Agrega makinelerinde muhafazaların işlenmesi. Agrega Makinası
Agrega makineleri
Agrega makinaları, kinematik olarak birbirine bağlı olmayan standart ve normalize ünitelerden yapılmış özel makinalardır. Büyük ölçekli ve seri üretimde delme, delik işleme, diş açma ve frezeleme için kullanılırlar. Çoğu zaman, işlem sırasında hareketsiz kalan vücut parçalarını ve şaftları işlerler. Modüler takım tezgahlarının tasarımlarında normalleştirilmiş elemanların kullanılması, tasarım sürelerini azaltır, üretim sürecini kolaylaştırır, parçaları geniş çapta birleştirmeyi ve üretim teknolojilerini basitleştirmeyi mümkün kılar ve ayrıca çok çeşitli modüler takım tezgahları düzenleri oluşturmanıza olanak tanır minimum sayıda orijinal öğe ile.
Çok konumlu makineler, yüzeylerinin birkaç geçişte işlenmesi gereken parçalar için tasarlanmıştır ve bu yüzeyler farklı düzlemlerde bulunur. Bu tür modüler makinelerin tipik yerleşimleri dikey, yatay, dikey-yatay olabilir. Bu makinelerde parça, döner indeksleme tablasına monte edilen fikstürlerde çeşitli konumlarda bir, iki ve üç taraftan sıralı olarak işlenir. Bu sayede işlenen iş parçasının yüklenmesi, boşaltılması ve sıkıştırılması ve serbest bırakılmasıyla ilgili yardımcı süre, işlem süresiyle birleştirilir; Tablo dönüş süresi hizalanmamış durumda kalıyor.
Merkezi bir sütuna sahip ve iş parçalarının bunun etrafında yatay bir düzlemde hareketi olan bir agrega makinesinin tipik düzeni aşağıdaki gibidir. İş parçalarının dairesel hareketi atlıkarınca tipi bir tabla ile sağlanır. Güç kafaları işlenen iş parçasına farklı açılarda yerleştirilmiştir.
İş parçalarının dikey düzlemde dairesel hareketine sahip modüler makinelerin tipik düzenleri tek taraflı, iki taraflı ve üç taraflı yapılır. Bunlar, sıkıştırma cihazlarının dönen bir tambur üzerine monte edildiği ve işlemin bir, iki ve üç tarafta gerçekleştirildiği tambur tipi makinelerdir.
İş parçalarının doğrusal hareketi ile bir toplama makinesinin tipik düzeni. Bu tip makinelerin özelliği tablanın güç kafalarına göre doğrusal hareketidir.
Modüler tek amaçlı makinelerin temel elemanları
Ek cihazlar - mekanizasyon ve otomasyon gibi güç ve makine kontrolü sağlar.
- Alt yapı - Makinenin çerçevesini ve çalışma alanını oluşturur.
- Konumlandırma blokları - iş parçasını konumlandırmanıza ve taşımanıza olanak tanır.
- Çalışma üniteleri - aletin konumlandırılmasını ve hareketini gerçekleştirir.
Pirinç. 1: İlgili konumlandırma bloklarıyla birlikte merkezi kaide türleri
Konumlandırma bloklarının bağlanması için destekleyici parçayı oluşturan ve altyapının diğer parçalarını genel makine çerçevesine bağlayan merkezi kaide, yüksek sertlik gereksinimlerinin yanı sıra hafif talaşların ve soğutucunun çalışma parçasından dışarı akması gereksinimini de karşılamalıdır. makinenin alanı. Bireysel çalışma ünitelerinin depolanması için destekleyici parçalar olan yan raflar ve raflar. Yan sehpa, bireysel tek amaçlı takım tezgahı düzeneklerini barındırmak için yeterli sağlamlık sağlayacak şekilde tasarlanmış enjeksiyonla kalıplanmış bir versiyondur. Çalışma ünitesinin mekansal yönelimine uygun olarak çok bölmeli bir düzenek ile bir yan sehpa oluşturulabilmektedir.
