Përpunimi i rasteve në makina modulare. Makinë agregate
Makinat e agregatit
Makinat agregate quhen makina speciale të bëra nga njësi standarde dhe të normalizuara që nuk janë të ndërlidhura kinematikisht. Ato përdoren në prodhim në shkallë të gjerë dhe në masë për shpime, shpime, filetime dhe bluarje. Më shpesh, mbi to përpunohen pjesë të trupit dhe boshte, të cilat mbeten të palëvizshme gjatë përpunimit. Përdorimi i elementeve të normalizuar në modelet e veglave të makinerisë modulare zvogëlon kohën e tyre të projektimit, lehtëson procesin e prodhimit, bën të mundur unifikimin e gjerë të pjesëve dhe thjeshtimin e teknologjisë së tyre të prodhimit, dhe gjithashtu ju lejon të krijoni një shumëllojshmëri të gjerë të paraqitjeve të veglave të makinerisë modulare. me një numër minimal elementesh origjinale.
Makinat me shumë pozicione janë të dizajnuara për pjesë, sipërfaqet e të cilave duhet të përpunohen në disa tranzicione, dhe këto sipërfaqe janë të vendosura në plane të ndryshme. Paraqitjet tipike të makinave të tilla modulare mund të jenë vertikale, horizontale, vertikale-horizontale. Në këto makina, pjesa përpunohet në mënyrë sekuenciale nga një, dy dhe tre anët në disa pozicione në pajisje të instaluara në një tryezë ndarëse rrotulluese. Falë kësaj, koha ndihmëse e lidhur me ngarkimin-shkarkimin dhe shtrëngimin-çmbërthimin e pjesës së punës kombinohet me kohën e përpunimit; e pakoordinuar mbetet koha e kthesës së tabelës.
Një paraqitje tipike e një makine modulare me një kolonë qendrore dhe lëvizja e pjesëve të punës rreth saj në një plan horizontal është si më poshtë. Lëvizja rrethore e pjesëve të punës sigurohet nga një tavolinë karuseli. Kokat e fuqisë janë të vendosura në kënde të ndryshme ndaj pjesës së punës që përpunohet.
Paraqitjet tipike të makinave të agregatit me një lëvizje rrethore të pjesëve të punës në një plan vertikal bëhen të njëanshme, të dyanshme dhe të trefishta. Këto janë makina të tipit daulle, në të cilat pajisjet shtrënguese janë montuar në një daulle rrotulluese dhe përpunimi kryhet nga një, dy ose tre anët.
Paraqitja tipike e një makine modulare me një lëvizje drejtvizore të pjesëve të punës. Karakteristikë për makinat e këtij lloji është lëvizja drejtvizore e tabelës në raport me kokat e fuqisë.
Elementet kryesore të makinave modulare me një qëllim të vetëm
Pajisjet shtesë - ofrojnë fuqi, kontroll të makinës, si mekanizimi dhe automatizimi.
- Struktura e poshtme - formon kornizën dhe zonën e punës të makinës.
- Blloqet e pozicionimit - ju lejojnë të poziciononi dhe lëvizni pjesën e punës.
- Njësitë e punës - kryejnë pozicionimin dhe lëvizjen e mjetit.
Oriz. 1: Llojet e piedestaleve qendrore me blloqe pozicionimi përkatës
Piedestali qendror, i cili formon mbështetjen për montimin e blloqeve të pozicionimit dhe lidh pjesët e tjera të nënstrukturës me kornizën e përgjithshme të makinës, duhet të plotësojë kërkesat e ngurtësisë së lartë, si dhe kërkesën që patate të skuqura të lehta dhe ftohës të dalin nga puna. hapësirën e makinës. Raftet anësore dhe raftet, të cilat janë pjesë mbështetëse për ruajtjen e njësive individuale të punës. Mbështetja anësore është një version i formuar me injeksion i krijuar për të siguruar ngurtësi të mjaftueshme për të akomoduar asambletë individuale të veglave makine me një qëllim të vetëm. Një mbështetëse anësore mund të formohet nga një montim me shumë seksione në përputhje me orientimin hapësinor të njësisë së punës.
