Catalog alfabetic
În prezent, la prelucrarea pieselor pe diverse frezare și mașini de găurit, în condițiile producției principale și reparatorii, se folosește un instrument special. Unul dintre aceste dispozitive este un tăietor plictisitor. Este folosit pentru a face găuri de diametre mari și mici la diferite adâncimi. Această gaură este utilizată în părți ale industriei auto, în inginerie mecanică generală și instrumente (carcase de viteze, căptușe de cilindri, suporturi de rulmenți și așa mai departe). 
Design cutter
Este alcătuit dintr-o tijă de carbură lipită într-o tijă de oțel, care are o parte plată de lucru. În prezent, există multe modele noi ale acestui dispozitiv. Datorită inovațiilor în aceste instrumente, îndepărtarea așchiilor din zona de foraj a fost mult îmbunătățită. Cu toate acestea, în orice caz, tăietorul de foraj are o tijă și o parte de lucru - un cap. Prin urmare, designul acestui instrument nu este complicat.  Tija are o secțiune dreptunghiulară sau rotundă. Este de obicei realizat din carbon de calitate 45. Spatele tijei este folosit pentru fixarea în dorn, iar capul este pentru montarea piesei de tăiere, care, în funcție de dimensiune și modificare, este sub formă de placă sau inserție și este format din P9, P18, P6M5. Puțin mai puțin frecvente sunt aceste elemente din aliaj dur (VK8, T5K10, T15K6) sau ceramică minerală.
Tija are o secțiune dreptunghiulară sau rotundă. Este de obicei realizat din carbon de calitate 45. Spatele tijei este folosit pentru fixarea în dorn, iar capul este pentru montarea piesei de tăiere, care, în funcție de dimensiune și modificare, este sub formă de placă sau inserție și este format din P9, P18, P6M5. Puțin mai puțin frecvente sunt aceste elemente din aliaj dur (VK8, T5K10, T15K6) sau ceramică minerală. 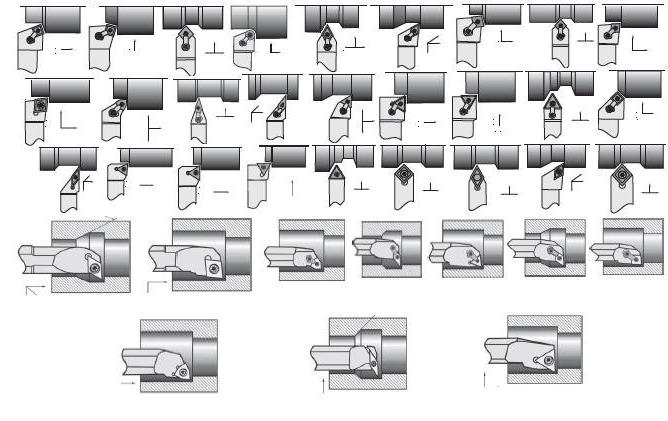
Alezarea tăietorului - ascuțire
Acest proces nu este dificil dacă aveți echipament special. Acest lucru se face pe Rezultatul este geometria de tăiere necesară. Capul acestui instrument este ascuțit împreună cu placa de tăiere. Se formează unghiurile din față, din spate și din plan. Alegerea geometriei sculei se realizează ținând cont de proprietățile materialului prelucrat și de modurile de prelucrare.