Pirinç. 2: Yan sehpa ve raf çeşitleri
Merkezi kaidelere bağlanırlar. . Bazı işaretleme cihazları türleri, bir parçanın doğrudan makinenin çalışma alanına taşınmasını, konumlandırılmasını veya çalışma cihazının iş parçası üzerine beslenmesini sağlayan fonksiyonel bloklardır.Agrega makineleri çoğunlukla yarı otomatik bir döngüde çalışmak üzere kullanılır; daha az sıklıkla yükleme ve boşaltma cihazlarıyla donatılırlar, bu durumda makineler otomatik makineler gibi çalışır. Agrega makinaları ayrı ayrı çalışabildiği gibi otomatik hatların parçası da olabilir. Altı konumlu döner tablaya sahip dokuz milli yatay modüler makine, bir gövde parçasında delme, havşa açma ve diş açma için tasarlanmıştır. Her güç başlığı bir aleti döndürmek ve beslemek için kullanılır. Çalışma pozisyonlarında iki güç başlığı takılıdır. İş parçaları, merkezi bir pnömatik dağıtıcı aracılığıyla basınçlı havanın sağlandığı pnömatik tahrikli cihazlara sabitlenir. 12 milli tambur tipi bir makinede, bölme tablası yerine, işlenecek iş parçalarının bulunduğu fikstürlerin yüzlerine yerleştirildiği bir döner tambur bulunmaktadır. Kural olarak, bu tür makinelerde simetri düzlemine sahip parçaların delikleri, uçları ve dış silindirik yüzeyleri her iki tarafta aynı anda işlenir; iş parçalarının bulunduğu tambur iki dikey rafa yerleştirilir. Güç kafaları, her birinde altı aletin bulunduğu iş mili kutularını taşır. Elektrikli delme, frezeleme ve diğer kafalar, yuvarlak veya dikdörtgen bir yatağın kılavuzlarına monte edilmiş birleşik braketlere monte edilir. Kafaların sayısını ve bunların karşılıklı düzenini yatağın oyukları boyunca kaydırarak değiştirerek, makineyi yeni bir iş parçası grubunu işleyecek şekilde hızlı bir şekilde yeniden ayarlayabilirsiniz. Ham parçalar, üniversal prefabrik veya üniversal ayar cihazlarında yuvarlak veya dikdörtgen bir bölme masasına monte edilir. Makineler kontrol ünitesinde yer alan program kontrol cihazı ile donatılmıştır.
Normalleştirilmiş düğümler(Yataklar, güç başlıkları ve tablalar, mil kutuları, hidrolik tahrik elemanları vb.) makinenin yerleşim koşulları, boyutları, işlemenin doğası vb. nedeniyle hem tasarım hem de boyut olarak farklılıklara sahiptir.
Makine konumlandırma cihazları şunları içerir: Dairesel döner tabla yuvarlak döner tabla, halka yataklı dairesel döner tambur, merkezi yataklı döner tambur, düz konumlandırma tablası, konumlandırma ve sabitleme ünitesi ve kademeli konveyör. Aşağıdaki teknik gereklilikler bu grubun tüm alt bölümleri için geçerlidir.
İşleme gereksinimlerini karşılamak için statik ve dinamik sertlik. İş parçasının, işleme gereksinimlerini karşılayan bir çalışma pozisyonunda hassas şekilde sıkıştırılması. Bakımı kolay.
- Cihazın minimum yanal görev döngüsü.
- Talaş ve soğutucunun iyi ve otomatik çıkışı.
- Operasyonel güvenilirlik ve bakım kolaylığı.
Özel birimler(iş parçasının konfigürasyonuna, boyutlarına vb. bağlı olarak tasarlanan sıkıştırma armatürleri ve iletkenler) ayrıca ayrı normalize edilmiş elemanlara sahiptir: yüksek hızlı eksantrik kelepçeler için eksantrikler ve tutamaklar, pnömatik silindirler, çubuklar, otomatik sıkıştırma için pnömatik dağıtım cihazları ve iş parçalarının preslenmesi, aletlerin sabitlenmesi için mandrenler, iletken burçlar.
Optimal tasarım aşağıdaki özelliklere sahiptir. Konumlandırma doğruluğu konumlandırma çevrim süresi kelepçelerin ve iş parçalarının izin verilen ağırlığı izin verilen harici yük kelepçelere basınçlı yağ sağlayan tabla konumu bölümlerinin sayısı. Döner kesişim tablosu - parçaları çeşitli çalışma konumlarında iki dik yönde işlemenizi sağlar.
Dönen kısım, tablanın ekseni üzerindeki merkezi sütun üzerinde radyal olarak konumlandırılan bir halka plakadan oluşur. Dezavantajı ise kurulumu ve onarımının zor olmasıdır, bu nedenle yerini daha büyük boyutlu yuvarlak döner tablalar almaktadır. Doğrusal konumlandırma tablosu - İş parçasının bireysel çalışma konumları arasında doğrusal ileri geri hareketine sahip makineler oluşturmak için kullanılır.
