Подрезание торцов и уступов. Конструктивные особенности резцов. Режимы резания при подрезании
Обычно торцы и уступы подрезают на токарных станках подрезными резцами.
На рис. 137, а показан подрезной резец. Он имеет длинную режущую кромку 1, устанавливаемую обычно под углом около 5° к подрезаемой поверхности детали, и короткую режущую кромку 2. Эта кромка сильно скошена, чтобы можно было ближе подвести вершину резца к центру детали при ее подрезании в центрах (рис. 137, б, в).
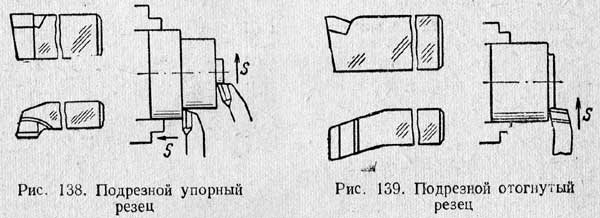
При подрезании торцов, буртиков и уступов, не стесненных центром станка, применяют подрезные упорные резцы, показанные на рис. 138. Эти резцы могут работать как с продольной, так и с поперечной подачами. Для подрезания торцов или уступов в труднодоступных местах, например, когда приходится вплотную подводить резец к патрону, применяют отогнутые подрезные резцы (рис. 139). Для этих же целей часто применяют проходные отогнутые резцы (рис. 140), которым сообщают поперечную подачу.

При подрезании торцов и уступов вершина резца должна быть установлена точно по высоте центров. Если резец установлен ниже центра, то посередине сплошного торца останется неподрезанный выступ. Резец, установленный выше центра, может сломаться.
Уступы небольшой высоты можно подрезать также подрезным упорным резцом при продольной подаче одновременно с обтачиванием цилиндрической поверхности (рис. 138). Правильное расположение уступа при этом способе подре-зания целиком зависит от установки резца, его режущая кромка должна быть строго перпендикулярна к оси детали.
Обработку уступов большой высоты производят обычно за несколько проходов, комбинируя продольную подачу с поперечной. Сначала подрезным резцом, установленным под углом 5° к поверхности уступа, производят обработку цилиндрического участка, при этом за каждый продольный проход снимают слой глубиной в 2-3 мм. Затем тем же резцом производят чистовое подрезание уступа с подачей, направленной от центра к наружной поверхности уступа.
2. Приемы подрезания торцов и уступов
При подрезании торцов и уступов детали устанавливают теми же способами, что и при продольном обтачивании.
Подрезание торцов в центрах . При подрезании торцов деталей, устанавливаемых в центрах, рекомендуется устанавливать в заднюю бабку так называемый полуцентр (см. рис. 137, б), обеспечивающий подрезание всего торца. Еще лучше применять центровые отверстия с предохранительным (двойным) конусом (рис. 137, в). Направление подачи в обоих случаях - от периферии к центру.
Подрезание торцов в патроне . Подрезание торцов деталей, закрепленных в патронах, целесообразно производить не подрезным, а проходным отогнутым резцом (см. рис. 140). Последний имеет более массивную режущую часть, допускающую более высокие режимы резания.
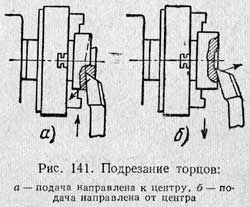
При подрезании торцов и высоких уступов направление подачи может идти от наружной поверхности к центру (рис. 141, а) или же от центра к наружной поверхности (рис. 141, б). В последнем случае сила, действующая на резец, стремится отжать его режущую кромку от торца детали. Благодаря этому поверхность торца получается более чистой, чем при работе с подачей, направленной от наружной поверхности детали к ее центру. Однако такой способ подрезания торцов и уступов не позволяет проверить точного положения торца или уступа после пробной стружки относительно других поверхностей детали. Поэтому от указанного выше правила о выборе направления поперечной подачи приходится иногда отказываться.
Высокопроизводительные методы работы . При подрезании значительного количества одинаковых деталей с уступами следует применять продольную подачу в соединении с упором, ограничивающим перемещение суппорта (см. рис. 131).
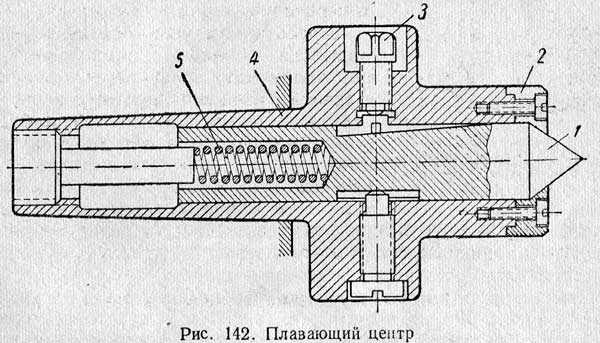
Когда требуется выдержать длины отдельных ступеней независимо от глубины центровых отверстий, успешно применяют плавающие центры (рис. 142).
Такой центр 1, смонтированный внутри корпуса 4, вставляют в коническое отверстие шпинделя передней бабки. Пружина 5 стремится отжать центр вправо и создать контакт центра с деталью.
