Mașină de alezat: scop, schemă, caracteristici. Modele de mașini de alezat.
LA domenii diverse activitățile de producție folosesc adesea echipamente precum coordonate mașină de plictisit. Acest echipament este cel mai adesea folosit în industria metalurgică, de construcție de mașini. Scopul principal al acestui grup de mașini este tratarea suprafețelor metalice, efectuând astfel de operațiuni cu piese de prelucrat precum alezarea, perforarea găurilor, scufundarea și multe alte operațiuni.
Dispozitiv mașină de găurit
De fapt, o mașină de găurit îndeplinește absolut toate funcțiile pe care le fac mașinile convenționale, dar avantajul său este că un astfel de echipament realizează toate acțiunile cu un grad ridicat de precizie. O astfel de acuratețe a procesării pieselor de către mașină se realizează prin faptul că acest echipament este echipat cu tot felul de elemente de natură optică, mecanică și automată.
Detaliile despre o mașină de alezat cu jig pot fi procesate atât în serie, cât și unică, depinde de tipul de întreprindere în care funcționează acest echipament.
Principalul element de lucru al acestui echipament, la fel ca la alte strunguri, este axul, care poate fi amplasat în mașină, atât în poziție orizontală, cât și verticală. Pe axul în sine, sunt deja atașate suplimentar tot felul de unelte, cu care se va efectua munca. De exemplu, astfel de elemente de lucru pot fi o bară de foraj de tăiere, freze, burghie și echipamente de frezat.
Până în prezent, cele mai comune sunt astfel de mașini de găurit care efectuează lucrări prin control numeric, acest echipament vă permite să efectuați toate lucrările cu precizie ridicată și minimizează costul personalului care operează mașina.
Tipuri de mașini de găurit
Mașinile de alezat coordonate sunt clasificate în mașini cu o singură coloană și mașini cu două coloane. Principiul de funcționare al acestor mașini este similar și este după cum urmează. Piesa de prelucrat pentru prelucrarea sa ulterioară este fixată pe masă, care se realizează într-un plan de coordonate pentru a obține cea mai mare precizie în prelucrarea piesei. Instrumentul în sine, necesar pentru anumite tipuri de lucru, este fixat pe elementul ax. Axul în sine este setat folosind coordonatele tabelului, pentru un contact precis cu piesa de prelucrat în timpul prelucrării. Pentru a face acest lucru, masa este mutată până când este instalată exact așa cum cere lucrarea.
Principalele avantaje ale utilizării mașinilor de găurit sunt că sunt echipate cu dispozitive de corecție speciale care permit reducerea la minimum a erorilor la prelucrarea pieselor de prelucrat. Numărarea coordonatelor în sine are loc automat, prin intermediul unui dispozitiv optic, care măsoară valorile necesare pentru setarea piesei de prelucrat.
Caracteristicile mașinii de alezat jig
Acest echipament are caracteristici excelente de rezistență la vibrații, ceea ce face să lucrezi în siguranță pe astfel de echipamente. În plus, această caracteristică afectează direct precizia cu care va funcționa echipamentul.
Unitatea principală de lucru a acestui echipament include elemente precum rafturi, o traversă, capul de foraj în sine, un dispozitiv cu ax și o masă de lucru. Toate echipamentele sunt montate pe un cadru solid din oțel, care este o platformă stabilă cu o masă mare, care îi asigură imobilitatea în timpul lucrului.
Mașina de forat jig este un echipament de nivel înalt, în plus, este versatil în funcționare. Mașina este, de asemenea, capabilă să efectueze lucrări precum frezarea suprafeței, precum și mașina poate fi utilizată pentru tăierea capetelor și marcarea piesei de prelucrat. Astfel, având acest echipament, puteți evita cheltuielile suplimentare pentru achiziționarea de unelte de lucru auxiliare, deoarece această mașină îndeplinește o mare varietate de funcții.
Introducere
1. Dispozitivul și principiul de funcționare al mașinilor de găurit
2. Calculul criteriilor
2.1 Criterii de dezvoltare a obiectelor tehnice
2.2 Calculul criteriilor
2.3 Determinarea schimbării criteriilor
3. Perspective de dezvoltare a mașinilor de găurit
Concluzie
Bibliografie
Introducere
Mașinile de alezat sunt proiectate pentru prelucrarea pieselor în producție unică și în serie. Acestea sunt mașini universale care pot fi utilizate pentru alezarea brută și fină a găurilor, strunjirea suprafețelor cilindrice exterioare și a capetelor găurilor, găurirea, frezarea și alezarea găurilor, planuri de frezare, filetare și alte operațiuni. O mare varietate de diferite tipuri de prelucrare efectuate pe mașini de alezat face posibilă, în unele cazuri, efectuarea prelucrării complete a unei piese fără a o rearanja pe alte mașini, ceea ce este deosebit de important pentru inginerie grea.
O trăsătură caracteristică a mașinilor de alezat este prezența unui arbore orizontal (sau vertical), care face o mișcare de avans axială. În ax este montată o unealtă de tăiere - o bară de alezat cu freze, un burghiu, o freză, o freză, un robinet etc. Mașinile de alezat cu control al programului sunt utilizate pe scară largă, reducând timpul de schimbare a acestora, crescând productivitatea muncii și calitatea procesării .
În funcție de natura operațiunilor efectuate, scopul și caracteristicile de proiectare, mașinile de alezat se împart în universale și specializate. La rândul lor, mașinile universale sunt împărțite în alezarea orizontală, alezarea cu jig și alezarea cu diamant (alezarea de finisare). Pentru toate tipurile de mașini-unelte, cel mai semnificativ parametru care determină toate dimensiunile principale ale mașinii este diametrul axului de foraj.
Dispozitivul și principiul de funcționare al mașinilor de alezat coordonate
masini-unelte
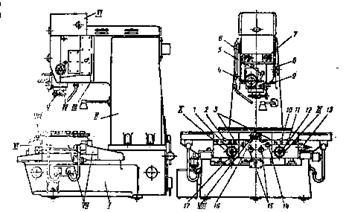
Mașinile de alezat cu coordonate sunt proiectate pentru prelucrarea găurilor cu coordonate precise. Mașinile de acest tip au două versiuni: cu o singură coloană (Fig. 1, a) și cu două coloane (Fig. 1, b). Principalele părți ale mașinii de alezat cu o singură coordonată sunt cadrul 1, raftul 2, capul de găurit 3, masa cu sania 4. Mașina de găurit cu două coordonate 2E470A are următoarele părți principale: cadrul 1, rafturile 2, capetele de foraj 3, traversa 4, masa de lucru 5.
Piesa de prelucrat este fixată pe planul mesei, unealta de tăiere este fixată în axul capetelor de găurit. În funcție de înălțimea piesei de prelucrat, traversa și capul de foraj sunt setate la o anumită înălțime și fixate. Setarea axului la coordonatele specificate se realizează prin deplasarea mesei în două direcții reciproc perpendiculare (când se lucrează la o mașină cu o singură coloană) sau deplasarea mesei în direcția longitudinală de-a lungul ghidajelor patului și a capului de foraj în transversală. direcție de-a lungul traversei (în cazul lucrului la o mașină tip portal cu două coloane). Caracteristicile proiectării, instalării și întreținerii mașinilor de găurit sunt:
prezența dispozitivelor corective care compensează eroarea de pas a șurubului de plumb (la modelele mai vechi de mașini);
utilizarea dispozitivelor optice pentru citirea coordonatelor; utilizarea ghidajelor cu role care percep masa saniei, a mesei, a produsului și a forței de tăiere;
precizie ridicată a prelucrării pieselor și asamblarii unităților și calitate înaltă a suprafeței prelucrate; rezistență bună la vibrații și fundație masivă; temperatura camerei constantă în (201,5) C;
calificarea înaltă a lucrătorilor care deservesc mașinile; cote minime și reglementate pentru prelucrarea găurilor.
