Obrábanie puzdier na agregátových strojoch. Agregátny stroj
Agregátne stroje
Agregátne stroje sú špeciálne stroje vyrobené zo štandardných a normalizovaných jednotiek, ktoré nie sú kinematicky prepojené. Používajú sa vo veľkosériovej a hromadnej výrobe na vŕtanie, vyvrtávanie, rezanie závitov a frézovanie. Najčastejšie spracovávajú časti tela a hriadele, ktoré zostávajú počas spracovania nehybné. Použitie normalizovaných prvkov v konštrukciách modulárnych obrábacích strojov skracuje ich konštrukčný čas, uľahčuje výrobný proces, umožňuje široko zjednocovať diely a zjednodušovať ich výrobnú technológiu a tiež umožňuje vytvárať širokú škálu usporiadaní modulárnych obrábacích strojov. s minimálnym počtom pôvodných prvkov.
Viacpolohové stroje sú určené pre diely, ktorých povrchy je potrebné opracovať v niekoľkých prechodoch a tieto povrchy sú umiestnené v rôznych rovinách. Typické usporiadanie takýchto modulárnych strojov môže byť vertikálne, horizontálne, vertikálne-horizontálne. Na týchto strojoch sa dielec spracováva postupne na jednej, dvoch a troch stranách na niekoľkých miestach v prípravkoch namontovaných na otočnom indexovacom stole. Vďaka tomu sa pomocný čas spojený s nakladaním a odoberaním a upnutím a uvoľnením spracovávaného obrobku spája s časom spracovania; Čas otáčania stola zostáva nezarovnaný.
Typické usporiadanie agregátového stroja so stredovým stĺpom a pohybom obrobkov okolo neho v horizontálnej rovine je nasledovné. Kruhový pohyb obrobkov zabezpečuje karuselový stôl. Výkonové hlavy sú umiestnené v rôznych uhloch k spracovávanému obrobku.
Typické rozloženia modulárnych strojov s kruhovým pohybom obrobkov vo vertikálnej rovine sú jednostranné, obojstranné a trojstranné. Jedná sa o bubnové stroje, v ktorých sú upínacie zariadenia namontované na rotujúcom bubne a spracovanie sa vykonáva na jednej, dvoch a troch stranách.
Typické usporiadanie agregátového stroja s lineárnym pohybom obrobkov. Charakteristickým znakom strojov tohto typu je priamočiary pohyb stola vzhľadom na výkonové hlavy.
Základné prvky stavebnicových jednoúčelových strojov
Prídavné zariadenia - zabezpečujú napájanie, riadenie strojov, ako je mechanizácia a automatizácia.
- Spodná konštrukcia - tvorí rám a pracovnú plochu stroja.
- Polohovacie bloky - umožňujú polohovať a posúvať obrobok.
- Pracovné jednotky - vykonávajú polohovanie a pohyb nástroja.
Ryža. 1: Typy stredových podstavcov s príslušnými polohovacími blokmi
Stredový podstavec, ktorý tvorí nosnú časť pre uchytenie polohovacích blokov a spája ostatné časti spodnej konštrukcie s celkovým rámom stroja, musí spĺňať požiadavky na vysokú tuhosť, ako aj požiadavku na odvádzanie ľahkých triesok a chladiacej kvapaliny z pracovného priestoru. priestor stroja. Bočné regály a regály, ktoré sú nosnými dielmi na uloženie jednotlivých pracovných jednotiek. Bočný stojan je vstrekovaná verzia navrhnutá tak, aby poskytovala dostatočnú tuhosť na umiestnenie jednotlivých zostáv jednoúčelových obrábacích strojov. Jeden bočný stojan môže byť tvorený viacdielnou zostavou v súlade s priestorovou orientáciou pracovnej jednotky.