Установленная в центры деталь при нажиме пиноли задней бабки доводится до закаленного упора 2, прикрепленного к торцу корпуса 4. После этого плавающий центр стопорится болтом 3 на время обработки данной детали. При установке следующей детали болт 3 должен быть освобожден.
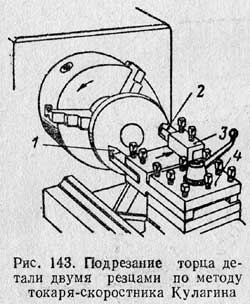
Токарь-скоростник т. Кулагин при подрезании торца детали с отверстием (см. рис. 143) использует одновременно два резца 1 и 2. Эти резцы закрепляются с одинаковым вылетом в специальной державке 3, которая в свою очередь закрепляется в резцедержателе 4. Резец 2 подрезает торец с наружного диаметра, а резец 2, установленный в резцедержателе режущей кромкой вниз, - с внутреннего. Благодаря одновременной обработке двумя резцами длина обработки, а следовательно, и время обработки сокращаются в 2 раза. Такой способ подрезания торца может быть рекомендован при черновой обработке, так как при одновременной работе двух резцов трудно получить гладкий торец без уступа.
Приемы измерения торцов и уступов . Прямолинейность торцовой поверхности можно проверить при помощи линейки (рис. 144), которую прикладывают к торцовой поверхности. При наличии зазора можно определить его величину на глаз или специальной мерной пластинкой-щупом.
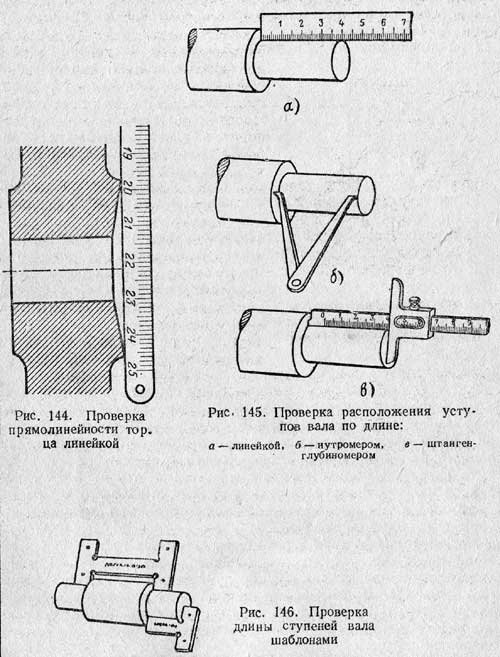
Правильность расположения уступов по длине вала проверяют линейкой (рис. 145, а), нутромером (рис. 145, б) или более точно- штангенглубиномером (рис. 145, в). Для точной проверки большого количества одинаковых деталей рекомендуется применять шаблоны (рис. 146).
3. Режимы резания при подрезании
При подрезании торцов и уступов с поперечной подачей глубиной резания является толщина снимаемого слоя, а подачей - величина перемещения резца в поперечном направлении за один оборот детали.
При подрезании можно рекомендовать следующие поперечные подачи:
для черновой обработки
- от 0,3 до 0,7 мм/об при глубине резания от 2 до 5 мм;
для чистовой обработки
- от 0,1 до 3 мм/об при глубине резания 0,7-1 мм.
При подрезании торцов можно применять такую же скорость резания, как при обработке наружной цилиндрической поверхности, но подсчитывать ее следует по большему диаметру.
4. Брак при подрезании торцов и уступов и меры его предупреждения
При подрезании торцов и уступов возможны следующие виды брака:
1) часть поверхности торца или уступа осталась необработанной;
2) неправильное расположение подрезанного торца или уступа по длине детали;
3) неперпендикулярное расположение уступа к оси детали;
4) недостаточная чистота поверхности торца или уступа.
1. Брак первого вида получается из-за неверных размеров заготовки, малого припуска на обработку, неправильной установки и неточной выверки детали в патроне, неправильной установки резца по длине детали или по высоте центров.
Такой брак обычно неисправим, но предупредить его можно проверкой размеров заготовки, увеличением припуска на обработку, проверкой правильности установки детали и резца.
2. Неправильное расположение подрезанного торца или уступа по длине получается при неточной установке резца или несвоевременном выключении самохода (при продольной подаче), а также при осевом смещении детали в патроне в результате недостаточно прочного ее закрепления. Если при этом граница уступа перейдена, то брак такого вида неисправим. Предупредить такой брак можно проверкой установки резцов и прочности закрепления детали в патроне, а также своевременным выключением самохода при работе с продольной подачей.
3. Неперпендикулярное расположение торца или уступа к оси детали при работе с поперечной подачей может получиться при неточности направляющих суппорта, а также вследствие отжима резца из-за его непрочного крепления в резцедержателе, слишком малого сечения резца, отхода каретки, если она не застопорена. При работе с продольной подачей обычная причина - неправильная установка резца. Брак этого вида может быть предупрежден устранением перечисленных причин.
