Endüstriyel ve teknolojik ekipmanların imalatı. teknolojik ekipman
Otomatik üretim için teknolojik ekipman.
Mühendislik ürünlerinin üretimi doğada yaklaşık %80 küçük ve orta ölçeklidir. Geniş bir yelpazede imal edilen makinelerin tasarımlarının karmaşıklığında ve doğruluğunda eşzamanlı bir artışla birlikte hızlı bir şekilde yenilenmesi, yüksek düzeyde otomatikleştirilmiş takım tezgahlarına dayalı işletmelerde üretimin hızlı ve verimli bir şekilde yeniden yapılandırılmasını gerektirmektedir. Hızla yeniden ayarlanabilen otomatik üretim, ancak iki veya üç vardiya halinde çalıştığında makul bir sürede kendini amorti eder. Otomatik üretim sadece birinci vardiyada işçiler tarafından servis edilir, ikinci ve üçüncü vardiyalarda servis personeli olmadan pratik olarak çalışır. Gündüz vardiyasında, otomatikleştirilmiş üretim, ayar ve işe hazırlık modunda çalışır (işlenecek iş parçalarının toplanması ve gelen kontrolü, ayarlama, durum izleme ve kesici takımların montajı, kontrol programlarının kontrolü ve ayarlanması, durum izleme, ekipman bakımı, vb.); akşam ve gece vardiyalarında üretim, görevli personelin gözetiminde otomatik olarak çalışır. Böyle bir çalışmanın prensibi, değişen karmaşıklıktaki esnek üretim sistemlerine yerleştirilmiştir.
Makine Sistemi (SS) bir veya daha fazla aynı iş parçasının yanı sıra bir veya birkaç farklı rota teknolojik işlemine dayalı geniş bir yelpazedeki iş parçalarını işlemek için kullanılan takım tezgahları ve yardımcı ekipman setidir.
Otomatik veya otomatik SS- otomatik veya otomatik alt sistemler tarafından birleştirilen bir dizi etkileşimli makine ve yardımcı ekipman: taşıma ve depolama, enstrümantasyon ve kontrol. Bazı üretim işlevlerinin uygulanmasına bir kişinin katılımıyla otomatik SS işlevi ve insan katılımı olmadan veya minimum katılımla otomatik SS işlevi.
Üretim türüne bağlı olarak SS, özel (yeniden yapılandırılamaz), özel (yeniden yapılandırılabilir) ve evrensel (esnek) olarak ayrılır.
İle özel SS, 1-2 öğelik boşlukları işlemek için yeniden yapılandırılabilir otomatik satırları (AL) içerir. Aynı adı taşıyan parçaların yıllık üretim programı 75.000 adetten fazladır. tek bir rotada teknolojik süreç. İşlenen iş parçalarının akışı "makine - makine" şemasını takip eder. Büyük ölçekli ve seri üretimin ana otomasyon aracı olan özel SS'nin yapısı, özel, özel sistemlerin ve diğer mekanizmaların çeşitli kombinasyonlarını içerir. Dallanmış taşıma sistemlerinin ve parçaların birikmesi için ara konumların varlığı nedeniyle, ayar ve Bakım onarım AL'deki bireysel makineler, ürün çıktısında önemli bir azalma olmadan gerçekleştirilebilir. Küçük boyutlu ve homojen parçaların imalatında, parçaların işlenmesi ve taşınması süreçlerinin zamanla birleştirildiği döner hatlar en verimli olanıdır.
İle uzmanlaşmış SS, evrensel ve özel makineler, taşıma ve depolama sistemleri ve diğer mekanizmaları içeren yeniden yapılandırılabilir AL'yi (PAL) içerir. PAL, 2 ila 15 öğe arasındaki boşlukların işlenmesini gerçekleştirir. Universal SS, yalnızca evrensel makineleri içerir; "makine - depo - makine" şemasına göre işlenen iş parçalarının akışı. Bu grup, farklı teknolojik rotalara sahip çok çeşitli iş parçalarını işlemek için kullanılan SS'yi (HMS) içerir.
Küresel Konumlama Sistemi- belirli bir zaman aralığında otomatik modda çalışmalarını sağlamak için çeşitli CNC ekipmanı, robotik teknolojik kompleksler (RTC), esnek üretim modülleri (FPM), ayrı teknolojik ekipman ve sistem birimleri kombinasyonu. GPS, belirlenen değerler ve özellikleri dahilinde keyfi isimlendirme ürünlerinin imalatında otomatik geçiş sağlar.
Robotik teknolojik kompleks (RTK)- bir dizi teknolojik ekipman, endüstriyel robotlar (IR) ve ekipman. RTK, bağımsız olarak çalışır ve birden fazla döngü gerçekleştirir. Kompleks, üretim nesnelerinin biriktirilmesi, yönlendirilmesi, parça parça verilmesi için cihazlar ve RTK'nın çalışmasını sağlayan diğer cihazlarla donatılmıştır. PR teknolojik ekipman olarak kullanılabilir. GPS'de çalışmak üzere tasarlanan RTK, otomatik yeniden ayarlama ve sisteme gömme olasılığı ile sağlanmalıdır.
