Llogaritja strukturore e një kolone distilimi. Si të bëjmë një kolonë distilimi - llogaritja e parametrave të sistemit Ekuacioni i bilancit të materialit
Le të llogarisim diametrat e pajisjeve kryesore nëpër të cilat kalojnë rrjedhat e materialit me madhësi të njohur, përkatësisht: montimi i furnizimit të përzierjes fillestare, montimi për daljen e avullit nga kolona, montimi për daljen e fundeve.
Pavarësisht nga qëllimi i montimit, diametri i tij llogaritet nga ekuacioni i rrjedhës:
ku V është shpejtësia vëllimore e rrjedhës së mediumit përmes montimit, m 3 /s; - shpejtësia e lëvizjes së mediumit në montim, m/s;
Montimi fillestar i furnizimit me përzierje

Duke marrë XF = 1.5 m/s, marrim:

Shpejtësia e lëvizjes së përzierjes së lëndëve ushqyese në montim:

Lidhja e furnizimit me refluks:

Ne marrim XR =1.0m/s,

Madhësia standarde e tubit për të bërë një montim sipas GOST 9941-62 është 70x3 (diametri i brendshëm d in = 70-3 2 = 64 mm).
Shpejtësia e lëvizjes së gëlbazës në montim:
Montimi i daljes së mbetjeve të shisheve:
dendësia e ujit.
Ne pranojmë XW =0.5m/s,

Madhësia standarde e tubit për të bërë një montim sipas GOST 9941-62, 95x4 (diametri i brendshëm d in = 95-4 2 = 87 mm = 0,087 m)
Shpejtësia e lëvizjes së fundeve në hundë:

Dalja e avullit nga kolona:

Ne përcaktojmë densitetin mesatar të avullit për pjesën e sipërme dhe të poshtme të kolonës:
Marrim y = 25 m/s.
Ne zgjedhim çelikun me saldim elektrik me shtresë të drejtë GOST10704-81 630x16, diametri i brendshëm i të cilit është d in = 630-16 2 = 598 mm. Prandaj, shpejtësia e avullit në hundë:
Për të gjitha pajisjet zgjedhim fllanxhat standarde të tipit 1. Për montimin për furnizimin e përzierjes fillestare dhe refluksin zgjedhim një fllanxha (GOST 1235-54) me dimensione kryesore d in = 72mm, D 1 = 130mm, D = 160mm, b = 11mm , D 2 = 110mm, h=3mm, d=12mm, n=8pc. Fllanxha e montimit me TVSH d në =97mm, D 1 =160mm, D=195mm, b=22mm, D 2 =138mm, h=4mm, d=16mm, n=8pc. Fllanxha e montimit për lëshimin e avujve nga kolona d = 634 mm, D 1 = 740 mm, D = 770 mm, b = 11 mm, d = 24 mm, n = 20 copë, (GOST 1255-54) . Materiali i vulosjes është paroniti i klasës PON (GOST 481-80).
Llogaritja hidraulike
Qëllimi i llogaritjes hidraulike është të përcaktojë vlerat e rezistencës së seksioneve të ndryshme të tubacioneve dhe shkëmbyesit të nxehtësisë dhe të zgjedhë një pompë që siguron një rrjedhje të caktuar dhe presion të llogaritur kur pompon etanol.
Ekzistojnë dy lloje të rezistencës (humbja e presionit): rezistenca ndaj fërkimit (përgjatë gjatësisë) h 1 dhe rezistenca lokale h ms.
Për të llogaritur humbjet e kokës përgjatë gjatësisë, përdorni formulën Darcy-Weisbach.
ku l është koeficienti i fërkimit hidraulik;
l është gjatësia e tubacionit ose shtegut nëpër të cilin rrjedh ftohësi, m;
d - diametri i tubacionit, m;
Koeficienti i presionit të shpejtësisë, m.
Për të llogaritur humbjet e presionit në rezistencat lokale, përdoret formula Weisbach:
ku o është koeficienti i rezistencës lokale;
Presioni i shpejtësisë prapa rezistencës lokale, m.
1.5 Përcaktimi i dimensioneve kryesore gjeometrike të kolonës së distilimit
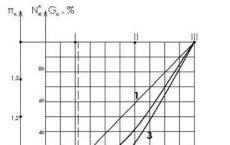
Shpejtësia e avullit duhet të jetë nën një vlerë të caktuar kufizuese ωpre, në të cilën fillon futja e spërkatjes. Për pllaka sitë.
Vlera kufizuese e shpejtësisë së avullit ω përcaktohet sipas grafikut.
Ne e pranojmë distancën midis pllakave H = 0.3 m, pasi
![]() ,
,
![]() ,
,
pra, për pjesën e sipërme të kolonës m/s, për pjesën e poshtme të kolonës m/s. Duke zëvendësuar të dhënat në (1.25) marrim:
Diametri i kolonës Dk përcaktohet në varësi të shpejtësisë dhe sasisë së avullit që del nëpër kolonë:
![]() , (1.26)
, (1.26)
Atëherë diametri i kolonës është:
Shpejtësia e avullit në kolonë:
![]()
![]()
Përzgjedhja e një pllake TSB-II
Diametri i vrimës d 0 =4 mm.
Lartësia e ndarjes së kullimit h p =40 mm.
Aparati i kolonës D k = 1600 mm – diametri i brendshëm i kolonës
F k = 2.0 m 2 - zona e prerjes tërthore të kolonës
Llogaritja e lartësisë së kolonës
Ne përcaktojmë lartësinë e kolonës së pjatës duke përdorur ekuacionin:
![]()
H 1 =(n-1)H – lartësia e pjesës së pllakës së kolonës;
h 1 – lartësia e pjesës ndarëse të shtyllës mm., h 1 =1000 mm sipas tabelës 2;
h 2 – distanca nga pllaka e poshtme deri në fund, mm., h 2 =2000 mm tabela2;
n – numri i pllakave;
H - distanca midis pllakave.
Për të përcaktuar lartësinë e pjesës së pllakës së kolonës, ne do të përdorim numrin aktual të pllakave të llogaritur në paragrafin 1.4:
Sipas shprehjes (1.27), lartësia e kolonës është e barabartë me:
H k =4,5+1,0+2,0=7,5 m.
1.6 Llogaritja e rezistencës hidraulike të kolonës
Llogaritja e rezistencës hidraulike të pllakës në krye dhe në fund të kolonës
ku është rezistenca e pllakës së thatë, Pa; - rezistenca për shkak të forcave të tensionit sipërfaqësor, Pa; - rezistenca e shtresës avull-lëng në pllakë, Pa.
a) Pjesa e sipërme e kolonës.
Rezistenca e pllakës së thatë
![]() (1.29)
(1.29)
ku ξ është koeficienti i rezistencës së pllakave të thata, për një pllakë sitë ξ=1,82;
ω 0 – shpejtësia e avullit në vrimat e pllakës:
![]() , (1.30)
, (1.30)
Dendësia e lëngut dhe gazit përcaktohet si dendësia mesatare e lëngut dhe gazit në pjesët e sipërme dhe të poshtme të kolonës, përkatësisht:
![]() ,
(1.31)
,
(1.31)
![]() kg/m3.
kg/m3.
Prandaj, rezistenca hidraulike e një pllake të thatë është:
![]() Pa.
Pa.
Rezistenca për shkak të forcave të tensionit sipërfaqësor
ku σ=20*10 -3 N/m është tensioni sipërfaqësor i lëngut; d 0 =0,004 m - diametri ekuivalent i çarjes.
![]() Pa.
Pa.
Rezistenca e shtresës së gazit-lëngshëm merret e barabartë me:
ku h pzh – lartësia e shtresës avull-lëng, m; ; k është raporti i densitetit të shkumës me densitetin e lëngut të pastër, marrim k=0,5; h është lartësia e nivelit të lëngut mbi pragun e kullimit, m Sipas tabelës 3, h = 0,01 m.
Duke zëvendësuar vlerat e marra, marrim rezistencën hidraulike:
Rezistenca e të gjitha pllakave të kolonës:
ku n është numri i pllakave.
Pastaj: 2.2 Llogaritja hidraulike e kolonës së mbushur të aparatit, shpejtësia e punës së avullit përcaktohet nga shumë faktorë dhe zakonisht kryhet nga llogaritja teknike dhe ekonomike për çdo proces specifik. Për kolonat e distilimit që funksionojnë në modalitetin e filmit me presion atmosferik, shpejtësia e funksionimit mund të merret 20% më e ulët se shpejtësia e përmbytjes: (26) ku ...