Kontrol mekanizmaları. Agrega makinelerinde, belirli bir sırayla gerçekleştirilen basit teknolojik döngüleri yeniden oluşturmak için otomatik kontrol sistemleri kullanılır. Agrega makinalarının kontrol sistemi yardımıyla gerekli kurulum ve çalışma hareketleri gerçekleştirilir. Geçici ve parça kontrol sistemleri var.
İşleme tamamlandığında tabla genellikle yükleme ve boşaltma konumuna taşınır. İş parçasının taşınması ve konumlandırılmasının yanı sıra iş besleme veya iş yükü fonksiyonlarını da yerine getirebilir. Konumlandırma doğruluğu Çalışma pozisyonunda güçlendirme imkanı. . Konumlandırma ve Sıkıştırma Cihazları - Taban plakasını hassas bir şekilde hizalamak ve yerine sıkıca tutturmak için tasarlanmıştır.
İlgili konsept tutarlı olmalıdır. Rijitlik sabitleme süresi hassas sabitleme çevrim süresi, talaşlara ve soğutucuya karşı direnç mümkün olduğu kadar kısa olmalıdır. Kademeli konveyör - iş parçası plakalarının farklı çalışma ve değiştirme konumları arasında doğrudan taşınmasına hizmet eder.
Geçici kontrol sistemleri, kural olarak, mekanik bir tahrike sahiptir ve ray sistemleri, hidrolik tahrikli, pnömohidrolik, elektrikli, elektrohidrolik ve daha az sıklıkla mekanik olarak çalışır. Kontrol sisteminin sinyallerine göre, sensör mili çalışma konumuna ayarlanır, teknolojik döngüyü başlatmak için güç kafalarına vb. bir komut gönderilir.
Minimum taşıma süresi Doğru taşıma İyi talaş kaldırma. Bunlar, ayrı iş mili ve besleme tahriklerine sahip olan ve esas olarak otomatik bir döngüde çalışan fonksiyonel ünitelerdir. Delme, oyma, tesviye, frezeleme gibi basit iş görevlerini gerçekleştirebilirler.
Çoğu çalışma ünitesinin yapısal tasarımı, yatay, dikey, yukarıdan aşağıya, aşağıdan yukarıya, eğimli gibi tüm konumlarda çalışmalarına olanak tanır; birçoğu herhangi bir eğimli konumda çalışabilir. Tüm sağlamlık, mil boyutu ve güç gereksinimlerini karşılarken, mümkün olduğunca az yer kaplayacak şekilde mümkün olduğunca küçük olacak şekilde tasarlanmıştır.
Tüm kafalar döngüyü tamamladığında orijinal konumlarına dönerler ve bölme masasına konum değiştirme komutu verilir.
İncirde. Şekil 114, kendi adını taşıyan tesiste üretilen çok konumlu modüler bir makinenin diyagramını göstermektedir. Likhaçeva. Makine mekanik, pnömatik ve elektriksel kontrol sistemlerine sahiptir. Söz konusu makine çalışma döngüsü, makine kontrol sistemlerinin çalışmasını izlememize olanak tanır.
İş birimlerinin yapısı geniş ve çeşitlidir. Modüler tek amaçlı makineler için iş birimleri, belirli bir proses operasyonu için üretkenlik, işleme doğruluğu ve kalitesi ve ekonomik karlılık açısından en uygun seçeneklerin seçimini sağlamalıdır.
Dişliler, çekmece üniteleri, bir iş miline ve birden fazla iş mili kafasına sahip tahrik mili tahrik üniteleri. Özellikle delme ve kılavuz çekme gibi belirli bir iş türü için geri çekilebilir bir mil ile donatılmıştır. Tasarıma göre üç ana fonksiyona ayrılmıştır.
Operatör iş parçasını fikstür 1'e kurar, L şeklindeki kolları 2 kullanarak iş parçasını sıkıştırmak için komutlar göndermek üzere bir başlatma valfi (şemada gösterilmemiştir) kullanır. Daha sonra operatör "Başlat" düğmesini açar ve bir komut gönderilir. elektrik kontrol sisteminden, basınçlı havayı ağdan silindirin (10) sol boşluğuna geçiren iki solenoidli elektro-pnömatik valfe (14) kadar. Silindirin piston çubuğu (11), kama kelepçesini (18) (bkz. görünüm A) silindirden çıkarır. prizma (19) ve elektro-pnömatik valfe (17) bir elektrik komutu veren limit anahtarına (13) basar. Valf ise masayı döndürmek için silindir (12) aktüatörüne bir pnömatik komut iletir.