Esnek Üretim Modülü (FPM)- bir teknolojik ekipman birimi Program yönetimi karakteristik değerlerinin belirlenmiş sınırları dahilinde keyfi bir aralıktaki ürünlerin üretimi için. Ürünlerin üretimi ile ilgili tüm fonksiyonları otonom ve otomatik olarak gerçekleştiren GPM, GPS'e entegre edilebilir.
Robotik üretim hattı (RTL)- Uygulanan teknolojik sırayla operasyonları gerçekleştirmek için araçlar ve bir kontrol sistemi ile birbirine bağlı bir dizi RTC veya bir veya daha fazla PR tarafından hizmet verilen birkaç teknolojik ekipman birimi.
GPS'in işleyişini (SOF) sağlamak için sistem- ürün tasarımı, üretimin teknolojik hazırlığı, FMS'nin kontrolü, üretim tesislerinin otomatik hareketi ve teknolojik ekipmanı sağlayan birbirine bağlı bir dizi otomatik sistem. içinde SOF içinde Genel davaşunları içerir: otomatik taşıma ve depolama sistemi (ATSS); otomatik enstrümantasyon sistemi (ASIO); otomatik kontrol sistemi (ACS); otomatik atık bertaraf sistemi (AWS); otomatik proses kontrol sistemi (APCS); otomatik bilimsel araştırma sistemi (ASNI); bilgisayar destekli tasarım sistemi (CAD); üretimin teknolojik hazırlığı için otomatik sistem (ASTPP); otomatik kontrol sistemi (ACS) ve diğerleri.
Devlet Sınır Hizmetinin örgütsel özelliklerine göre esnek bir otomatik hat (GAL), esnek bir otomatik bölüm (GAU), esnek bir otomatik atölye (GAC) ve esnek bir otomatik tesis (GAZ) olarak alt bölümlere ayrılmıştır.
Şu anda üretim, bir tür ürünün imalatından diğerine hızlı bir geçiş gerektirmektedir. Bu özelliğe hareketlilik veya esneklik denir. İki tür esneklik vardır: üretim görevinde planlanmamış değişikliklerle; görevde veya ürün yelpazesinde planlı bir değişiklikle.
İlk esneklik türü, tek tek makinelerin kısa süreli arızalanması için tipiktir. Bu durumda, iş parçaları değiştirilebilir olanlar arasından benzer makinelere aktarılarak görevler gerçekleştirilir, yani ekipmanın tam uzmanlığı hariç tutulur.
Bu esneklik biçimiyle, her makinede işlenen iş parçalarının sayısını biraz artırmak ve bitmiş parçaların zamanında teslimatını sağlamak mümkündür. Bu durumda, belirtilen üretkenlik, üretim sisteminin yapısını ve bileşimini farklı (tür, sayı ve emek yoğunluğuna göre), ancak açıkça sınırlı ürün yelpazesi için optimize ederek elde edilir. Bu esneklik biçimi, belirli bir SS'de işlenebilecek iş parçası öğelerinin sayısı olarak ölçülebilir.
Kompleksin ekipmanının ikinci esnekliği, hem belirli bir terminolojinin parçalarını, üretime girişlerinin değişken bir dizisiyle hem de değiştirilmiş bir terminolojiyle verimli bir şekilde üretmektir.
Üretim sistemi esnekliği kavramı iki ana alanı ifade eder: üretim (yönetim ve organizasyon); üretim planlaması (teknoloji, yapı, kapasite).
Teknolojik esneklik, çok yönlülük, yani hareketlilik gibi mevcut SS üzerinde çeşitli teknolojik görevleri yerine getirme yeteneği - kompleksin yeniden ayarlama için çok az zaman harcayarak çeşitli teknolojik görevleri yerine getirme yeteneği olarak tanımlanır.
Yapısal esneklik, işleme operasyonlarının sırasını seçme özgürlüğü ile karakterize edilir. Bu durumda, maksimum ekipman yükü arzusu ile minimum üretim döngüsü arzusu arasında bir çelişki ortaya çıkar.
Üretim döngüsünü azaltma isteği, ürün odaklı bir üretim yapısının (konu ilkesi) kurulmasına yol açar. Bu durumda, makineler, üretim ürünlerinin teknolojik sürecinin sırasına göre düzenlenir.
Ekipman yükünü artırma arzusu, üretim araçlarına (teknolojik ilke) odaklanan bir üretim yapısının inşasına yol açar. Bu durumda, bir SS'nin arızası, benzer, komşu SS'ler yüklenerek kolayca telafi edilir. Böyle bir yapı, üretim nesnelerinin ara depolanmasını gerektirir.