Ato përdoren kryesisht në korrigjimin e alkoolit dhe ajrit të lëngshëm (instalimet e oksigjenit). Për të rritur efikasitetin në tabaka sitë (si në tabaka të tipit flluskë) krijojnë kontakt më të gjatë ndërmjet lëngut dhe avullit. 2. Bazat teorike për llogaritjen e kolonave të distilimit të disqeve Ekzistojnë dy metoda kryesore për analizimin e funksionimit dhe llogaritjen e kolonave të distilimit: grafike-analitike (...
GOST R 53684-2009
Grupi G47
STANDARD KOMBËTAR I FEDERATES RUSE
PAJISJET E KOLONAVE
Kërkesa teknike
Kolonat. Kërkesa teknike
OKS 71.120.20
OKP 36 1100
Data e prezantimit 2011-01-01
Parathënie
Qëllimet dhe parimet e standardizimit në Federatën Ruse përcaktohen me Ligjin Federal të 27 dhjetorit 2002 N 184-FZ "Për Rregullimin Teknik", dhe rregullat për zbatimin e standardeve kombëtare të Federatës Ruse janë GOST R 1.0-2004 "Standardizimi në Federata Ruse. Dispozitat themelore”
Inteligjenca në lidhje me standardin
1 ZHVILLUAR nga SHA Petrokhim Engineering (SHA PHI), SHA Instituti Gjith-Rus i Kërkimit dhe Dizajnit të Inxhinierisë së Naftës (SH.A. VNIINEFTEMASH)
2 PARAQITUR nga Komiteti Teknik për Standardizim TC 023 "Inxhinieri dhe teknologji për prodhimin dhe përpunimin e naftës dhe gazit"
3 MIRATUAR DHE HYUR NË FUQI me Urdhrin e Agjencisë Federale për Rregullimin Teknik dhe Metrologjinë e datës 15 dhjetor 2009 N 1072-st
4 Ky standard merr parasysh dispozitat kryesore rregullatore të standardeve ndërkombëtare të mëposhtme:
Direktiva 97/23/EC* e Parlamentit Evropian dhe e Këshillit e datës 29 maj 1997 mbi përafrimin e ligjeve të Shteteve Anëtare në lidhje me pajisjet nën presion në lidhje me përzgjedhjen e materialeve, projektimin, prodhimin dhe kërkesat e testimit;
________________
* Qasja në dokumentet ndërkombëtare dhe të huaja të përmendura këtu dhe më tej në tekst mund të merret duke ndjekur lidhjen. - Shënim i prodhuesit të bazës së të dhënave.
Standardi evropian EN 13445-2002 "Enë me presion të pa shkrepur" (EN 13445-2002 "Enë me presion të pa djegur") në lidhje me zgjedhjen e materialeve, projektimin, prodhimin dhe kërkesat e testimit
5 PARAQET PËR HERË TË PARË
Informacioni në lidhje me ndryshimet në këtë standard publikohet në indeksin e informacionit të publikuar çdo vit "Standardet Kombëtare", dhe teksti i ndryshimeve dhe ndryshimeve publikohet në indeksin e informacionit të publikuar mujor "Standardet Kombëtare". Në rast rishikimi (zëvendësimi) ose anulimi të këtij standardi, njoftimi përkatës do të publikohet në indeksin e informacionit të publikuar mujor "Standardet Kombëtare". Informacioni, njoftimet dhe tekstet përkatëse janë postuar gjithashtu në sistemin e informacionit publik - në faqen zyrtare të Agjencisë Federale për Rregullimin Teknik dhe Metrologjinë në internet
1 zonë përdorimi
Ky standard zbatohet për pajisjet kolone të destinuara për përdorim në instalimet teknologjike të rafinimit të naftës, petrokimike, kimike, gazi dhe industri të tjera të ngjashme për kryerjen e proceseve të transferimit të nxehtësisë dhe masës në kontakt midis avullit (gazit) dhe lëngut (prania e disa fazave të lëngshme është e mundur), si dhe në prani të një faze të ngurtë të shpërndarë (në pajisjet larëse) dhe përcakton kërkesat teknike bazë për projektimin, prodhimin, kontrollin, testimin dhe pranimin e tyre.
Përveç kërkesave të këtij standardi, duhet të ndiqen standardet dhe rregulloret e sigurisë industriale.
Ky standard përdor referenca normative për standardet e mëposhtme:
GOST R 52630-2006 Enë dhe aparate çeliku të salduara. Kushtet e përgjithshme teknike
GOST R 52857.1-2007-GOST R 52857.12-2007 Enët dhe aparatet. Standardet dhe metodat për llogaritjen e forcës
GOST R 51273-99 Enët dhe aparatet. Normat dhe metodat e llogaritjes së forcës. Përcaktimi i forcave të projektimit për pajisjet e tipit kolonë nga ngarkesat e erës dhe ndikimet sizmike
GOST R 51274-99 Enët dhe aparatet. Pajisjet e tipit kolonë. Standardet dhe metodat për llogaritjen e forcës
GOST 9617-76 Anije dhe aparate. Rreshtat e diametrave
Shënim - Kur përdorni këtë standard, këshillohet të kontrolloni vlefshmërinë e standardeve të referencës në sistemin e informacionit publik - në faqen zyrtare të Agjencisë Federale për Rregullimin Teknik dhe Metrologjinë në internet ose sipas indeksit të informacionit të publikuar çdo vit "National Standardet”, i cili u publikua më 1 janar të vitit aktual, dhe sipas indekseve korresponduese të informacionit mujor të publikuar në vitin aktual. Nëse standardi i referencës zëvendësohet (ndryshohet), atëherë kur përdorni këtë standard duhet të udhëhiqeni nga standardi zëvendësues (i ndryshuar). Nëse standardi i referencës anulohet pa zëvendësim, atëherë dispozita në të cilën i bëhet referencë zbatohet në pjesën që nuk ndikon në këtë referencë.
3 Klasifikimi dhe llojet e aparateve të kolonës
Pajisjet e kolonës janë enë cilindrike vertikale me prerje tërthore konstante ose të ndryshueshme, të pajisura me pajisje të brendshme të transferimit të nxehtësisë dhe masës (pllaka ose paketim), si dhe njësi ndihmëse (hyrje të lëngjeve dhe avullit, shpërndarës të lëngjeve dhe avullit, pajisje baterish për grumbullimin e lëngjeve, pajisje për vendosjen e elementeve të ambalazhuar etj.), duke siguruar procesin teknologjik [korrigjim, thithje, korrigjim nxjerrës, nxjerrje (me ndërveprim lëngu-lëng), shkëmbim i drejtpërdrejtë i nxehtësisë ndërmjet avullit (gazit) dhe lëngut etj.].
Për të lejuar aksesin dhe instalimin e pajisjeve të brendshme, kolonat me diametër më të vogël se 1000 mm bëhen me korniza.
Kolonat mund të mbajnë presione të ndryshme. Në varësi të presionit të aplikuar, pajisjet e kolonës ndahen në pajisje atmosferike, vakum dhe presion.
Presioni përcaktohet nga procesi teknologjik që ndodh në aparat.
Kolonat atmosferike zakonisht përfshijnë kolona në pjesën e sipërme të të cilave presioni është afër atmosferës. Presioni në pjesën e poshtme të kolonave është më i lartë se pjesa e sipërme nga sasia e rezistencës hidraulike të pajisjeve të brendshme.
Një shembull i një kolone atmosferike është paraqitur në figurën 1. Kolona është e pajisur me tabaka.
Figura 1 - Shembull i një kolone disku atmosferik
Në kolonat e vakumit, presioni absolut në krye mund të arrijë nga 14 në 18 mmHg. (nga 1,87 në 2,4 kPa) ose më pak. Pajisjet e brendshme të kolonave të vakumit sigurojnë një ndryshim në rezistencën hidraulike përgjatë kolonës nga lart në hyrjen e lëndëve të para nga 10 në 20 mm Hg. (nga 1.33 në 2.66 kPa) dhe më poshtë.
Një shembull i një kolone vakumi është paraqitur në figurën 2. Kolona është e pajisur me një hundë dhe pllaka.
Figura 2 - Një shembull i një kolone vakumi me një hundë dhe tabaka
Në kolonat që funksionojnë nën presion (Figura 3), presioni në krye mund të arrijë vlera nga disa atmosfera në disa dhjetëra atmosfera.
Figura 3 - Shembull i një kolone nën presion
Ky standard përdoret në lidhje me GOST R 52630.
4 Emërtimet
Simbolet e mëposhtme përdoren në këtë standard:
Ovaliteti relativ i trupit të pajisjes;
Gjerësia e unazës së poshtme mbështetëse;
Gjerësia e zgjatur e unazës së poshtme mbështetëse;
Gjatësia e elementit të sipërm mbështetës;
Gjerësia e elementit mbështetës të sipërm;
Distanca minimale midis dy skajeve ngjitur;
Distanca maksimale midis dy skajeve ngjitur;
Diametri i brendshëm i pajisjes;
Diametri i jashtëm i pajisjes;
Diametri i brendshëm i guaskës mbështetëse;
Diametri i rrethit të bulonave të themelit;
Distanca nga boshti i bulonës së themelit në sipërfaqen e jashtme të guaskës mbështetëse;
Lartësia e njësisë mbështetëse;
Trashësia e murit të guaskës;
Trashësia e murit të poshtëm;
Trashësia specifike e murit të aparatit;
Trashësia e murit të projektimit të guaskës mbështetëse;
Trashësia efektive e unazës së poshtme mbështetëse;
Trashësia e performancës së unazës së sipërme mbështetëse;
Trashësia e brinjëve të performancës.
5 Kërkesat e projektimit
5.1 Kërkesat e përgjithshme
5.1.1 Dizajni i pajisjes duhet të sigurojë mënyrën e specifikuar të funksionimit, të jetë teknologjikisht i avancuar, i besueshëm gjatë jetës së tij të shërbimit, të sigurojë siguri gjatë prodhimit, instalimit dhe funksionimit dhe të sigurojë mundësinë e monitorimit të gjendjes teknike të pajisjes.
5.1.2 Jeta e shërbimit të pajisjes duhet të përcaktohet nga zhvilluesi i pajisjes dhe të tregohet në dokumentacionin teknik.
5.1.3 Llogaritja e forcës së pajisjeve dhe elementeve të tyre duhet të kryhet në përputhje me GOST R 52857.1-GOST R 52857.12, GOST R 51274, GOST R 51273.
Gjatë llogaritjes së aparatit të kolonës, ngarkesat e borës nuk merren parasysh.
5.1.4 Pajisjet që nuk mund të transportohen të montuara duhet të projektohen nga pjesë që plotësojnë kërkesat e madhësisë për transportin me automjete. Ndarja e pajisjes në pjesë të transportueshme duhet të tregohet në dokumentacionin teknik.
5.1.5 Pajisjet e transportuara të montuara, si dhe pjesët individuale të transportuara të pajisjes, duhet të kenë pajisje hobe (pajisje kapëse) për operacionet e ngarkimit dhe shkarkimit, ngritjen dhe instalimin e pajisjeve në pozicionin e projektimit. Lejohet të përdoren pajisje teknologjike, qafa, parvaz, jakë dhe elementë të tjerë strukturorë të pajisjeve për këto qëllime nëse konfirmohen nga llogaritjet e forcës.
Dizajni, vendndodhja e pajisjeve të hobeve dhe elementëve strukturorë për hobe, sasia e tyre, skema e hobeve për pajisjet dhe pjesët e tyre të transportuara duhet të tregohen në dokumentacionin teknik.
5.1.6 Rekomandohet të merren diametrat bazë të pajisjeve në përputhje me GOST 9617.
5.2 Kërkesat për elementët e kutisë së pajisjes
5.2.1 Fundet, mbulesat dhe kalimet e pajisjeve pranohen në përputhje me GOST R 52630 (nënseksioni 4.2).
5.2.2 Çelësat, kapakët dhe pajisjet pranohen në përputhje me GOST 52630* (nënseksioni 4.3).
______________
*Ndoshta një gabim në origjinal. Duhet të lexohet: GOST R 52630, më poshtë në tekst. - Shënim i prodhuesit të bazës së të dhënave.
5.2.3 Vendndodhja e vrimave - në përputhje me GOST 52630 (nënseksioni 4.4).
5.3 Kërkesat për mbështetëset e aparatit të kolonës
5.3.1 Predhat mbështetëse të aparatit të kolonës janë paraqitur në figurën 4.

a) cilindrike b) konike
Figura 4 - Strukturat bazë të mbështetëseve vertikale të pajisjeve
5.3.2 Mbështetja cilindrike duhet të ngjitet në pjesën e poshtme të aparatit në mënyrë të tillë që diametrat mesatarë të guaskës cilindrike të trupit dhe mbështetëses të përputhen ose distancat ndërmjet këtyre akseve të jenë minimale (Figura 5).

Figura 5 - Lidhja midis guaskës mbështetëse dhe pjesës së poshtme të aparatit
Nëse akset e guaskës së strehimit dhe mbështetësit janë zhvendosur, është e nevojshme të kontrolloni forcën e guaskës mbajtëse, duke marrë parasysh streset shtesë për shkak të zhvendosjes së këtyre akseve.
5.3.3 Modelet kryesore të njësive mbështetëse janë paraqitur në Figurën 6.



Figura 6 - Projektimet e njësive mbështetëse
5.4 Lejohet instalimi i aparaturave të kolonës në lloje të tjera mbështetëse (qëndrime, këmbë, etj.) siç udhëzohet nga organizata projektuese.
6 Kërkesat për materiale
6.1 Kur zgjidhni materiale për prodhimin e pajisjeve të kolonës, duhet të merret parasysh presioni i projektimit, temperatura e murit, përbërja kimike dhe natyra e mediumit, vetitë teknologjike dhe rezistenca ndaj korrozionit të materialeve.
Aparatet e kolonave, si rregull, instalohen në një zonë të hapur, prandaj, kur zgjidhni materiale, është gjithashtu e nevojshme të merret parasysh temperatura mesatare e periudhës pesëditore më të ftohtë në një zonë të caktuar me një probabilitet prej 0.92 (SNiP 23 -01). Në këtë rast, fillimi, mbyllja dhe testimi i rrjedhjeve kryhen në përputhje me "Rregulloret për fillimin (fikjen) dimërore ose testimin e rrjedhjeve të anijeve" sipas GOST R 52630 (Shtojca M).
6.2 Kërkesat për materialet bazë, kufijtë e përdorimit të tyre, qëllimi, kushtet e përdorimit, llojet e provave duhet të plotësojnë GOST R 52630.
6.3 Elementët e salduar drejtpërdrejt në trupin e aparatit të kolonës nga brenda ose jashtë (mbështetjet cilindrike dhe konike, veshjet për elementët strukturorë metalikë, unazat mbështetëse për pllaka, etj.) duhet të jenë prej materialesh të së njëjtës klasë strukturore si trupi.
6.4 Në pajisjet e shtyllave të bëra prej çeliku rezistent ndaj korrozionit, lejohet të përdoren mbështetëse cilindrike ose konike të bëra prej çeliku të karbonit, me kusht që një guaskë kalimtare e bërë prej çeliku rezistent ndaj korrozionit të ngjitet në trupin e kolonës me një lartësi të përcaktuar nga llogaritja.
6.5 Në pajisjet e bëra prej çeliku të karbonit, tehet e pllakave, valvulave, pjesëve të tjera të brendshme të lëvizshme dhe lidhësve të brendshëm duhet të jenë prej çeliku rezistent ndaj korrozionit.
7 Kërkesat e prodhimit
7.1 Kërkesat e përgjithshme
7.1.1 Para prodhimit dhe instalimit, duhet të kryhet inspektimi hyrës i materialeve bazë dhe saldimit dhe produkteve gjysëm të gatshme.
7.1.2 Kërkesat për shënimin e materialeve të pranuara për prodhimin e pajisjeve, si dhe për cilësinë e sipërfaqes së elementeve të strehimit, miratohen në përputhje me GOST R 52630.
7.1.3 Devijimet maksimale të dimensioneve pranohen në përputhje me GOST 52630 (klauzola 6.1.7).
7.2 Banesat
7.2.1 Pas montimit dhe saldimit të predhave, byku (pa fund) duhet të plotësojë kërkesat e mëposhtme:
a) devijimi i gjatësisë - jo më shumë se ±0,3% e gjatësisë nominale, por jo më shumë se ±50 mm;
b) devijimi nga drejtsia - jo më shumë se 2 mm mbi një gjatësi prej 1 m, por jo më shumë se 30 mm për një gjatësi trupore mbi 15 m.
Në këtë rast, jo-drejtësia lokale nuk merret parasysh:
Në vendet e saldimeve;
Në fushën e saldimit të pajisjeve dhe çeljeve në trup;
Në zonën e ndërfaqes së predhave me trashësi të ndryshme të strehimit, të bëra duke marrë parasysh zhvendosjet e lejuara të skajeve në shtresat rrethore të aparatit.
7.2.2 Devijimi i diametrit të brendshëm (të jashtëm) të trupit të aparatit në vendet ku janë instaluar pllaka ose pajisje të tjera të brendshme lejohet jo më shumë se ±0.5% të diametrit nominal, përveç rasteve kur specifikohen kërkesa më të rrepta në dokumentacionin teknik.
7.2.3 Ovaliteti relativ i trupit të aparatit, i matur në përputhje me GOST R 52630, (klauzola 6.2.4) në vendet ku janë instaluar pllaka ose pajisje të tjera të brendshme, nuk duhet të kalojë ±0.5%, përveç nëse specifikohen kërkesa më të rrepta në dokumentacioni teknik.
7.2.4 Devijimet e dimensioneve të tjera të banesave, përveç atyre të treguara më sipër, përcaktohen sipas GOST R 52630.
7.3 Funde, fllanxha, pajisje, kapëse, unaza përforcuese
7.3.1 Elementet e specifikuar të kutisë së aparatit janë prodhuar në përputhje të plotë me GOST R 52630 (nënseksionet 6.3-6.5).
7.4 Devijimet maksimale të dimensioneve të pajisjeve, njësive të montimit dhe pjesëve të tyre nga ato nominale duhet të korrespondojnë me ato të paraqitura në Figurën 7.
Dimensionet pa simbole në milimetra