4. Недостаточная чистота поверхности торца или уступа получается в результате завышенной подачи, большого вылета резца, недостаточно прочного крепления резца или детали, неправильной заточки резца, значительного затупления резца, большой вязкости обрабатываемого металла, дрожания каретки или частей суппорта, дрожания или биения шпинделя или патрона.
Предупредить такой брак можно своевременным устранением причин, вызывающих его.
Контрольные вопросы
1. Какие особенности имеет конструкция подрезного резца?
2. Как устанавливают подрезные резцы?
3.Какие существуют способы подрезания уступов?
4. Как устанавливается резец при подрезании уступов с поперечной подачей?
5. Как производится подрезание торцов при установке деталей в центрах?
6. Как производится подрезание торцов при установке деталей в патроне? Какие при этом удобно применять резцы?
7. Расскажите о высокопроизводительных методах работы при подрезании уступов, торцов.
8. Что называется глубиной резания при подрезании торца?
9. Как проверить правильность подрезанного торца?
10. Укажите основные виды и причины брака при подрезании торцов и уступов; меры его предупреждения.
Большинство токарных обработок производится с помощью резцов. Среди основных видов отрезной резец занимает лидирующее место по частоте использования. Их изготавливают из специальных марок стали особой твердости.
Назначение отрезного резца
В зависимости от вида операции используются основные типы резцов:
- резьбовые для внешней и внутренней нарезки;
- проходные прямые, отогнутые и упорные;
- расточные для глухих и сквозных отверстий;
- отрезные.
Токарные отрезные резцы применяют для отрезания детали от прута малого диаметра и формирования канавок в заготовке. Их вырезают отрезными инструментами особого назначения — канавочными. Форма рабочей головки соответствует размерам и форме будущей канавки. Зачастую в один проход паз нужного размера сделать не получается. В несколько заходов работают и с твердыми металлами, а также при большой ширине паза.
Длина рабочей области должна составлять немногим больше половины от поперечника разрезаемой детали.
Виды конструкций отрезных инструментов:
- цельные: выточен из единого куска металла. Их изготавливают из инструментальной углеродистой стали, мелкие — из быстрорежущих. Не нашли широкого применения на практике;
- с приваренными пластинками: на головке приварена твердосплавная или быстрорежущая пластинка. При их приваривании важно соблюдать технологию, иначе возникают трещины, инструмент быстро разрушается;
- с механической фиксацией пластин: в головку инструмента вставляется режущая пластинка и крепится механически. Их часто используют для минералкерамических режущих пластин.
Токарные резаки могут быть левыми и правыми, прямыми или отогнутыми. Наиболее распространены на практике левые отогнутые и правые прямые.
Конструкция отрезного резца
Любой токарный резец состоит из тела и рабочей головки. Особенность отрезного в том, что головка его оттянута, то есть ее ширина должна быть меньше, чем ширина тела. Длина кромки должна быть такой, чтобы было удобно отрезать болванку. На отрезные резаки выпадает большая нагрузка, потому что жесткость функциональной части невелика, а вывод стружки осложнен. Толщина головок довольно мала, поэтому чтобы сохранить их прочность, значения углов принимают около 1 — 3 градусов (задних и в плане). Благодаря такой форме при неправильной установке инструмента или его плохой правке значительно увеличивается трение.
Потому во время токарных работ отрезные инструменты с твердосплавными напайками часто выкрашиваются, скалываются режущие кромки, отпадают напайки.
На рабочей головке выделяют следующие зоны: режущая кромка (основная и вспомогательная), вершина головки, передняя поверхность головки и пара задних. Режущая кромка располагается вдоль и заточена в форме клина. Назначение тела или хвостовика — крепление инструмента в подручнике.
Качественно резать можно только правильно заточенным отрезным инструментом. Для правильного выявления углов используются следующие понятия:
- основная плоскость: это поверхность, совмещенная с опорной, параллельная подаче в продольной и поперечной плоскостях;
- плоскость резки: касательная к поверхности заготовки, проходит по рабочей кромке.
Необходимо выдержать следующие углы:
- передний угол: определяет, насколько легко будет удаляться стружка с металлической болванки и как качественно она срезается;
- главный задний угол: это угол между поверхностью резца и плоскостью точения. Чем он острее, тем сильнее задняя поверхность резака трется о болванку;
- угол заострения: между передней и задней основной поверхностями. Чем он меньше, тем легче режется металл. Однако и режущая поверхность изнашивается быстрее, крошится.
Чтобы увеличить надежность крепления рабочей головки с державкой пластинку со скосами припаивают в шпунт, который выполняется в форме угла. Благодаря чему площадь их прилегания увеличивается, а боковые стороны шпунта не позволяют сдвигаться пластинке в сторону под действием сил, появляющихся во время работы резцом.
Кроме этого, высота головки должна превышать длину стержня.
При отрезании заготовки инструмент не отрезает всю толщу материала, так как на определенной стадии деталь отламывается, в ее середине остается обломок стержня. Когда нужно начисто обработать торцевую часть, основную рабочую кромку затачивают под угол 75 — 80 градусов, в остальных случаях этот угол составляет 90 градусов.