Ryža. 2: Typy bočných stojanov a regálov
Sú pripevnené k centrálnym podstavcom. . Určité typy ukazovacích zariadení sú funkčné bloky, ktoré zabezpečujú prepravu, polohovanie dielu priamo v pracovnej oblasti stroja alebo podávanie pracovného zariadenia na obrobok.Agregátové stroje sa najčastejšie používajú na prácu v poloautomatickom cykle, menej často sú vybavené nakladacím a vykladacím zariadením, vtedy stroje fungujú ako automatické stroje. Agregátne stroje môžu pracovať samostatne alebo byť súčasťou automatických liniek. Deväťvretenový horizontálny stavebnicový stroj so šesťpolohovým otočným stolom je určený na vŕtanie, zahlbovanie a závitovanie v časti tela. Každá elektrická hlava sa otáča a podáva jeden nástroj. V pracovných polohách sú nainštalované dve výkonové hlavy. Obrobky sú zaistené v zariadeniach s pneumatickým pohonom, do ktorých je privádzaný stlačený vzduch cez centrálny pneumatický rozvádzač. V agregátovom 12-vretenovom bubnovom stroji je namiesto deliaceho stola rotačný bubon, na ktorého čelách sú umiestnené prípravky s obrobkami na spracovanie. Spravidla sa na takýchto strojoch otvory, konce a vonkajšie valcové plochy dielov s rovinou symetrie opracúvajú na oboch stranách súčasne; bubon so spracovanými obrobkami je umiestnený v dvoch vertikálnych stojanoch. Výkonové hlavy nesú vretenové boxy so šiestimi nástrojmi. Motorové vŕtacie, frézovacie a iné hlavy sú inštalované na štandardizovaných konzolách namontovaných na vodidlách okrúhleho alebo obdĺžnikového rámu. Zmenou počtu hláv a ich vzájomnej polohy ich preusporiadaním pozdĺž drážok rámu môžete rýchlo prestaviť stroj na spracovanie novej dávky obrobkov. Obrobky sú inštalované na okrúhlom alebo obdĺžnikovom deliacom stole v univerzálnych prefabrikovaných alebo univerzálnych nastavovacích zariadeniach. Stroje sú vybavené programovým riadiacim zariadením umiestneným v riadiacej jednotke.
Normalizované uzly(lôžka, výkonové hlavy a stoly, vretenové skrine, hydraulické prvky pohonu a pod.) majú variácie ako vo svojom vyhotovení, tak aj v štandardných veľkostiach, čo je spôsobené dispozičnými podmienkami stroja, jeho rozmermi, charakterom spracovania a pod.
Zariadenia na polohovanie strojov zahŕňajú. Kruhový otočný stôl, kruhový otočný stôl, kruhový otočný bubon s prstencovým ložiskom, centrálny otočný bubon so stredovým ložiskom, rovný polohovací stôl, polohovacia a fixačná jednotka a krokový dopravník. Nasledujúce technické požiadavky platia pre všetky jednotky v tejto skupine.
Statická a dynamická tuhosť pre splnenie požiadaviek obrábania. Presné upnutie obrobku v pracovnej polohe, ktorá spĺňa požiadavky na obrábanie. Jednoduchá údržba.
- Minimálny bočný pracovný cyklus zariadenia.
- Dobrý a automatický výstup triesky a chladiacej kvapaliny.
- Prevádzková spoľahlivosť a jednoduchá údržba.
Špeciálne jednotky(upínacie prípravky a vodiče, ktoré sú navrhnuté v závislosti od konfigurácie obrobku, jeho rozmerov atď.) majú aj samostatné normalizované prvky: excentry a rukoväte pre vysokorýchlostné excentrické upínače, pneumatické valce, tyče, pneumatické rozvodné zariadenia pre automatické upínanie a lisovanie obrobkov, skľučovadlá na zaistenie nástrojov, objímky vodičov.
Optimálny dizajn má nasledujúce vlastnosti. Presnosť polohovania doba cyklu polohovania prípustná hmotnosť upínačov a obrobkov povolené vonkajšie zaťaženie počet sekcií polohy stola privádzajúcich tlakový olej do upínačov. Otočný krížový stôl - umožňuje spracovávať diely v dvoch na seba kolmých smeroch, v niekoľkých pracovných polohách.
Otočná časť je tvorená prstencovou doskou umiestnenou radiálne na stredovom stĺpe na osi stola. Nevýhodou je zložitosť montáže a opravy, preto sa nahrádzajú okrúhle gramofóny väčších rozmerov. Lineárny polohovací stôl - Slúži na vytváranie strojov s lineárnym vratným pohybom obrobku medzi jednotlivými pracovnými polohami.