Oriz. 2: Llojet e stendave anësore dhe rafteve
Ata janë ngjitur në piedestalet qendrore. . Llojet e veçanta të pajisjeve treguese janë blloqe funksionale që sigurojnë transportin, pozicionimin e pjesës drejtpërdrejt në zonën e punës të makinës ose furnizimin e pajisjes së punës në pjesën e punës.Makinat agregate më së shpeshti përdoren për të punuar në një cikël gjysmë automatik, më rrallë janë të pajisura me pajisje ngarkimi dhe shkarkimi, me ç'rast makinat punojnë si makina automatike. Makinat e agregatit mund të punojnë individualisht ose të jenë pjesë e linjave automatike. Makina modulare horizontale me nëntë gishta me një tavolinë rrotulluese me gjashtë pozicione është projektuar për shpime, fundosje dhe filetim në pjesët e trupit. Çdo kokë elektrik përdoret për të rrotulluar dhe ushqyer një mjet. Në pozicionet e punës janë instaluar dy koka të fuqisë. Pjesët e punës janë të fiksuara në pajisje me një makinë pneumatike, në të cilën ajri i kompresuar furnizohet përmes një shpërndarësi qendror pneumatik. Në një makinë agregate të tipit daulle me 12 gishta, në vend të një tavoline ndarëse, ka një daulle rrotulluese, në skajet e së cilës vendosen pajisje me pjesë pune. Si rregull, në makina të tilla, vrimat, skajet dhe sipërfaqet e jashtme cilindrike përpunohen për pjesë që kanë një plan simetrie, nga dy anët në të njëjtën kohë; tamburi me pjesët e punës vendoset në dy rafte vertikale. Kokat e fuqisë mbajnë kuti gishtash me gjashtë vegla secila. Shpimi i energjisë, bluarja dhe kokat e tjera janë instaluar në kllapa të unifikuara të montuara në udhëzuesit e një shtrati të rrumbullakët ose drejtkëndor. Duke ndryshuar numrin e kokave dhe rregullimin e tyre të ndërsjellë duke lëvizur përgjatë brazdave të shtratit, ju mund ta rregulloni shpejt makinën për të përpunuar një grup të ri të pjesëve të punës. Boshllëqet janë montuar në një tavolinë ndarëse të rrumbullakët ose drejtkëndëshe në pajisje universale të parafabrikuara ose universale. Makineritë janë të pajisura me një pajisje kontrolli programi të vendosur në njësinë e kontrollit.
Nyjet e normalizuara(shtretërit, kokat dhe tavolinat e fuqisë, kutitë e boshtit, elementët e lëvizjes hidraulike, etj.) kanë varietete si në dizajn ashtu edhe në madhësi, gjë që shkaktohet nga kushtet e paraqitjes së makinës, dimensionet e saj, natyra e përpunimit, etj.
Pajisjet e pozicionimit të makinës përfshijnë. Pllakë rrotulluese rrethore, tambur rrotullues rrethor me unazë, tambur rrotullues me kushineta qendrore, tavolinë pozicionimi drejt, njësi pozicionimi dhe fiksimi dhe transportues hapësinor. Kërkesat teknike të mëposhtme zbatohen për të gjitha nënndarjet e këtij grupi.
Ngurtësi statike dhe dinamike për të përmbushur kërkesat e përpunimit. Saktësia e shtrëngimit të pjesës së punës në pozicionin e punës, që korrespondon me kërkesat e përpunimit. Lehtësia e mirëmbajtjes.
- Cikli minimal i punës anësore i pajisjes.
- Prodhim i mirë dhe automatik i çipit dhe ftohësit.
- Besueshmëria operative dhe shërbimi.