На практике часто используются токарные резцы с ломаной симметричной рабочей кромкой, заточенной под 60 — 80 градусов в плане. Благодаря такой правке инструмент легче входит в материал, облегчается отвод стружки, уменьшается вероятность увода резака. Для этого же при угле 90 градусов с двух сторон выбирают фаски под углом 45 градусов, размером до 1,5 мм.
Установка резца
Инструмент устанавливают под углом 90 градусов к обрабатываемой заготовке, по ее центру. Перепад в доли миллиметра приводит к поломке резца.
При токарной обработке хрупких металлов резец держат под углом до 10 градусов. В противном случае заготовка отломается быстрее, чем резак достигнет центра. При работе с быстрорежущими инструментами из цельного металла необходимо соблюдать скорость обработки не более 30 м\минуту. Твердосплавные резаки с напайками работают на повышенных скоростях — до 130 метров в минуту.
Резец отрезной инвертированный
Особенно сложны отрезные работы на любительских станках с малыми оборотами и обладающих слабыми техническими характеристиками. Можно переточить стандартный отрезной резец, но работа эта долгая и кропотливая, инструмент получится довольно хрупким, требующим предельной аккуратности в работе.
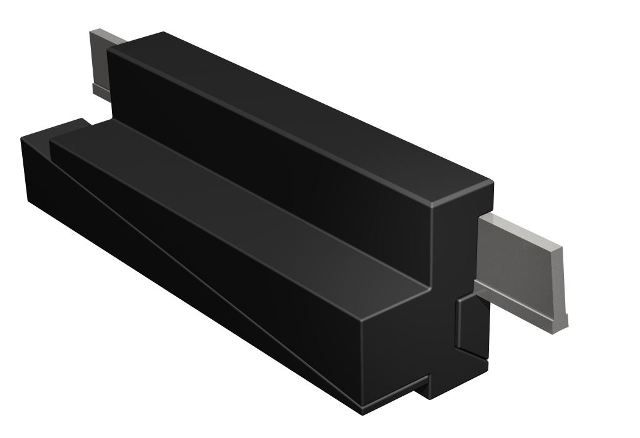
Для решения этой проблемы была придумана конструкция отрезного инвертированного резца. Это инструменты со сменными пластинками из твердосплавной стали. Их можно использовать при прямом и обратном вращении. Причем основной режим для этого инструмента — обратное вращение, когда стружки отделяются беспрепятственно, их легко удалять из рабочей области, заедания происходят реже.
Конструкция предусматривает регулировку резака по высоте с помощью вставного треугольника и Т-образный профиль режущих пластинок. Такая форма снижает трение во время заглубления в материал. В комплект обычно прилагается 4 — 5 вариантов режущих пластинок. Их можно затачивать множество раз, пока позволяет длина.
Очень удобен большой вылет режущей пластинки, благодаря которому можно отрезать толстые заготовки, их желательно смазывать во время работы. Инструмент хорош для выборки узких пазов, особенно в местах соприкосновения плоскостей.
Резцы классифицируются:
по направлению подачи – на правые и левые (правые резцы на токарном станке работают при подаче справа налево, т. е. перемещаются к передней бабке станка);
по конструкции головки – на прямые, отогнутые и оттянутые (рисунок 4);
Рис. 5.4. Резцы: а – прямые, б – отогнутые, в – оттянутые
по роду инструментального материала – из быстрорежущей стали, твердого сплава и т. д.;
по способу изготовления – на цельные и составные (при использовании дорогостоящих режущих материалов резцы изготовляют составными: головка – из инструментального материала, а державка – из конструкционной углеродистой стали; наибольшее распространение получили составные резцы с пластинами из твердого сплава, которые припаиваются или крепятся механически);
по сечению державки – на прямоугольные, круглые и квадратные; по виду обработки - на проходные, подрезные, отрезные, прорезные, расточные, фасонные, резьбонарезные и др. (рисунок 5).
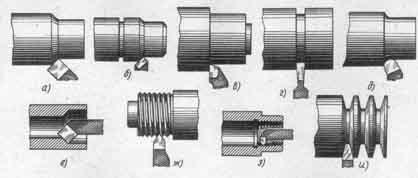
Рис. 5.5. Токарные резцы для различных видов обработки:
а – наружное обтачивание проходным отогнутым резцом,
б – наружное обтачивание прямым проходным резцом,
в – обтачивание с подрезанием уступа под прямым углом,
г – прорезание канавки,
д – обтачивание радиусной галтели,
е – растачивание отверстия,
ж, з, и – нарезание резьбы наружной, внутренней и специальной
Основные правила назначения углов резца
Главный задний угол , затачивается для уменьшения трения задней поверхности резца о поверхность резания детали. При его увеличении уменьшается площадь контакта между этими поверхностями и соответственно силы трения. Однако увеличение сверх определенных значений приводит к уменьшению угла заострения , ослаблению режущего клина резца и, следовательно, к снижению его прочности. В свою очередь, уменьшение массивности режущего клина обусловливает возрастание температуры резания и соответственно снижение стойкости резца.
Таким образом, величина главного заднего угла должна одновременно удовлетворять двум противоречивым условиям. Рекомендуемые величины углов представлены в таблице 5.1.
Вспомогательный задней угол 1 назначается из тех же соображений и обычно равен углу или на 1…2° меньше.