Kontrolné mechanizmy. V agregátových strojoch sa automatické riadiace systémy používajú na reprodukciu jednoduchých technologických cyklov vykonávaných v určitom poradí. Pomocou riadiaceho systému agregátových strojov sa vykonávajú potrebné montážne a pracovné pohyby. Existujú dočasné a traťové kontrolné systémy.
Po dokončení spracovania sa stôl zvyčajne presunie do nakladacej a vykladacej polohy. Okrem prepravy a polohovania obrobku môže vykonávať aj funkcie pracovného posuvu alebo pracovného zaťaženia. Presnosť polohovania Možnosť posilňovania v pracovnej polohe. . Polohovacie a upínacie zariadenia – určené na presné vyrovnanie a pevné upnutie základnej dosky na mieste.
Zodpovedajúci koncept musí byť konzistentný. Doba fixácie presnosti fixácie tuhosti doby pracovného cyklu by mala byť čo najkratšia na odolnosť triesok a chladiacej kvapaliny. Krokový dopravník - slúži na priamy transport obrobkových dosiek medzi rôznymi pracovnými a výmennými polohami.
Dočasné riadiace systémy majú spravidla mechanický pohon a koľajové systémy fungujú z hydraulického pohonu, pneumohydraulického, elektrického, elektrohydraulického a menej často mechanického. Na základe signálov z riadiaceho systému sa barel snímača inštaluje do pracovnej polohy, do výkonových hláv sa odošle príkaz na spustenie technologického cyklu atď.
Minimálny čas prepravy Presná preprava Dobrý odvod triesok. Sú to funkčné jednotky, ktoré majú oddelené pohony vretena a posuvu a pracujú primárne v automatickom cykle. Môžu vykonávať jednoduché pracovné úkony ako vŕtanie, vyrezávanie, vyrovnávanie, frézovanie.
Konštrukčné riešenie väčšiny pracovných jednotiek im umožňuje pracovať vo všetkých polohách, t.j. horizontálne, vertikálne, zhora nadol, zdola nahor, naklonené, mnohé môžu pracovať v akejkoľvek naklonenej polohe. Sú navrhnuté tak, aby boli čo najmenšie, aby sa do nich zmestilo čo najmenej priestoru a zároveň spĺňali všetky požiadavky na tuhosť, veľkosť vretena a výkon.
Keď všetky hlavy dokončia cyklus, vrátia sa do svojej pôvodnej polohy a deliacemu stolu je daný príkaz na zmenu polohy.
Na obr. 114 znázorňuje schému viacpolohového modulárneho stroja vyrobeného v závode pomenovanom po ňom. Lichačeva. Stroj má mechanické, pneumatické a elektrické riadiace systémy. Uvažovaný pracovný cyklus stroja nám umožňuje sledovať činnosť riadiacich systémov stroja.
Štruktúra pracovných jednotiek je rozsiahla a rôznorodá. Pre modulárne jednoúčelové stroje musia pracovné jednotky zabezpečiť výber optimálnych možností pre danú procesnú operáciu z hľadiska produktivity, presnosti a kvality spracovania a ekonomickej rentability.
Ozubené kolesá, zásuvkové jednotky, pohonné jednotky vretena s jedným vretenom a viacerými vretenovými hlavami. Sú vybavené výsuvným vretenom pre špecifický druh práce, najmä vŕtanie a závitovanie. Na základe dizajnu je rozdelený do troch hlavných funkcií.
Operátor nainštaluje obrobok do prípravku 1, použije štartovací ventil (nie je znázornený na obrázku) na odoslanie príkazov na upnutie obrobku pomocou pák v tvare L 2. Potom operátor zapne tlačidlo „Štart“ a odošle príkaz z elektrického riadiaceho systému k dvojelektromagnetickému elektropneumatickému ventilu 14, ktorý privádza stlačený vzduch zo siete do ľavej dutiny valca 10. Piestna tyč 11 valca odoberá klinovú svorku 18 (pozri pohľad A) z hranol 19 a stlačí koncový spínač 13, ktorý dá elektrický príkaz elektropneumatickému ventilu 17. Ventil zase odovzdá pneumatický príkaz ovládaču valca 12 na otáčanie stola.