Figura 7 - Devijimet maksimale të dimensioneve të pajisjeve, njësive të montimit dhe pjesëve të tyre
7.5 Pajisjet e kontaktit të brendshëm të nxehtësisë dhe transferimit të masës të llojit të diskut (pllaka)
7.5.1 Pllakat duhet të prodhohen në përputhje me kërkesat e këtij standardi dhe të projektit.
7.5.2 Pjesët mbështetëse të pllakave duhet të saldohen në trupin e aparatit me një shtresë të sipërme të vazhdueshme të njëanshme, përveç rasteve kur specifikohet ndryshe në dokumentacionin e projektimit.
7.5.3 Devijimi nga pingulja e pjesëve mbështetëse të pllakave të salduara në trupin e aparatit, në boshtin e trupit, në lidhje me të cilin janë instaluar pajisje (rreziqet) për të shtrirë vertikalitetin e tij në vendin e instalimit, nuk duhet tejkalojnë vlerat e përcaktuara në tabelën 1.
Tabela 1 - Devijimet nga pingulja e pjesëve mbajtëse të pllakave
Në milimetra
|
Lloji i pllakave |
Diametri i brendshëm i aparatit të kolonës |
Devijimi i pingulitetit |
|
Pllakat e dështimit: grilë dhe të tjerët |
Deri në vitin 2000 |
±2 |
|
Nga viti 2000 deri në 3000 |
±3 |
|
|
Tabaka përmbytjeje: valvula, sitë, sitë me elementë parafango, centrifugale dhe të tjera |
Deri në 3000 |
±3 |
|
Nga 3000 në 6000 |
±4 |
|
|
Nga 6000 e më shumë |
±5 |
7.5.4 Rezultatet e matjeve të devijimeve aktuale nga pingulja e pjesëve mbështetëse të pllakave futen në një formular të vërtetuar nga departamenti i kontrollit teknik të prodhuesit. Formulari i bashkëngjitet pasaportës së pajisjes.
7.5.5 Devijimi në hapin ndërmjet pllakave ngjitur nuk duhet të kalojë ±3 mm. Devijimi në lartësi i pllakës së poshtme nuk duhet të kalojë ± 5 mm nga buza e poshtme e guaskës së strehës dhe ±15 mm në pllakën e sipërme, ndërsa për pllakat e ndërmjetme ndryshon proporcionalisht (Figura 7).
7.5.6 Toleranca për distancën minimale nga ndarja e kullimit në sipërfaqen vertikale të këndit të xhepit pritës (shirit qetësues) - (+10 mm dhe minus 5 mm).
Toleranca për distancën nga buza e poshtme e ndarjes së kullimit në sipërfaqen e pllakës së poshtme me një xhep pritës të zhytur është ±5 mm për 1 m gjatësi ndarëse, por jo më shumë se ±15 mm në të gjithë gjatësinë, dhe në mungesa e një xhepi të zhytur dhe prania e një shiriti qetësues - ± 5 mm.
7.5.7 Pjesët e stampuara të pllakave duhet të jenë të pastra, pa çarje, çarje ose gërvishtje.
7.5.8 Tegelat e saldimit të pjesëve mbështetëse të pllakës, të mbivendosura nga pjesët e lëvizshme (rroba dhe elementë të tjerë), duhet të pastrohen në të njëjtën mënyrë me metalin bazë.
7.5.9 Seksionet (rrjetet) e pllakave mund të bëhen të salduara dhe tegelat duhet të pastrohen nga të dyja anët në të njëjtin nivel me metalin bazë.
7.5.10 Devijimi total i pllakës së instaluar nuk duhet të kalojë vlerat e specifikuara në tabelën 2.
Tabela 2 - Devijimi i pllakës së instaluar
Në milimetra
7.6 Kolonat e Carit
7.6.1 Devijimi nga paralelizmi i sipërfaqeve mbyllëse të fllanxhave të sirtarit pas përpunimit nuk duhet të kalojë 0,4 mm për 1 m diametër (Figura 8), por jo më shumë se 1 mm për diametër të sirtarit.

Figura 8 - Sirtar me fllanxha
Devijimi nga pingulja e sipërfaqeve mbyllëse të fllanxhave të sirtarit në gjeneratorin e guaskës nuk duhet të kalojë 0,6 mm për 1 m lartësi të sirtarit (Figura 8), por jo më shumë se 2 mm për të gjithë lartësinë e sirtarit.
7.6.2 Devijimi nga lartësia e sirtarit me fllanxha nuk duhet të kalojë ±2 mm për 1 m të madhësisë nominale, por jo më shumë se ±5 mm për të gjithë lartësinë e sirtarit.
7.6.3 Kornizat e shtyllave me fllanxha që kanë sipërfaqe vulosëse me gjuhëz ose brazdë; për lehtësinë e instalimit të guarnicionit, fllanxhat me brazdë ose brazdë duhet të jenë në fund.
8 Lidhje saldimi dhe saldimi
8.1 Pajisjet mund të prodhohen duke përdorur të gjitha llojet e saldimit industrial me përjashtim të saldimit me gaz.
8.2 Kërkesat për saldimin dhe nyjet e salduara duhet të përputhen me GOST R 52630 (nënseksioni 6.8).
8.3 Lidhjet e salduara
8.3.1 Saldimet anësore gjatësore dhe rrethore të bykut duhet të bëhen me depërtim të plotë, duke përfshirë saldimet e poshtme.
8.3.2 Kushtet për përdorimin e nyjeve qoshe dhe T të pajisjeve, kapëseve, fllanxhave rregullohen nga GOST R 52630 (klauzola 6.9.1).
8.3.3 Saldimet me xhiro lejohen vetëm për saldimin e unazave përforcuese dhe elementeve mbështetëse.
8.3.4 Lejohet ndërthurja e tegelave të pasme të trupit me saldime fileto për saldimin e pajisjeve të brendshme dhe të jashtme (elemente mbajtëse, pllaka, xhaketa, ndarje etj.) me kusht që shtresa e mbivendosur e trupit të kontrollohet me metoda radiografike ose tejzanor.
8.4 Kërkesat për nyjet e salduara dhe cilësinë e nyjeve të salduara në përputhje me GOST R 52630 (nënseksionet 6.9 dhe 6.10).
8.5 Metodat për monitorimin e nyjeve të salduara sipas GOST R 52630.
8.5.1 Shtrirja e inspektimit të saldimeve të kolonave të vakumit duke përdorur metoda jo destruktive është 25%.
9 Prova hidraulike
Testimi hidraulik i pajisjeve të kolonës në fabrikën e prodhimit zakonisht kryhet në një pozicion horizontal.
Vlera e presionit të testimit të aparatit kur testohet në pozicione vertikale dhe horizontale është e njëjtë nëse gjatë funksionimit të aparatit nuk ka presion hidrostatik të kolonës së lëngut (aparati nuk është plotësisht i mbushur me lëng).
Gjatë testimit të aparatit në një pozicion horizontal tek prodhuesi, ky i fundit duhet të kontrollojë forcën e trupit të kolonës, duke marrë parasysh metodën e miratuar të mbështetjes së aparatit.
10 Trajtimi termik
Trajtimi termik i aparatit të kolonës (ose pjesëve të tij), nëse është e nevojshme, kryhet në përputhje me GOST R 52630 (nënseksioni 6.11).
Bibliografi
Teksti i dokumentit elektronik
përgatitur nga Kodeks Sh.A dhe verifikuar kundër:
publikim zyrtar
M.: Standartinform, 2011
1. Detyrë projektimi
2. Pjesa teorike
3. Diagrami i kolonës së distilimit
4. Llogaritja e kolonës së distilimit
4.1 Bilanci material. Ekuacionet e linjës operative
4.5 Llogaritja termike e instalimit
Lista e burimeve të përdorura
1. Detyrë projektimi
Llogaritni dhe hartoni një kolonë (pllakë) korrigjuese për ndarjen e një përzierjeje të acidit acetik dhe ujit që hyn në një sasi prej 10 tonësh në orë. Përbërja e përzierjes fillestare është 10% (peshë) acid acetik dhe 90% (peshë) ujë. Përmbajtja e nevojshme e acidit acetik në distilim është 0,5% (peshë), dhe në mbetjen e poshtme 70% (peshë). Korrigjimi kryhet nën presionin atmosferik. Avulli i ngrohjes ka një presion Pg = 3 atm.
Specifikimet teknike
1. Pajisja është projektuar për të ndarë një përzierje të acidit acetik - ujit me një përqendrim 10% (në masë).
2. Avulli i ngrohjes ka presion P = 3 atm.
3. Temperatura e mediumit në kub është deri në 105°C.
4. Mjedisi në pajisje nuk është toksik.
5. Lloji i pllakave - sitë.
6. Numri i pllakave - 33.
Kërkesa teknike
1. Gjatë prodhimit, testimit dhe dorëzimit të pajisjes, duhet të plotësohen kërkesat e mëposhtme:
A) GOST 12.2.003-74 "Pajisjet e prodhimit. Kërkesat e përgjithshme të sigurisë"
B) GOST 26-291-79 "Enë dhe aparate çeliku të salduara. Kërkesat teknike"
2. Materiali i pllakave ose pjesëve të kolonës në kontakt me lëngjet e ndara ose avujt e tyre është prej çeliku X18NYUT GOST 5949-75, elementët e mbetur të kolonës janë prej çeliku VSt Zsp. GOST 380-71.
3. Provoni pajisjen për forcën dhe densitetin në mënyrë hidraulike:
A) në një pozicion horizontal - një presion prej 0.2 MPa;
B) në pozicion vertikal - me shumicë.
4. Lidhjet e salduara duhet të jenë në përputhje me kërkesat e OH 26-01-71-68 "Saldimi në inxhinierinë kimike". Saldimi në Shën Zsp. Bëni me elektrodë të markës ANO-5-4.5-2 sipas GOST 9467-75.
5. Tegelet e saldimit kontrollohen 100% me ekzaminim me rreze X.
6. Guarnicione të bëra nga paroniti PON-1 GOST 481-71.
7. Zgjatje e paspecifikuar e montimeve 150mm.
8. Dimensionet për referencë.
2. Pjesa teorike
Korrigjimi është një proces i avullimit të pjesshëm të përsëritur të një lëngu dhe kondensimit të avujve. Procesi kryhet me kontakt të avullit dhe rrymave të lëngshme që kanë temperatura të ndryshme dhe zakonisht kryhet në pajisje kolone. Në çdo kontakt dhe lëng, një përbërës kryesisht me vlim të ulët avullon, me të cilin pasurohen avujt; nga avujt, një përbërës kryesisht me valë të lartë kondensohet, duke kaluar në lëngje. Ky shkëmbim i dyanshëm i komponentëve, i përsëritur shumë herë, në fund të fundit bën të mundur marrjen e avujve që janë një përbërës pothuajse i pastër me vlim të ulët. Këta avuj, pas kondensimit në një aparat të veçantë, prodhojnë një distilim (të korrigjuar) dhe refluks - një lëng që kthehet për të ujitur kolonën dhe për të bashkëvepruar me tufat në rritje. Avulli prodhohet nga avullimi i pjesshëm nga fundi i kolonës së mbetjes, i cili është një përbërës pothuajse i pastër me vlim të lartë.
Rektifikimi është i njohur që në fillim të shekullit të 19-të si një nga proceset më të rëndësishme teknologjike, kryesisht në industrinë e alkoolit dhe naftës. Aktualisht, korrigjimi përdoret gjithnjë e më shumë në fusha të ndryshme të teknologjisë kimike, ku izolimi i përbërësve në formën e tyre të pastër është shumë i rëndësishëm (në prodhimin e sintezës organike, izotopeve, polimereve, gjysmëpërçuesve dhe substancave të tjera të ndryshme me pastërti të lartë).
Procesi i korrigjimit kryhet përmes kontaktit të përsëritur midis fazave të lëngshme dhe avullit jo-ekuilibër që lëvizin në lidhje me njëra-tjetrën.
Kur fazat ndërveprojnë, shkëmbimi i masës dhe nxehtësisë ndodh ndërmjet tyre për shkak të dëshirës së sistemit për të arritur një gjendje ekuilibri. Si rezultat i çdo kontakti, përbërësit rishpërndahen midis fazave: avulli pasurohet disi në përbërësin me valë të ulët, lëngu - në atë me valë të lartë. Kontakti i përsëritur çon në ndarjen pothuajse të plotë të përzierjes fillestare.
Ndërtimi i aparatit të korrigjimit.
Oriz. 1 Kolona e distilimit të vazhdueshëm.
1 – kolona; 2 – bojler; 3 – kondensator refluks
Kështu, mungesa e ekuilibrit (dhe, në përputhje me rrethanat, prania e një ndryshimi të temperaturës midis fazave kur fazat lëvizin me një shpejtësi të caktuar relative dhe janë në kontakt të përsëritur) janë kushte të nevojshme për korrigjim.
Proceset e korrigjimit kryhen periodikisht ose vazhdimisht në presione të ndryshme: në presion atmosferik, nën vakum (për të ndarë përzierjet e substancave me valë të lartë), dhe gjithashtu nën presion më të madh se atmosferik (për të ndarë përzierjet që janë të gazta në temperatura normale).
Për të kryer proceset e korrigjimit, përdoren pajisje të modeleve të ndryshme, llojet kryesore të të cilave nuk ndryshojnë nga llojet përkatëse të absorbuesve.
Në impiantet e korrigjimit, përdoren kryesisht dy lloje pajisjesh:
kolona të paketuara dhe distilimi me pllaka. Gjithashtu për korrigjim.
filmi dhe kolonat rrotulluese të dizajneve të ndryshme përdoren në vakum
Kolonat e paketuara, flluska dhe disa filma janë të ngjashme në dizajn me pajisjet e brendshme (pllakat, trupat e paketuar, etj.) me kolonat thithëse. Megjithatë, ndryshe nga amortizuesit, kolonat e distilimit janë të pajisura me pajisje shkëmbimi të nxehtësisë - një kazan (kub) dhe një kondensator refluksi (Fig. 1). Përveç kësaj, për të zvogëluar humbjen e nxehtësisë në mjedis, pajisjet e distilimit mbulohen me izolim termik.