Таблица 5.1
Значения главного заднего угла резца
при различных видах обработки
Главный передний угол затачивается для облегчения срезания стружки. При его увеличении уменьшаются пластические деформации срезаемого слоя и силы резания, а также облегчается перемещение стружки по передней поверхности. С этой точки зрения передний угол желательно назначить близким к 45°. Однако, такое увеличение угла вызывает уменьшение угла заострения ослабление режущего клина резца и приводит к упомянутым выше последствиям.
В связи с этим передние углы, близкие к 45°, можно назначать лишь при обработке материалов с низкими прочностными свойствами. Для материалов с высокими прочностными свойствами назначаются набольшие величины передних углов. Рекомендуются следующие значения главных передних углов резцов, оснащенных пластинками твердого сплава (таблица 5.2):
Таблица 5.2
Значения главных передних углов резцов
с пластинками из твердого сплава
Примечание: для резцов из быстрорежущей стали углы увеличивают приблизительно на 5°.
Нетрудно видеть, что передний угол > 0 приводит к ослаблению режущего клина резца. Поэтому в тех случаях, когда резец испытывает большие динамические нагрузки, необходимо повысить его прочность. Это достигается применением отрицательных передних углов ( < 0). В результате увеличивается массивность режущего клина и изменяется характер деформаций, которые он испытывает: изгиб заменяется сжатием. Поэтому в случае обдирочного точения с большими глубинами резания и динамическими нагрузками на резец передние углы назначают отрицательными в пределах -5…-15°.
Главный угол в плане существенно влияет на стойкость резца и чистоту обработанной поверхности. При его увеличении снижается массивность режущего клина и ухудшаются условия теплопровода от главного лезвие. Поэтому с точки зрения стойкости угол желательно назначать небольшим.
Однако этому обычно препятствует конфигурация деталей, которые чаще всего бывают ступенчатыми. Кроме того, при малых углах повышаются силы Р у и усиливаются вибрации в системе станок-приспособление-инструмент-деталь (СПИД). Поэтому применение малых углов возможно лишь при точении деталей с одинаковым диаметром при жесткой системе СПИД. В обычных условиях главный угол в плане определяется конфигурацией деталей и равен 45°, 60° или 90°.
Вспомогательный угол в плане 1 оказывает такое же влияние на стойкость резца и чистоту поверхности, как и главный угол в плане . Поскольку угол назначают, в основном, исходя из стойкости резца и конфигурации детали, то можно считать, что 1 оказывает основное влияние на чистоту обработанной поверхности. Чем меньше угол 1 , тем меньше высота неровностей микропрофиля обработанной поверхности. Рекомендуемые значения этого угла для черновых и чистовых резцов 10…15°. В тех случаях, когда необходимо получить более высокую чистоту поверхности, этот угол уменьшают до 3…5°, а в некоторых случаях затачивают вспомогательное лезвие длинной 3…5 мм с углом 1 = 0 (резец новатора производства В. Колесова).
Угол наклона главного лезвия оказывает существенное влияние на направление схода стружки и на стойкость резца. Он может быть положительным, отрицательным или равным нулю (рисунок 5.6).
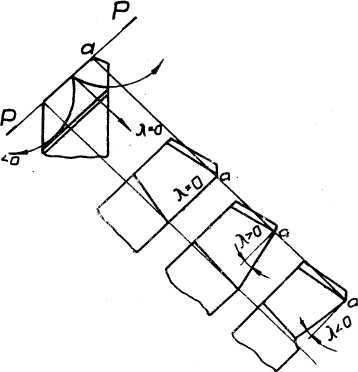
Рис. 5.6. Влияние угола наклона главного лезвия на направление схода стружки
У резцов с положительным углом стружка отклоняется в сторону обработанной поверхности. Эхо направление благоприятно в условиях предварительной обработки. У резцов с отрицательным углом стружка отклоняется в сторону обрабатываемой поверхности. Такое направление наиболее благоприятно при чистовой обработке, так как в этом случае обработанная поверхность предохраняется от царапанья.
При увеличении положительного значения повышается прочность режущего клина и увеличиваются условия теплоотвода. Рекомендуемые значения углов приведены в таблице 5.3.
Значения углов наклона главного лезвия
Таблица 5.3
При положительных углах и отрицательных происходит заострение режущего клина резца, позволяющее работать при весьма малых глубинах резания t =0,01…0,02 мм, что весьма важно при чистовой обработке.
Радиус при вершине резца r в = 0,1…0,5 мм. Выбирается согласно условиям обработки и качеству обработанной поверхности.
Парфеньева И.Е. ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ. М.: Учебное пособие, 2009
4. Виды обработки точением. Основные типы токарных резцов. Элементы и геометрические параметры токарного резца.
4.1. Виды обработки точением
На токарных станках, и в частности на токарно-винторезных, можно выполнить следующие виды работ: точение в центрах, в патроне и на планшайбе; растачивание; торцовое точение; отрезку и подрезку; нарезание резьбы; точение конусов, фасонных поверхностей и другие виды работ с применением соответствующих инструментов и приспособлений.