Stlačený vzduch, pohybujúci piestom 16 ovládača, posúva klin 20 doprava, pričom uvoľňuje tyč 21, ktorá pritlačila stôl k stojanu. V tomto prípade sa spustí koncový spínač 15, ktorý vydá príkaz na zapnutie mechanizmu otáčania stola, poháňaného elektromotorom (nie je znázornený na schéme). Keď je elektromotor zapnutý, valec 27 pohonu 26 maltézskeho mechanizmu, ktorý sedí na rovnakom hriadeli 25 so závitovkovým kolesom 22, vstupuje do drážky maltézskeho kríža 28 a otáča stôl 3 do daného uhla. Potom, čo valec opustí drážku kríža, pôsobí páka 23 na koncový spínač 24, ktorý spína elektropneumatický ventil 14, smerujúci stlačený vzduch do pravej dutiny valca 10. Piestna tyč tohto valca je pripojená k zámok stola. Keď je stôl upevnený, koncový spínač 13 sa uvoľní, čo dáva príkaz na vypnutie elektromotora mechanizmu otáčania stola. Súčasne sa prepne elektropneumatický ventil 17, ktorý nasmeruje stlačený vzduch do pravej dutiny valca 12. Klin 20 pritlačí stôl 3 stroja k stojanu.
Pri pohybe klinu doľava sa uvoľní koncový spínač 15, ktorý dáva príkaz na zapnutie elektromotorov 9 a 5, výkonových hláv 8 a 6. Po spracovaní obrobku sa brká 4 a 7 s nástrojmi vrátia do ich pôvodnej polohy a elektromotory napájacích hláv sú vypnuté - elektrický obvod je voľný pre ďalší cyklus.
Pri nastavovaní stroja na prevádzku v automatickom cykle sa po vypnutí elektromotora poslednej hlavy zapne elektropneumatický ventil 14 a cyklus pokračuje.
Pri nastavovaní riadiacich systémov je potrebné dbať najmä na prehľadnosť a rýchlu obsluhu mechanizmov. Tieto faktory závisia od udržiavania normálneho tlaku v sieti a vo vedení samotného stroja (zvyčajne 4-8 atm); zo správnej montáže dorazov a elektrických stýkačov podľa výkresu uvedenia do prevádzky a z množstva ďalších dôvodov.
Aby agregátový stroj pracoval spoľahlivo, je potrebné počas prevádzky udržiavať ovládacie mechanizmy v dobrom stave. Únik vzduchu z pneumatického vedenia je neakceptovateľný, pretože má vplyv nielen na ovládacie mechanizmy, ale aj na pohony (napr. dielec nie je správne zaistený v upínacom zariadení). Vzduch v pneumatickom systéme musí byť zbavený vlhkosti. K tomu je potrebné raz denne vypustiť vodu zo vzduchovej vane (filtra).
Príčinou poruchy stroja môže byť vniknutie chladiacej kvapaliny a jemného prachu do solenoidov pneumatických spínačov a do elektrických spínačov. Aby sa tomu zabránilo, mechanizmy by mali byť zapečatené.
Jeho výkon závisí od správnej činnosti riadiaceho systému stroja.
Výkonové hlavy s mechanickým pohonom posuvu. Výkonové hlavy sú hlavnými komponentmi modulárnych strojov a automatických liniek.
Silové hlavy s mechanickým pohonom posuvu sú určené predovšetkým na vŕtanie, rezanie závitov a vyvrtávanie, a ak je konštrukcia dostatočne pevná, aj na frézovanie. Na frézovanie sú výkonové hlavy vybavené špeciálnymi nadstavcami.
Výkonové hlavy sú namontované na rámoch alebo stojanoch agregátových strojov rovnobežne, kolmo alebo šikmo k rovine ich stolov.
Na obr. 115 znázorňuje kinematický diagram hnacej hlavy s plochou vačkou. Z elektromotora 1 namontovaného na skrini 2 sa rotácia prenáša cez klinový remeňový prevod na dutú závitovku 7 a potom cez pohyblivé drážkové spojenie na vreteno 8, ktoré sa otáča v dvoch guľkových ložiskách 20 s kosouhlým stykom a v objímka 36 inštalovaná v pinoli 11. Na pravom konci Vreteno je nainštalované, keď nástroj pracuje. Pracovný posuv vretena 8 sa uskutočňuje cez pinoly 11, ktoré sa môže pohybovať v otvore puzdra hlavy pozdĺž svojej osi a nemôže sa otáčať okolo svojej osi.