Caracteristici de proces
Specificul forajului, în special al diametrelor mici, este îndepărtarea dificilă a așchiilor. Lucrarea se desfășoară într-o zonă închisă, așchiile se acumulează, sunt doborâte, ca urmare, procesul de tăiere devine mai dificil, disiparea căldurii se înrăutățește și suprafața prelucrată poate fi deteriorată. Pentru a rezolva această problemă, elimină căldura și spală așchii în caneluri speciale de rupere așchii de pe suprafața frontală a părții de tăiere a tăietorului. Acest lucru este important în acest caz. Canelura menționată este un puț cu fundul rotunjit. Ca urmare a utilizării elementelor de spargere a așchiilor, este posibil să se evite formarea de așchii de scurgere, care sunt țesute în „barbe” și blochează funcționarea unealtei, drept urmare freza de foraj poate eșua. 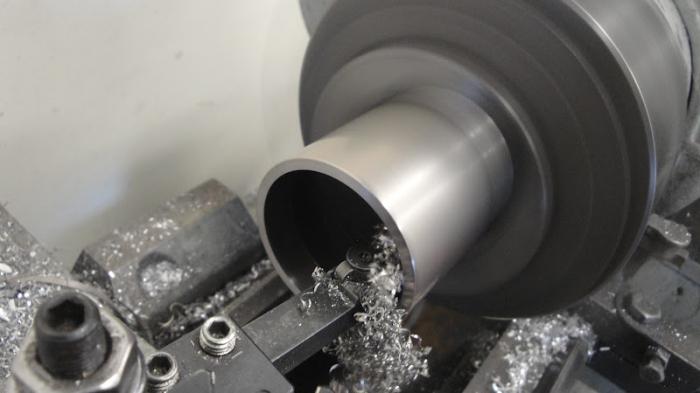
Montare fixare
Un tăietor de foraj este instalat în dornuri cu prize pentru instalarea profilului corespunzător al suportului. Sunt tipuri diferite. De asemenea, au o tijă conică conform GOST. Freza de alezat este fixată mecanic. La prelucrarea găurilor adânci sau a diametrelor mici, se folosesc dornuri adaptoare. Acestea sunt selectate astfel încât să poată fi instalate în conul axului mașinii. Arborele scurte în consolă vă permit să setați două freze în același timp și să lucrați ca un instrument combinat, ceea ce crește productivitatea la finisarea găurilor mari. Este convenabil în acest caz. De asemenea, se efectuează prelucrarea găurilor mașini universale unde se aplica plictisirea. Față de instrumentul obișnuit specificat, diferă prin dimensiunea suportului și metoda de fixare. Mandrinul nu este folosit aici. Tija frezei are o secțiune masivă (25x25, 32x25, 40x40 mm) și este fixată în suportul sculei cu șuruburi.
Proprietățile materialelor sculelor Sculele așchietoare funcționează în condiții de sarcini de forță semnificative, temperaturi mari , frecare și uzură. Prin urmare, materialele pentru scule trebuie să aibă anumite proprietăți operaționale și fizico-mecanice. Materialul piesei de tăiere a sculei are o duritate ridicată și valori ridicate ale tensiunilor admisibile de încovoiere, tensiune, compresie și torsiune. Duritatea părții de tăiere a sculei trebuie să depășească semnificativ duritatea materialului piesei de prelucrat. Oțelurile carbon pentru scule conțin 1,0 ... 1,3% C. Pentru fabricarea sculelor se folosesc oțeluri de înaltă calitate U10A, U11A, U13A. După tratamentul termic, oțelurile au o duritate roșie de 200–240 °C. La această temperatură, duritatea oțelului scade brusc, iar uneltele nu pot face munca de tăiere. Vitezele de tăiere admise nu depășesc 0,2...0,3 m/s. Din aceste oțeluri sunt realizate robinete, matrițe, pânze de ferăstrău, burghie și freze cu diametre mici. Oțelurile de scule aliate sunt oțeluri de scule carbon aliate cu crom, wolfram, vanadiu, siliciu și alte elemente. După tratamentul termic, oțelurile aliate au o duritate roșie de 220...260 °C. În comparație cu oțelurile aliate cu carbon, acestea au o duritate crescută în stare călită și o călibilitate mai mare, o tendință mai mică la deformare și fisurare în timpul călirii. Viteza de tăiere admisă 0,25…0,5 m/s. Pentru fabricarea broșelor, burghie, robinete, matrițe, alezoare, oțeluri se folosesc 9X VG, KhVG, KhG, 6XC, 9XC. Oțelurile de mare viteză conțin 5,5 ... .19% W, 0,7 ... 1,2% C; 2 ... 10% Co și V. Pentru fabricarea sculelor se folosesc oțeluri R9, R12, R18, R6M3, R6M5, R9F5, R14F2, R9K5, R9K10, R10K5F2. În toate oțelurile de mare viteză, fracția de masă a cromului este de 4%, prin urmare, litera X nu este indicată în denumirea mărcii. Instrumentul de tăiere din oțel rapid, după tratament termic, are o duritate roșie de 600 ... 