Sistemin üretim kapasitesinin esnekliği, genişleme kabiliyeti, telafi kabiliyeti, depolama kapasitesi ile karakterize edilir. Genişleme yeteneği, sistemin üretim kapasitesinin nicel rezervleri tarafından belirlenir (vardiyalardaki değişim, çıktıdaki artış). Telafi edici olasılık, sistemin üretim programındaki nicel değişimleri eşitleme yeteneğinde yatmaktadır. Kümülatif kapasite - sistemin, işin başlangıcındaki orta vadeli zaman kayması nedeniyle sipariş yapısındaki nicel dalgalanmaları eşitleme yeteneği. Sistemin depolama kapasitesi ne kadar küçük olursa, üretim o kadar esnek olur.
Üretimin türüne, üretilen ürünlerin değiştirilme zamanına, teknik, ekonomik ve sosyal gereksinimlere bağlı olarak, makine mühendisliğinde otomasyonun tüm ana alanları kullanılmaktadır. Küresel Konumlama Sistemi işleme seri ve bazı durumlarda seri üretim için yaratılmıştır.
Otomatik çizgiler.
Otomatik hat (AL) Cihazların taşınmasıyla birbirine bağlanan ve tek bir kontrol cihazına sahip otomatik olarak çalışan takım tezgahları sistemi olarak adlandırılır. AL, operatörlerin katılımı olmadan belirli bir dizi teknolojik işlemi gerçekleştirir. Ekipmanın periyodik kontrolü ve ayarlanması eksper tarafından yapılır. Boşlukların yüklenmesi ve bitmiş parçaların boşaltılması operatör veya PR tarafından gerçekleştirilir. AL'de kurulu ekipman sayısı genellikle 12 birimi geçmez.
AL, agrega makineleri (AS) temelinde oluşturulur. AL ve AU'nun tasarımı, belirtilen ekipmanı tasarlama ve üretme süresini kısaltmayı mümkün kılan toplama ilkesine dayanmaktadır. AS ve AL ve birleşik düğümlerin düzenlenmesi, birleşik düğümlerde sürekli bir gelişme olduğundan güvenilirliklerini artırır.
AL'de işlenen iş parçaları teknolojik olarak gelişmiş olmalı, kararlı bir tasarıma sahip olmalı ve minimum sayıda kurulum sağlamalıdır. Belirli bir ürün serbest bırakma döngüsünü yerine getirmek için teknolojik sürecin operasyonları zaman içinde senkronize edilmelidir. Bu, bireysel işlemler ve diğer önlemler için kesme koşullarını koordine eden birleşik bir alet kullanılarak gerçekleştirilir.
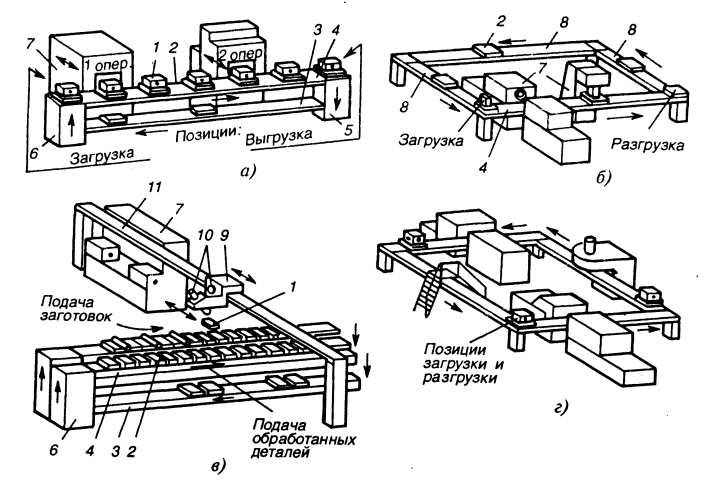
teknolojik birim1 AL(resim), iş parçalarının biriktirilmesi ve taşınması dışında, teknolojik sürecin tamamlanmış bir veya daha fazla bölümünü gerçekleştiren bir makinedir. 3. taşıma birimi 2 AL teknolojik sürecin interoperasyonel taşıma işlemlerini gerçekleştiren bir makinedir.
Depolama aygıtı4 AL'ye dokunun (Şek. içinde)- iki makine veya AL bölümü arasında bulunan bir birlikte çalışma biriktirme listesini almak, depolamak ve yayınlamak için bir cihaz.
otomatik hatların yapısal inşaatı
Komplo AL, teknolojik ekipmanın geri kalanına bir depolama cihazı veya boşluklar ve yarı mamul ürünler için bir konteyner içeren bir taşıma cihazı aracılığıyla bağlanan parçasıdır (Şek. içinde).Tek konu(tek öğe) AL, aynı standart boyut ve addaki boşlukların işlendiği bir satırdır (Şek. a).multidisipliner(çoklu ürün) AL - içinde bir satır birçok öğenin iş parçaları aynı anda işlenir veya aynı adı taşıyan farklı boyutlarda (Şek. b).
