είναι διαθέσιμη. Η πρώτη βασίζεται στη χρήση θερμογραφικής κάμερας υπέρυθρης ακτινοβολίας, αλλά λόγω της χρήσης υγρών κοπής, η πραγματική μέτρηση παραμορφώνεται, καθώς η εκπομπή της ζώνης κοπής παρεμποδίζεται πλήρως από αυτά. Η δεύτερη μέθοδος είναι πιο αξιόπιστη γιατί γίνεται ώστε το θερμοστοιχείο να τοποθετείται πλησιέστερα στη ζώνη κοπής, με αποτέλεσμα δεδομένα που δεν είναι πραγματικά, αφού ένα ορισμένο ποσό ενέργειας διαχέεται πριν φτάσει στο θερμοστοιχείο, αλλά είναι ποιοτικές τιμές του κόστους τους, δηλαδή σε όλη τη μηχανική κατεργασία, μπορεί να επιτευχθεί μεταβολή της θερμοκρασίας κατά την κοπή, κάτι που είναι χρήσιμο στη μηχανική κατεργασία.
Για το εν λόγω μηχάνημα (βλ. Εικ. 14.21), η θέση του σημείου φάθα ποικίλλει μεταξύ 0-800 mm κατά μήκος του άξονα Χκαι 0-450 mm κατά μήκος του άξονα Στο. Πιθανή μετατόπιση της μύτης της ατράκτου προς την κατεύθυνση του άξονα Ζθα είναι 380 mm (70 - 450 mm). Στην περίπτωση αυτή, ως αρχή της κίνησης λαμβάνεται η κατώτερη (οριακή) θέση της ακραίας όψης σε σχέση με τον καθρέφτη του τραπεζιού, στην οποία η απόσταση από την ακραία όψη έως τον καθρέφτη του τραπεζιού είναι 70 mm.
Τα θερμοστοιχεία χρησιμοποιούνται περισσότερο σε πειραματικές δοκιμές, αλλά η πρόκληση της εφαρμογής τους στη βιομηχανική εποχή δίνεται από το γεγονός ότι για να μετρηθεί σωστά η θερμοκρασία, πρέπει να ενσωματωθούν στο εργαλείο κοπής ή τεμαχίου, που είναι μια «επεμβατική» τεχνολογία που αλλάζει το τελικό προϊόν ή το εργαλείο κοπής, ανάλογα από το πού εισάγεται. Για αυτούς τους λόγους, και μέχρι σήμερα, παρά τη σημασία αυτού του παράγοντα, αυτή η μεταβλητή δεν χρησιμοποιείται σε βιομηχανικά εργαστήρια.
Μετρολογία σε διεργασία και ενεργητικός έλεγχος
Για την επιδίωξη ανταγωνιστικότητας και πιο αποδοτικών παραγωγικών διαδικασιών, είναι απαραίτητο να ενσωματωθεί ένα σύστημα ελέγχου που να μπορεί να ανιχνεύσει οποιαδήποτε παραβίαση και να μπορεί να τη χειριστεί στην προέλευσή της. Ο μετρολογικός έλεγχος των διαδικασιών παραγωγής μπορεί να ελαχιστοποιήσει σημαντικά τα απόβλητα και τις αναποτελεσματικότητες, καθώς και να βελτιώσει την ποιότητα των ανταλλακτικών και να μειώσει τη συντήρηση του μηχανήματος. Όλα αυτά βοηθούν στην αποφυγή καθυστερήσεων στις παραδόσεις και διασφαλίζουν υψηλή ιχνηλασιμότητα των ανταλλακτικών.
![]() Όταν το μηχάνημα λειτουργεί, ο πίνακας ένδειξης στον πίνακα CNC αντικατοπτρίζει την πραγματική θέση των σημείων βάσης του μηχανήματος σε σχέση με το μηδέν του μηχανήματος.
Όταν το μηχάνημα λειτουργεί, ο πίνακας ένδειξης στον πίνακα CNC αντικατοπτρίζει την πραγματική θέση των σημείων βάσης του μηχανήματος σε σχέση με το μηδέν του μηχανήματος.
Για το υπό εξέταση παράδειγμα, αυτή είναι η θέση του σημείου φάσε σχέση με το σημείο Μκαι σημεία Νσε σχέση με το μηδενικό επίπεδο στο αντίστοιχο σύστημα XYZσυντεταγμένες μηχανής. Για την αμοιβαία θέση των σωμάτων εργασίας της μηχανής που φαίνεται στο σχ. 14.21, στην οθόνη θα εμφανιστούν τα δεδομένα: X250.00, Y235.00 και Z000.00. Για τη θέση όπου ο άξονας του άξονα είναι ευθυγραμμισμένος με το σημείο 133, η οθόνη θα εμφανίσει X800.00, Y450.00 και Z000.00. σε θέση όπου η τελεία Νθα ευθυγραμμιστεί με το σημείο 313, στην οθόνη θα εμφανιστούν οι ακόλουθες τιμές: X800.00, Y000.00 και
Ρύζι. 14.23. Συστήματα συντεταγμένων Z380.00 κλπ. Στο εν λόγω μηχάνημα, στη θέση
εργαλειομηχανή (XMY) και τεμάχιο εργασίας (X U WY A όταν ο άξονας του άξονα είναι ευθυγραμμισμένος με το σημείο μηδέν Μ,
Συντόμευση http://bibt.ru
Σύστημα συντεταγμένων για μηχανές CNC.