640 ° C și are o rezistență sporită la uzură, astfel încât poate lucra la viteze de tăiere de până la 2 m/s. Pentru a economisi oțelurile de mare viteză, unealta de tăiere este realizată prefabricată sau sudată. Partea de tăiere a sculei este realizată din oțel de mare viteză, care este sudat sau conectat mecanic la partea de legătură a oțelurilor structurale 45, 50, 40X. Aliajele dure includ materiale de scule constând din carburi foarte dure și refractare de wolfram, titan, tantal, conectate printr-o legătură metalică. Aceste materiale sunt produse prin metalurgia pulberilor. Pulberile de carbură sunt amestecate cu pulbere de cobalt, presate și sinterizate la 1400. ...1550 °C. În timpul sinterizării, cobaltul dizolvă o parte din carburi și se topește. Ca rezultat, se obține un material dens, a cărui structură constă din 80 ... 85% particule de carbură conectate printr-un liant. Aliajele dure sunt utilizate sub formă de plăci de o anumită formă și dimensiune, care sunt împărțite în trei grupe: - wolfram - VK2, VK3, VK3M, VK8 etc.; - titan-tungsten - T30K4, T15K6, T14K8, T5K10, T5K12V; - titan-tantal-tungsten - TT7K12, T10K8B. Plăcile din aliaj dur au rezistență mare la uzură și duritate roșie (800....1250 °C), ceea ce permite tăierea la viteze de tăiere de până la 15 m/s. Plăcile sunt lipite de suporturi sau corpuri de scule cu lipire din cupru, alamă sau fixate mecanic. Cele mai utilizate printre materialele superdure (STM) sunt materialele pe bază de bor cubic de sodiu (Elbor, Hexanit - R, Cyborit etc.). Sunt produse sub formă de plăci de diferite forme geometrice, care sunt echipate cu scule de tăiere. STM este utilizat pentru strunjirea și frezarea fină și fină a oțelurilor călite și a fontelor. Materialele ceramice pentru instrumente pot fi împărțite în grupuri care diferă compoziție chimică, metoda de producție și domeniile de utilizare rațională. Ceramica „albă” de oxid, constând din Al2O3 cu aditivi de aliere MgO, ZrO2 etc., este utilizată pentru finisarea și semifinisarea oțelurilor necălite și a fontelor cenușii cu viteze de tăiere de până la 15 m/s. Ceramica „neagră” oxid-carbură, constând din Al2O3, TiC, ZrO2 și alte carburi ale metalelor refractare, este utilizată pentru prelucrarea fontelor modificate maleabile, de înaltă rezistență și răcite și a oțelurilor călite. Ceramica pe bază de nitrură de siliciu este utilizată pentru semifinisarea fontelor. Sunt necesare proprietăți de rezistență ridicată pentru ca unealta să fie rezistentă la deformațiile corespunzătoare în timpul procesului de tăiere, iar vâscozitatea suficientă a materialului face posibilă absorbția sarcinii dinamice de șoc. Materialele pentru scule trebuie să aibă o duritate roșie mare (rezistență la căldură), de ex. capacitatea de a păstra duritatea atunci când este încălzită. Duritatea roșie este evaluată prin temperatura la care are loc o scădere bruscă a durității materialului. Cea mai importantă caracteristică materialul părții de tăiere a sculei servește rezistență la uzură. Cu cât rezistența la uzură este mai mare, cu atât scula se uzează mai lent și stabilitatea dimensională a acesteia este mai mare. Aceasta înseamnă că piesele prelucrate secvenţial cu aceeaşi unealtă vor avea o dispersie minimă în dimensiunile suprafeţelor prelucrate. Materialele pentru fabricarea sculelor ar trebui, dacă este posibil, să aibă cel mai mic procent de elemente rare. Următoarele materiale îndeplinesc toate cerințele de mai sus într-un grad sau altul: oțeluri de scule, aliaje dure, materiale sintetice superdure și ceramice, materiale abrazive și diamantate.
La strunguri se forează găuri cu freze de alezat (Fig. 118). În funcție de tipul găurii, există: freze de alezat pentru găuri traversante (Fig. 118, a) și freze de alezat pentru găuri oarbe (Fig. 118, b). Acești incisivi diferă unul de celălalt în unghiul principal în ceea ce privește f. Când găuriți prin găuri (Fig. 118, a), unghiul principal în termeni de f \u003d 60 °. Dacă o gaură oarbă este găurită cu o margine de 90 °, atunci unghiul principal în termeni de f \u003d 90 ° (Fig. 118, b) și tăietorul funcționează ca un hard-through sau f = 95 ° (Fig. 118). , c) - freza funcționează cu avans longitudinal ca trecere, iar apoi cu avans transversal ca scor.