Fig-2 Opsionet për instalimin e kondensatorëve refluks
a - në kolonë: b - poshtë majës së kolonës;
1 - kondensatorë refluks; 2 - kolona: 3 - pompë.
Një kazan ose kub është projektuar për të kthyer një pjesë të lëngut që rrjedh nga kolona në avull dhe për të furnizuar avullin në pjesën e poshtme të tij (nën grykat ose pllakën e poshtme). Ribojlerët kanë një sipërfaqe ngrohëse në formën e një spirale ose janë një shkëmbyes nxehtësie me guaskë dhe tub i ndërtuar në pjesën e poshtme të kolonës. Kaldaja në distancë, të cilat janë instaluar poshtë kolonës për të siguruar qarkullimin natyral të lëngut, janë më të përshtatshëm për riparim dhe zëvendësim.
Kondensuesi i refluksit, i projektuar për kondensimin e avujve dhe furnizimin me refluks (refluks) në kolonë, është një shkëmbyes nxehtësie me guaskë dhe tub, në hapësirën ndërmjet tubave të të cilit zakonisht kondensohen avujt dhe një agjent ftohës (uji) lëviz në tubacionet.

Oriz. 3. Kolona rrjetë.
a - diagrami i strukturës së kolonës; b – diagrami i strukturës së pllakës; 1 - trupi; 2 - pjatë; 3 - tub i tejmbushjes; 4 - xhami.
Në rastin e kondensimit të pjesshëm të avujve në një defllegmator, ai vendoset drejtpërdrejt mbi kolonë për të siguruar kompaktësi më të madhe të instalimit, ose jashtë kolonës (Figura 2). Në këtë rast, kondensata (refluksi) nga pjesa e poshtme e kondensatorit të refluksit furnizohet drejtpërdrejt përmes një vulë hidraulike në pjesën e sipërme të kolonës, pasi në këtë rast nuk ka nevojë për një ndarës refluksi.
Në rastin e kondensimit të plotë të avujve në deflegmator, ai instalohet sipër kolonës, direkt në kolonë ose poshtë majës së kolonës në mënyrë që të zvogëlohet lartësia e përgjithshme e instalimit. Në rastin e fundit, refluksi nga kondensuesi i refluksit 1 furnizohet në kolonën 2 nga një pompë. Kjo vendosje e kondensatorit refluks përdoret shpesh kur instalohen kolona distilimi jashtë ndërtesave, gjë që është më ekonomike në klimat e butë.
Kolona bubbler (pjatë).(Figura 3). Këto pajisje janë më të përdorurat në proceset e korrigjimit. Ato janë të aplikueshme për xhiro të larta, një gamë të gjerë ndryshimesh në ngarkesat e avullit dhe të lëngjeve dhe mund të sigurojnë një ndarje shumë të qartë të përzierjeve Disavantazhi i aparatit flluskues - rezistenca relativisht e lartë hidraulike - nuk është i rëndësishëm në kushtet e korrigjimit. Gjatë korrigjimit, një rritje e rezistencës hidraulike çon vetëm në një rritje të lehtë të presionit dhe, në përputhje me rrethanat, një rritje të pikës së vlimit të lëngut në ribojlerin e kolonës. Megjithatë, e njëjta pengesë mbetet e rëndësishme për proceset e korrigjimit në vakum.
Pjata sitë. (Fig. 3). Një kolonë me pllaka sitë është një trup cilindrik vertikal me pllaka horizontale, në të cilin një numër i konsiderueshëm vrimash me diametër 1-5 mm janë shpuar në mënyrë të barabartë në të gjithë sipërfaqen. Gazi kalon nëpër vrimat e pllakës dhe shpërndahet në lëng në formën e rrjedhave të vogla dhe flluskave. Pllakat sitë dallohen nga thjeshtësia e tyre e dizajnit, lehtësia e instalimit, inspektimit dhe riparimit. Rezistenca hidraulike e këtyre pllakave është e ulët. Sitë funksionojnë në mënyrë të qëndrueshme mbi një gamë mjaft të gjerë të shpejtësive të gazit dhe në ngarkesa të caktuara gazi dhe lëngu këto tabaka janë shumë efikase. Megjithatë, tabaka sitë janë të ndjeshme ndaj ndotësve dhe sedimenteve që bllokojnë hapjet e tabakave.
Pllaka me kapak.
Ato janë më pak të ndjeshme ndaj ndotjes sesa ato me sitë dhe kanë një gamë më të lartë të funksionimit të qëndrueshëm të një kolone me tabaka në formë kapaku. Gazi hyn në pllakë përmes tubave, pastaj ndahet nga vrimat e kapakut në një numër të madh avionësh të veçantë. Gazi më pas kalon nëpër një shtresë lëngu që rrjedh përgjatë pllakave nga një pajisje kullimi në tjetrën.