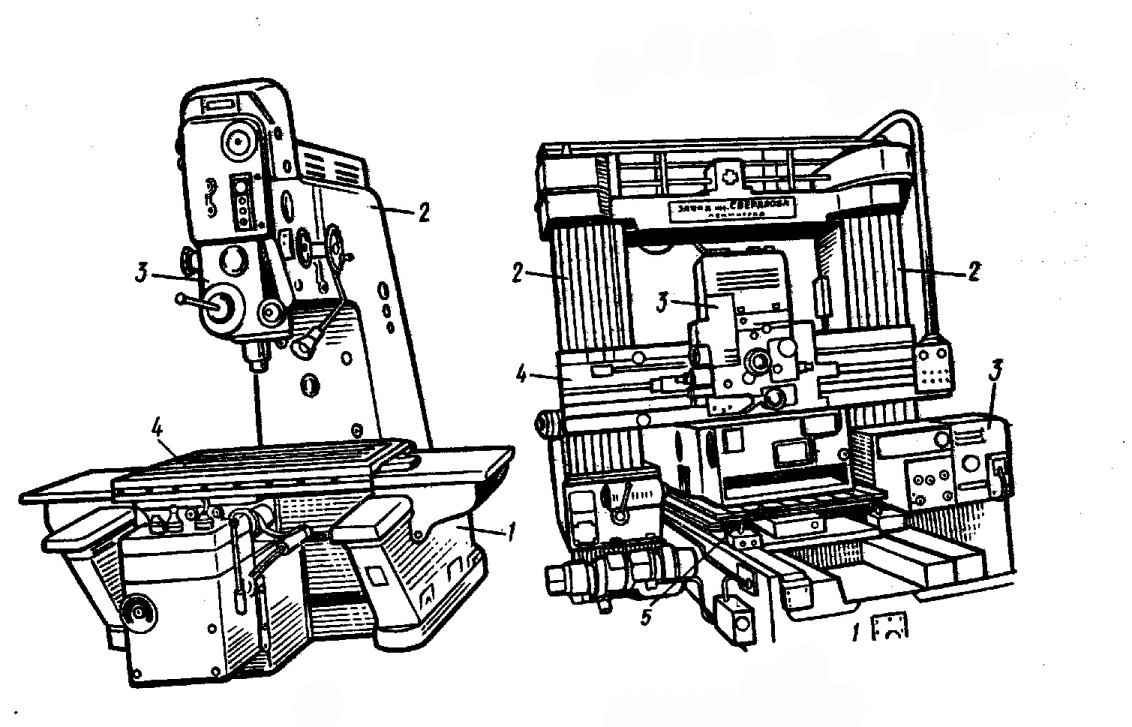
Fig.1. Mașini de alezat coordonate:
a - monocoloană: 1 - pat, 2 - suport, 3 - cap de foraj, 4 - masă cu sanie;
b - cu două coloane: 1 - pat, 2 - rafturi, 3 - capete de foraj, 4 - traverse, 5 - desktop
Mașinile de găurit vertical cu o singură coloană sunt proiectate pentru prelucrarea găurilor cu axe precise, dimensiunile dintre care sunt date într-un sistem de coordonate dreptunghiular.
În plus, mașina este posibilă și:
tăierea firului;
frezarea fină a suprafețelor cu freze frontale sau frontale;
tunderea capetelor;
marcarea si controlul dimensiunilor liniare pe piese.
Mesele rotative furnizate împreună cu mașinile permit prelucrarea găurilor specificate în sistemul de coordonate polare, precum și găuri și plane reciproc perpendiculare și înclinate.
În condiții normale de funcționare, mașinile oferă o precizie a distanțelor centru-centru atunci când procesează într-un sistem de coordonate dreptunghiulare de până la 0,06 mm.
Mașinile sunt echipate cu o varietate de unelte și accesorii pentru găurire și găuri, filetare, frezare și marcare:
clemă cu un set de clede,
foraj,
tăierea firului,
plictisitor.
bucșe reductoare pentru scule cu conic Morse
arbore pentru freze
set de bare plictisitoare
stâlp de sculă universal și stâlp de sculă de avans fin
Găsitor de centru al microscopului, Găsitor de centru al dornului
miez de arc
centru de instalare
o gamă largă de freze de alezat, burghie, alezoare, freze, robinete.
Mașină de alezat coordonate mod.2E450
Mașină mod. 2E450A - monocoloană cu dimensiunile mesei de 630x1120 mm, echipată cu un sistem optic de măsurare cu citire pe ecran, un dispozitiv pentru presetarea coordonatelor, oprirea automată a mesei și a saniei în poziții prestabilite folosind un indicator fotoelectric nul. Standardele de lungime sunt măsuri de linie de sticlă plană. Perioada de rotație a axului este realizată de la un motor DC reglabil printr-o cutie de viteze în trei trepte. În fiecare treaptă, turația axului este reglată continuu în intervalul 50-2500 rpm. De asemenea, avansul axului este variabil infinit prin intermediul unui variator de frecare. Există un mecanism pentru oprirea automată a avansului arborelui la o anumită adâncime. Sunt furnizate cleme mecanice de masă și prindere manuală a capului. Precizia de setare a coordonatelor este de 0,004 mm, precizia diametrului găurii nu este permisă mai mult de 0,005 mm.
Mașină de alezat coordonate mod.2D450
Masina de alezat cu o singura coordonata mod. 2D450 cu suprafața de lucru a mesei 630x1120 mm. echipat cu dispozitive optice care permit numărarea părților întregi și fracționale ale mărimii coordonatelor. Mașina poate fi utilizată atât în atelierele de scule, cât și în atelierele de producție pentru prelucrarea precisă a pieselor fără echipamente speciale. În condiții normale de funcționare, mașina oferă o precizie de setare a distanțelor centru-centru într-un sistem de coordonate dreptunghiular de 0,004 mm. iar în sistemul polar - 5 secunde de arc. Precizia distanțelor dintre axele găurilor, prelucrate în condiții normale pentru alezarea coordonată, 0,006 mm.
Setarea axei găurii pe produs în raport cu axa axului la coordonatele necesare se realizează prin mișcarea mesei sau a sănii, a cărei mișcare este controlată de un dispozitiv optic special. Acesta din urmă se bazează pe rigle precise, fixate într-un caz pe masă (riglă mobilă), în celălalt - pe cadru (riglă fixă). Rigla mesei are 1000 de diviziuni de înaltă precizie prin 1 mm., rigla patului - 630 de diviziuni. Tranzele sunt proiectate pe un ecran mat la o mărire de 75x. Pentru a evalua intervalul de sutimi dintr-o riglă în planul ecranului, există o scară cu 100 de diviziuni. Pentru a obține o citire de înaltă precizie, pe ecran există o scară suplimentară care permite citirea până la 0,001 mm.