Unghiurile de ascuțire a sculelor de foraj
Pe fig. 118 prezintă unghiurile de șlefuire ale frezelor de alezat, care sunt alese practic la fel ca pentru frezele pentru strunjire exterioară, cu excepția unghiului din spate a, care are de obicei o valoare crescută pentru frezele de alezat. Valoarea unghiului din spate depinde de diametrul găurii: cu cât diametrul găurii este mai mic, cu atât ar trebui să fie mai mare unghiul din spate al frezei.
Orez. 118. Freze de alezat echipate cu placi din aliaj dur: a - gaura de trecere pentru prelucrarea gaurilor traversante, b si c - gaura de trecere pentru prelucrarea gaurilor oarbe
Complexitatea operațiunii
Alezarea este o operație mai complicată decât strunjirea exterioară a suprafețelor, deoarece:
- atunci când găuriți, dimensiunea secțiunii transversale a frezei ar trebui să fie semnificativ mai mică decât diametrul găurii, iar proeminența frezei de la capul tăietorului este ceva mai mare decât lungimea găurii (Fig. 119), prin urmare, atunci când forați o gaură de lungime considerabilă, freza se poate îndoi, iar la viteze mari de tăiere - vibrații puternice. În consecință, astfel de tăietoare nu fac posibilă tăierea așchiilor de secțiune transversală mare;
- atunci când se plictisește, este mai puțin convenabil să se observe lucrul tăietorului, deoarece tăierea are loc în interiorul găurii.

Orez. 119. Alezarea unei gauri cu un cutter
Pentru găurile de găurit cu un diametru de până la 70 mm, strunjitorul inovator V.K. Seminsky a propus o freză de găurit specială echipată cu o placă de aliaj dur (Fig. 120). Tija de tăiere are o secțiune pătrată pe toată lungimea sa, partea de lucru a tăietorului este rotită prin răsucire în timpul fabricării la un unghi de 45° față de partea de susținere. Un astfel de tăietor se distinge prin rigiditate crescută în comparație cu un tăietor de alezat convențional și permite o creștere a secțiunii transversale a așchiilor de 4-5 ori. Atunci când se lucrează cu un astfel de tăietor cu o viteză de tăiere crescută, vibrațiile nu sunt observate chiar și cu o depășire semnificativă a suportului.
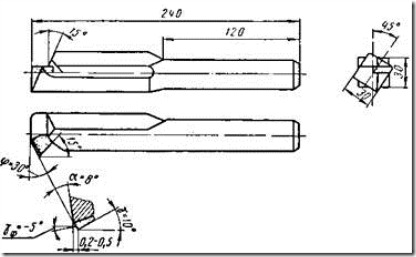
Orez. 120. Freză de alezat echipată cu o placă din aliaj dur, proiectată de V. K. Seminsky
Pentru a crește rezistența la vibrații a frezei, strunjitorul inovator V. Lakur a propus un nou design al unei freze de alezat cu o placă din aliaj dur (Fig. 121). O caracteristică a acestor freze este că muchia lor principală de tăiere este situată la nivelul axei neutre a tijei. Acest aranjament al tăierii

Orez. 121. Cutter alezat proiectat de V. Lakura
marginea oferă tăietorilor o creștere semnificativă a rezistenței la vibrații și, ca rezultat, face posibilă lucrul la viteze mari de tăiere și obținerea unui finisaj îmbunătățit al suprafeței.
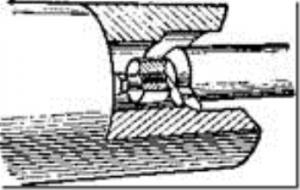
Orez. 122. Mandrin cu freza pentru alezarea unui orificiu traversant
Instalarea tăietorului
Găurile de lungime mare sunt forate cu freze fixate în dornuri speciale masive, ale căror dimensiuni depind de diametrul găurii și lungimea acesteia. Înlocuirea unei bare de foraj solidă cu o bară mică introdusă într-o bară de alezaj are drept rezultat economii semnificative de material scump pentru scule. Metoda de fixare a tăietorului în dorn depinde de scopul acestuia. Pe fig. 122 prezintă un dorn pentru găurirea unui orificiu traversant; aici freza este situată la o distanță considerabilă de capătul dornului. Pentru găuri oarbe, freza este montată în așa fel încât să iasă puțin dincolo de capătul frontal al dornului.