AL'nin teknolojik birimleri arasındaki bağlantı, doğa tarafından belirlenir. işleme alanları ve varlığı arasındaki trafik hareketleri veya bunlar arasında interoperasyonel birikmelerin olmaması. AL'de bu biriktirme listeleri katı bir bağlantı tarafından yoktur ve bir afegate başarısız olursa, AL'nin tamamı durur (Şek. a). arasında esnek bağlantı ile AL'de Bireysel üniteler ve bölümler, karşılıklı operasyonel birikimlere sahiptir, depolama tanklarına veya taşıma sistemine yerleştirildiğinde, birimlerin çalışması sırasında katı koordinasyon: başarısızlık herhangi bir birimin veya bölümün diğerlerinin aksama süresine neden olmaz boşluk stoğu tükenmediği veya kap doldurulmadığı sürece bitmiş parçalar için (Şek. c-g).
AL sınıflandırması. AL'nin yapısı ve tasarımı amacına, benimsenen ekipmana ve özel çalışma koşullarına göre belirlenir. AL çeşitli kriterlere göre sınıflandırılır:
Teknolojik ekipman türüne göre AL aşağıdaki gruplara ayrılır: 1. Modüler makinelerden; 2. Modernize edilmiş evrensel makinelerden, yarı otomatik makinelerden ve otomatik makinelerden genel amaçlı(milleri, diskleri, dişlileri vb. işlemek için); 3. Sadece bu AL için yapılmış özel ve özel makinelerden; dört CNC makinelerinden ve tek bir UE tarafından kontrol edilen PU'lu bir taşıma sisteminden.
Taşıma sistemlerinin tipine ve iş parçalarını makineden makineye aktarma yöntemine göre AL ayırt edilir:
1. Çalışma alanı boyunca uçtan uca taşıma ile (Şek. b-d). Esas olarak AU'da gövde boşluklarını işlemek için kullanılırlar; 2. Üstten taşıma ile (şek. içinde). Dişli çarkların, flanşların, şaftların ve diğer detayların hazırlıklarının işlenmesine uygulanır; 3. Yanal (önden) taşıma ile (Şek. b). Krank milleri ve eksantrik milleri, manşonlar, büyük tekerlekler için boşlukların işlenmesinde kullanılırlar; 4. Kombine taşımacılık ile (Şek. h); 5. İş parçalarının işlenmesi ve taşınması işlemlerinin kısmen olduğu döner AL'de kullanılan döner taşıma ile
veya zamanla tamamen örtüşür.
Ekipman konumunun türüne göre ayırt edilirler kapalı (Şek. h) ve açın (Şek. a - g) AL. Kapalı AL'de, boşlukların yüklenmesi ve bitmiş parçaların çıkarılması uygun olan tek bir yerde gerçekleştirilir, ancak ünitelere erişim zordur. Bu nedenle, düz, L-şekilli, U-şekilli ve diğer ekipman düzenlemelerine sahip kapalı olmayan AL'ler en yaygın olanıdır.
Yapısal yapıya göre, AL ayırt edilir:
1. Seri bir ekipman düzenlemesi ile (Şek. a); 2. Paralel seri düzenleme ile (Şek. e) AL bölümlerinde birkaç makine çalıştığında, aynı işlemi paralel olarak ve AL'deki bölümler seri olarak çalıştığında.
AL, işlenen iş parçalarının türüne göre ayırt edilir. gövde boşluklarını, rotasyon gövdelerinin boşluklarını vb. işlemek için.
Yeniden yapılandırma mümkün AL, yeniden yapılandırılabilir ve
ayarlanamaz. İlk başta, ekipman, boyut ve geometrik şekil bakımından biraz farklı olan bir tür iş parçasının işlenmesinden diğerine periyodik olarak değiştirilir.
Arıza süresini azaltmak için, uzun AL'ler, aralarına sürücülerin monte edildiği bağımsız çalışan birkaç bölüme (Şekil d) ayrılır. Yüksek performanslı makinelerin AL'sinde, her makineden sonra depolama cihazları kurulabilir (Şek. içinde). Sürücünün kurulumunun uygunluğu ve kapasitesi, teknik ve ekonomik hesaplamalar temelinde belirlenir. Akümülatörler AL arıza süresini azaltır, ancak maliyetini artırır. Depolama kapasitesi genellikle, bitişik makinelerin veya bölümlerin üretkenliğine bağlı olarak AL'nin 15-120 dakikalık arızasız çalışmasını sağlayacak şekilde seçilir.