Η λειτουργία της μηχανής CNC και ο προγραμματισμός μηχανικής κατεργασίας σχετίζονται στενά με τα συστήματα συντεταγμένων. Οι άξονες συντεταγμένων λαμβάνονται παράλληλα με τους οδηγούς του μηχανήματος και σας επιτρέπουν να υποδείξετε την κατεύθυνση και το μέγεθος της κίνησης των σωμάτων εργασίας κατά τον προγραμματισμό.
Ρύζι. 1.6. Πρότυπο σύστημα συντεταγμένων σε μηχανές CNC.
Ως ενιαίο σύστημα συντεταγμένων για όλες τις μηχανές CNC, υιοθετείται το σωστό σύστημα, στο οποίο οι άξονες X, Y, Z (συμπαγείς γραμμές στο Σχ. 1.6) υποδεικνύουν τις θετικές κατευθύνσεις κίνησης του εργαλείου σε σχέση με τα σταθερά μέρη της μηχανής. Οι θετικές κατευθύνσεις κίνησης του τεμαχίου εργασίας σε σχέση με τα σταθερά μέρη της μηχανής υποδεικνύουν τους άξονες X", Y", Z" (διακεκομμένες γραμμές στο Σχ. 1.6), που κατευθύνονται απέναντι από τους άξονες X, Y, Z. Έτσι, θετικά Οι κινήσεις είναι πάντα τέτοιες κινήσεις κατά τις οποίες το εργαλείο και το τεμάχιο εργασίας απομακρύνονται το ένα από το άλλο 1 .
1 Σε μηχανές με κίνηση των σωμάτων εργασίας σε τρεις αμοιβαία κάθετες κατευθύνσεις, οι άξονες συχνά συμβολίζονται X, Y, Z, ανεξάρτητα από το αν το τεμάχιο εργασίας ή το εργαλείο κινείται.
Οι κυκλικές κινήσεις του εργαλείου (για παράδειγμα, περιστροφή του άξονα του άξονα μιας φρέζας) υποδεικνύονται με τα γράμματα A (γύρω από τον άξονα X), B (γύρω από τον άξονα Y), C (γύρω από τον άξονα Z) , και κυκλικές κινήσεις του τεμαχίου εργασίας (για παράδειγμα, ελεγχόμενη από πρόγραμμα περιστροφή του τραπεζιού σε μια μηχανή διάτρησης )—αντίστοιχα τα γράμματα A, B, C. Η έννοια των "κυκλικών κινήσεων" δεν περιλαμβάνει την περιστροφή του άτρακτος που μεταφέρει το εργαλείο, ή τον άξονα του τόρνου.
Εκτός από αυτούς που εξετάζονται, χρησιμοποιούνται οι ακόλουθοι πρόσθετοι κανόνες για την κατανομή των αξόνων συντεταγμένων μεταξύ των σωμάτων εργασίας των εργαλειομηχανών: ο άξονας X βρίσκεται πάντα οριζόντια, ο άξονας Z ευθυγραμμίζεται με τον άξονα περιστροφής του εργαλείου (σε τόρνους - με τον άξονα του άξονα).
Για τον προγραμματισμό επεξεργασίας, είναι σημαντικό η κατεύθυνση κίνησης κάθε σώματος εργασίας της μηχανής να υποδεικνύεται με ένα συγκεκριμένο γράμμα, καθώς υποδεικνύει στο πρόγραμμα το σώμα εργασίας που πρέπει να ενεργοποιηθεί. Ωστόσο, δεν υπάρχουν γράμματα με πινελιές στο πληκτρολόγιο puncher για την εφαρμογή πληροφοριών στην ταινία διάτρησης. Επομένως, κατά τον προσδιορισμό της κατεύθυνσης κίνησης δύο σωμάτων εργασίας κατά μήκος μιας ευθείας γραμμής, χρησιμοποιούνται οι λεγόμενοι δευτερεύοντες άξονες: U (αντί για X), V (αντί για Y), W (αντί για Z). Με τρεις κινήσεις κατά μία κατεύθυνση, χρησιμοποιούνται επίσης οι λεγόμενοι τριτογενείς άξονες: P, Q, R. Ειδικότερα, ο τριτογενής άξονας R χρησιμοποιείται συχνά σε εργαλειομηχανές κατά τον προγραμματισμό των λεγόμενων κύκλων κονσέρβας για την καταγραφή της αρχικής συντεταγμένης του κίνηση ενός περιστρεφόμενου εργαλείου κατά μήκος του άξονα Ζ στην περίπτωση επεξεργασίας μιας σειράς πανομοιότυπων επιφανειών με ένα εργαλείο. Οι δευτερεύοντες και τριτογενείς άξονες χρησιμοποιούνται επίσης σε μηχανές όπου ο αριθμός των προγραμματιζόμενων συντεταγμένων είναι μεγαλύτερος από τρεις.