Înainte de a forța o gaură, este necesar să setați freza la diametrul necesar de-a lungul cadranului șurubului de alimentare în cruce și apoi să găuriți gaura prin avans manual la o lungime de 2-3 mm. După ce ați măsurat diametrul cu un șubler sau alt dispozitiv de măsurare și asigurându-vă că dimensiunea este corectă, efectuați gaura până la restul lungimii. Este deosebit de important să setați corect cuțitul la diametrul necesar atunci când găuriți fin.
Poziția muchiei tăietoare a frezei depinde de tipul de găurire. La găurirea grosieră, se recomandă să setați muchia de tăiere la înălțimea centrelor sau puțin mai jos. La găurirea fină, muchia de tăiere ar trebui să fie situată deasupra liniei centrale cu aproximativ 1/100 din diametrul găurii, având în vedere că datorită forței care decurge din rezistența așchiului forfecat, freza poate fi presată în jos.
- 6196 vizualizări
Frezele de alezat sunt proiectate pentru a gauri prin ori oarbe existente deja in produse. Cu cât gaura este mai adâncă, cu atât partea rotundă a arborelui tăietorului ar trebui să fie mai lungă. Cu toate acestea, o freză care este prea subțire și care iese departe în timpul funcționării se ridică și se îndepărtează oarecum de suprafața prelucrată, reducând atât precizia de prelucrare, cât și finisarea suprafeței.
Frezele de alezat sunt folosite pentru prelucrarea găurilor. Acestea lucrează în condiții mai puțin favorabile decât frezele de strunjire exterioare. Frezele de alezat trebuie să aibă dimensiuni transversale mai mici decât orificiul prelucrat. Se lungesc. Contopirea frezei trebuie să fie mai mare decât lungimea găurii. Datorită rigidității scăzute, frezele de alezat sunt predispuse la vibrații, ceea ce face imposibilă îndepărtarea așchiilor mari.
Planta Khrapunovsky
Fabrica de scule Khrapunovsky (unealta Khrapunovsky) a fost fondată în 1960. Produce unelte de tăiere a metalelor, inclusiv freze. Procesul de producție este organizat în așa fel încât să permită îndeplinirea comenzilor nestandardizate.
Planta Kanash
Uzina de tăiere Kanash a fost fondată în 1937. Din prima jumătate a secolului al XX-lea, produce scule de tăiere de înaltă calitate.
Planta Kirzhach
Uzina de scule Kirzhach (KI3) a fost fondată în 1934. Produce o gamă largă de scule de tăiere a metalelor, inclusivfreze de strunjire lipite.
Freze de strunjire cu inserții brazate din aliaje dure T15K6, T5K10, VK8, de la T30K4 la comandă.
Prețurile sunt valabile pentru achiziții de la 30 de mii de ruble. Specificați prețul final cu managerul.
Producție de freze cu o placă din oțel rapid P18 la comandă.