Обработка поверхностей осуществляется либо с продольной, либо с поперечной подачей. Формообразование поверхностей при обработке с продольной подачей осуществляется по методу следов, при обработке с поперечной подачей – в основном по методу копирования.
Точение в центрах
Прутковые детали (валы, оси) с отношением длины к диаметру обычно подвергают продольному точению в центрах с использованием проходных резцов. Деталь с просверленными осевыми отверстиями на торцах зажимают между центрами передней и задней бабок. Центр передней бабки устанавливают в шпинделе, а задний – в пиноли задней бабки. На одном из концов детали закрепляют хомутик при помощи винта так, чтобы палец входил в прорезь поводковой планшайбы. Планшайбу навинчивают на передний конец шпинделя.
При обработке длинных деталей для предохранения их от прогиба применяют направляющие приспособления – люнеты. Люнет может быть неподвижным (крепится на направляющих станины) и подвижным (устанавливается на каретке суппорта и двигается вместе с ней).
При обработке тяжелых и длинных деталей (из проката) один конец закрепляется в патроне, а другой поддерживается центром задней бабки. Это обеспечивает необходимую жесткость крепления детали и уменьшает износ центров.
Точение в патроне
Обработка деталей с соотношением проводится при закреплении их в патроне. Патроны бывают трех- и четырехкулачковые.
Трехкулачковый самоцентрирующий патрон используют обычно для закрепления симметричных деталей. В этом патроне захватывающие кулачки могут одновременно радиально перемещаться к центру или от него.
В четырехкулачковых патронах имеется независимое перемещение каждого из кулачков. Эти патроны используют для установки и закрепления деталей сложной и несимметричной формы.
Точение на планшайбе
Планшайба, навинчиваемая на шпиндель, используется при обработке несимметричных деталей и деталей сложной формы. Планшайба представляет собой диск с радиально прорезанными пазами. Обрабатываемая деталь укрепляется на планшайбе болтами. Иногда сначала ставят угольник и к нему прикрепляют обрабатываемую деталь. Закрепленная деталь уравновешивается противовесом.
Точение разделяется на черновое и чистовое. При черновом обтачивании снимается припуск 2-5 мм. Обтачивание производят проходными резцами (рис.1). Радиус закругления вершины черновых резцов R =0,5-1 мм, получистовых R =1,5-2 мм, для чистового точения R =3-5 мм.
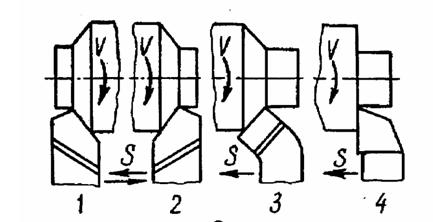
Рис.1. Схемы обтачивания
1 – продольное точение прямым проходным левым резцом
2 – продольное точение прямым проходным правым резцом
3 – продольное точение отогнутым правым резцом
4 – продольное точение упорно-проходным правым резцом
Припуски на чистовое обтачивание колеблются в пределах 1-2 мм и менее на сторону. Обтачивание ведут резцами с закругленной режущей кромкой и широкими резцами.
Для обтачивания торцовых поверхностей применяют подрезные резцы (рис.2). При обработке торцовых поверхностей заготовки закрепляют теми же способами, что и при обработке наружных цилиндрических поверхностей. При закреплении в патроне вылет заготовки должен быть минимальным. Для подрезки торца заготовки при закреплении ее с поджимом задним центром используют специальный срезанный опорный неподвижный центр.
Рис.2. Подрезание торцов резцами:
а) прямым проходным
б) отогнутым проходным
в) проходным упорным
г) подрезным
Растачивание предварительно просверленных или полученных при заготовительных операциях отверстий выполняют обдирочными и чистовыми (с загругленной режущей кромкой) резцами. Расточные резцы для сквозных отверстий имеют главный угол в плане меньше 90 о, у расточных резцов для глухих отверстий угол равен или несколько больше 90 о (рис.3).
Рис.3. Растачивание отверстия сквозного (а) и глухого (б) расточным
обдирочным резцом
Отрезание частей заготовок и протачивание кольцевых канавок производят отрезными резцами и прорезными (канавочными) резцами (рис.4).
Рис.4. Прорезка канавки прорезным резцом или отрезка отрезным резцом
Для обработки фасонных поверхностей применяются круглые и призматические фасонные резцы или копиры.
Обработка конических поверхностей
Обработка конических поверхностей может производиться следующими методами:
1.Посредством смещения корпуса задней бабки
2.Поворотом каретки верхнего суппорта
3.При помощи копировальной линейки
4.Обточки широким резцом
Обтачивание конических поверхностей поперечным смещением корпуса задней бабки (рис.5)
![]()
Рис.5. Точение конусов поперечным смещением корпуса задней бабки
1-поводковый патрон; 2- передний центр; 3- хомутик;
4- задний центр; 5- пиноль задней бабки; 6 – заготовка; 7 – резец
При этом способе смещают ось центров, сдвинув задний центр в поперечном направлении. Образующая обрабатываемой конической поверхности заготовки, установленной в центрах передней и задней бабки, будет параллельна линии центров станка.