Oriz. 4. Skema e funksionimit të pllakës së kapakut
Kur lëvizni nëpër shtresë, një pjesë e konsiderueshme e avionëve të vegjël shpërthen dhe gazi shpërndahet në lëng në formën e flluskave. Intensiteti i formimit të shkumës direkt në kolonë ose poshtë majës së kolonës në mënyrë që të zvogëlohet lartësia e përgjithshme e instalimit. Në rastin e fundit, refluksi nga kondensuesi i refluksit 1 furnizohet në kolonën 2 nga një pompë. Kjo vendosje e kondensatorit refluks përdoret shpesh kur instalohen kolona distilimi jashtë ndërtesave, gjë që është më ekonomike në klimat e butë.
Kolona bubbler (pjatë). (Figura 3). Këto pajisje janë më të përdorurat në proceset e korrigjimit. Ato janë të aplikueshme për xhiro të larta, një gamë të gjerë ndryshimesh në ngarkesat me avull dhe lëngje dhe mund të sigurojnë ndarje shumë të qartë të përzierjeve. Disavantazhi i aparatit flluskues është rezistenca hidraulike relativisht e lartë - në kushtet e korrigjimit nuk është e rëndësishme. Gjatë korrigjimit, një rritje e rezistencës hidraulike çon vetëm në një rritje të lehtë të pikës së vlimit të lëngut në bojlerin e kolonës. Megjithatë, e njëjta pengesë mbetet e rëndësishme për proceset e korrigjimit në vakum.
Në kolona të tilla përdoren lloje të ndryshme tabakash: sitë, kapak, defekt, valvul, pllakë, etj.
Pllaka sitë. (Fig. 3). Një kolonë me pllaka sitë është një trup cilindrik vertikal me pllaka horizontale, në të cilin një numër i konsiderueshëm vrimash me diametër 1-5 mm janë shpuar në mënyrë të barabartë në të gjithë sipërfaqen. Gazi kalon nëpër vrimat e pllakës dhe shpërndahet në lëng në formën e përrenjve dhe flluskave të vogla.Pllakat sitë dallohen për dizajnin e tyre të thjeshtë, lehtësinë e montimit, inspektimit dhe riparimit. Rezistenca hidraulike e këtyre pllakave është e ulët. Sitë funksionojnë në mënyrë të qëndrueshme në një gamë mjaft të gjerë të shpejtësive të gazit dhe në ngarkesa të caktuara gazi dhe lëngu këto tabaka janë shumë efikase. Megjithatë, tabaka sitë janë të ndjeshme ndaj ndotësve dhe sedimenteve që bllokojnë hapjet e tabakave.
Pllaka me kapak. Ato janë më pak të ndjeshme ndaj ndotjes sesa ato me sitë dhe kanë një gamë më të lartë të funksionimit të qëndrueshëm të një kolone me tabaka në formë kapaku. Gazi hyn në pllakë përmes tubave, pastaj ndahet nga vrimat e kapakut në një numër të madh avionësh të veçantë. Më pas, gazi kalon përmes një shtrese lëngu që rrjedh përgjatë pllakës nga një pajisje kullimi në tjetrën. Kur lëvizni nëpër shtresë, një pjesë e konsiderueshme e avionëve të vegjël shpërthen dhe gazi shpërndahet në lëng në formën e flluskave. Intensiteti i formimit të shkumës dhe spërkatjes në pllakat e kapakut varet nga shpejtësia e lëvizjes së gazit dhe thellësia e zhytjes së kapakut në lëng. Pllakat e kapakut bëhen me rrjedhje radiale ose diametrike të lëngut. Pllakat e kapakut funksionojnë në mënyrë të qëndrueshme nën ndryshime të rëndësishme në ngarkesat e gazit dhe të lëngjeve. Disavantazhet e tyre përfshijnë kompleksitetin e pajisjes dhe koston e lartë, ngarkesat maksimale të ulëta të gazit, rezistencën relativisht të lartë hidraulike dhe vështirësinë në pastrim.
Pllakat e valvulave. (Fig. 5). Parimi i funksionimit të pllakave të valvulave është që një valvul i rrumbullakët i shtrirë lirshëm, i shtrirë lirshëm mbi vrimën në pllakë, me një ndryshim në rrjedhën e gazit, me peshën e tij, rregullon automatikisht madhësinë e zonës së hendekut midis valvulës dhe rrafshit të pllakën për kalimin e gazit dhe në këtë mënyrë ruan një shpejtësi konstante të gazit kur ai rrjedh nëpër shtresën e flluskave.
Ras. 5. Pllakat e valvulave.
a, b - me kapele të rrumbullakëta; c, me një valvul pllake; g - çakëll; 1 - valvula; 2 - kufizues i kllapave; 3 - çakëll.
Në të njëjtën kohë, me rritjen e shpejtësisë së gazit në kolonë, rezistenca hidraulike e pllakës së valvulës rritet paksa. Lartësia e ngritjes së valvulës është e kufizuar nga lartësia e mbajtësit kufizues dhe zakonisht nuk i kalon 8 mm.
Përparësitë e disqeve të valvulave: qarkullim relativisht i lartë i gazit dhe stabilitet hidrodinamik, efikasitet i lartë konstant mbi një gamë të gjerë ngarkesash gazi.
Kolona të paketuara. Këto kolona përdorin lloje të ndryshme ambalazhesh, por më të zakonshmet në industri janë kolonat e mbushura me unaza Raschig. Rezistenca hidraulike më e ulët e kolonave të mbushura në krahasim me kolonat me flluska është veçanërisht e rëndësishme gjatë korrigjimit nën vakum. Edhe me një vakum të konsiderueshëm në pjesën e sipërme të kolonës, për shkak të rezistencës së lartë hidraulike, vakuumi i tij në bojler mund të jetë i pamjaftueshëm për reduktimin e kërkuar të pikës së vlimit të përzierjes fillestare.
Për të zvogëluar rezistencën hidraulike të kolonave të vakumit, unë përdor grykë me vëllimin më të madh të mundshëm të lirë.
Nuk ka nevojë të hiqni nxehtësinë në vetë kolonën e distilimit. Prandaj, vështirësia e largimit të nxehtësisë nga kolonat e mbushura është një avantazh dhe jo një disavantazh i kolonave të paketuara në kushtet e procesit të distilimit.
Pajisje filmike. Këto pajisje përdoren për korrigjimin nën vakum të përzierjeve që kanë qëndrueshmëri të ulët termike kur nxehen (për shembull, monomere të ndryshme, polimere, si dhe produkte të tjera të sintezës organike).
Në pajisjet e distilimit të tipit film, arrihet rezistencë e ulët hidraulike. Përveç kësaj, mbajtja e lëngjeve për njësi vëllimi të aparatit operativ është e vogël. Aparatet e distilimit të filmit përfshijnë kolona me paketim të rregullt në formën e paketimeve të tubave vertikalë me diametër 6-20 mm (kolona me shumë tuba), si dhe paketimet e ambalazheve paralele ose huall mjalti me kanale të formave të ndryshme, të prodhuara dhe fletë metalike me vrima ose rrjetë metalike.
Disavantazhet e kolonave rrotulluese: lartësia dhe diametri i kufizuar (për shkak të kompleksitetit të prodhimit dhe kërkesave për forcën dhe ngurtësinë e rotorit), si dhe kostot e larta të funksionimit.
3. Skema e impiantit të korrigjimit

Diagrami skematik i një njësie distilimi
Përshkrimi i njësisë së distilimit
Një diagram skematik i njësisë së distilimit është paraqitur në Fig. Përzierja fillestare nga rezervuari i ndërmjetëm 9 furnizohet nga një pompë centrifugale 10 në shkëmbyesin e nxehtësisë 5, ku nxehet deri në pikën e vlimit. Përzierja e nxehtë dërgohet për ndarje në një kolonë distilimi / në një pjatë ushqyese, ku përbërja e lëngut është e barabartë me përbërjen e përzierjes origjinale XF.
Duke rrjedhur poshtë kolonës, lëngu ndërvepron me avullin në rritje të formuar kur lëngu i poshtëm vlon në bojlerin 2. Përbërja fillestare e avullit është afërsisht e barabartë me përbërjen e mbetjes së poshtme Xw, d.m.th. i varfëruar në komponentë të paqëndrueshëm. Si rezultat i shkëmbimit të masës me lëngun, avulli pasurohet me një përbërës shumë të paqëndrueshëm. Për pasurim më të plotë, pjesa e sipërme e kolonës ujitet në përputhje me një raport të caktuar refluksi me një lëng (refluks) të përbërjes kimike, i cili përftohet në kondensatorin refluks 3 duke kondensuar avullin që del nga kolona. Pastaj lëngu dërgohet në ndarësin e refluksit 4. Një pjesë e kondensatës hiqet nga kondensatori i refluksit në formën e një produkti të përfunduar të ndarjes së distilimit, i cili ftohet në shkëmbyesin e nxehtësisë 6 dhe dërgohet në kolektorin e distilimit 11 duke përdorur pompën 10.
Nga pjesa e poshtme e kolonës, pompa 10 heq vazhdimisht lëngun e poshtëm - një produkt i pasuruar me një përbërës shumë të paqëndrueshëm, i cili ftohet në ftohësin e mbetjeve 7 dhe dërgohet në kontejnerin 8. Kështu, në kolonën e korrigjimit, një proces i vazhdueshëm i pabarabartë i ndarja e përzierjes fillestare binare në një distilim me një përmbajtje të lartë të një komponenti shumë të paqëndrueshëm kryhet dhe fundet, të pasuruara me një përbërës jo të paqëndrueshëm.
4. Llogaritja e kolonës së distilimit
4.1 Llogaritja e bilancit material
Ekuacioni i bilancit të materialit për një kolonë distilimi të vazhdueshëm, duke marrë parasysh numrin e rrymave hyrëse dhe dalëse, ka formën e mëposhtme:
G F = G D + G W (1)
ku G F është sasia e përzierjes së furnizuar në ndarje, kg/s;
G D – shpejtësia e rrjedhës së masës së distilimit, kg/s;
G W – prurja masive e fundeve, kg/s;
G F ∙Х F = G D ∙Х D +G W ∙Х W (2)
ku X D është përqendrimi i përbërësit me vlim të ulët në fraksionet masive të distilimit;
Х W – përqendrimi i komponentit me vlim të ulët në fundet, fraksionet masive;
Х F – përqendrimi i përbërësit me vlim të ulët në përzierjen fillestare, fraksionet masive.
Për të gjetur shkallën e rrjedhës së masës së distilimit X D dhe shpejtësinë e rrjedhës së masës së mbetjes së poshtme X W, le t'i zëvendësojmë të dhënat fillestare në ekuacionin (1) dhe në ekuacionin (2). Pastaj i zgjidhim këto ekuacione së bashku.
G D + G W = 10000
G D ∙ 0,995 + G W ∙ 0,3 = 10000 ∙ 0,9
G D ∙ 0,995 + (1000-G D ) ∙ 0,3 = 9000
0,695 ∙ G D = 9000 − 3000
0,695 ∙ G W = 6000
G D =8633 kg/h
G D = 10000 − 8633 = 1367 kg/h
Rrjedha e masës së distilimit: G D = 8633 kg/h
Rrjedha masive e fundeve: G W =1367 kg/h
Për llogaritjet e mëtejshme, ne shprehim përqendrimet e ushqimit, distilimit dhe fundeve në fraksione mol.
 (3)
(3)
ku X F është përqendrimi i përbërësit me zierje të ulët në dietë, fraksionet e nishaneve;
M in – masa molare e komponentit me vlim të ulët, kg/mol;
M ux – masa molare e komponentit me vlim të lartë, kg/mol;
M ux = 60 kg/kmol;
M in = 18 kg/kmol;
 (4)
(4)
ku X D është përqendrimi i përbërësit me vlim të ulët në distilimin, fraksionet mol
 (5)
(5)

ku X W është përqendrimi i përbërësit me vlim të ulët në fundet, fraksionet mol.
Le të zëvendësojmë të dhënat fillestare me formulën (3), formulën (4) dhe formulën (5) dhe gjejmë përmbajtjen e acidit acetik në përzierje (ushqim), në distilim dhe në fund.
X F = 
X D = 
X W = 
Konsumi relativ i energjisë molare përcaktohet nga ekuacioni:
 (6)
(6)
Për të kryer llogaritjet e mëtejshme, duhet të ndërtojmë një kurbë ekuilibri në koordinata  për sistemin alkool etilik-ujë në presion atmosferik.
për sistemin alkool etilik-ujë në presion atmosferik.
Këtu  - fraksionet molore të ujit në lëng dhe në ekuilibër me të.
- fraksionet molore të ujit në lëng dhe në ekuilibër me të.
RB dhe RT – presioni i avullit të ngopur të ujit dhe acidit acetik, përkatësisht P – presioni total


Të gjitha të dhënat e nevojshme për ndërtimin e kurbës së ekuilibrit janë dhënë në tabelën 1.
Tabela 1. Përbërjet ekuilibër të lëngjeve dhe avujve për sistemin Acid acetik - ujë
Bazuar në të dhënat në tabelën 1, do të ndërtojmë një kurbë ekuilibri

Fig.2. Lakorja e ekuilibrit në koordinata për sistemin acid acetik - ujë.
Numri minimal i refluksit  përcaktuar nga ekuacioni:
përcaktuar nga ekuacioni:
 (7)
(7)
ku y F * është përqendrimi i përbërësit me valë të ulët në avull në ekuilibër me lëngun e furnizimit.
U F *=0,977
Le të zëvendësojmë të gjitha të dhënat e nevojshme në ekuacionin (7) dhe të gjejmë numrin minimal të refluksit R min

Numri i refluksit të punës R përcaktohet nga ekuacioni:
Le të zëvendësojmë vlerën numerike të numrit minimal të refluksit R min në ekuacionin (8) dhe të përcaktojmë numrin e refluksit të punës R .
Raporti i tepërt i refluksit është:

Ekuacionet e linjës operative
A) në pjesën e sipërme (forcuese) të kolonës


ku R është raporti i refluksit

B) në pjesën e poshtme (shterruese) të kolonës
 Xw
Xw
ku R është raporti i refluksit
F – konsumi relativ i energjisë molare
Përcaktuar nga raporti:

 +
+
Ku Md dhe Mf janë masat molare të distilimit dhe përzierjes fillestare;
M lart dhe M n janë masat mesatare molare të lëngut në krye dhe në fund të kolonës.
Masat molare në pjesët e sipërme dhe të poshtme të kolonës janë përkatësisht të barabarta:
Ku X mesatar dhe X mesatar janë përbërja mesatare molare e lëngut në pjesët e poshtme dhe të sipërme të kolonës.
M cp në = kg/kmol
M cp n = kg/kmol
Masa molare e përzierjes fillestare:
M F = kg/kmol
Masa molare e distilimit:
M D = kg/kmol
Duke zëvendësuar, marrim:
 kg/orë
kg/orë
 +
+ kg/orë
kg/orë
Rrjedhat mesatare të masës së avullit në G-në e sipërme dhe G në pjesët e poshtme të kolonës janë përkatësisht të barabarta me:

Këtu M'in dhe M'n janë masat mesatare molare të avullit në pjesët e sipërme dhe të poshtme të kolonës:
M' lartë = M në y srv + M ux (1-y srv)
M' n = M në y arr + M ux (1-y arr)
y срн dhe y срв – përbërja mesatare molare e avullit në pjesën e poshtme dhe të sipërme të kolonës.
Vlerat e y D, y F dhe y W merren nga ekuacionet e linjës operative. Pastaj:
M ’ cp në = kg/kmol
M ’ cp n = kg/kmol
 kg/orë
kg/orë
 kg/orë
kg/orë
kondensator refluksi i korrigjimit të kolonës së diskut
4.2 Përcaktimi i shpejtësisë së avullit dhe diametrit të kolonës
Bazuar në të dhënat në tabelën 1, ndërtojmë një diagram t -x,y.