Depolama, mağaza, bunker veya taşıma sisteminin kendisi şeklinde özel bir cihaz olabilir. 2 (pilav. d- ve). Sert olmayan gövde boşluklarının ve karmaşık konfigürasyonun diğer parçalarının kurulumunu ve sabitlenmesini basitleştirmek için özel uydu cihazları kullanılır. , uydunun otomatik olarak AL'nin çalışma konumlarında sabitlendiği ve sabitlendiği nakliye ve işleme sırasında üzerlerinde bulunan iş parçalarının oryantasyonunun korunmasını sağlayan.
Bu tür AL'lerde uyduların çıkarıldıktan sonra çalışma konumuna geri dönmesi
bitmiş parçanın / çeşitli şekillerde gerçekleştirilebilir: 1. Dikey düzlemde dönüş konveyörü 3 (Şek. a),çalışan konveyörün üzerinde bulunur 4. 6 4 makineye 7 ve geri yükleme cihazı tarafından üretilir; 2. Makinelerin arkasındaki yatay düzlemde, çalışma konveyörü ile aynı yükseklikte bulunan dönüş konveyörleri 8 (Şekil b) 4. Uydunun dikey düzlemdeki hareketi bir asansör tarafından gerçekleştirilir. 6 ve alt 5. Paletin iş parçası ile çalışma konveyöründen beslenmesi 4 makineye 7 ve geri yükleme cihazı tarafından üretilir; 3. Çalışma konveyörü ile aynı yükseklikte bulunan dönüş konveyörleri 8 (Şekil b) bulunan makinelerin arkasındaki yatay düzlemde 4. Geri dönüş konveyörünün (3) çalışma konveyörünün üzerinde bulunduğu AL vardır. Bu durumda transfer konveyörleri eğimli hale getirilir. 4. Yatay dönüş konveyörleri 3 ve cihazlar 6 uydu iletimi için 2 konveyörler arasında 3 ve 4 (pilav. içinde). AL'nin yüksüz uyduların geri dönüşünün olmadığı çalışma konumlarına göre (Şek. G).
cihazlar-uydularla çalışma şemaları
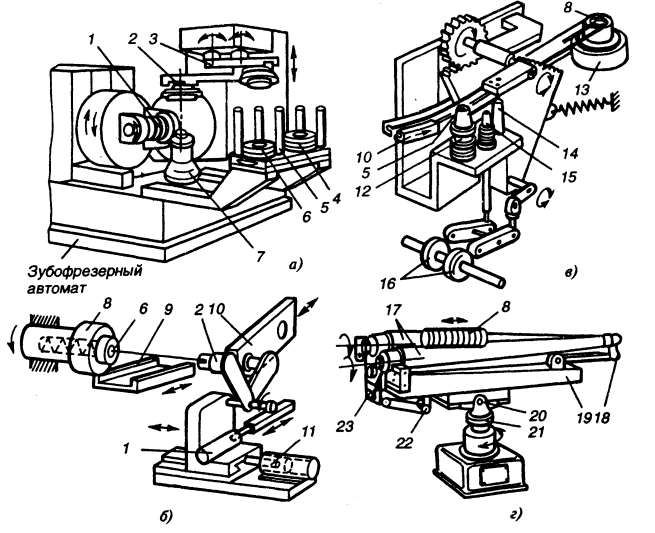
Çok karmaşık bir şekle sahip iş parçalarını (örneğin, krank milleri veya eksantrik milleri) işlemek için tasarlanmış bir dizi AL'de uydular 2 sadece iş parçalarının taşınması için kullanılır 1 makineler arasında 7. Bu durumda, iş parçası uydudan çıkarılır ve travers boyunca hareket eden bir portal manipülatör tarafından işlenmek üzere makineye aktarılır. 11 araba 9 iki kulplu 10 iş parçalarını ve parçaları taşımak için (Şek. içinde)
Döner AL. Yapı açısından, seri üretimde kullanılan döner AL'ler, AU'dan monte edilen AL'lerden ve bir taşıma sistemi ile bağlanan diğer takım tezgahlarından önemli farklılıklara sahiptir. Döner AL, işlenecek iş parçasının takımla birlikte sürekli taşıma hareketi sürecinde tüm teknolojik işlemlerin gerçekleştirildiği döner otomatik makinelerle donatılmıştır. Tüm makinelerde üretilen parçanın taşıma hareketinin yörüngesi, taşıma rotorları tarafından sağlanmaktadır. Döner AL'nin yüksek verimliliği, döner makinelerin pozisyon sayısı ve rotorların dönme hızı ile sağlanır.

döner otomatik hat
Döner AL taşıma rotorları 4 ile birbirine bağlanan, maşa vasıtasıyla iş parçalarını ilk makineye yükleyen, makineler arasında aktaran ve bitmiş parçaları boşaltan çok milli döner otomatik makinelerden 1 oluşur. Döner bir makinede, iş parçaları iticiler 2 tarafından maşalardan aynalara aktarılır 6 iş milleri. Miller, kaliperler 5 ve bunlara bağlı kesme aleti ile birlikte, merkezi bir sabit kolon üzerinde yavaşça dönen bir tambur üzerine monte edilmiştir. 8. Kaliperler, sabit fotokopi makinesinden (7) çubuklar aracılığıyla gerekli hareketi alır.