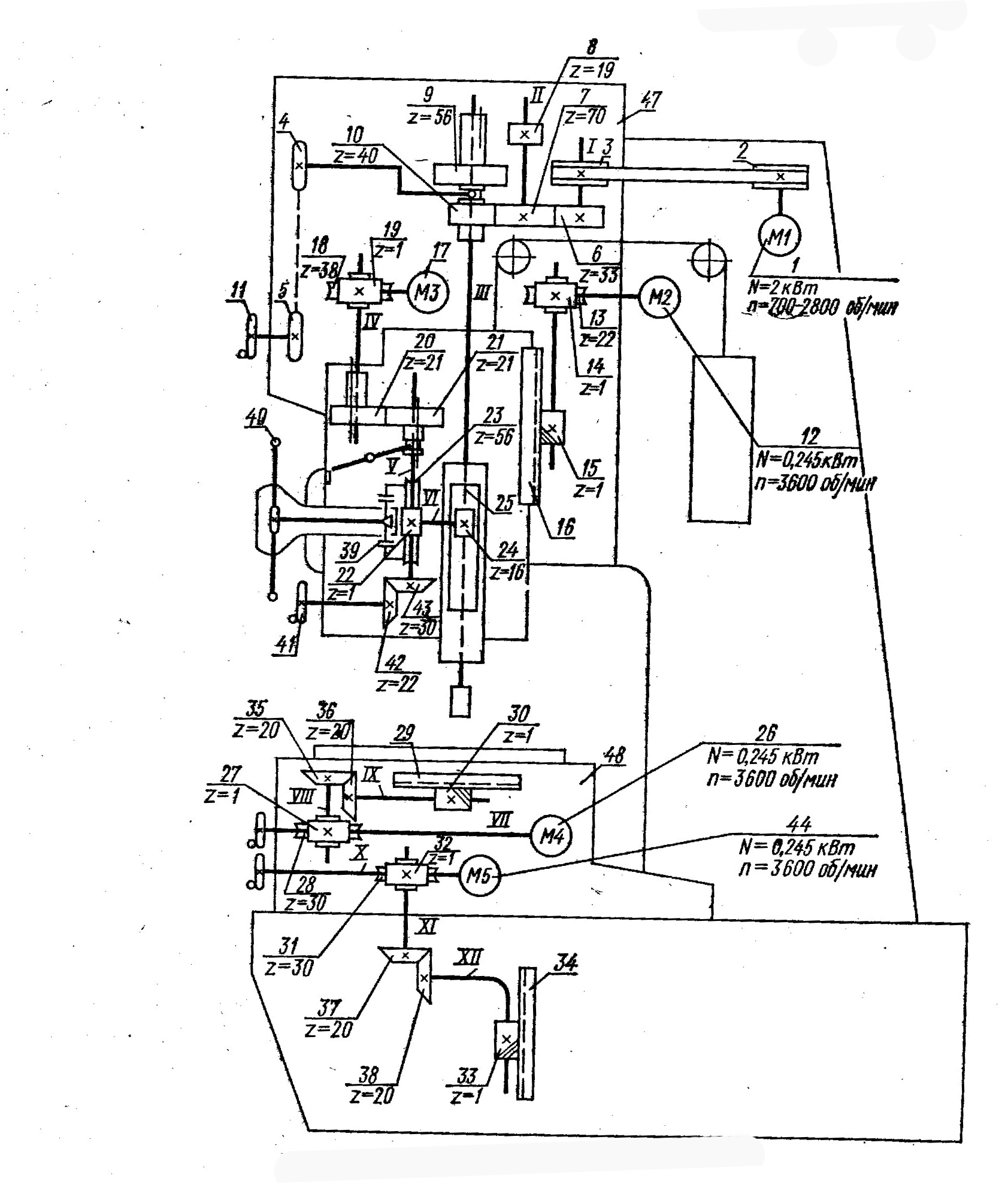
Orez. 2. Schema cinematică a mașinii mod. 2D450
Figura 2 prezintă schema cinematică a mașinii mod. 2D450. Lanțul mișcării principale determină rotația axului cu unealta de tăiere, care se efectuează de la un motor DC reglabil 1 printr-o transmisie prin curea 2-3, arborele I, roți dințate 6-7, arborele II, roți sau 7- 10 la fusul III. Viteza axului se modifică fără trepte prin reglarea motorului electric 1 în intervalul 700-2800 rpm. Treptele de viteză de comutare ale unei cutii de viteze în două trepte se realizează cu roata de mână 11 prin transmisia cu lanț 4-5. Viteza este controlată de un tahogenerator montat pe arborele I.
Alimentarea verticală a manșonului, axul este realizată de la un motor electric separat 17 DC cu o gamă largă de reglare. Rotire prin angrenaj melcat 18-19, arbore canelat IV, roți dințate 20-21, arbore V și pereche melc 22-23, ambreiaj de fricțiune cu șina 25 a manșonului arborelui. Mânerele 40 cu ambreiajul oprit, puteți ridica sau coborî manual manșonul axului. Pentru mișcări mai precise ale manșonului, există o roată de mână 41 conectată la arborele V prin roți conice 42-43. Oprirea automată a avansului manșonului arborelui când este atinsă adâncimea de găurire specificată se realizează prin oprirea celui de-al 17-lea microîntrerupător.
Mișcarea de reglare a capului arborelui este realizată dintr-un motor electric asincron 12 printr-un angrenaj melcat 13-14 și un pinion și cremalieră 15-16. Piesa de prelucrat este deplasată într-un sistem de coordonate dreptunghiulare prin deplasarea mesei în direcția longitudinală și a glisierei în direcția transversală de la două motoare de curent continuu independente 44 și 26 prin angrenaje melcate similare 27-28 și 31-32, roți dințate conice 35-36 și 37-38, angrenaje cu cremalieră și pinion 29-30 și 33-34.
Clemele unificate sunt folosite pentru a fixa masa, sania și capul axului în pozițiile necesare.
Tabelul 1.
Gama de modele de mașini de găurit
| Model | Caracteristici |
| 2A450 | Mașină cu un sistem de referință de coordonate optice de-a lungul axelor X și Y |
| 2A450AF10, 2D450AF10 | Mașini-unelte cu sistem electronic de citire și măsurare, inclusiv un dispozitiv de afișare digitală, de-a lungul axelor X și Y. Modul volant electronic. |
| 2L450AF11-01 | O mașină cu un dispozitiv de indicare digitală de-a lungul axelor X, Y și Z și un set preliminar de coordonate de-a lungul axelor X și Y. Există un mod de poziționare de urmărire și un mod de volant electronic cu o rezoluție de mișcare a mesei de 0,001 și 0,01 mm |
| 2E450AFZ0 | O mașină unealtă cu un dispozitiv CNC, cu capacitatea de a seta un program de procesare într-un mod interactiv de-a lungul axelor X și Y și indicarea digitală a coordonatelor de-a lungul axei Z. |
| 2L450AF4 | Mașină-uneltă cu CNC, cu conturare de-a lungul axelor X, Y și Z. Monitorul grafic vă permite să depanați programe fără a vă deplasa de-a lungul axelor. Programele piese pot fi pregătite online cu fișiere text standard sau sisteme automate. |
2. Calculul criteriilor
2.1 Criterii de dezvoltare a obiectelor tehnice
Printre parametrii și indicatorii care caracterizează orice obiect tehnic se numără întotdeauna aceia care tind să se modifice monoton timp îndelungat sau tind să se mențină la un anumit nivel când se atinge limita lor. Acești indicatori sunt recunoscuți de toți ca o măsură a perfecțiunii și progresivității și au o influență puternică asupra dezvoltării claselor individuale de obiecte tehnice și a tehnologiei în ansamblu.