Nyje të veçanta(pajisjet shtrënguese dhe përçuesit, të cilët janë projektuar në varësi të konfigurimit të pjesës së punës, dimensioneve të saj, etj.) gjithashtu kanë elementë të veçantë të normalizuar: ekscentrikë dhe doreza për kapëse ekscentrike me veprim të shpejtë, cilindra pneumatikë, shufra, pajisje shpërndarëse pneumatike për shtrëngimin automatik. dhe presimi i pjesëve të punës, çanta për fiksimin e veglave, tufat e përcjellësit.
Dizajni optimal bën vetitë e mëposhtme. Saktësia e pozicionimit Koha e ciklit të pozicionimit Pesha e lejuar e kapëseve dhe pjesëve të punës Numri i lejuar i ngarkimit të jashtëm të pozicioneve të seksioneve të tabelës për furnizimin me vaj nën presion te kapëset. Tabela rrotulluese e kryqëzimit - ju lejon të përpunoni pjesë në dy drejtime pingul, në disa pozicione pune.
Pjesa rrotulluese formohet nga një pllakë unazore e vendosur në mënyrë radiale në kolonën qendrore në boshtin e tabelës. E keqja është se është një qasje e vështirë për t'u vendosur dhe riparuar, kështu që po zëvendësohet me madhësi më të mëdha të rrotullave të rrumbullakëta. Tabela e pozicionimit linear - Përdoret për të krijuar makina me lëvizje reciproke lineare të pjesës së punës midis pozicioneve individuale të punës.
Mekanizmat e kontrollit. Në veglat e makinerive modulare, sistemet e kontrollit automatik përdoren për të riprodhuar cikle të thjeshta teknologjike të kryera në një sekuencë të caktuar. Me ndihmën e sistemit të kontrollit të makinerive modulare kryhen instalimet e nevojshme dhe lëvizjet e punës. Dalloni midis sistemeve të kontrollit të përkohshëm dhe të pista.
Kur përpunimi përfundon, tabela zakonisht zhvendoset në pozicionin e ngarkimit dhe shkarkimit. Përveç transportit dhe pozicionimit të pjesës së punës, ai mund të kryejë edhe funksionet e ushqimit të punës ose ngarkesës së punës. Saktësia e pozicionimit Mundësia e amplifikimit në pozicionin e punës. . Pajisjet e pozicionimit dhe mbërthimit - Projektuar për të lidhur me saktësi dhe për të shtrënguar fort pllakën bazë në pozicion.
Koncepti përkatës duhet të përputhet. Koha e fiksimit të ngurtësisë Koha e ciklit të fiksimit me saktësi duhet të jetë sa më e shkurtër që të jetë e mundur rezistenca ndaj patate të skuqura dhe ftohësit. Transportues hapësor - shërben për transportin e drejtpërdrejtë të pllakave të pjesëve të punës ndërmjet pozicioneve të ndryshme të punës dhe shkëmbimit.
Sistemet e kontrollit të përkohshëm, si rregull, kanë një makinë mekanike, dhe sistemet e pistave funksionojnë nga një makinë hidraulike, pneumohidraulike, elektrike, elektrohidraulike dhe më rrallë nga një mekanik. Sipas sinjaleve të sistemit të kontrollit, boshti i sensorit vendoset në pozicionin e punës, dërgohet një komandë për të filluar ciklin teknologjik në kokat e fuqisë, etj.
Koha minimale e transportit Saktësia e transportit Heqje e mirë e çipave. Ato janë blloqe funksionale që kanë bosht të ndara dhe disqet ushqimore dhe funksionojnë kryesisht në një cikël automatik. Ata mund të kryejnë detyra të thjeshta pune si shpim, gdhendje, nivelim, bluarje.
Dizajni strukturor i shumicës së njësive të punës u lejon atyre të punojnë në të gjitha pozicionet, d.m.th. horizontale, vertikale, nga lart poshtë, nga poshtë lart, të zhdrejtë, shumë mund të punojnë në çdo pozicion të pjerrët. Ato janë projektuar të jenë sa më të vogla që të jetë e mundur në mënyrë që të vendosin sa më pak hapësirë të jetë e mundur, duke përmbushur të gjitha kërkesat për ngurtësinë, dimensionet e boshtit dhe vlerësimet e fuqisë.