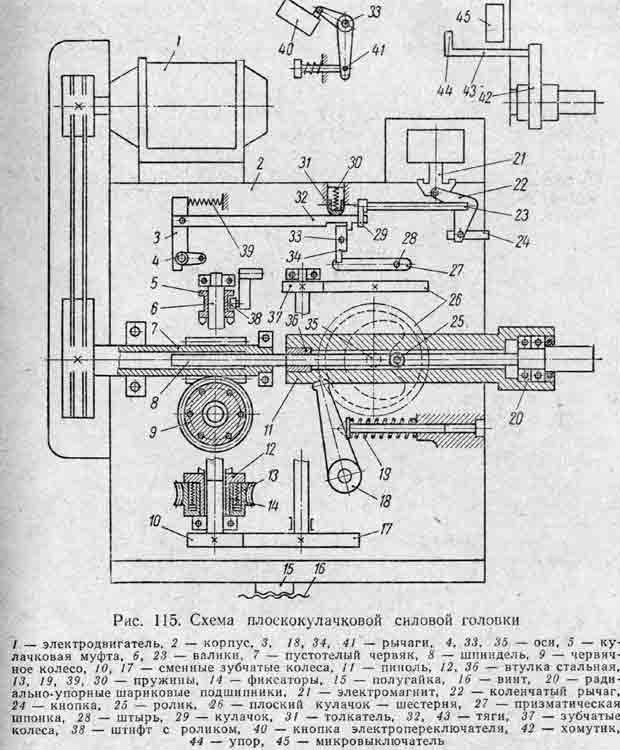
Stály kontakt vačky s brkom zaisťuje pružina 19, ktorej pôsobenie je prenášané pákou 18 na brko.
Na objímke 12 je na pohyblivej podložke šnekové koleso 9, ktoré je pritláčané na puzdro pružinami 13, pôsobiacimi cez šesť svoriek 14 s guľôčkami, ktoré zapadajú do kužeľových zapustených vybraní puzdra. Táto konštrukcia pripojenia chráni podávací mechanizmus pred preťažením. Keď sa prípustný posuv zvýši, svorky 14, prekonávajúc silu pružín 13, vychádzajú z otvorov objímky 12, posuv nástroja sa zastaví a závitovkové koleso sa začne otáčať okolo stacionárnej objímky 12 bez prenášania pohybu.
Pre synchrónny chod viacerých hláv je k dispozícii špeciálny spúšťací mechanizmus na zapnutie posuvu pinoly po každom pracovnom cykle (dvojitý zdvih pinoly) hlavy.
Počas spätného pohybu brka pôsobí kľúč 27 na spodný koniec dvojramennej páky 34, ktorá je namontovaná na valčeku 33 inštalovanom v tele 2 hlavy. Pri otáčaní páky 34 jej horný koniec nesie tyč 32 a prekonajúc silu pružiny 39 otáča páku 3 s ňou spojenú okolo osi 4. Spodný koniec páky 3 je vybavený čapom s valčekom. 38, ktorý zapadá do kruhovej drážky vačkovej spojky 5. Pri otáčaní páky sa vačky spojky rozpoja s vačkami puzdra 12 - posuv sa zastaví.
Ak chcete zopakovať cyklus činnosti hlavy, stlačte tlačidlo 24 alebo zapnite automatický posuv z elektromagnetu 21. V oboch prípadoch sa pohyb prenáša cez kľukovú páku 22 na valček 23, na ktorom je pripevnená vačka 29. Vačka prekonáva silu pružiny 30 a pôsobí cez posúvač 31 na tyč 32 a odpája ju od páky 34. V tomto prípade sa pôsobením pružiny 59 páka 5 otáča, vrátane spojky podávača 5. Spojka 5 zapína podávací mechanizmus a brko a pohybom dopredu umožňuje otáčanie páky 34 okolo osi 55. Pôsobením pružiny 39 sa tyč 32 vráti do svojej pôvodnej polohy, v ktorej horný koniec páka 34 vstupuje do svojho vybrania.