Aktüatörün pistonunu (16) hareket ettiren basınçlı hava, kamayı (20) sağa hareket ettirerek masayı standa bastıran çubuğu (21) serbest bırakır. Bu durumda, bir elektrik motoruyla (şemada gösterilmemiştir) çalıştırılan masanın dönme mekanizmasını açma komutunu veren limit anahtarı (15) tetiklenir. Elektrik motoru açıldığında, Malta mekanizmasının sürücüsünün (26) sonsuz dişli (22) ile aynı şaft (25) üzerinde oturan silindiri (27), Malta haçının (28) oluğuna girer ve masayı (3) belirli bir açıya döndürür. Silindir haç oluğunu terk ettikten sonra, kol (23), elektro-pnömatik valfi (14) çalıştıran ve basınçlı havayı silindirin (10) sağ boşluğuna yönlendiren limit anahtarına (24) etki eder. Bu silindirin piston çubuğu, masa kilidi. Masa sabitlendiğinde, masa döndürme mekanizmasının elektrik motorunu kapatma komutunu veren limit anahtarı (13) serbest bırakılır. Aynı zamanda, elektro-pnömatik valf (17) devreye girerek basınçlı havayı silindirin (12) sağ boşluğuna yönlendirir. Kama (20), makinenin tablasını (3) standa bastırır.
Kama sola hareket ettiğinde, elektrik motorlarını (9 ve 5), güç başlıklarını (8 ve 6) açma komutunu veren limit anahtarı (15) serbest bırakılır. İş parçasını işledikten sonra, aletlerle birlikte kalemler (4 ve 7) geri döner. orijinal konumları ve güç başlıklarının elektrik motorları kapatılır - elektrik devresi bir sonraki döngü için ücretsizdir.
Makineyi otomatik bir döngüde çalışacak şekilde ayarlarken, son başlığın elektrik motoru kapatıldıktan sonra elektro-pnömatik valf (14) açılır ve döngü devam eder.
Kontrol sistemlerini ayarlarken mekanizmaların netliğine ve hızlı tepki vermesine özellikle dikkat etmek gerekir. Bu faktörler, ağdaki ve makinenin kendi hatlarındaki normal basıncın (genellikle 4-8 atm) korunmasına bağlıdır; devreye alma çizimine göre durdurucuların ve elektrik kontaktörlerinin doğru kurulumundan ve bir dizi başka nedenden dolayı.
Modüler makinenin güvenilir bir şekilde çalışabilmesi için çalışma sırasında kontrol mekanizmalarının iyi durumda tutulması gerekir. Pnömatik hattan hava sızıntısı kabul edilemez, çünkü bu sadece kontrol mekanizmalarını değil aynı zamanda aktüatörleri de etkiler (örneğin, parça sıkıştırma cihazına zayıf şekilde sabitlenmiştir). Pnömatik sistemdeki hava nemsiz olmalıdır. Bunu yapmak için günde bir kez hava karterinden (filtreden) suyun boşaltılması gerekir.
Makine arızasının nedeni, pnömatik anahtarların solenoidlerine ve elektrik anahtarlarına soğutucu ve ince toz girmesi olabilir. Bunu önlemek için mekanizmaların mühürlenmesi gerekir.
Makinenin performansı, makinenin kontrol sisteminin doğru çalışmasına bağlıdır.
Mekanik besleme tahrikli güç başlıkları. Güç başlıkları agrega makinelerinin ve otomatik hatların ana birimleridir.
Mekanik besleme tahrikli güç kafaları esas olarak delme, diş açma ve delme işlemleri için ve yeterli yapısal sağlamlığa sahip olarak frezeleme işleri için tasarlanmıştır. Frezeleme için güç kafaları özel ataşmanlarla donatılmıştır.
Güç kafaları, modüler makinelerin yataklarına veya raflarına, masalarının düzlemine paralel, dik veya eğik olarak monte edilir.