Figura 2 Diagrami t -x,y për përcaktimin e përbërjes së ekuilibrit të avullit në varësi të temperaturës
Duke përdorur diagramin e paraqitur në Figurën 2, ne përcaktojmë temperaturat mesatare:
A) y cp b = 0,9397 t cp = 100,1 o C
B) y cp n = 0,7346 t cp = 102,3 o C
Duke ditur vlerat mesatare molare, ne përcaktojmë masën dhe densitetin e avullit:
M ’ cp në =  kg/kmol
kg/kmol
M' cp n =  kg/kmol
kg/kmol
M' in dhe M' n janë masat mesatare molare të avullit në krye dhe në fund të kolonës, përkatësisht;
ρ uv dhe ρ un dendësia e avullit në pjesët e sipërme dhe të poshtme të kolonës, përkatësisht.
Temperatura në pjesën e sipërme të kolonës në X mesatar = 0,9831 është e barabartë me 100,01°C, dhe në pjesën e poshtme në X mesatar = 0,77795 është e barabartë me 101,5°C. Prandaj tav = 100,9755°С. Këto të dhëna përcaktohen nga diagrami t-x,y i paraqitur në Figurën 2.
Dendësia e ujit në t = 100 °C është ρ në = 958 kg/m 3, dhe ajo e acidit acetik në ρ ux = 958 kg/m 3.
Supozojmë densitetin mesatar të lëngut në kolonë:

Ne përcaktojmë shpejtësinë e avullit në kolonë duke përdorur ekuacionin:



Diametri i kolonës së distilimit llogaritet duke përdorur formulën:

 m
m
 m
m
Marrim diametrin e kolonës D = 3600 mm.
Atëherë shpejtësia e avullit në kolonë do të jetë e barabartë me:
 Znj
Znj
4.3 Llogaritja hidraulike e pllakave
Ne zgjedhim një pjatë të tipit TS - R [Shtojca 2, faqe 118].
Ne pranojmë madhësitë e mëposhtme të pllakës së sitës:
Diametri i vrimës d o = 4 mm
Lartësia e ndarjes së kullimit h P = 40 mm
Seksioni i lirë i pllakës (sipërfaqja totale e vrimave) është 8% e sipërfaqes totale të pllakës.
Zona e zënë nga dy gota segmentale të tejmbushjes është 20% e sipërfaqes totale të pllakës.
Perimetri i kullimit P = 3,1 m.
Le të llogarisim rezistencën hidraulike të pllakës në krye dhe në fund të kolonës duke përdorur ekuacionin:
ku Δp thatë është rezistenca e pllakës së thatë;
Δp b - rezistenca e shkaktuar nga forcat e tensionit sipërfaqësor;
Δp gz - rezistenca e shtresës gaz-lëng në pllakë.
A) në pjesën e sipërme (forcuese) të kolonës:

Ku  - koeficienti i rezistencës së pllakave sitë jo të ujitura me prerje të lirë prej 7-10%;
- koeficienti i rezistencës së pllakave sitë jo të ujitura me prerje të lirë prej 7-10%;
Shpejtësia e avullit në vrimat e pllakës.

ku është tensioni sipërfaqësor i lëngut në një temperaturë mesatare në krye të kolonës prej 100 °C; d 0 = 0-004 m - diametri i vrimave të pllakës.

Ku
 raporti i densitetit të shtresës avull-lëng (shkumë) me densitetin e lëngut, i marrë afërsisht i barabartë me 0.5.
raporti i densitetit të shtresës avull-lëng (shkumë) me densitetin e lëngut, i marrë afërsisht i barabartë me 0.5.
h pz - lartësia e shtresës së avullit të lëngshëm (shkumë) llogaritet me formulën:

ku Δh lartësia e shtresës mbi ndarjen e kullimit llogaritet me formulën:

Ku  rrjedha vëllimore e lëngut,
rrjedha vëllimore e lëngut, 
P - perimetri i ndarjes së kullimit.
Shkalla vëllimore e rrjedhës së lëngut në krye të kolonës:

ku M avg është masa mesatare molare e lëngut, kg/kmol;
M D masa molare e distilimit, kg/kmol.
Gjerësinë e pragut të tejmbushjes e gjejmë duke zgjidhur sistemin e ekuacioneve:


ku R = 1,8 m rreze e pllakës; P=3.1 m - perimetri i ndarjes së kullimit.
Le të gjejmë gjerësinë e pragut të tejmbushjes b:

Gjeni Δh:

Rezistenca e shtresës së avullit të lëngshëm në pjatë:
Rezistenca totale hidraulike e pllakës në krye të kolonës:
B) në pjesën e poshtme (shterruese) të kolonës:
Rezistenca hidraulike e pllakës së thatë:
Rezistenca për shkak të forcave të tensionit sipërfaqësor:

Ku  Tensioni sipërfaqësor i lëngut në =100°C.
Tensioni sipërfaqësor i lëngut në =100°C.
Shkalla vëllimore e rrjedhës së lëngut në fund të kolonës llogaritet me formulën:

ku M F është masa molare e lëngut ushqimor, kg/kmol
M masa mesatare molare e lëngut, kg/kmol
Lartësia e shtresës mbi ndarjen e kullimit:

Lartësia e shtresës së avullit të lëngshëm në pjatë:
Rezistenca e shtresës së avullit të lëngshëm në pjatë:
Rezistenca totale hidraulike e pllakës në fund të kolonës:
Le të kontrollojmë nëse, në një distancë midis pllakave h = 0,5 m, plotësohet kushti i nevojshëm për funksionimin normal të pllakave:
 >
>
Për pllakat e pjesës së poshtme, në të cilat rezistenca totale hidraulike është më e madhe se ajo e pllakave të pjesës së sipërme:
 <
<
Prandaj, kushti i mësipërm është i plotësuar.
Le të kontrollojmë uniformitetin e funksionimit të pllakave - llogarisim shpejtësinë minimale të avullit në vrima, e mjaftueshme që pllaka e sitës të punojë me të gjitha vrimat:
Shpejtësia e llogaritur është më e vogël se shpejtësia e llogaritur më parë  , prandaj, pllaka do të punojë me të gjitha vrimat.
, prandaj, pllaka do të punojë me të gjitha vrimat.
4.4 Përcaktimi i numrit të tabakave dhe lartësisë së kolonës
Numri i pllakave llogaritet duke përdorur ekuacionin:
ku η = efikasiteti mesatar. pjata
Për të përcaktuar efikasitetin mesatar pllaka, gjejmë koeficientin e paqëndrueshmërisë relative të përbërësve të ndarë:

dhe koeficienti i viskozitetit dinamik të përzierjes fillestare q në një temperaturë mesatare në kolonë të barabartë me
Në këtë temperaturë, presioni i avullit të ngopur të ujit Pv = 867,88 mmHg, acidi acetik Rc = 474,15 mmHg, nga ku

Koeficienti dinamik i viskozitetit të ujit në 101°C është 0,2838 mPa*s, acidi acetik është 0,4916 mPa*s. Ne pranojmë koeficientin e viskozitetit dinamik të përzierjes fillestare
V, faqe 556].
Sipas orarit [Fig. 7.4, f. 323] gjeni vlerën  .Gjatësia e rrugës së lëngut në pjatë:
.Gjatësia e rrugës së lëngut në pjatë:
Sipas orarit [Fig. 7.5, f. 324] gjejmë vlerën e korrigjimit për gjatësinë e rrugës Δ=0.2375 Efikasiteti mesatar. pllakat gjenden duke përdorur ekuacionin:
Numri i pllakave përcaktohet me metodën analitike duke përdorur një procesor Excel. Sistemi i ekuacioneve që na lejon të përcaktojmë numrin e pllakave, si dhe përbërjen e avullit dhe lëngut që largohet nga secila prej pllakave, përfshin ekuacionin e ekuilibrit

ku α është koeficienti i paqëndrueshmërisë relative të komponentëve të ndarë:
ekuacionet e linjave operative
për pjesën e sipërme të kolonës
për pjesën e poshtme të kolonës
shprehje për faktorin e pasurimit
 .
.
Llogaritja konsiston në përcaktimin sekuencial të përbërjeve të avullit dhe lëngut (y i, x i) në seksionin e kolonës midis tabakave.
Abonimet për përbërjet e avullit dhe të lëngshme korrespondojnë me numrin e seksionit. Numri i pllakës përkon me numrin e seksionit të vendosur nën të.
Le të supozojmë se koeficienti i paqëndrueshmërisë është konstant, koeficienti i pasurimit është konstant, kubi i avullimit nuk ka një efekt ndarës dhe avulli që largohet prej tij ka të njëjtën përbërje si mbetjet e poshtme.
Bllok diagrami i llogaritjes