AL kullanımı, imalat parçalarının maliyetini düşürür, işçi sayısını ve işgal edilen alanı azaltır. Ayrı çalışan NPP'lerle karşılaştırıldığında, onlardan monte edilen AL'ler birkaç kat daha verimlidir: devam eden iş hacmi azalır. AL'de, boşlukları yüklemek, bitmiş parçaları boşaltmak, üretim sürecinde birlikte çalışma, yönlendirme ve hareket için çeşitli işlemleri gerçekleştirmek için çeşitli otomatik yükleme, yönlendirme, döndürme, taşıma cihazları, kontrol mekanizmaları ve talaş kaldırma cihazları kullanılır.
otomatik yükleme cihazlarının şemaları
Önyükleme aygıtları AL. Yerine göre, otomatik yükleme cihazları, makinelerin ayrılmaz parçaları olan ve ortak bir tahrikten çalışan yerleşik olanlara bölünmüştür (Şek. a), ve makinelerin yanında ve bölümlerin arasında bulunan, bağımsız bir sürücüden çalışan AL'de (Şek. b).İş parçalarının beslenmesinin doğasına göre, yükleme cihazları sürekli cihazlara ayrılır (Şek. G) ve döngüsel eylem (Şek. içinde). Mekanik, hidrolik veya pnömatik tahriklidirler.

Yükleme cihazları, iş parçasının, yarı mamullerin veya ürünlerin yönlendirilmiş bir konumda biriktirilmesini ve verilmesini gerçekleştirir ve bir kap ve hedef mekanizmalardan oluşur: yakalama; kesici; ejektör; sürmek. Biriktirme yöntemine bağlı olarak, cihazlar bunker, depo ve istif olarak ayrılır. Bunker cihazlarında, tanktaki üretim nesneleri yönsüz konumdadır. Özel bir mekanizma vasıtasıyla, bunker cihazından yönlendirilirler ve verilirler (Şek. a, e - h). Mağaza cihazlarında, üretim nesneleri bir sıra halinde yönlendirilmiş bir konumda bir konteynere yerleştirilir (Şek. M.Ö) ve istifleme cihazlarında - birkaç sıra veya katmanda (Şek. içinde, d, f).
Tasarım gereği, yükleme cihazları zincir, sürtünme, boru, disk ve tepsiye ayrılmıştır. İş parçaları, bir zincir, bir besleme diski, bir titreşim mekanizmasının dönen fırçalarının iticisi ve diğer mekanizmaların yanı sıra yerçekimi kuvvetlerinin (kütle) etkisi altında bir haznede veya dergide hareket edebilir. İş parçalarının hareketi aralıklı ve sürekli olabilir.
Taşıma sistemleri AL. Sistemler çeşitli kriterlere göre sınıflandırılır:
1. AL'nin teknolojik ekipmanı arasındaki taşıma bağlantısının doğasına göre, taşıma sistemleri senkron (sert) ve senkronize olmayan (esnek) olarak ayırt edilir. AS'den AL'de, gövde parçalarının üretimi için, geri çekilebilir mandallı veya döner flanşlı konveyörleri içeren, teknolojik ekipmanın sert bir bağlantısına sahip taşıma sistemleri sıklıkla kullanılır. . AL'de rijit bağlantılı ekipman arıza süresini azaltmak için kontrol mandallı konveyörler kullanılır (Şekil e ), makineler arasında üretim nesnelerinin küçük bir operasyonlar arası birikimini gerçekleştirmek. Esas olarak devrim gövdelerinin iş parçalarını işlemek için kullanılan esnek bağlantılı AL'de, en sık taşıma sistemleri kullanılır.
zincir, makaralı, vidalı, titreşimli konveyörler şeklinde (Şek. c, 3, g, ben, e), asansörler (Şek. ile, l), tepsiler (Şek. G). Esnek iletişim ile, AL'deki üretim nesnelerinin hareketinin koordinasyonu yoktur.
2. AL'deki üretim nesnelerinin hareketinin doğasına göre, döngüsel taşıma cihazları ayırt edilir (Şek. a, b, e, l) ve sürekli eylem (217, a, e, g, h, ben, j).
3. Üretim nesnelerini hareket ettirme yöntemine göre, taşıma sistemleri, yerçekimi etkisi altında hareket eden (Şekil d), zorla hareket eden (Şekil d) sistemlere ayrılır. a - h, k, l) ve İle birlikte karışık bir şekilde hareket ediyor.
4. Amaca göre, taşıma sistemleri, operasyonlar arası ve makineler arası bakım (Şekil i, d, vb.) ve atık bertarafı için - talaşlar (Şek. ve).