Kur të gjitha kokat përfundojnë ciklin, ato kthehen në pozicionin e tyre origjinal, një komandë jepet në tabelën ndarëse për të ndryshuar pozicionet.
Në fig. 114 tregon një diagram të një makine modulare me shumë pozicione, të prodhuar në fabrikë. Likhachev. Makina ka sisteme kontrolli mekanike, pneumatike dhe elektrike. Cikli i konsideruar i funksionimit të makinës na lejon të gjurmojmë funksionimin e sistemeve të kontrollit të makinës.
Struktura e njësive të punës është e gjerë dhe e larmishme. Për makineritë modulare me një qëllim të vetëm, blloqet e punës duhet të ofrojnë zgjedhjen e opsioneve më të mira për një operacion të caktuar teknologjik për sa i përket produktivitetit, saktësisë dhe cilësisë së përpunimit dhe përfitimit ekonomik.
Ingranazhet, njësitë e sirtarit njësitë lëvizëse drejtojnë boshtet me një bosht dhe koka të shumta gishtash. Ato janë të pajisura me një bosht të tërheqshëm për lloje të caktuara të punës, veçanërisht për shpime dhe përgjime. Në varësi të dizajnit, ai ndahet në tre funksione kryesore.
Operatori instalon pjesën e punës në pajisjen 1, me një valvul fillestar (nuk tregohet në diagram) jep komanda për të shtrënguar pjesën e punës me leva në formë L 2. Më pas, operatori ndez butonin "Start" dhe jepet një komandë nga sistemi elektrik i kontrollit te valvula elektro-pneumatike me dy solenoid 14, e cila kalon ajrin e kompresuar nga rrjeti në zgavrën e majtë të cilindrit 10. Shufra e pistonit 11 e cilindrit heq bllokimin e pykës 18 (shih pamjen A) nga prizmi 19 dhe shtyp çelësin kufitar 13, i cili i jep një komandë elektrike valvulës elektro-pneumatike 17. Valvula, nga ana tjetër, raporton një komandë pneumatike te aktivizuesi i cilindrit 12 në rrotullimin e tavolinës.
Ajri i kompresuar, duke lëvizur pistonin 16 të aktuatorit, merr pykën 20 në të djathtë, duke lëshuar shtytjen 21, e cila e shtypi tryezën në kabinet. Në këtë rast, çelësi kufitar 15 aktivizohet, duke dhënë një komandë për të ndezur mekanizmin e rrotullimit të tavolinës, të mundësuar nga një motor elektrik (nuk tregohet në diagram). Kur motori elektrik ndizet, ruli 27 i zinxhirit 26 të mekanizmit maltez, i ulur në të njëjtin bosht 25 me rrotën e krimbit 22, hyn në brazdë të kryqit maltez 28 dhe rrotullon tabelën 3 në një kënd të caktuar. Pasi ruli largohet nga brazda e kryqit, leva 23 vepron në çelësin kufitar 24, i cili ndërron valvulën elektro-pneumatike 14, duke e drejtuar ajrin e kompresuar në zgavrën e djathtë të cilindrit 10. Shufra e pistonit të këtij cilindri lidhet me mbyllja e tavolinës. Kur tabela fiksohet, lirohet çelësi kufitar 13, i cili jep komandën për të fikur motorin elektrik të mekanizmit të rrotullimit të tavolinës. Në të njëjtën kohë, valvula elektro-pneumatike 17 kalon, duke e drejtuar ajrin e kompresuar në zgavrën e djathtë të cilindrit 12. Pyka 20 shtyp tabelën 3 të makinës në kabinet.
Kur pyka lëviz majtas, lirohet çelësi kufitar 15, i cili jep komandën për të ndezur motorët elektrikë 9 dhe 5, kokat e fuqisë 8 dhe 6. ciklin tjetër.