Rezultati i llogaritjes
|
Pjesa e poshtme |
||||||
|
Pjesa e poshtme |
||||||
|
Pjesa e poshtme |
||||||
|
Pjesa e poshtme |
||||||
|
Pjesa e poshtme |
||||||
|
Pjesa e poshtme |
||||||
|
Pjesa e poshtme |
||||||
|
Pjesa e poshtme |
||||||
|
Pjesa e poshtme |
||||||
|
Pjesa e poshtme |
||||||
|
Pjesa e poshtme |
||||||
|
Pjesa e poshtme |
||||||
|
Pjesa e poshtme |
||||||
|
Pjesa e poshtme |
||||||
|
pjesa e sipërme |
||||||
|
pjesa e sipërme |
||||||
|
pjesa e sipërme |
||||||
|
pjesa e sipërme |
||||||
|
pjesa e sipërme |
||||||
|
pjesa e sipërme |
||||||
|
pjesa e sipërme |
||||||
|
pjesa e sipërme |
||||||
|
pjesa e sipërme |
||||||
|
pjesa e sipërme |
||||||
|
pjesa e sipërme |
||||||
|
pjesa e sipërme |
||||||
|
pjesa e sipërme |
||||||
|
pjesa e sipërme |
||||||
|
pjesa e sipërme Konsumi i nxehtësisë i transferuar në ujin ftohës në deflegmator-kondensator gjendet nga ekuacioni: Korrigjimi është një proces që kryhet në pajisjet e kolonës kundër rrjedhës me elementë kontakti në formën e pllakave. Procesi i korrigjimit ka një sërë veçorish. Raporte të ndryshme të ngarkesave të lëngshme dhe të avullit në pjesët e poshtme dhe të sipërme të kolonës. Shfaqja e kombinuar e proceseve të transferimit të masës dhe nxehtësisë. E gjithë kjo e ndërlikon llogaritjen e kolonave të distilimit të pllakave. Shumëllojshmëria e madhe e pajisjeve të kontaktit të diskut e bën të vështirë zgjedhjen e kolonës. Në këtë rast zgjedhim një kolonë me tabaka të tipit TS-R, sepse plotëson kërkesat e përgjithshme si: intensitet i lartë për njësi vëllimi i aparatit, kostoja e tij. Diametri dhe lartësia e kolonës përcaktohen nga ngarkesat e avullit dhe lëngjeve dhe vetitë fizike të fazave ndërvepruese. Bibliografi 1. Dytnersky Yu.I. "Proceset dhe aparatet bazë të teknologjisë kimike. Projektimi i kursit" : llogaritje korrigjimi kolonat; termike të detajuara llogaritje kondensator refluks; tregues llogaritje këmbyesit e nxehtësisë. Ne kemi përgatitur një listë... për këtë punë kursi llogaritje korrigjimi kolonat për të ndarë përzierjen: aceton-...Llogaritja të paketuara korrigjimi kolonat veprim i vazhdueshëm për ndarjen e përzierjes kloroform-benzenLëndë >> KimiRekomandimet zbresin për t'u përdorur për llogaritje korrigjimi kolonat varësitë kinetike të marra me... lëng. 2. Llogaritja të paketuara korrigjimi kolonat veprim i vazhdueshëm 2.1 Bilanci material kolonat dhe refluksi i punës... Llogaritja korrigjimi instalime për ndarjen e një përzierje binare të alkoolit etilik-ujëLëndë >> KimiNë këtë kurs punohet llogaritje korrigjimi kolonat veprim i vazhdueshëm me pllaka sitë për... L., Kimi, 1993 G.Ya. Rudov, D.A. Baranov. Llogaritja në formë disku korrigjimi kolonat, udhëzime. M., MSUIE, 1998. Katalog... Llogaritja në formë disku korrigjimi kolonat për ndarjen e përzierjes binare të hidrokarbureve benzen-toluenLëndë >> Kimi2. Bazat teorike llogaritje në formë disku korrigjimi kolonat Ekzistojnë dy metoda kryesore të analizës së punës dhe llogaritje korrigjimi kolonat: grafiko-analitike... |
Herët a vonë, pothuajse çdo dashnor i alkoolit të bërë në shtëpi mendon të blejë ose të bëjë një kolonë distilimi (RC) - një pajisje për prodhimin e alkoolit të pastër. Ju duhet të filloni me një llogaritje gjithëpërfshirëse të parametrave bazë: fuqia, lartësia, diametri i sirtarit, vëllimi i kubit, etj. Ky informacion do të jetë i dobishëm si për ata që duan të bëjnë të gjithë elementët me duart e tyre, ashtu edhe për ata që planifikojnë të blejnë një kolonë të gatshme distilimi (do të ndihmojë në zgjedhjen dhe kontrollimin e shitësit). Pa prekur tiparet e projektimit të njësive individuale, ne do të shqyrtojmë parimet e përgjithshme të ndërtimit të një sistemi të ekuilibruar për korrigjimin në shtëpi.
 Diagrami i funksionimit të kolonës
Diagrami i funksionimit të kolonës Karakteristikat e tubit (tsar) dhe hundës
Materiali. Tubi përcakton kryesisht parametrat e kolonës së distilimit dhe kërkesat për të gjithë përbërësit e aparatit. Materiali për prodhimin e sirtarit është çelik inox krom-nikel - çelik inox "i klasës ushqimore".
Për shkak të neutralitetit të tij kimik, çeliku i pandryshkshëm i kategorisë ushqimore nuk ndikon në përbërjen e produktit, gjë që është ajo që kërkohet. Pureja e sheqerit të papërpunuar ose mbetjet e distilimit ("kokat" dhe "bishtat") distilohen në alkool, kështu që qëllimi kryesor i korrigjimit është të maksimizojë pastrimin e prodhimit nga papastërtitë dhe jo të ndryshojë vetitë organoleptike të alkoolit në një drejtim. ose një tjetër. Është e papërshtatshme përdorimi i bakrit në kolonat klasike të distilimit, pasi ky material ndryshon pak përbërjen kimike të pijes dhe është i përshtatshëm për prodhimin e një distiluesi (një stof i rregullt hënor) ose një kolonë pure (një rast i veçantë korrigjimi).
 Tub kolonë i çmontuar me një hundë të instaluar në një nga sirtarët
Tub kolonë i çmontuar me një hundë të instaluar në një nga sirtarët Trashësia. Sirtari është prej tubi inox me trashësi muri 1-1,5 mm. Nuk nevojitet një mur më i trashë, pasi kjo do ta bëjë strukturën më të shtrenjtë dhe më të rëndë pa dhënë asnjë përfitim.
Parametrat e hundës. Nuk është e saktë të flasim për karakteristikat e një kolone pa iu referuar hundës. Kur korrigjoni në shtëpi, përdoren grykë me sipërfaqe kontakti prej 1,5 deri në 4 metra katrorë. m/litër Ndërsa sipërfaqja e kontaktit rritet, aftësia ndarëse gjithashtu rritet, por produktiviteti zvogëlohet. Zvogëlimi i zonës çon në një ulje të aftësisë ndarëse dhe forcuese.
Produktiviteti i kolonës fillimisht rritet, por më pas për të ruajtur forcën e prodhimit, operatori detyrohet të zvogëlojë shkallën e nxjerrjes. Kjo do të thotë se ekziston një madhësi e caktuar optimale e hundës, e cila varet nga diametri i kolonës dhe do t'ju lejojë të arrini kombinimin më të mirë të parametrave.
Dimensionet e paketimit spirale-prizmatik (SPN) duhet të jenë afërsisht 12-15 herë më të vogla se diametri i brendshëm i kolonës. Për një diametër tub prej 50 mm - 3.5x3.5x0.25 mm, për 40 - 3x3x0.25 mm dhe për 32 dhe 28 - 2x2x0.25 mm.
Në varësi të detyrave në fjalë, këshillohet të përdorni bashkëngjitje të ndryshme. Për shembull, gjatë përgatitjes së distilimeve të fortifikuara, shpesh përdoren unaza bakri me diametër dhe lartësi 10 mm. Është e qartë se në këtë rast qëllimi nuk është aftësia ndarëse dhe forcuese e sistemit, por një kriter krejtësisht i ndryshëm - aftësia katalitike e bakrit për të hequr përbërësit e squfurit nga alkooli.
 Opsionet e hundës spirale prizmatike
Opsionet e hundës spirale prizmatike Ju nuk duhet ta kufizoni arsenalin tuaj në një, madje edhe lidhjen më të mirë, thjesht nuk ka asnjë. Ka nga ato që janë më të përshtatshmet për zgjidhjen e çdo problemi specifik.
Edhe një ndryshim i vogël në diametrin e kolonës ndikon seriozisht në parametrat. Për të vlerësuar, mjafton të mbani mend se fuqia nominale (W) dhe produktiviteti (ml/orë) janë numerikisht të barabarta me sipërfaqen e prerjes tërthore të kolonës (mm katrore), dhe për këtë arsye janë proporcionale me katrorin e diametri. Kushtojini vëmendje kësaj kur zgjidhni një sirtar, gjithmonë merrni parasysh diametrin e brendshëm dhe krahasoni opsionet sipas tij.
Varësia e fuqisë nga diametri i tubit
Lartësia e tubit. Për të siguruar kapacitet të mirë mbajtës dhe ndarës, pavarësisht nga diametri, lartësia e kolonës së distilimit duhet të jetë nga 1 deri në 1,5 m. Nëse është më e vogël, nuk do të ketë hapësirë të mjaftueshme për vajrat e fuselit të grumbulluara gjatë funksionimit, si rezultat vaji i fuselit do të fillojë të depërtojë në përzgjedhje. Një pengesë tjetër është se kokat nuk do të ndahen qartë në fraksione. Nëse lartësia e tubit është më e madhe, kjo nuk do të çojë në një përmirësim të konsiderueshëm të kapacitetit ndarës dhe mbajtës të sistemit, por do të rrisë kohën e distilimit, si dhe numrin e "kokave" dhe "mbështetësve të kokës". Me fjalë të tjera, me një rritje në lartësinë e tubit, kapaciteti ndarës i kolonës së distilimit rritet për çdo centimetër shtesë që zvogëlohet. Efekti i rritjes së tubit nga 50 cm në 60 cm është një rend i madhësisë më i lartë se nga 140 cm në 150 cm.
Vëllimi i kubit për kolonën e distilimit
Për të rritur rendimentin e alkoolit me cilësi të lartë, por për të parandaluar tejmbushjen e kolonës së fuselit, pjesa më e madhe (mbushja) e alkoolit të papërpunuar në kub është e kufizuar në rangun prej 10-20 vëllimesh paketimi. Për kolonat me lartësi 1,5 m dhe diametër 50 mm - 30-60 l, 40 mm - 17-34 l, 32 mm - 10-20 l, 28 mm - 7-14 l.
Duke marrë parasysh që kubi është mbushur në 2/3 e vëllimit, një enë 40-80 litra është e përshtatshme për një kolonë me një diametër të brendshëm të sirtarit 50 mm, një enë 30-50 litra për 40 mm, një enë 20 -30 litra kub për 32 mm, dhe një tenxhere me presion për 28 mm.
Kur përdorni një kub me një vëllim më afër kufirit të poshtëm të diapazonit të rekomanduar, mund të hiqni me siguri një sirtar dhe të zvogëloni lartësinë në 1-1,2 metra. Si rezultat, do të ketë relativisht pak barnacles për t'u depërtuar në përzgjedhje, por vëllimi i "mbështetësve të kokës" do të ulet ndjeshëm.
Burimi dhe fuqia e ngrohjes së kolonës
Lloji i pllakës. E kaluara e dritës së hënës ndjek shumë fillestarë që besojnë se nëse më parë kanë përdorur një sobë elektrike me gaz, induksion ose konvencionale elektrike për të ngrohur ende dritën e hënës, atëherë ata mund ta lënë këtë burim për kolonën.
Procesi i korrigjimit është dukshëm i ndryshëm nga distilimi, gjithçka është shumë më e ndërlikuar dhe zjarri nuk do të funksionojë. Është e nevojshme të sigurohet rregullimi i qetë dhe qëndrueshmëria e fuqisë ngrohëse të furnizuar.
Stufat elektrike që funksionojnë sipas një termostati në modalitetin start-stop nuk përdoren, sepse sapo të ndodhë një ndërprerje afatshkurtër e energjisë, avulli do të ndalojë të rrjedhë në kolonë dhe gëlbaza do të shembet në kub. Në këtë rast, do të duhet të filloni përsëri korrigjimin - me kolonën që punon në vetvete dhe zgjidhni "kokat".
Një tenxhere me induksion është një pajisje jashtëzakonisht e papërpunuar me një ndryshim hap pas hapi të fuqisë prej 100-200 W, dhe kur korrigjoni, duhet të ndryshoni fuqinë pa probleme, fjalë për fjalë me 5-10 W. Dhe nuk ka gjasa që do të jetë e mundur të stabilizohet ngrohja pavarësisht nga luhatjet e tensionit të hyrjes.
Një sobë me gaz me 40 për qind alkool të papërpunuar të derdhur në kub dhe një produkt 96 gradë në prizë përbën një rrezik vdekjeprurës, për të mos përmendur luhatjet në temperaturën e ngrohjes.