AL'nin yönünü değiştirme mekanizmaları, iş parçalarını 90 ve 180° döndürür. Gövde boşluklarının yönünü değiştirmek için, tamburlar yatay bir eksen etrafında dönmek için, masalar ise eğimli bir eksen etrafında dönmek için kullanılır. Tepsilerde taşındıklarında, devir gövdelerinin boşluklarının yöneliminde bir değişiklik meydana gelir.
AL kontrol sistemleri. AL'deki bireysel yerleşik ekipman parçalarının belirli bir çalışma döngüsünün yürütülmesi, otomatik kontrol sistemleri tarafından gerçekleştirilir. AL ekipmanının belirtilen çalışma sırası, takım tezgahlarının ve mekanizmaların tahrik ve yürütme organlarına kesin komutların zamanında sağlanmasıyla sağlanır. Genel durumda, AL kontrol sistemi, bilgiyi almaya, dönüştürmeye ve iletmeye ve bilgiyi ek mekanizmalarla kullanmaya hizmet eden üç tip cihazdan oluşur. AL kontrol sistemi bir dizi alt sistem içerir: bloke etme, işlenen iş parçalarının boyutunun kontrolü, sinyal verme, vb. AL kontrol sisteminin görevleri, bir arızanın yerini otomatik olarak bulmayı ve niteliğini belirlemeyi, yönetmek için bilgi elde etmeyi içerir. ekipmanın çalışması, AL'nin performansına ilişkin veriler, arıza süresinin hesaplanması ve analizi, kesici takımın durumunun kontrolü.
AL'yi kontrol etmek için genellikle röle kontaklı ekipmana dayalı hat kontrolü kullanılır. AL kontrol sistemleri ayrıca komut cihazları - bilgisayar teknolojisi unsurları üzerinde yapılan küçük kontrol makineleri olan programlanabilir kontrolörler (PC) temelinde inşa edilmiştir. İki tür PC üretilir: 1. Yalnızca ekipmanın çalışma döngüsünü kontrol etmeye yarayan küçük PC-PCM; 2. Devir kontrolü ve ekipman bakım organizasyonu sağlayan büyük PC-PCB'ler.
endüstriyel üretimin temeli. Temel malların, gıda maddelerinin, ilaçların ve diğer ürünlerin serbest bırakılması teknolojik donanıma bağlıdır. İşletmeler, üretim için yüksek kaliteli, kolay entegre ve sezgisel teknik ekipman satın almakla ilgilenmektedir.
Ekipman, kurulumu anahtar teslimi olarak yeni ürünlerin piyasaya sürülmesi veya ürün yelpazesinin değiştirilmesi sorununu çözen hazır üretim hatlarına ve yükseltme, iyileştirme veya güncellemeye izin veren endüstriyel birimler, makineler, boru hatları ve bireysel cihazlara ayrılabilir. Mevcut üretim hattı.
Teknolojik ekipman satın alın:
|
İlaç endüstrisi. Reaktörler, ayırma sistemleri, bileşen karıştırıcılar, kurutma, granülasyon, tabletleme ve homojenizasyon makineleri, ürünlerin üretimi için tasarlanmış ekipmanlardır. Paketleme, şişeleme, dağıtma, kapatma ve kontrol için, bitmiş ürünün sunumunu garanti eden eksiksiz hatlar sağlanır. |
Gıda endüstrisi. İlaç endüstrisinde olduğu gibi, bu endüstride de gıda ürünü ile temas eden bileşenlerin, reaktör kaplarının ve pompalama cihazlarının imalatı için malzemelere ana rol verilir. Gıda işletmeleri için teknolojik ekipman, korozyon ve oksidasyon olmamasını garanti eden AISI 304 sıhhi çelikten yapılmıştır. Pastörizatörler, ısı eşanjörleri, emülgatörler, reaktörler ve karıştırıcılar, ürün yelpazesini genişletmenize ve şirketlerin verimliliğini artırmanıza olanak tanır. |
|
Kimyasal endüstri. Doğal hammaddelerin işlenmesi ve sanayide daha sonra kullanıma uygun kimyasal bir ürün elde edilmesiyle uğraşan bir üretim dalı. Bu solvent, plastik, polietilen veya organik bileşiklerin üretimidir. Kurulum sırasında, tehlikeli reaktiflerle çalışma nedeniyle yangın veya proses ekipmanının patlama olasılığı dikkate alınmalıdır. Buna göre teknolojik hatlar agresif ortamlara dayanıklı sert kimyasal çelik AISI 316'dan yapılmıştır. Ekipmana patlayıcı sensörler monte edilmiştir ve makinelerin cihazı, tehlikeli buhar ve gazlarla çalışacak şekilde uyarlanmıştır. |
Yardımcı ekipman. Manifoldlar, arabalar, vakumlu yükleme sistemleri, ısı eşanjörleri, gaz yıkayıcılar, sürgülü vanalar, gözetleme camları, karıştırıcılar ve hattan çıkarılabilen, gerektiğinde eklenebilen veya değiştirilebilen diğer teknik ekipmanlar. SNiP'ye göre, ana ekipman - bir reaktör, bir damıtma kolonu veya bir CIP istasyonu için platformlar, çitler veya koruma sağlanır ve yardımcı makinelerin kurulumunda herhangi bir bina kısıtlaması yoktur. |
Bizden sipariş vermek neden karlı?