Kur vendosni makinën për të punuar në një cikël automatik, pasi fikni motorin elektrik të kokës së fundit, valvula elektro-pneumatike 14 ndizet dhe cikli rifillon.
Kur rregulloni sistemet e kontrollit, është e nevojshme t'i kushtohet vëmendje e veçantë qartësisë dhe reagimit të shpejtë të mekanizmave. Këta faktorë varen nga ruajtja e presionit normal në rrjet dhe në linjat e vetë makinës (zakonisht 4-8 atm); nga instalimi i saktë i ndalesave dhe kontaktorëve elektrikë sipas vizatimit të vënies në punë dhe nga një sërë arsyesh të tjera.
Në mënyrë që makina modulare të funksionojë në mënyrë të besueshme, është e nevojshme të ruhen mekanizmat e kontrollit në gjendje të mirë gjatë funksionimit. Rrjedhja e ajrit nga linja pneumatike është e papranueshme, pasi kjo ndikon jo vetëm në mekanizmat e kontrollit, por edhe në aktivizuesit (për shembull, pjesa është e fiksuar dobët në pajisjen shtrënguese). Ajri në sistemin pneumatik duhet të jetë pa lagështi. Për ta bërë këtë, është e nevojshme të kulloni ujin nga gropa e ajrit (filtri) një herë në ditë.
Shkaku i dështimit të makinës mund të jetë hyrja e ftohësit dhe pluhurit të imët në solenoidet e çelësave pneumatikë dhe në çelësat elektrikë. Për të shmangur këtë, mekanizmat duhet të mbyllen.
Performanca e makinës varet nga funksionimi i saktë i sistemit të kontrollit të makinës.
Kokat e fuqisë me një makinë ushqyese mekanike. Kokat e fuqisë janë përbërësit kryesorë të makinerive të agregatit dhe linjave automatike.
Kokat e fuqisë me një ngasje mekanike të ushqimit janë të destinuara kryesisht për operacione shpimi, prerjeje fijesh dhe shpimi, dhe me ngurtësi të mjaftueshme strukturore - për punën e bluarjes. Për frezë, kokat e fuqisë janë të pajisura me grykë speciale.
Kokat e fuqisë janë montuar në shtretërit ose raftet e makinerive modulare paralele, pingule ose të pjerrëta me rrafshin e tavolinave të tyre.
Në fig. 115 tregon një diagramë kinematike të një koke të fuqisë me kamerë të sheshtë. Nga motori elektrik 1 i montuar në kabinën 2, përmes transmisionit të rripit V, rrotullimi transmetohet në krimbin e zbrazët 7 dhe më pas përmes lidhjes së lëvizshme të splinës në boshtin 8, i cili rrotullohet në dy kushineta me kontakt këndor 20 dhe në mëngën 36 të instaluar në kutinë 11. Në fundin e djathtë boshti vendoset kur vegla e punës. Furnizimi i punës i boshtit 8 kryhet përmes kupës 11, e cila mund të lëvizë në vrimën e strehës së kokës përgjatë boshtit të saj dhe nuk mund të rrotullohet rreth boshtit të saj.