| Nume | preț, freacă. |
|---|---|
| Freze de alezat pentru găuri traversante tip 1 versiunea 1 GOST 18882-73 | |
| Freza de alezat pentru gauri traversante tip 1 varianta 1 12x12x130 | 70,8 |
| Freza de alezat pentru gauri traversante tip 1 varianta 1 16x16x120 | 86,14 |
| Freză de alezat pentru găuri traversante tip 1 versiunea 1 16x16x140 | 86,14 |
| Freza de alezat pentru gauri traversante tip 1 varianta 1 16x16x170 | 90,9 |
| Freza de alezat pentru gauri traversante tip 1 varianta 1 20x20x140 | 119,8 |
| Freza de alezat pentru gauri traversante tip 1 varianta 1 20x20x170 l=50 | 108,6 |
| Freza de alezat pentru gauri traversante tip 1 varianta 1 20x20x170 l=70 | 113,3 |
| Freza de alezat pentru gauri traversante tip 1 varianta 1 20x20x200 | 122,72 |
| Freza de alezat pentru gauri traversante tip 1 varianta 1 25x25x200 | 162,8 |
| Freza de alezat pentru gauri traversante tip 1 varianta 1 25x25x240 | 182,9 |
| Freze de alezat pentru găuri traversante tip 1 versiune 2 GOST 18882-73 | |
| Freza de alezat pentru gauri traversante tip 1 varianta 2 16x10x170 | 181,72 |
| Freza de alezat pentru gauri traversante tip 1 varianta 2 16x12x170 | 141,6 |
| Freza de alezat pentru gauri traversante tip 1 varianta 2 20x16x170 | 188,8 |
| Freza de alezat pentru gauri traversante tip 1 varianta 2 25x16x200 | 236 |
| Freza de alezat pentru gauri traversante tip 1 varianta 2 25x20x240 | 283,2 |
| Freza de alezat pentru gauri traversante tip 1 varianta 2 32x25x280 | 696,2 |
| Freza de alezat pentru gauri traversante tip 1 varianta 2 40x32x300 | 849,6 |
| Dispozitiv de tăiere pentru găuri oarbe tip 1 versiune 1 GOST 18883-73 | |
| Freza de alezat pentru gauri oarbe tip 1 varianta 1 12x12x130 | 70,8 |
| Freza de alezat pentru gauri oarbe tip 1 varianta 1 16x16x120 | 86,15 |
| Freza de alezat pentru gauri oarbe tip 1 varianta 1 16x16x140 | 86,15 |
| Freza de alezat pentru gauri oarbe tip 1 varianta 1 16x16x170 | 90,9 |
| Freza de alezat pentru gauri oarbe tip 1 varianta 1 20x20x140 | 119,1 |
| Freza de alezat pentru gauri oarbe tip 1 varianta 1 20x20x170 | 119,1 |
| Freza de alezat pentru gauri oarbe tip 1 varianta 1 20x20x200 | 121,6 |
| Freza de alezat pentru gauri oarbe tip 1 varianta 1 25x25x200 | 162 |
| Freza de alezat pentru gauri oarbe tip 1 varianta 1 25x25x240 | 182 |
| Dispozitiv de tăiere pentru găuri oarbe tip 1 versiune 2 GOST 18883-73 | |
| Freza de alezat pentru gauri oarbe tip 1 varianta 2 16x10x170 | 141,6 |
| Freza de alezat pentru gauri oarbe tip 1 varianta 2 20x16x200 | 240 |
| Freza de alezat pentru gauri oarbe tip 1 varianta 2 25x16x200 | 324,5 |
| Freza de alezat pentru gauri oarbe tip 1 varianta 2 25x20x240 | 356,95 |
| Freza de alezat pentru gauri oarbe tip 1 varianta 2 32x25x280 | 696,2 |
| Freza de alezat pentru gauri oarbe tip 1 varianta 2 40x32x300 | 849,6 |
| Freză de alezat dintr-o singură bucată st.hv. pentru persoanele surde VK6M 5x10x45 | 60 |
| Freză de alezat dintr-o singură bucată st.hv. pentru persoanele surde 3,8x6x20x50 VK6M GOST 18063-72 versiunea 2 | 50 |
| Freza de alezat pentru gauri traversante si oarbe D20x170 | 129,8 |
| Freza de alezat pentru gauri traversante si oarbe D25x200 | 165,2 |
| Freză de strunjire fină lată 25x16x140 | 236 |
| Freză de strunjire fină lată 32x20x170 | 295 |
Prelucrarea metalelor se face întotdeauna cu dispozitive speciale pentru că fără ele ar fi pur și simplu imposibil. Frezele au intrat ferm în industria prelucrării metalelor. Nu contează ce se folosește unealtă plictisitoare, tăietor filetat sau altceva. Este important ca utilizarea acestui lucru să fie asociată cu o anumită lucrare specifică.
S-ar putea să credeți că frezele (carbură, îndoită, împinsă etc.) sunt toate folosite în același mod, diferența este doar în formă. Dar nu este. Fiecare tip de incisiv are propriile sale funcții pe care le îndeplinește mai bine decât altele, precum și propriile dezavantaje, pe baza cărora veți înțelege cum nu trebuie utilizat un anumit tip de incisiv.
Atunci când alegeți tăietorul necesar, trebuie să vă asumați responsabilitatea pregătirii înainte de a alege. După ce ați studiat opțiunile propuse în prealabil, nu veți fi distras, nu va fi posibil să vă distrageți atenția cu un nume frumos - pur și simplu vă veți concentra imediat pe ceea ce aveți nevoie în practică, și nu în teorie.