Astfel de parametri și indicatori se numesc criterii pentru dezvoltarea obiectelor tehnice. Importanța lor poate fi apreciată din faptul că progresul tehnic în domeniul oricăror obiecte tehnice constă de obicei în îmbunătățirea unor criterii fără a înrăutăți (cel puțin fără a înrăutăți semnificativ) altele. Atunci când se formează un sistem de criterii de dezvoltare, trebuie îndeplinite o serie de condiții:
măsurabilitatea: doar un astfel de parametru al unui obiect tehnic poate fi luat drept criteriu de dezvoltare, ceea ce permite posibilitatea unei evaluări cantitative conform uneia dintre scalele de măsurare;
comparabilitate: criteriul de dezvoltare ar trebui să aibă o astfel de dimensiune care să vă permită să comparați obiecte tehnice din timpuri și țări diferite;
excepții: pot fi luați drept criterii de dezvoltare doar acei parametri ai unui obiect tehnic care îi caracterizează în primul rând eficacitatea și au o influență decisivă;
minimalitatea și independența: întregul set de criterii de dezvoltare ar trebui să conțină doar acele criterii care nu pot fi derivate logic din alte criterii și nu pot fi consecința lor directă.
Evaluarea nivelului tehnic și a calității produsului se realizează prin analiză comparativă (comparativă) în următoarea ordine:
este selectat produsul de bază (varianta ideală, analog sau prototip);
sunt relevate valorile numerice ale principalilor indicatori tehnici și economici ai produselor evaluate și de bază:
se calculează niveluri ale indicatorilor relativi de nivel tehnic și de calitate;
se calculează valoarea indicatorilor generalizaţi ai nivelului tehnic şi calităţii produselor.
Trebuie menționat că principala condiție pentru compararea produsului evaluat și a produsului de bază este comparabilitatea elementelor produsului, identitatea scopului funcțional.
Ca produs de bază pentru comparație, este selectat cel mai bun eșantion real de acest tip și dimensiune standard de produse, disponibil în practica mondială. Poate fi atât intern, cât și străin și se numește analog. Uneori, la rezolvarea problemelor pentru modernizarea produselor de acest tip, un produs prototip este luat ca produs de bază, care este îmbunătățit prin eliminarea deficiențelor existente.
În unele cazuri, echipamentele viitorului pot fi luate ca produs de bază - o opțiune ideală. Indicatorii care caracterizează varianta ideală din punct de vedere al nivelului tehnic și al calității se calculează pe baza legilor de dezvoltare a tehnologiei de acest tip conform criteriilor de dezvoltare.
La evaluarea nivelului tehnic și a calității produselor, valorile parametrului dimensional principal (capacitate, suprafață de lucru, volum util etc.) nu trebuie să difere de cele pentru produsul de bază cu mai mult de 20%.
2.2 Calcul
Masa 2.
Date tehnice ale mașinilor de găurit cu suprafață de lucru pe masă 630x1120 mm
| Anul emiterii | Model de mașină | Cel mai mare diametru de găurire/alezaj, mm | Atingerea axului, mm | Cea mai mare distanță de la capăt la suprafața de lucru a mesei, mm | Limitele de viteză ale axului, rpm | Putere, kWt | Greutate, kg | Dimensiuni | ||
| Lungime, mm | Latime, mm | Înălțime, mm | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 10 | 11 | 12 |
| 1968 | 2A450 | 30/250 | 710 | 750 | 50-2000 | 2,0 | 7800 | 2670 | 3305 | 2660 |
| 1973 | 2D450 | 30/250 | 710 | 800 | 50-2000 | 2,2 | 7800 | 3305 | 2705 | 2800 |
| 1978 | 2450A | 40/250 | 715 | 750 | 32-2000 | 6,3 | 7920 | 2430 | 2750 | 3400 |
| 1983 | 2E450AF1-1 | 30/250 | 710 | 770 | 10-2000 | 7,2 | 8500 | 2760 | 2765 | 3000 |
| 1990 | 2E450A | 30/250 | 710 | 770 | 10-2500 | 7,2 | 8050 | 3350 | 2500 | 2885 |
| 1992 | 2E450AF30 | 30/250 | 710 | 770 | 10-2500 | 7,2 | 8000 | 2760 | 2980 | 2980 |
Analizând datele prezentate, este posibil să se întocmească o nomenclatură de criterii pentru dezvoltarea mașinilor de găurit. Să calculăm criteriile studiate, ale căror rezultate de calcul sunt prezentate în tabelul 2.
1. Consumul specific de material.
unde: Km - consum specific de material. (kg/mm.)
M - masa (kg)
N este valoarea parametrului principal (mm).
2. Intensitatea energetică specifică.
unde: Ey - intensitatea energetică specifică (kW/m);
P - puterea (kW);
N este valoarea parametrului principal (m).
3. Zona specifică ocupată de mașină.
unde: Sy – zonă specifică ocupată astfel. (m2/m)
S - suprafața ocupată de mașină (m2)
N - unitatea parametrului principal (m)
4. Unitatea de putere a motorului electric pe unitatea de masă a mașinii.
Tabelul 3. Criterii de dezvoltare.
| An | Consum specific de material, kg/mm | Consum specific de energie, kW/m | Unitate de putere pe unitatea de masă, W/kg | Suprafață specifică ocupată, m2/m |
| 1968 | 31,2 | 8 | 0,25 | 35,29 |
| 1973 | 31,2 | 8,8 | 0,28 | 35,76 |
| 1978 | 31,68 | 25,2 | 0,79 | 26,73 |
| 1983 | 34 | 28,8 | 0,84 | 30,52 |
| 1990 | 32,2 | 28,8 | 0,89 | 33,5 |
| 1992 | 32 | 28,8 | 0,9 | 32,8 |
Pe baza datelor obținute din criteriile de dezvoltare, vom construi grafice, datorită cărora putem urmări tendința în criterii și vom face o prognoză pentru 2007.
2.3 Determinarea schimbării criteriilor
Intensitatea energetică specifică
Având în vedere modificarea valorilor consumului specific de energie al mașinii, este posibilă urmărirea tendinței de creștere a acestui parametru. Folosind metoda aproximării, se poate face o prognoză pentru anul 2007, valoarea parametrului va fi de 45 kW/m.
Consumul specific de material
Folosind metoda de aproximare a tendințelor, găsim nivelul de criteriu în 2007. Cu un anumit grad de probabilitate, putem afirma că valoarea criteriului va fi de 32 kg/mm.