İncirde. Şekil 115, düz kamlı bir güç kafasının kinematik diyagramını göstermektedir. Dönüş, mahfaza (2) üzerine monte edilen elektrik motorundan (1), V-kayışı transmisyonu yoluyla içi boş sonsuz vidaya (7) ve daha sonra hareketli spline bağlantısı yoluyla, iki eğik bilyalı rulmanda (20) ve içinde dönen mile (8) iletilir. manşon (36) tüy kaleme (11) monte edilmiştir. Sağ uçta Mil, alet çalışırken takılır. Milin (8) çalışma beslemesi, kafa mahfazasının deliğinde kendi ekseni boyunca hareket edebilen ve kendi ekseni etrafında dönemeyen tüy kalem (11) aracılığıyla gerçekleştirilir.
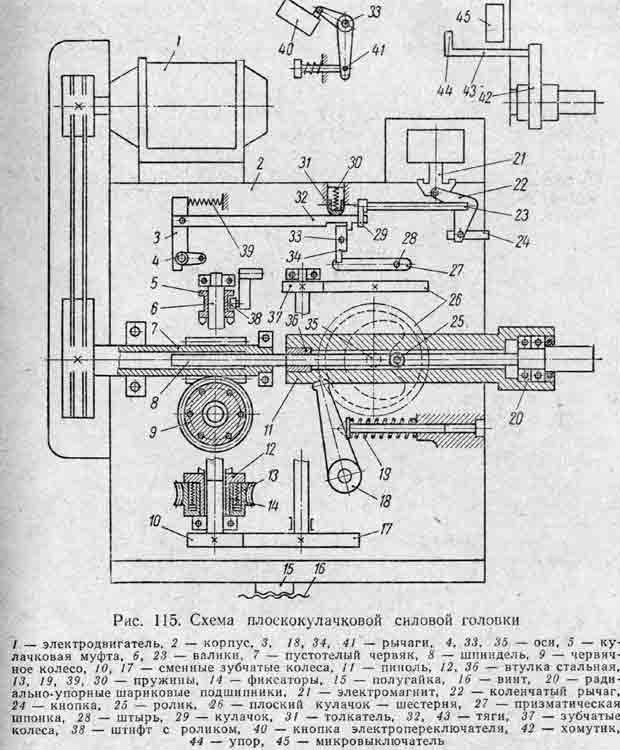
Kamın tüy silindiri ile sürekli teması, hareketi kol (18) tarafından tüy kalemine iletilen yay (19) tarafından sağlanır.
Burç (12) üzerinde, hareketli bir iniş üzerinde, burcun konik havşa girintilerine oturan bilyalarla altı kelepçe (14) aracılığıyla hareket eden, yaylar (13) tarafından burcun üzerine bastırılan bir sonsuz dişli çark (9) vardır. Bu bağlantı tasarımı besleme mekanizmasını aşırı yükten korur. İzin verilen ilerleme arttığında, yayların (13) kuvvetinin üstesinden gelen kelepçeler (14), manşonun (12) deliklerinden çıkar, alet beslemesi durur ve sonsuz dişli, hareket iletmeden sabit manşon (12) etrafında dönmeye başlar.
Birkaç başlığın senkronize çalışması için, başlığın her çalışma döngüsünden (çift tüy vuruşu) sonra tüy beslemesini açmak için özel bir tetik mekanizması vardır.
Tüy kalemin ters hareketi sırasında, anahtar (27), kafanın gövdesine (2) monte edilmiş silindir (33) üzerine monte edilen çift kollu kolun (34) alt ucuna etki eder. Kolu (34) döndürürken, üst ucu çubuğu (32) taşır ve yayın (39) kuvvetinin üstesinden gelerek, kendisiyle ilişkili kolu (3) eksen (4) etrafında döndürür. Kolun (3) alt ucu, makaralı bir pim ile donatılmıştır. Kam kavramasının (5) dairesel oluğuna uyan 38. Kol döndürüldüğünde, kavrama kamları burcun (12) kamlarıyla ayrılır - besleme durur.
Kafanın çalışma döngüsünü tekrarlamak için, düğmeye (24) basın veya elektromıknatısın (21) otomatik beslemesini açın. Her iki durumda da, hareket, krank kolu (22) aracılığıyla, kam (29) takılı olarak silindire (23) iletilir. Kam, yayın (30) kuvvetinin üstesinden gelir ve itici (31) aracılığıyla çubuk (32) üzerinde hareket eder ve onu koldan (34) ayırır. Bu durumda, yayın (59) etkisi altında, kol (5), besleme kavraması (5) dahil olmak üzere döner. Kavrama 5, besleme mekanizmasını ve kalemi çalıştırır ve ileriye doğru hareket ederek kolun 34 eksen 55 etrafında dönmesine izin verir. Yayın 39 hareketi altında, çubuk 32 orijinal konumuna geri döner; burada kolun üst ucu bulunur. kol (34) girintisine girer.