Величину поперечного смещения корпуса задней бабки определяют по формуле:
где: d - диаметр малого основания конуса, мм; D – диаметр большого основания конуса, мм; L – длина всей обрабатываемой заготовки, мм; l – высота конической поверхности, мм.
Этим способом обрабатывают длинные наружные конические поверхности с небольшой конусностью с углом не более .
Недостатки способа : невозможность обработки внутренних конических поверхностей; возможность получения только пологих конусов; повышенный и неравномерный износ центров и центровых отверстий вследствие перекоса центров.
Обработка конических поверхностей поворотом каретки верхнего суппорта (рис.6).
Рис.6. Точение конусов поворотом каретки верхнего суппорта.
1- трехкулачковый патрон; 2 – заготовка; 3 – рукоятка для ручного перемещения верхнего суппорта; 4 – верхний суппорт с резцедержателем; 5 - резец
Этим способом обтачивают (и растачивают) короткие конические поверхности с любым углом конуса. Для этого каретку верхнего суппорта поворачивают на угол , равный половине угла при вершине обрабатываемого конуса. Обработку ведут с ручной подачей верхнего суппорта под углом к линии центров станка . Значение угла определяют из выражения:
Недостатки способа : применение ручной подачи, снижающей производительность труда и увеличивающей шероховатость обработанной поверхности; невозможность обтачивать конические поверхности, длина образующих которых превышает длину хода каретки верхнего суппорта (100-150 мм).
Обтачивание конической поверхности широким токарным резцом (рис.7).
Рис.7. Точение конусов широким токарным резцом
1 – трехкулачковый патрон; 2 – заготовка; 3 – задний центр; 4 – резец
Этим способом обтачивают короткие конические поверхности с длиной образующей не более 25-30 мм токарными проходными резцами, у которых главный угол в плане равен половине угла при вершине обтачиваемой конической поверхности. Длина главного режущего лезвия резца должна быть на 1-3 мм больше длины образующей конической поверхности. Обработку ведут с поперечной или продольной подачей резца. Способ широко используют при снятии фасок с обработанных цилиндрических поверхностей.
Недостатки способа : невозможность обрабатывать длинные конические поверхности, т.к. с увеличением длины детали возникают вибрации, повышающие шероховатость обрабатываемой поверхности; низкое качество обработанной поверхности.
4. 2. Основные типы токарных резцов
Токарные резцы классифицируют по ряду признаков.
1. По виду выполняемой работы или по технологическому признаку: проходные (1), подрезные(2), расточные(3), отрезные(4), резьбовые(5) и др.
2. По форме головки резца: прямые (1), отогнутые(2), изогнутые(3), оттянутые(4).
3. По направлению подачи: левые(1), правые (2).
Правым называется резец, у которого главная режущая кромка расположена со стороны большого пальца правой руки, наложенной ладонью на резец так, чтобы пальцы были направлены к вершине резца. При точении такими резцами стружка срезается с заготовки при перемещении суппорта справа налево.
Левым называется резец, у которого главная режущая кромка расположена со стороны большого пальца левой руки, наложенной ладонью на резец так, чтобы пальцы были направлены к вершине резца. При точении такими резцами стружка срезается с заготовки при перемещении суппорта слева направо.
4. По материалу режущей части: из быстрорежущей стали, твердого сплава.
5. По конструкции режущей части: цельные и составные (с припаянной пластинкой или с механическим креплением режущей пластинки).
4.3. Элементы и геометрические параметры токарного резца
Любой режущий инструмент состоит из двух частей: I - режущей части; II - крепежной части (рис.8).
Рис.8. Элементы токарного резца
На режущей части различают следующие элементы:
1-переднюю поверхность, по которой сходит стружка
2-главная задняя поверхность, примыкающая к главному лезвию
3-главное режущее лезвие
4-вершина резца
5-вспомогательная задняя поверхность, примыкающая к вспомогательному лезвию
6-вспомогательное режущее лезвие
4. 4. Геометрия резцов в статике
4.4.1. Координатные плоскости
Для осуществления процесса резания резец затачивают по передней и задней поверхностям. Для отсчета величины углов резца пользуются координатными плоскостями (рис.9, 10).
Основная плоскость (ОП) – плоскость, параллельная направлениям продольной (S пр ) и поперечной (S п ) подач. У токарных резцов основная плоскость совпадает, как правило, с нижней опорной поверхностью стержня резца.
Рис.9. Координатные плоскости
Плоскость резания (ПР) проходит через главное режущее лезвие резца, касательно к поверхности резания заготовки.
Главная секущая плоскость (NN ) проходит через произвольную точку главного режущего лезвия перпендикулярно к проекции главного режущего лезвия на основную плоскость.
Вспомогательная секущая плоскость проходит через произвольную точку вспомогательного режущего лезвия перпендикулярно к проекции вспомогательного режущего лезвия на основную плоскость.
Рис.10. Геометрические параметры режущей части прямого токарного
проходного резца
4.4.2. Углы токарного резца
Главные углы заточки резца измеряют в главной секущей плоскости.
Передним углом называют угол между передней поверхностью и плоскостью, перпендикулярной к плоскости резания, проведенной через главное режущее лезвие.