Unitate de putere pe unitatea de masă
Curba rezultată indică o creștere evidentă a unității de putere pe unitatea de masă a mașinii de găurit. Folosind metoda aproximării, putem presupune valoarea posibilă a acestui parametru în 2007, care va fi de 1,42 W/kg.
Zonă specifică ocupată
Folosind metoda de aproximare a tendințelor, găsim nivelul de criteriu în 2007. Cu un anumit grad de probabilitate, putem spune că valoarea criteriului va scădea și va ajunge la 30 m2/m.
3. Perspective de dezvoltare ulterioară a jig-foring
masini-unelte
Modernizare workover
În prezent, industria rusă are o flotă mare de mașini de găurit învechite și învechite modele 2A450, 2D450, 2E450 și modificările acestora. Vârsta acestor mașini ajunge la 30-40 de ani, astfel încât soluțiile lor de proiectare nu îndeplinesc cerințele moderne pentru mașini. În plus, uzura mare a unităților și pierderea parametrilor de precizie provoacă probleme în funcționarea acestora. Toate acestea necesită reînnoirea echipamentelor mașinilor, dar majoritatea întreprinderilor din mediul economic actual nu au fonduri suficiente pentru aceasta. Prin urmare, în aceste condiții, este fezabilă din punct de vedere economic modernizarea echipamentelor existente, în urma căreia consumatorul ar primi o mașină modernă, a cărei proiectare ar cuprinde mulți ani de experiență în producția de mașini-unelte care îndeplinește toate cerințele pentru orientare (pentru această mașină), echipată cu componente și sisteme de control moderne. În același timp, clientul, după ce a predat utilajul spre modernizare, poate să nu aștepte ca întregul ciclu de producție al utilajului să fie modernizat, ci să primească de la compania un utilaj modernizat de acest model (sau o mașină de alt model). stoc de utilaje disponibil la fabrică. În acest caz, costul estimativ al utilajului predat va fi dedus din prețul utilajului achiziționat.
Componentele principale ale modernizării mașinilor de găurit cu control manual în cazul general sunt:
instalarea unui sistem electronic de citire și măsurare, inclusiv convertoare fotoelectrice de deplasări liniare de tip LIR și un dispozitiv de indicare digitală în locul dispozitivelor de citire optică;
utilizarea unui controler programabil pentru a construi un circuit electric al mașinii în locul unui circuit de control cu relee;
șuruburi cu bile și motoare de curent continuu cu cuplu mare variabil în mecanisme de mișcare de masă și sanie în loc de angrenaje cu cremalieră și pinion, motoare simple variabile de curent continuu și angrenaje melcate;
instalarea de cleme de masă și glisiere pneumatice în locul clemelor electromecanice;
mecanizarea mișcării cutiei fusului;
aplicarea designului motorului pentru deplasarea manșonului cu un motor DC reglabil.
Concluzie
În munca mea de curs, am dezvoltat o nomenclatură a criteriilor de dezvoltare pentru mașinile de alezat cu o suprafață de masă de 630x1120mm, luând ca parametru principal cel mai mare diametru de alezat. Am analizat dinamica acestor criterii pe ani de producție de mașini-unelte. Am aflat din cauza ce factori s-a produs modificarea valorilor criteriilor. El a oferit o diagramă a mașinii, a descris dispozitivul acesteia, principiul de funcționare. El a analizat dependența indicatorilor specifici (consum specific de energie, consum de material) de dimensiunea mașinii.
El a dat o prognoză a valorilor criteriilor pentru 2007. Valorile numerice ale indicatorilor sunt date sub formă tabelară și grafică. Am încheiat lucrarea cu o descriere a perspectivelor de dezvoltare a mașinilor de alezat jig.
Bibliografie:
Polovinkin A.I. Fundamentele creativității inginerești. - M: Mashinostroenie, 1988, -368s.
Belik V.G. Nivelul tehnic al mașinilor și dispozitivelor: modalități de îmbunătățire. - Kiev, Tehnica, 1991.-200.
Mogunov V.I. Mașini de tăiat metale. Referință rapidă. - M.: Gosinti, 1964. -505s.
Carte de referință de nomenclatură. Mașini universale de tăiat metale fabricate de întreprinderile Minstankoprom în 1978-1979 - M .: NIIMASH, 1968. - 219p.
Mașini de tăiat metale. Director director. Partea 3 - Mașini-unelte ale grupului de găurit și alezat - M.: NIIMASH, 1973.
Mașini de tăiat metale. Director director. Partea 2 - Mașini-unelte din grupul de găurit și alezat. - M.: NIIMASH, 1965.
Mașini de tăiat metale. Ed. V.E. Pusha.-M.: Mashinostroenie, 1986. -571s.
URSS Minstankoprom. Mașini universale pentru prelucrarea metalelor fabricate de întreprinderile Minstankoprom în anii 1973-1974. Cartea de referință a nomenclatorului. - M.: NIIMASH, 1973. -173p.
URSS Minstankoprom. Mașini universale pentru prelucrarea metalelor fabricate de întreprinderile Minstankoprom în 1970. Carte de referință pentru nomenclatură. - M.: NIIMASH, 1970.- 123p.
Mașini de tăiat metale. Catalog de nomenclatură. Partea 1. 1992-1993 - M.: ENIMS, VNIITEMR, 1992.
Luarea în considerare a schemei cinematice și a caracteristicilor de montare a mașinilor de tip desktop (prelucrare găuri cu diametru mic), verticale (unic, multi-ax cu axuri fixe și reglabile), radiale, orizontale și mașini de găurit-centrare.
Scopul tehnologic al mașinii, analiza schemelor de prelucrare și a metodelor de modelare a suprafețelor pieselor. Subsisteme funcționale ale modulului proiectat. Dezvoltarea schemei cinematice a modulului. Calcule și dezvoltare a designului modulului folosind un calculator.
Instrument de strung CNC managementul programului(CNC). Instrument pentru mașini de găurit, frezat și alezat cu CNC. Dispozitive de reglare a instrumentelor. Caracteristici și clasificare a dispozitivelor pentru schimbarea automată a sculelor.
Mașină de tăiat metal model 7V36: scop, diagramă cinematică. Calculul unei cutii de viteze automate: construcția unei rețele structurale, un grafic al numărului de rotații; determinarea numărului de dinți ai angrenajului. Dispunerea ACS folosind ambreiaje cu frecare.
Sistem de coordonate standard al mașinii CNC. Directii sistem standard coordonatele diferitelor tipuri de mașini. Metodologia și simbolurile axelor de coordonate și direcțiilor de mișcare pe schemele mașinilor CNC modulare.
Sistemul de clasificare și simboluri mașini de frezat. Teoria mașinilor de tăiat metal. Mașini de frezat-copiator pentru copierea conturului și a volumului cu ax orizontal. Crearea bazei științifice și experimentale a construcției de mașini-unelte.
Clasificarea mașinilor din grupul de găurit și alezat, care sunt proiectate pentru găurirea orb și traversante în material solid. Principiul funcționării lor și schemele de construcție a mașinilor de găurit vertical, găurit radial, găurit.
Clasificarea mașinilor-unelte pentru tăierea metalelor în funcție de caracteristicile tehnologice. Desemnarea alfabetică și numerică a modelelor. caracteristici generale mașini de găurit radial. Scopul, dispozitivul, principiul de funcționare al mașinii 2A554 și datele sale tehnice.