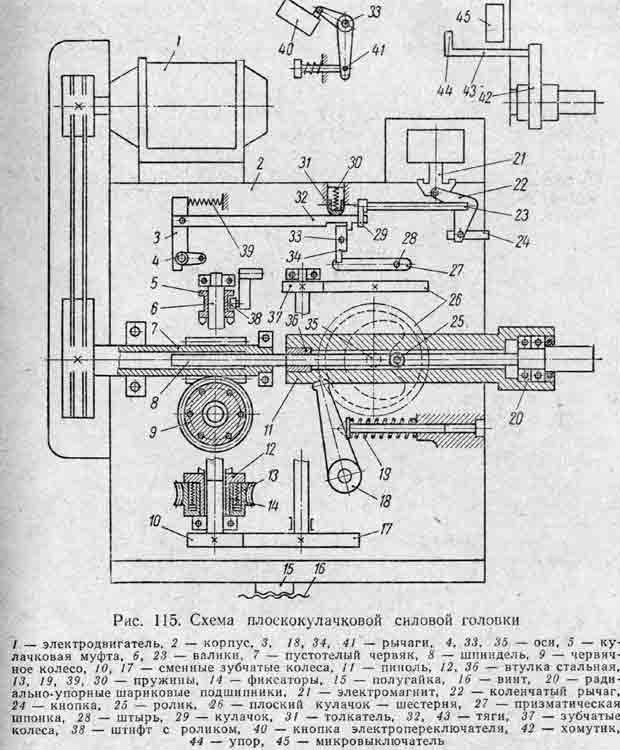
Kontakti i vazhdueshëm i kamerës me rulin e mburojës sigurohet nga susta 19, veprimi i së cilës në fole transmetohet nga leva 18.
Në mëngën 12, në një tokëzim të lëvizshëm, ka një rrotë krimbi 9, e cila shtypet në mëngën nga sustat 13 që veprojnë përmes gjashtë mbajtësve 14 me topa që hyjnë në prerjet konike të zhytura kundër mëngës. Ky dizajn i lidhjes mbron mekanizmin e furnizimit nga mbingarkesa. Me një rritje të ushqimit të lejuar, kapëset 14, duke kapërcyer forcën e sustave 13, dalin nga vrimat e mëngës 12, ushqimi i mjetit ndalon dhe rrota e krimbit fillon të rrotullohet rreth mëngës së fiksuar 12 pa transmetuar lëvizje.
Për funksionimin sinkron të disa kokave, ekziston një mekanizëm i posaçëm shkas për ndezjen e ushqimit të kupës pas çdo cikli të punës (goditja e dyfishtë e kapakut) të kokës.
Gjatë lëvizjes së kundërt të kupës, çelësi 27 vepron në skajin e poshtëm të levës me dy krahë 34, e cila është e vendosur në rulin 33 të instaluar në kutinë e kokës 2. Kur leva 34 kthehet, skaji i sipërm i saj fut shufrën 32 dhe, duke kapërcyer forcën e sustës 39, rrotullon levën 3 të lidhur me të rreth boshtit 4. Fundi i poshtëm i levës 3 është i pajisur me një kunj me një rul 38 i përfshirë në brazdë rrethore të tufës së kamerës 5. Kur leva është e kthyer, kamera e tufës del jashtë lidhjes me kamerat e mëngës 12 - furnizimi ndalon.
Për të përsëritur ciklin e kokës, shtypni butonin 24 ose ndizni furnizimin automatik nga elektromagneti 21. Në të dyja rastet, lëvizja transmetohet përmes levës së fiksimit 22 në boshtin 23 me kamerën 29 të fiksuar mbi të. Kamera kapërcen forcën e sustës 30, vepron përmes shtytësit 31 në shtyllën 32 dhe e shkëput atë nga leva 34. Në këtë rast, nën veprimin e sustës 59, leva 5 rrotullohet, duke përfshirë tufën e furnizimit 5. Tufa 5 përfshin një mekanizëm ushqimi, dhe kutia, duke lëvizur përpara, lejon levën 34 të rrotullohet rreth boshtit 55. Nën veprimin e sustës 39, shufra 32 kthehet në pozicionin e saj origjinal, në të cilin fundi i sipërm i levës 34 hyn në pushim.
Sipërfaqet e fërkimit të mekanizmit të kokës lubrifikohen. Sistemi i lubrifikimit mundësohet nga një pompë zhytëse, e cila merr lëvizje nga ekscentriku, i cili është integral me mëngën 12.
Për të bllokuar funksionimin e përbashkët të disa kokave, përdoret leva e fiksimit 41, e cila është montuar në rulin 23. Kur mbrapa kthehet, nën veprimin e çelësit 27, rrotullohet leva 34 dhe bashkë me të edhe leva 41, e cila shtyp butonin e çelësit elektrik 40, i cili mbyll kontaktet e qarkut elektrik bllokues.