Задним углом называют угол между главной задней поверхностью резца и плоскостью резания.
Угол между передней и главной задней поверхностями называют углом заострения резца .
Угол между передней поверхностью и плоскостью резания называют углом резания .
Углы в плане определяются в основной плоскости.
Главный угол в плане - угол между проекцией главного режущего лезвия на основную плоскость и направлением подачи.
Вспомогательный угол в плане - угол между проекцией вспомогательного режущего лезвия на основную плоскость и направлением, противоположным направлению подачи.
Угол при вершине резца - угол между проекциями главного и вспомогательного режущих лезвий на основную плоскость.
Угол наклона главного режущего лезвия измеряют в плоскости, проходящей через главное режущее лезвие перпендикулярно к основной плоскости, между главным режущим лезвием и линией, проведенной через вершину резца параллельно основной плоскости.
Угол может быть положительным (вершина резца является низшей точкой главного режущего лезвия), отрицательным (вершина резца является высшей точкой главного режущего лезвия), или равен нулю.
Вспомогательные углы резца рассматриваются во вспомогательной секущей плоскости.
Вспомогательный задний угол - угол между вспомогательной задней поверхностью и плоскостью, проходящей через вспомогательную режущую кромку перпендикулярно к основной плоскости.
Назначение углов
Задний угол служит для уменьшения трения между задней поверхностью резца и деталью. С уменьшением трения уменьшается нагрев и износ инструмента, но при большом заднем угле резец ослабнет и может сломаться. С увеличением заднего угла чистота обработанной поверхности улучшается. Чем мягче металл, тем больше должен быть угол Угол при вершине резца
Передний угол оказывает большое влияние на виброустойчивость резца, которая резко снижается с уменьшением его величины (от нуля и ниже). Поэтому во избежание появления вибраций необходимо принимать передний угол 15-25°, причем обычно он делается равным углу врезания пластинки. В целях обеспечения завивания стружки и благоприятного отвода ее, рекомендуется переднюю поверхность резца делать или криволинейной, или с лункой. Для упрочнения главной режущей кромки целесообразно предусмотреть ленточку шириной 0,2-0,3 мм с отрицательным передним углом -3 - 5°. Однако не следует забывать, что такая ленточка допустима только при наличии достаточно жестких условий работы резца. 15 случае, если условия жесткости не позволяют применять упрочняющую ленточку с отрицательным углом, рекомендуется делать ее с положительным углом 5° для твердых и 10° для мягких и вязких материалов. Упрочняющая ленточка при небольшой ее ширине не оказывает влияния на величину сопротивления резанию, так как центр давления стружки выходит за границу ленточки в зону криволинейной передней поверхности, снабженной большим передним углом.
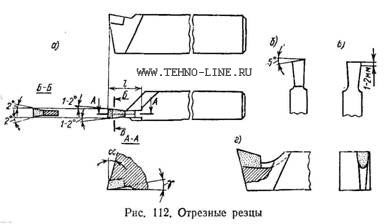
Рисунок 66 - Углы отрезного резца
В практике встречаются отрезные резцы, у которых передняя поверхность оформляется в виде двухгранного угла (рис. 66, б). Плоскости его наклонены к опорной плоскости под углом μ = 10÷15°. Линия пересечения этих плоскостей расположена параллельно опорной плоскости. Такая конструкция способствует лучшему врезанию резца в заготовку.
Задний угол
Задний угол главной режущей кромки принимается равным 8º но пластинке и 12° по державке.
Режущая кромка
Главная режущая кромка резца может быть оформлена в нескольких вариантах. Для отрезки крупных заготовок можно рекомендовать резец с двумя режущими кромками (рис. 66, в)². Они обеспечивают разделение стружки на две части, что облегчает отвод ее из зоны резания. Такая конструкция более подходит к резцам из быстрорежущей стали, тогда как для твердосплавных резцов она менее пригодна из-за сложности заточки и малой прочности режущей кромки.
Заслуживает внимания оформление главной режущей кромки под двумя углами φ (рис. 66, г). Такая форма облегчает врезание резца в заготовку и удлиняет ее кромку. Углы в плане φ принимаются в пределах 60-80° (ς = 30 ÷10º).
В том случае, если главная режущая кромка выполнена под углом φ = 90°, рекомендуется на ней снимать фаски размером f = 1÷1,5 мм под углом 45° с обеих сторон или же делать небольшие закругления (рис. 66, д).
В практике встречаются случаи, когда при отрезке нежелательно оставлять несрезанным цилиндрический отросток у сердцевины заготовки (например, при обработке на автоматах). Для срезания такого стержня режущая кромка оформляется под углом φ = 75 ÷80°.
Повышение виброустойчивости
Иногда отрезку заготовок производят резцом, у которого главная режущая кромка имеет вогнутую форму, полученную в результате вышлифовки лунки на главной задней поверхности (рис. 66, ж). Назначение такой формы - повышение виброустойчивости резца и возможность повышения величины подачи.
Тяжелые условия работы отрезных резцов заставляют, как правило, применять их в виде монолитной конструкции, тогда как сборные конструкции редко встречаются на практике.
- 4515 просмотров