Trecie plochy hlavového mechanizmu sú namazané. Mazací systém funguje z piestového čerpadla, ktoré prijíma pohyb z excentra, ktorý je súčasťou puzdra 12.
Na blokovanie spoločného chodu viacerých hláv sa používa zalomená páka 41, namontovaná na valčeku 23. Keď sa brko vráti, pôsobením kľúča 27 sa páka 34 otáča a spolu s ňou páka 41, ktorá stláča tlačidlo elektrického spínača 40, ktoré uzatvára kontakty elektrického uzamykacieho obvodu.
Pohonná hlava je namontovaná na saní, po ktorej sa pomocou skrutky 16 a polovičnej matice 15 môže svojimi vedeniami pohybovať rovnobežne s osou vretena.
Ak je hlava určená na rezanie závitov, je na brko nainštalovaná svorka 42. Tá sa s ňou pohybuje a cez tyč 43 s dorazom 44 stláča kolík mikrospínača 45. Pri zopnutých kontaktoch mikrospínača otáčanie elektromotora 1 je obrátené.
Pri nastavovaní hlavy je zarážka 44 tyče 43 nastavená na vzdialenosť od tlačidla mikrospínača 45, ktorá je potrebná na rezanie závitu danej hĺbky.
Pracovný cyklus hlavy je určený dvoma faktormi: profilom a rýchlosťou otáčania plochej vačky 26. Celková dĺžka zdvihu, dĺžka úseku rýchleho nábehu, zasunutia a pracovného posuvu hlavy závisí od konštrukcie vačky. . Aby bol pohyb brka rovnomernejší, profil vačky v pracovnej posuvnej časti je vytvorený pozdĺž Archimedovej špirály. Rýchlosť zrýchleného približovania a zasúvania brka, ako aj rýchlosť posuvu nástroja závisí od rýchlosti otáčania vačky. Ak chcete zmeniť rýchlosť posuvu hnacej hlavy, vyberte a nainštalujte zodpovedajúce ozubené kolesá 10 a 17 alebo vačku 26 (s určitým profilom). Ak je potrebná veľká dĺžka zrýchleného nájazdu (až 200 mm), hnacia hlava sa inštaluje na sane pohonu.
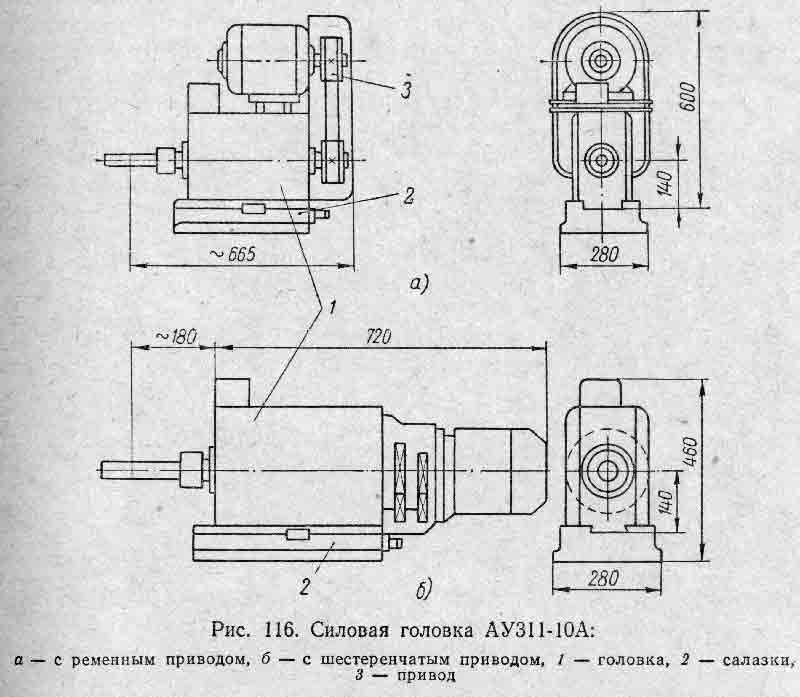
Výkonová hlava môže mať remeňový pohon (obr. 116, a) alebo pohon z prevodovky (obr. 116, b) - jednopárový (model AU311-62) a dvojpárový (model LUZ11-60).