Caracteristici și cerințe pentru cutii de viteze. Selectarea aspectului optim al schemei cinematice a acționării mașinii. Selectarea canelurilor, rulmenților, sistemelor de lubrifiere pentru proiectarea cutiei de viteze a unei mașini de găurit vertical.
Compoziția dispozitivelor tehnice pentru monitorizarea HPS, mijloace comune de control direct cu precizie ridicată a pieselor, pieselor și sculelor. Module pentru monitorizarea pieselor din afara mașinii. Caracteristicile și capacitățile mașinii de măsurare a coordonatelor KIM-600.
moduri de tăiere. Calea sculei. Definiția unui set de instrumente. Schema cinematică a cutiei de viteze. Diagrama RPM. Alegerea motorului. Alegere echipamente tehnologice. Scurte caracteristici tehnice ale mașinii.
Dispozitivul și principiul de funcționare a mașinilor de tăiat angrenaje. Tăierea angrenajelor conice pe mașini speciale de tăiat roți dințate. Caracteristicile tehnice ale mașinilor-unelte. Ciclul mașinii pentru tăierea fină a angrenajului. Perspective pentru dezvoltarea mașinilor-unelte.
Dintre echipamente, mașinile de găurit sunt numite „aristocrați”, care sunt concepute pentru a crea cele mai critice părți - găuri cu ușoare abateri în plasarea lor relativă. Pe astfel de mașini, există un dispozitiv de citire special, cu care piesa de prelucrat poate fi mutată în raport cu unealta cu o eroare de cel mult 0,001 mm și un dispozitiv de control pentru verificarea abaterilor dimensionale pe piesele prelucrate.
Scopul mașinii de alezat jig
Mașinile de găurit cu coordonate sunt destinate prelucrării găurilor de la centru la centru, distanța dintre care trebuie menținută cu exactitate față de suprafețele de bază într-un sistem de coordonate dreptunghiular, fără utilizarea instrumentelor de ghidare a sculei.
Pe astfel de mașini se efectuează găurirea, frezarea fină, alezarea, alezarea și frezarea găurilor, controlul și măsurarea pieselor, frezarea fină a capetelor, precum și lucrările de marcare. Mașinile sunt utilizate pentru realizarea de găuri în părțile corpului și dispozitivele de fixare, precum și a conductoarelor, care necesită o precizie semnificativă în amplasarea reciprocă a găurilor, în producția la scară mică, dintr-o singură piesă și în masă.
Pe mașini, împreună cu alezarea, se efectuează marcarea și verificarea dimensiunilor, inclusiv a distanțelor centrale. Folosind mesele rotative care vin cu mașina, puteți prelucra găuri care sunt specificate în sistemul de coordonate polare, găuri reciproc perpendiculare și înclinate, precum și suprafețe de capăt ale mașinii.

Aparatul este echipat cu dispozitive optice de citire care vă permit să numărați părți întregi și fracționale ale mărimii coordonatelor. Deoarece dispozitivul mașinilor de găurit este o combinație între o mașină de măsurat și o mașină de tăiat metal, care lucrează pe un astfel de echipament, este posibil să se controleze piesele prelucrate pe alte mașini.
În funcționare normală, o mașină de găurit verticală este capabilă să ofere o precizie a distanțelor centru-centru în sistemul de coordonate de ordinul a 0,004 milimetri. Pentru a obține o distanță mai precisă între centrele găurilor, mașina de alezat jig este echipată cu un dispozitiv de afișare digitală, care oferă operatorului posibilitatea de a seta coordonatele cu o rezoluție de aproximativ 0,001 milimetri.
Clasificarea mașinilor de găurit
Există mașini de găurit cu unul și două rafturi. Au mașini cu o singură coloană în designul lor, o masă transversală, care este concepută pentru a muta piesa de prelucrat în două direcții care sunt reciproc perpendiculare. Mișcarea principală aici este mișcarea de rotație a arborelui, iar mișcarea de avans este mișcarea verticală a arborelui.
Mașinile cu două coloane în designul lor au o masă care se află pe ghidaje. Masa poate deplasa piesa de prelucrat instalată în direcția coordonatei X. Când capul se mișcă, axa axului se deplasează în raport cu produsul instalat pe masă în direcția coordonatei Y.

Pe baza nivelului de automatizare, mașinile de alezat jig sunt împărțite în mașini cu CNC, afișaj digital și un set de coordonate, precum și cu schimbarea automată a pieselor de prelucrat și unelte care vă permit să efectuați diferite munca de frezat cu un nivel ridicat de precizie.
În funcție de natura tranzacțiilor, caracteristici de proiectareși scop, mașinile de găurit sunt universale și specializate. Mașini universale, la rândul lor, sunt împărțite în foraj orizontal și foraj de finisare. Cel mai important parametru pentru toate tipurile de mașini-unelte este diametrul axului de foraj.
Modele de mașini de calcul de coordonate
Modelele populare de mașini de alezat jig în designul lor au o masă dreptunghiulară cu mișcare transversală și longitudinală. Este asigurată mișcarea de reglare a capului axului. Se efectuează mișcarea accelerată și de lucru a mesei în direcția transversală și longitudinală acționări electrice cu cea mai largă gamă de reglare, care vă permite să creșteți rigiditatea și productivitatea mașinii de alezat jig în timpul frezării. Să aruncăm o privire mai atentă specificații modele populare de mașini de găurit.
Mașină de alezat jig 2a450
Dimensiunile mașinii de găurit 2a450, inclusiv cursa glisierei și a mesei, sunt 2670 pe 3305 pe 2660 milimetri. Suprafața de lucru a mesei are dimensiuni de 1100 pe 630 milimetri. Greutatea mașinii, excluzând masa accesoriilor și a dulapului electric, este de 7300 de kilograme. Cu această mașină, este posibil să se realizeze un diametru maxim de găurire de 30 de milimetri și o gaură maximă de găurire de 250 de milimetri atunci când se utilizează un produs cu o greutate maximă de 600 de kilograme. Viteza axului atinge 50-2000 rpm, viteza de mișcare a produsului în timpul măcinarii ajunge la 30-200 rpm. Când utilizați o mașină de alezat jig 2a450, puterea motorului electric ajunge la 4,5 VKt, frecvența de rotație este de 1800 rpm.
Masina de alezat Jig 2d450
Mașina de găurit 2d450 are următoarele dimensiuni (cu cursa glisieră și masă) - 3305 pe 2705 pe 2800 milimetri. Suprafața de lucru are dimensiuni de 1100 pe 630 milimetri. Greutatea mașinii fără dulap electric și accesorii necesare este de 7800 de kilograme. Cel mai mare diametru al alezajului este de 250 de milimetri, în timp ce este posibil să utilizați un produs cu o greutate de până la 600 de kilograme. Viteza axului este de 50-2000 pe minut. Puterea motorului electric instalat pe mașină este de 2 VKt, viteza de rotație este de 700 rpm.