Zgjidhja optimale është futja e një elementi ngrohjeje të fuqisë së kërkuar në kubin e kolonës, dhe për rregullim përdorni një stafetë me stabilizim të tensionit të daljes, për shembull, RM-2 16A. Ju gjithashtu mund të merrni analoge. Gjëja kryesore është të merrni një tension të stabilizuar në dalje dhe aftësinë për të ndryshuar pa probleme temperaturën e ngrohjes me 5-10 W.
Furnizimi me energji elektrike. Për të ngrohur kubin në një kohë të pranueshme, duhet të vazhdoni nga një fuqi prej 1 kW për 10 litra alkool të papërpunuar. Kjo do të thotë që për një kub 50 litra të mbushur me 40 litra, kërkohet një minimum prej 4 kW, 40 litra - 3 kW, 30 litra - 2-2,5 kW, 20 litra - 1,5 kW.
Me të njëjtin vëllim, kubet mund të jenë të ulëta dhe të gjera, të ngushta dhe të larta. Kur zgjidhni një enë të përshtatshme, duhet të keni parasysh që kubi shpesh përdoret jo vetëm për korrigjim, por edhe për distilim, prandaj, përdoren kushtet më të rrepta në mënyrë që fuqia e furnizuar të mos çojë në shkumëzim të dhunshëm me emetimin. të spërkatjeve nga kubi në vijën e avullit.
Është vërtetuar eksperimentalisht se me një thellësi të vendosjes së elementit ngrohës prej rreth 40-50 cm, vlimi normal ndodh nëse për 1 sq. cm e pasqyrës së madhe përbën jo më shumë se 4-5 W fuqi. Me zvogëlimin e thellësisë rritet fuqia e lejuar dhe me rritjen e thellësisë zvogëlohet.
Ka faktorë të tjerë që ndikojnë në sjelljen e vlimit: dendësia, viskoziteti dhe tensioni sipërfaqësor i lëngut. Ndodh që emetimet ndodhin në fund të distilimit të puresë, kur rritet densiteti. Prandaj, kryerja e procesit të korrigjimit në kufirin e diapazonit të lejuar është gjithmonë i mbushur me telashe.
Kubikët cilindrikë të zakonshëm kanë një diametër prej 26, 32, 40 cm Bazuar në fuqinë e lejuar për sipërfaqe të pasqyrës së një kubi 26 cm, do të funksionojë normalisht me një fuqi ngrohëse deri në 2,5 kW, për 30 cm. - 3,5 kW, 40 cm - 5 kW .
Faktori i tretë që përcakton fuqinë e ngrohjes është përdorimi i njërës prej anëve të kolonës pa një grykë si një rezervuar me avull të thatë për të luftuar futjen e spërkatjes. Për ta bërë këtë, është e nevojshme që shpejtësia e avullit në tub të mos kalojë 1 m/s; në 2-3 m/s efekti mbrojtës dobësohet, dhe në vlera më të larta avulli do të çojë refluksin lart në tub dhe hidheni në përzgjedhje.
Formula për llogaritjen e shpejtësisë së avullit:
V = N * 750 / S (m/sek),
- N - fuqia, kW;
- 750 – gjenerimi i avullit (cm kub/sek kW);
- S - zona e seksionit kryq të kolonës (mm katrore).
Një tub me një diametër prej 50 mm do të përballet me tërheqjen e spërkatjes kur nxehet në 4 kW, 40-42 mm - deri në 3 kW, 38 - deri në 2 kW, 32 - deri në 1,5 kW.
Bazuar në konsideratat e mësipërme, ne zgjedhim vëllimin, dimensionet e kubit, fuqinë e ngrohjes dhe distilimit. Të gjithë këta parametra janë në përputhje me diametrin dhe lartësinë e kolonës.
Llogaritja e parametrave të kondensatorit të refluksit të kolonës së distilimit
Fuqia e kondensatorit të refluksit përcaktohet në varësi të llojit të kolonës së distilimit. Nëse po ndërtojmë një kolonë me nxjerrje të lëngshme ose me avull poshtë deflgmatorit, atëherë fuqia e kërkuar duhet të jetë jo më pak se fuqia nominale e kolonës. Në mënyrë tipike, në këto raste, një frigorifer Dimroth përdoret si kondensator me një fuqi përdorimi prej 4-5 Watts për 1 sq. cm sipërfaqe.
Nëse kolona me nxjerrjen e avullit është më e lartë se deflegmatori, atëherë fuqia e llogaritur është 2/3 e asaj nominale. Në këtë rast, mund të përdorni Dimrot ose "krijues këmishë". Fuqia e përdorimit të një prodhuesi këmishë është më e ulët se ajo e një dimrot dhe është rreth 2 vat për centimetër katror.
 Shembull i një frigoriferi Dimroth për një kolonë
Shembull i një frigoriferi Dimroth për një kolonë Atëherë gjithçka është e thjeshtë: ndani fuqinë e vlerësuar me fuqinë e përdorimit. Për shembull, për një kolonë me një diametër të brendshëm prej 50 mm: 1950 / 5 = 390 sq. cm sipërfaqja e Dimrotit ose 975 sq. shih "krijuesi i këmishave". Kjo do të thotë që një frigorifer Dimrot mund të bëhet nga një tub 6x1 mm me gjatësi 487 / (0.6 * 3.14) = 2.58 cm për opsionin e parë, duke marrë parasysh një faktor sigurie prej 3 metrash. Për opsionin e dytë, shumëzoni me dy të tretat: 258 * 2 / 3 = 172 cm, duke marrë parasysh një faktor sigurie prej 2 metrash.
Këmishë për kolonën 52 x 1 – 975 / 5,2 / 3,14 = 59 cm * 2/3 = 39 cm Por kjo është për dhoma me tavan të lartë.
 "Këmishabërës"
"Këmishabërës" Llogaritja e një frigoriferi që kalon një herë
Nëse njësia me rrjedhje direkte përdoret si ftohës pasues në një kolonë distilimi me nxjerrje të lëngshme, atëherë zgjidhet opsioni më i vogël dhe më kompakt. Një fuqi prej 30-40% e fuqisë së vlerësuar të kolonës është e mjaftueshme.
Një frigorifer me rrjedhje të drejtpërdrejtë pa një spirale bëhet në hendekun midis xhaketës dhe tubit të brendshëm, më pas një përzgjedhje futet në xhaketë dhe uji ftohës furnizohet përmes tubit qendror. Në këtë rast, këmisha ngjitet në tubin e furnizimit me ujë në kondensatorin e refluksit. Ky është një "laps" i vogël rreth 30 cm i gjatë.
Por nëse e njëjta njësi me rrjedhje të drejtpërdrejtë përdoret si për distilim ashtu edhe për korrigjim, duke qenë një njësi universale, ato nuk rrjedhin nga nevoja e shpërndarësit, por nga fuqia maksimale e ngrohjes gjatë distilimit.
Për të krijuar një rrjedhje të turbullt avulli në frigorifer, duke lejuar një intensitet të transferimit të nxehtësisë prej të paktën 10 Watts/sq. cm, është e nevojshme të sigurohet një shpejtësi avulli prej rreth 10-20 m/s.
Gama e diametrave të mundshëm është mjaft e gjerë. Diametri minimal përcaktohet nga kushtet për të mos krijuar një presion të madh të tepërt në kub (jo më shumë se 50 mm kolonë uji), por maksimumi duke llogaritur numrin Reynolds, bazuar në shpejtësinë minimale dhe koeficientin maksimal të viskozitetit kinematik. të avujve.
 Dizajni i mundshëm i një frigoriferi që kalon një herë
Dizajni i mundshëm i një frigoriferi që kalon një herë Për të mos hyrë në detaje të panevojshme, do të japim përkufizimin më të zakonshëm: "Që të ruhet një regjim i turbullt i lëvizjes së avullit në një tub, mjafton që diametri i brendshëm (në milimetra) të mos jetë më shumë se 6. herë fuqia e ngrohjes (në kilovat).
Për të parandaluar ajrimin e xhaketës së ujit, është e nevojshme të ruani shpejtësinë lineare të ujit të paktën 11 cm/s, por një rritje e tepruar e shpejtësisë do të kërkojë presion të lartë në furnizimin me ujë. Prandaj, diapazoni optimal konsiderohet të jetë nga 12 në 20 cm/s.
Për të kondensuar avullin dhe për të ftohur kondensimin në një temperaturë të pranueshme, duhet të furnizoni ujë në 20 ° C në një vëllim prej rreth 4,8 kub cm / s (17 litra në orë) për çdo kilovat të energjisë së furnizuar. Në këtë rast, uji do të nxehet me 50 gradë - deri në 70 ° C. Natyrisht, në dimër do t'ju duhet më pak ujë, dhe kur përdorni sisteme ftohëse autonome, rreth një herë e gjysmë më shumë.
Bazuar në të dhënat e mëparshme, mund të llogaritet zona e seksionit kryq të hendekut unazor dhe diametri i brendshëm i xhaketës. Duhet gjithashtu të merret parasysh gama e disponueshme e tubave. Llogaritjet dhe praktika kanë treguar se një hendek prej 1-1,5 mm është mjaft i mjaftueshëm për të përmbushur të gjitha kushtet e nevojshme. Kjo korrespondon me çifte tubash: 10x1 - 14x1, 12x1 - 16x1, 14x1 - 18x1, 16x1 - 20x1 dhe 20x1 - 25x1.5, të cilat mbulojnë të gjithë gamën e kapaciteteve të përdorura në shtëpi.
Ekziston një detaj tjetër i rëndësishëm i njësisë së rrjedhës së drejtpërdrejtë - një plagë spirale në tubin e avullit. Një spirale e tillë është bërë nga tela me një diametër që siguron një hendek prej 0,2-0,3 mm në sipërfaqen e brendshme të këmishës. Është mbështjellë në hapa të barabartë me 2-3 diametra të tubit të avullit. Qëllimi kryesor është të përqendroni tubin e avullit, në të cilin gjatë funksionimit temperatura është më e lartë se në tubin e xhaketës. Kjo do të thotë se për shkak të zgjerimit termik, tubi i avullit zgjatet dhe përkulet, duke u mbështetur në xhaketë, duke shkaktuar zona të vdekura që nuk lahen nga uji ftohës, si rezultat i së cilës efikasiteti i frigoriferit bie ndjeshëm. Përparësitë shtesë të mbështjelljes spirale janë zgjatja e shtegut dhe krijimi i turbulencës në rrjedhën e ujit ftohës.
Një njësi e projektuar siç duhet me rrjedhje direkte mund të përdorë deri në 15 watts/sq. cm të zonës së shkëmbimit të nxehtësisë, e cila është konfirmuar eksperimentalisht. Për të përcaktuar gjatësinë e pjesës së ftohur të njësisë së rrjedhës së drejtpërdrejtë, do të përdorim një fuqi nominale prej 10 W / sq. cm (100 sq. cm/kW).
Zona e kërkuar e shkëmbimit të nxehtësisë është e barabartë me fuqinë e ngrohjes në kilovat shumëzuar me 100:
S = P * 100 (cm katror).
Perimetri i jashtëm i tubit të avullit:
Locr = 3,14 * D.
Lartësia e xhaketës së ftohjes:
H = S / Qengj.
Formula e përgjithshme e llogaritjes:
H = 3183 * P/D (fuqia në kW, lartësia dhe diametri i jashtëm i tubit të avullit në milimetra).
Shembull i llogaritjes së rrjedhës së drejtpërdrejtë
Fuqia e ngrohjes - 2 kW.
Është e mundur të përdoren tuba 12x1 dhe 14x1.
Zonat seksionale - 78.5 dhe 113 metra katrorë. mm.
Vëllimi i avullit - 750 * 2 = 1500 metra kub. cm/s.
Shpejtësitë e avullit në tuba: 19.1 dhe 13.2 m/s.
Tubi 14x1 duket i preferueshëm, pasi ju lejon të keni një rezervë energjie duke mbetur brenda intervalit të rekomanduar të shpejtësisë së avullit.
Tubi i çiftëzuar për këmishën është 18x1, hendeku unazor do të jetë 1 mm.
Shpejtësia e furnizimit me ujë: 4,8 * 2= 9,6 cm3/s.
Sipërfaqja e hendekut unazor është 3.14 / 4 * (16 * 16 - 14 * 14) = 47.1 sq. mm = 0,471 sq. cm.
Shpejtësia lineare – 9,6 / 0,471 = 20 cm/s – vlera mbetet brenda kufijve të rekomanduar.
Nëse hendeku unazor ishte 1,5 mm - 13 cm/s. Nëse është 2 mm, atëherë shpejtësia lineare do të binte në 9.6 cm/s dhe do të ishte e nevojshme të furnizohej me ujë mbi vëllimin nominal, vetëm për të parandaluar ajrimin e frigoriferit - një humbje e kotë parash.
Lartësia e këmishës - 3183 * 2 / 14 = 454 mm ose 45 cm Asnjë faktor sigurie nuk nevojitet, gjithçka merret parasysh.
Rezultati: 14x1-18x1 me një lartësi të pjesës së ftohur 45 cm, konsumi nominal i ujit - 9.6 metra kub. cm/s ose 34,5 litra në orë.
Me një fuqi nominale ngrohëse prej 2 kW, frigoriferi do të prodhojë 4 litra alkool në orë me një furnizim të mirë.
Një njësi distilimi me rrjedhje të drejtpërdrejtë efektive dhe të balancuar duhet të ketë një raport të shkallës së nxjerrjes me fuqinë e ngrohjes dhe konsumin e ujit për ftohje prej 1 litër/orë - 0,5 kW - 10 litra/orë. Nëse fuqia është më e lartë, do të ketë humbje të mëdha të nxehtësisë; nëse fuqia është e ulët, fuqia e dobishme e ngrohjes do të ulet. Nëse shkalla e rrjedhës së ujit është më e lartë, pompa e rrjedhës së drejtpërdrejtë ka një dizajn joefikas.
Kolona e distilimit mund të përdoret si kolonë pure. Pajisjet për kolonat e puresë kanë karakteristikat e veta, por distilimi i dytë ndryshon kryesisht në teknologji. Për distilimin e parë ka më shumë veçori dhe përbërësit individualë mund të mos jenë të zbatueshëm, por kjo është një temë për një diskutim tjetër.
Bazuar në nevojat reale të familjes dhe gamën ekzistuese të tubave, ne do të llogarisim opsionet tipike për një kolonë distilimi duke përdorur metodologjinë e dhënë.

P.S. Ne dëshirojmë të shprehim mirënjohjen tonë për përdoruesit e forumit tonë për sistemimin e materialit dhe ndihmën në përgatitjen e artikullit.