Tipuri speciale de freze de alezat
Un tăietor este o unealtă de tăiere (a fost denumită în funcție de tipul de acțiune), destinat lucrului cu obiecte metalice (piese, semifabricate). Se folosește în principal la mașinile de strunjit, crestat, rindeluit pentru același tip de lucru. Principiul funcționării sale este îndepărtarea treptată, strat cu strat, a metalului în locurile potrivite. Evident, datorita specificului lucrarii efectuate, freza are intotdeauna un margine taietoare. Cele mai populare tipuri de tăietoare sunt tăietorul de plictisitor, prin tăietor, tăietorul de tăiere.
Dar varietatea de incisivi nu se limitează la aceste tipuri, pur și simplu sunt utilizați mai rar datorită specificului muncii efectuate.
Cutterul plictisitor are propriile sale specificități de lucru. Utilizarea acestuia presupune găuri deja create prin găuri, găuri oarbe. Aceste găuri sunt create în timpul găuririi, ștanțarii, turnării piesei de prelucrat, dar trebuie să fie finisate cu un tăietor.
Dispozitivul de tăiere este utilizat pentru găuri cu un diametru mai mare de 40 mm în părțile corpului. Frezele sunt fixate în mufurile barelor de foraj într-o poziție perpendiculară (ξ = 90o) sau înclinată (ξ = 45, 60o) față de axa dornului.
Fixarea suporturilor de scule în prizele dornurilor și barelor de foraj se realizează nereglementat sau reglabil cu o precizie de instalare de până la 0,005 mm.
Când freza este înclinată față de axa găurii la un anumit unghi ξ, unghiurile din plan la freză se modifică: φН = φ + ξ; φ1Н = φ1 – ξ. Acest lucru trebuie luat în considerare la proiectarea tăietorului.
Parametrii modului de tăiere: adâncimea de tăiere, 2 0 t mm D DP, unde Dp este diametrul găurii preliminare; D0 este diametrul găurii finale; viteza de taiere admisa m/min; T t S C K V m x v y v V V T - viteza axului; 1000 1 0 min D V n T - avans longitudinal (Sp) sau transversal (Sp) (mm / rev); avans minut Smin=S∙n (mm/min).
Freza de alezat are propria sa clasificare.
Ele sunt adesea împărțite în funcție de tipul de construcție:
- Linii drepte (linia axei capului este paralelă cu axa suportului).
- Îndoit (capul tăietorului se abate în lateral).
- Curbat (axa suportului are o îndoire).
- Desenat (unel de gătit deja).
- Altele (creații ale inovatorilor care nu sunt utilizate pe scară largă).
Fiecare tip de tăietor de foraj are propriile sale specificități de utilizare, se descurcă mai bine în unele locuri de muncă, mai rău în altele. Frezele de alezat sunt folosite în cazurile în care nu există burghie sau freze cu diametrul necesar, trebuie asigurată precizia și rectitudinea intrării găurii, alte tipuri de prelucrare nu sunt suficient de precise și „curate”, cu o lungime mică a găurii. , cu o lățime a orificiului care depășește diametrele cele mai mari ale unui alt echipament. Putem spune cu siguranță că freza de foraj, deși nu este universal, este un articol destul de solicitat, care își va găsi aplicație în orice întreprindere de prelucrare a metalelor.
Bara plictisitoare și alte opțiuni sunt adesea folosite, deși există alternative pentru acestea în majoritatea cazurilor. Doar că frezele sunt mult mai ușor de utilizat, deoarece practic nu există niciun factor uman atunci când procesați o piesă cu un tăietor.
Trebuie să cumpărați un tăietor plictisitor cu atenție, în mod conștient. Citiți informațiile, trageți concluzii despre ce tipuri de muncă vor trebui să efectueze, ce caracteristici aveți nevoie de la aceasta. Acordați atenție producătorilor - căutările pe internet vă pot spune în cine puteți avea încredere și ale căror produse sunt îndoielnice de consumatori. Achizițiile conștiente durează întotdeauna mult mai mult decât cele care au fost făcute pe bază de „veniți, cumpărați”. Specialistii companiei noastre vor consilia in toate problemele de interes.