Mașină de alezat coordonate 2v440a
Dimensiunile mașinii de găurit 2v440a, inclusiv cursa glisierului și a mesei, sunt de 2520 pe 2195 pe 2430 milimetri. Lungimea suprafeței de lucru a mesei este de 800, iar lățimea este de 400 de milimetri. Masa mașinii cu accesorii externe este de 3630 kilograme. La utilizarea unei mașini de alezat cu jig 2v440a, este posibil să se obțină un diametru maxim de găurire în material solid de 25 de milimetri și un diametru maxim de alezat de 250 de milimetri atunci când se utilizează produse cu o greutate maximă de 320 de kilograme. Limita vitezei axului atinge 50-2000 rpm pe minut, puterea motorului electric este de 2,2 WK, viteza de rotație este de 800 rpm.

Masina de alezat Jig 2431
Modelul 2431 are dimensiuni- 1900 pe 1445 pe 2435 milimetri și greutate fără echipament electric - 2510 kilograme. Masa echipamentului electric pentru mașina de alezat cu jig 2431 este de 420 kg și un set de accesorii de 380 kg. Dimensiunile suprafeței de lucru a mesei - 560 pe 320 milimetri. La utilizarea acestui model, la utilizarea produselor cu o greutate maximă de 250 de kilograme se realizează un diametru maxim de găurire de 18 milimetri și un diametru maxim de găurire de 125 milimetri. Limita vitezei axului pe minut este de la 75 la 3000 rpm, puterea totală a motoarelor electrice este de 2,81 WK, puterea motorului principal este de 2,2 KW.
Masina de alezat Jig 2421
Dimensiunile mașinii de găurit 2421 sunt 900 pe 1615 pe 2207 milimetri. Desktopul are dimensiuni de 450 pe 250 de milimetri. Masa mașinii cu un set de accesorii este de 1610 kilograme. Folosind acest model, este posibil să se realizeze un diametru maxim de foraj în material solid de 12 milimetri și o gaură maximă de foraj de 80 de milimetri atunci când se folosesc produse cu o greutate maximă de 150 de kilograme. Viteza axului variază de la 135 la 3000 rpm. Puterea motorului electric - 10 VKt.
Astfel, mașinile de găurit îndeplinesc cea mai importantă funcție - realizarea găurilor și controlul abaterilor acestora. Mașina este echipată cu un dispozitiv de indicare digitală, care permite operatorului să seteze coordonatele cu o rezoluție de 0,001 mm, precum și dispozitive de citire pentru citirea părților întregi și fracționale ale mărimii coordonatelor.
Caracteristici generale: Mașinile de alezat tip jig aparțin grupului de mașini de tăiat metal care asigură mijloace universale pentru prelucrarea găurilor cu axe precise. O caracteristică a mașinilor de alezat cu jig este mișcarea pieselor de prelucrat în coordonate dreptunghiulare sau polare. Pe lângă găurire, mașina efectuează găurirea, frezarea de finisare, marcarea, verificarea dimensiunilor liniare etc. Cu ajutorul meselor rotative, acestea prelucrează (în sistemul de coordonate polare) găuri cu axe înclinate reciproc perpendiculare, precum și rotirea suprafețelor de capăt.
Mașinile de alezat coordonate sunt utilizate în producția unică și la scară mică atunci când se prelucrează găuri în plăci jig, corpuri de fixare și piese critice ale mașinii, atunci când este necesar să se obțină o precizie ridicată în poziția relativă a axelor găurilor din piesele de prelucrat fără echipamente speciale. .
Precizia mișcărilor liniare la mașinile de găurit se încadrează în următoarele limite: pentru mașini de dimensiuni mici 2 µm, medii 3-4 µm și mari 6-8 µm. În mașini precizie crescută(mașini master) precizia dimensională ajunge la 1 micron, iar deplasarea unghiulară este de până la 5". mașina de alezat este în esență o combinație între o mașină de tăiat metal și o mașină de măsurat, ceea ce face posibilă controlul pieselor prelucrate pe alte mașini. Aceste mașini sunt utilizate pentru marcarea precisă, împărțirea și alte lucrări. Mașinile de găurit sunt împărțite după aspect, tip aparate de masurași gradul de automatizare.
În conformitate cu aspectul, mașinile de alezat coordonate sunt împărțite în una și două coloane (Fig. 7, a, b).
Mașinile cu o singură coloană au de obicei un ax și o masă care se mișcă în direcțiile longitudinale și transversale. La mașinile cu două coloane, masa are o mișcare longitudinală, iar capul se poate deplasa de-a lungul traversei în direcția transversală perpendiculară pe direcția de mișcare a mesei.
> Masina de alezat model 2D450
Masina de alezat cu o singura coordonata mod. 2D450 este echipat cu dispozitive optice care vă permit să numărați părțile întregi și fracționale ale mărimii coordonatelor. Mașina poate fi utilizată atât în atelierele de scule, cât și în atelierele de producție pentru prelucrarea precisă a pieselor fără echipamente speciale.
|
Caracteristicile tehnice ale mașinii mod. 2D 450 |
|
|
Dimensiunile suprafeței de lucru a mesei (lățime X lungime) .. |
|
|
Mutând masa, mm nu mai mult. |
|
|
Longitudinal.. |
|
|
Transversal. |
|
|
Deplasarea axului, mm, nu mai mult. |
|
|
Deplasarea capului, mm, nu mai mult.. |
|
|
Diametrul de gaurire, mm, nu mai mult.... |
|
|
Diametrul de gaurire, mm, nu mai mult.. |
|
|
Distanța, mm: |
|
|
De la nasul ax până la suprafața mesei. |
|
|
Axa arborelui la rack (înălțime) |
Baza unei mașini de alezat cu o singură coordonată mod. 2450 este patul I, care este adiacent coloanei verticale II (Fig. 8). Capul IV este un mecanism separat, al cărui corp are două ghidaje prismatice în formă de V și se poate deplasa de-a lungul ghidajelor verticale III. În partea de sus a capului se află o cutie de viteze XI pentru transmiterea mișcării de rotație axului V. Pe patul I se află panoul de comandă VI și mecanismul. prestabilit coordonatele VIII. Masa și sania VII au o unitate separată; IX - acționare de mișcare a mesei, X - acționare de mișcare a glisierei. Masa se deplasează de-a lungul ghidajelor orizontale ale patului. Un ghid pentru mutarea mesei este plat, iar celălalt are formă de V. Elemente de rulare - role închise în cuști metalice și sprijinite direct pe suprafața bazei și a mesei.
Unitățile principale ale mașinii: 1 roată de mână pentru deplasarea manuală a glisierei; 2- controler de viteză al glisării; 3 - panou de control al mașinii; 4 - mânerul mișcării accelerate a fusului; 5 - mânerul mecanismului de oprire a alimentării manșonului la o adâncime dată; 6 - indicator viteză ax; 7 - indicator al vitezei de mișcare a mânecii; 8 - roată de mână pentru setarea treptelor de viteză ale axului; 9 - ax de avans manual roata de mana; 10 - regulator de avans manșon ax; 11 - regulatorul de viteză al mesei; 12 - roată de mână pentru deplasarea manuală a mesei; 13 - mecanismul unui set de coordonate ale saniei; roată de mână scară micron a mesei; 15 - butoane pentru aducerea la zero a citirii sistemului optic; 16 - mecanism de dobândire a coordonatelor tabelului; 17 - sanie de alimentare microni cu roată de mână.