Koka e rrymës është e montuar në një rrëshqitje, përgjatë së cilës mund të lëvizë me udhëzuesit e saj paralel me boshtin e boshtit me ndihmën e vidës 16 dhe gjysmë dados 15.
Nëse koka është projektuar për filetim, në kapelë vendoset një kapëse 42. Ajo lëviz me të dhe përmes shufrës 43 me një ndalues 44 shtyp kunjin e mikrondërprerësit 45. Kur kontaktet e mikrondërprerësit janë të mbyllura, rrotullimi i motori elektrik 1 është i kundërt.
Kur rregulloni kokën, ndalesa 44 e shufrës 43 vendoset në një distancë të tillë nga butoni i mikroçelës 45 që është i nevojshëm për filetimin e një thellësie të caktuar.
Cikli i kokës përcaktohet nga dy faktorë: profili dhe shpejtësia e rrotullimit të kamerës së sheshtë 26. Gjatësia totale e goditjes, gjatësia e seksioneve të afrimit të shpejtë, tërheqja dhe ushqimi i punës së kokës varen nga dizajni i kamera. Për ta bërë lëvizjen e kupës më uniforme, profili i kamerës në pjesën e ushqimit të punës bëhet përgjatë spirales së Arkimedit. Shpejtësia e rrotullimit të kamerës përcakton shpejtësinë e afrimit të shpejtë dhe të tërheqjes së kapakut, si dhe shpejtësinë e furnizimit të mjetit. Për të ndryshuar shpejtësinë e furnizimit të kokës së fuqisë, zgjidhni dhe instaloni ingranazhet e duhura 10 dhe 17 ose Cam 26 (me një profil specifik). Nëse kërkohet një gjatësi e madhe e afrimit të shpejtë (deri në 200 mm), koka e fuqisë montohet në një rrëshqitje të makinës.
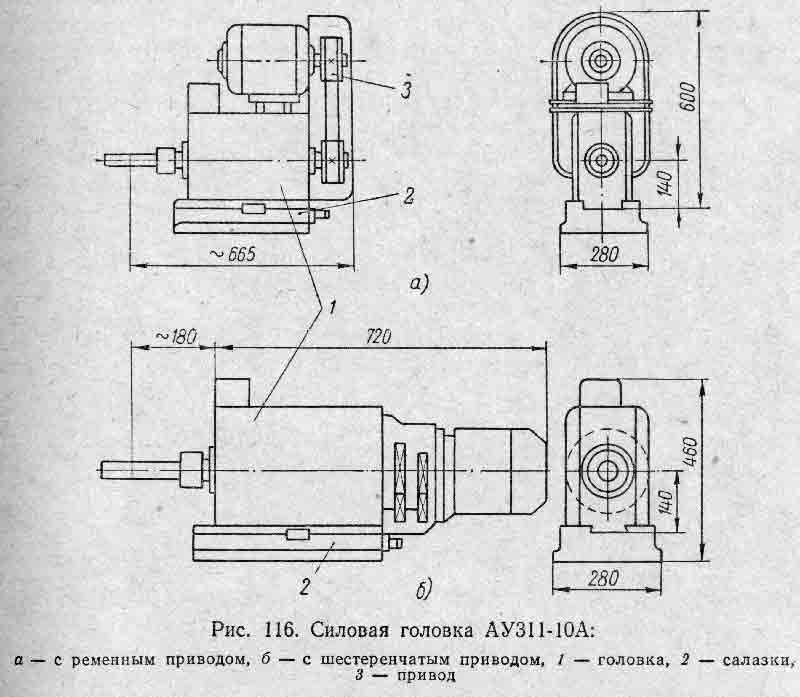
Koka e fuqisë mund të ketë një makinë rripi (Fig. 116, a) ose një makinë nga një kuti ingranazhi (Fig. 116, b) - me një palë (modeli AU311-62) dhe me dy çifte (modeli LUZ11-60).