Firmamız 10 yılı aşkın süredir teknolojik ekipman ve laboratuvar ekipmanları pazarında aktif olarak çalışmaktadır. Aynı şekilde:
- Kendi başımıza bağımsız olarak hazırlama veya uygulama yeteneğine sahibiz bitmiş proje aracılar ve yabancı uzmanlar olmadan.
- Uzmanlarımız, üreticilerin işletmelerinde eğitim almış, sertifikalara sahip ve bizden satın alınan hatların ve teknik ekipmanların komple montajını, kurulumunu, devreye alınmasını gerçekleştirebilmektedir.
- Doğrudan proses ekipmanı üreticileriyle çalışıyoruz, mühendislik ve üretim tasarımında uzmanız.
Bütün bunlar, üretim hatlarının kurulum ve hazırlık maliyetlerini azaltır.
Müşterilere ne gibi garantiler veriyoruz?
Bizden satın alarak, teknik araçların ücretsiz teslimatına ve kurulumuna güvenebilirsiniz. Garanti ediyoruz:
- 5 yıl boyunca servis desteği.
- Rusça belgelerin mevcudiyeti.
- Personelinizin teknolojik ekipmanların çalışmasına aşina olması.
Teknolojik ekipman, herhangi bir catering kuruluşunun veya gıda endüstrisi girişiminin temelidir. Bildiğiniz gibi, yüksek kaliteli modern teknoloji, yüksek üretim verimliliğinin ve buna bağlı olarak siparişlerin hızlı bir şekilde yerine getirilmesinin anahtarıdır. Kendi restoranınızı, kafenizi, snack barınızı veya şekerlemenizi açacaksanız, işletmelerin teknolojik donanımları size çok yardımcı olabilir. Kural olarak, bunlar belirli bir üretim türü için tasarlanmış karmaşık sistemlerdir. "Prof-Master" şirketi bu tür hatların satışı ve bakımı konusunda zengin deneyime sahiptir, bu nedenle gerekli ekipmanı seçme konusunda size her zaman değerli tavsiyelerde bulunmaya hazırız.
Teknolojik ekipmanların montajı
Teknolojik ekipmanların montajı tarafımızca en üst düzeyde ve profesyonel seviye, bu her zaman düzenli müşterilerimiz tarafından onaylanabilir. Ayrıca, müşterilerin sadece ana teknolojik ekipmanı seçmelerine ve doğru şekilde kurmalarına yardımcı olmuyoruz. Ayrıca uzmanlarımız, gerekli ekipmanın yetkin bir şekilde yerleştirilmesiyle size endüstriyel, ticari veya diğer tesisler için tasarım hizmetleri sunmaya hazırdır.
Teknolojik ekipman üretimi
"Prof-Master" şirketi tam zamanlı bir kuruluştur, bu nedenle teknolojik ekipman üretimi, faaliyetlerimizin genel yelpazesinde önemli bir yer tutar. Kataloğumuzda yer alan işletmelerin herhangi bir teknolojik ekipmanı, en yoğun çalışma programıyla mükemmel bir şekilde başa çıkan güvenilir ve dayanıklı bir ekipmandır.
Teknolojik ekipmanların onarımı
Doğal olarak, en güvenilir teknolojik ekipman bile, özellikle günün 24 saati aktif kullanımda er ya da geç bozulabilir. Müşterilerimize ekipman sorunlarının hızlı bir şekilde giderilmesi gibi önemli bir hizmet sunarak bu sorunu hallettik. Şirketimizin kadrosu, ekipmanınızı hızlı ve verimli bir şekilde tekrar işletmeye almak ve proses ekipmanlarının kurulumunu gerçekleştirmek için mümkün olan her şeyi yapmaya istekli, deneyimli ve kalifiye uzmanlardan oluşmaktadır.
İşletmelerin teknolojik ekipmanları
"Prof-Master" size barlar, kantinler, restoranlar ve kafeler, fırınlar, et işleme ekipmanları vb. için en iyi temel teknolojik ekipmanı satın almanızı önerir. Teknolojik ekipman üretimini en üst düzeyde kurmuş, bu nedenle müşterilerimize ürünlerimizin kalitesi için garantiler sunmaktayız. Ve nadir fakat olası arızalarda, ekipmanın onarımı ve bakımı gibi bir servis her zaman yardımınıza gelecektir.