În condiții normale de funcționare, mașina oferă o precizie de setare a distanțelor centru-centru într-un sistem de coordonate dreptunghiular de 0,004 mm. iar în sistemul polar - 5 secunde de arc. Precizia distanțelor dintre axele găurilor, prelucrate în condiții normale pentru alezarea coordonată, 0,006 mm. Setarea axei găurii pe produs în raport cu axa axului la coordonatele necesare se realizează prin mișcarea mesei sau a sănii, a cărei mișcare este controlată de un dispozitiv optic special. Acesta din urmă se bazează pe rigle precise, fixate într-un caz pe masă (riglă mobilă), în celălalt - pe cadru (riglă fixă). Rigla de masă are 1000 de diviziuni de înaltă precizie prin 1 mm., rigla de pat - 630 de diviziuni. Tranzele sunt proiectate pe un ecran mat la o mărire de 75x. Pentru a evalua intervalul de sutimi dintr-o riglă în planul ecranului, există o scară cu 100 de diviziuni. Pentru a obține o citire de înaltă precizie, pe ecran există o scară suplimentară care permite citirea până la 0,001 mm.
Mașinile de alezat coordonate sunt proiectate pentru prelucrarea găurilor în conductori, elemente de fixare și piese care necesită o precizie ridicată în poziția relativă a găurilor. Alături de alezarea, operațiunile de găurire, frezarea fină, marcarea și verificarea dimensiunilor liniare, în special a distanțelor de la centru la centru, pot fi efectuate pe mașini. Folosind mesele rotative și alte accesorii furnizate cu mașina, este de asemenea posibilă prelucrarea găurilor specificate în sistemul de coordonate polare, găuri înclinate și reciproc perpendiculare și suprafețe de capăt ale mașinii.
Orez. 31. Mașină de alezat coordonate 2A450: 1 - pat; 2 - rack; 3 - cap de ax; 4 - masa
Pe fig. 31 prezintă o mașină de găurit 2A450 echipată cu dispozitive optice care vă permit să numărați părțile întregi și fracționale ale mărimii coordonatelor. Mașina 2A450 este potrivită atât pentru atelierele de scule, cât și pentru prelucrarea de precizie a pieselor fără echipamente speciale.
În condiții normale de funcționare, mașina asigură acuratețea setării distanțelor centru-centru într-un sistem de coordonate dreptunghiular - 0,004 mm, în sistemul polar - 5 secunde de arc. Precizia distanțelor dintre axele găurilor prelucrate în condiții normale de găurire de coordonate este de 0,006 mm.
Număr de coordonate
Coordonatele sunt măsurate utilizând role precise de oglindă și instrumente optice. Rolele oglinzilor sunt tije din oțel inoxidabil pe care se aplică solzi sub formă de crestături. Suprafața rolelor a fost adusă la un finisaj în oglindă. Coordonatele sunt stabilite pe scale precise prin observare prin microscoape speciale.
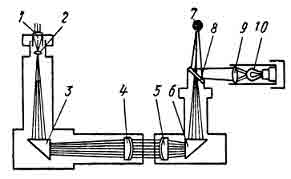
Orez. 32. Schema de coborâre a grinzilor la respectarea scării longitudinale
Pe fig. 32 prezintă o diagramă a traseului razelor la observarea scării longitudinale. Razele de la sursa de lumină 10 prin lentilele 9 cad într-un fascicul direcționat pe suprafața sticlei plane 8 situată la un unghi de 45°, sunt reflectate de aceasta și cad pe suprafața oglinzii a rolei scalei 7. Razele reflectate prin rola 7 trec prin sticla plată 5, sunt refractate de prisma 6, trec prin lentilele 5 într-un fascicul paralel și ies din lentilă. După ce a depășit distanța dintre căruciorul mașinii și panoul de comandă, razele intră în ocular. Apoi razele trec prin lentila 4, sunt refractate de prisma 3 și sunt colectate la focalizarea ocularului 1. În câmpul vizual al ocularului 1 se află o placă subțire de sticlă 2 cu două riscuri de țintă paralele, între care ar trebui localizată imaginea scalei ruloului risc 7.
Mișcările cu ajutorul cântarilor rolelor de oglindă se măsoară după cum urmează. Cantitatea de mișcare, egală cu milimetri întregi, este măsurată pe rigle de scară cu diviziuni în milimetri. Mișcările, care sunt fracțiuni de milimetri, sunt numărate prin membre fixate pe role cu cântare. Precizia citirilor produse depinde de precizia pasului crestăturilor rolei scalei.
Schema cinematică
Pe fig. 33 prezintă schema cinematică a mașinii 2A450. Lanțul mișcării principale asigură rotirea axului cu instrumentul de tăiere. Axul este rotit de un motor electric reglabil curent continuu 5 printr-o transmisie prin curea si o cutie de viteze cu trei trepte.In cadrul fiecaruia dintre trepte, turatia axului, egala cu 700-2800 rpm, se schimba continuu prin reglarea motorului electric 5.
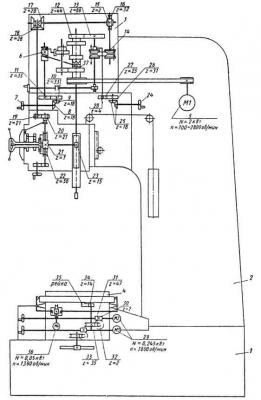
Fig 33. Schema cinematică a mașinii 2A450
Roțile dințate ale cutiei de viteze și ambreiajul cu came 37 sunt comutate prin pârghii, care sunt controlate de tamburul 69 rotit de volantul 7 prin roțile dințate 8-9-10-11.
lanțul alimentar
Lanțul de alimentare vertical, adică mișcarea verticală a manșonului (manșonului) arborelui cu un ax rotativ, este efectuată de la roata dințată 12 prin roata dințată 13, antrenarea fără trepte cu frecare 14, melcul 15, roata melcat 16. , mecanismul de inversare cu roți dințate 17, 18, roți dințate 19, 20, un melc 21, o roată melcată 22 și un angrenaj cu cremalieră și pinion 23, care se cuplează cu cremaliera manșonului axului. Pentru a modifica cantitatea de avans de către volantul 24 prin roți dințate conice 25 și angrenajul 26, piulița angrenajului 27 este rotită, care mișcă tija șurubului 28. Tija șurubului 28 este conectată la antrenarea superioară și la antrenarea inferioară. conurile sistemului de frecare fără trepte 14. Astfel, este posibil să se reducă sau să se împrăștie conurile antrenării 14 și să se obțină o schimbare continuă a raportului de transmisie și, prin urmare, avansul în intervalul 0,03-0,16 mm / turație a arborelui. .
Acționarea mișcării longitudinale a mesei se realizează de la un motor DC reglabil M2 cu o putere de 0,245 kW prin perechile melcate 30-31, 32-33, angrenajul cu cremalieră 34 și cremaliera 35 fixată pe masă. . Frecvența de rotație a motorului electric este reglabilă într-o gamă largă. Mișcarea transversală a mesei se face de la motorul electric MZ printr-un lanț cinematic similar.
Masa în poziția dorită este fixată dintr-o cutie de viteze montată pe un skip, antrenată de un motor electric 36. Mecanismele de prindere a mesei se pornesc și se opresc prin apăsarea butoanelor corespunzătoare.
- 1195 vizualizări