Kafa mekanizmasının sürtünme yüzeyleri yağlanmıştır. Yağlama sistemi, hareketi burç (12) ile entegre olan bir eksantrikten alan bir dalgıç pompadan çalışır.
Birkaç kafanın ortak çalışmasını engellemek için, bir silindire (23) monte edilmiş bir krank kolu (41) kullanılır. Kalem geri döndüğünde, anahtarın (27) hareketi altında, kol (34) döner ve onunla birlikte, kolu (41) bastırır. elektrikli kilitleme devresinin kontaklarını kapatan elektrik anahtarının (40) düğmesi.
Güç kafası, bir vida (16) ve yarım somun (15) kullanılarak kılavuzları mil eksenine paralel olarak hareket edebildiği bir kızak üzerine monte edilmiştir.
Kafa, dişleri kesmek için tasarlanmışsa, tüy kalemin üzerine bir kelepçe (42) takılır, onunla birlikte hareket eder ve bir durdurma (44) ile bir çubuk (43) boyunca, mikro şalterin (45) pimine bastırır. Mikro şalterin kontakları kapatıldığında, elektrik motorunun (1) dönüşü tersine çevrilir.
Kafayı ayarlarken, çubuğun (43) durdurucusu (44), belirli bir derinlikteki bir ipliği kesmek için gerekli olan mikro anahtar düğmesinden (45) mesafeye ayarlanır.
Kafanın çalışma döngüsü iki faktör tarafından belirlenir: düz kamın (26) profili ve dönüş hızı. Kafanın toplam strok uzunluğu, hızlı yaklaşma uzunluğu, geri çekilme ve çalışma besleme bölümleri kamın tasarımına bağlıdır . Tüy kalemin hareketini daha düzgün hale getirmek için çalışma besleme bölümündeki kam profili Arşimet spirali boyunca yapılmıştır. Tüy kalemin hızlandırılmış yaklaşma ve geri çekilme hızı ile aletin ilerleme hızı, kamın dönüş hızına bağlıdır. Güç kafasının besleme hızını değiştirmek için ilgili dişlileri (10 ve 17) veya kam 26'yı (belirli bir profille) seçip takın. Büyük uzunlukta hızlandırılmış yaklaşma gerekiyorsa (200 mm'ye kadar), güç başlığı tahrik kızağına takılır.
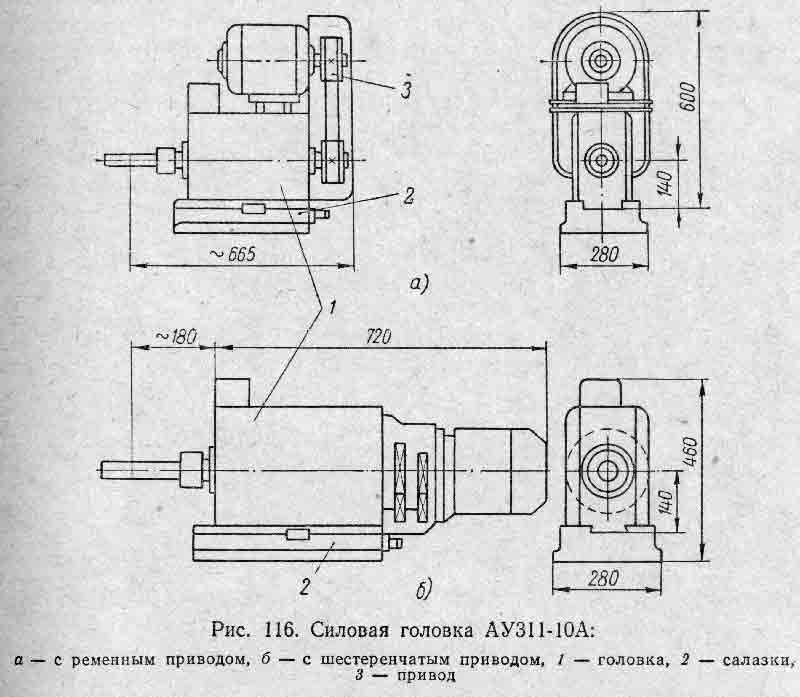
Güç başlığında bir kayış tahriki (Şekil 116, a) veya bir dişli kutusundan bir tahrik (Şekil 116, b) - tek çift (model AU311-62) ve çift çift (model LUZ11-60) bulunabilir.


