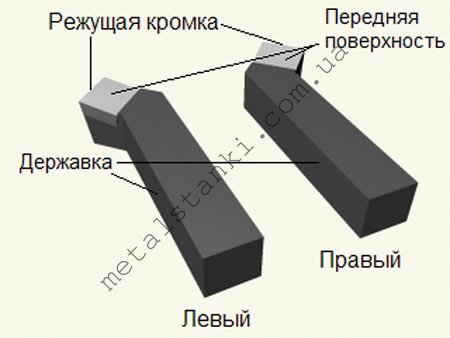
Резец токарный проходной отогнутый правый и левый ВК8,Т15К6
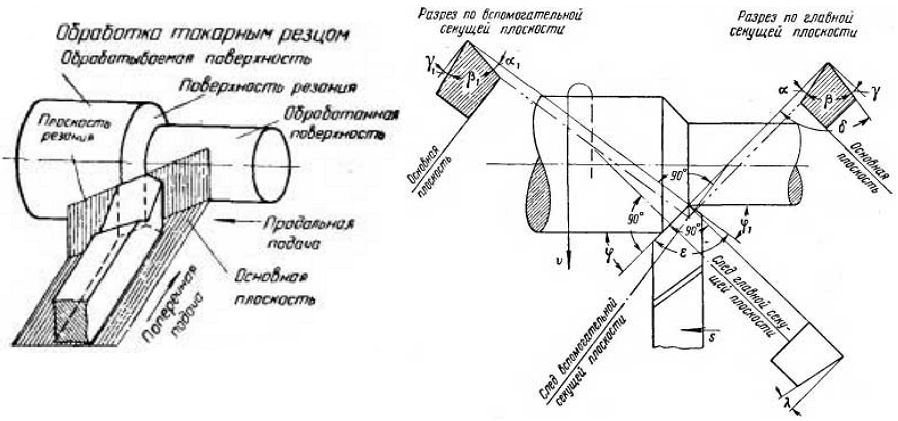
Среди всех разновидностей обработки металлов резанием токарная , пожалуй, является наиболее распространенной и часто применяемой. Она характеризуется тем, что с поверхности заготовки при помощи резцов, сверл и других инструментов, срезается определенный слой материала, в результате чего деталь приобретает необходимую геометрическую конфигурацию.
Когда в процессе токарной обработки осуществляется процесс резания, то вращение детали, зажатой в патроне, называется главным движением. При этом режущий инструмент перемещается относительно поверхности детали поступательно (благодаря чему и происходит снятие определенного слоя материала), и это движение называется движением подачи. Таким образом, на токарном оборудовании обработка цилиндрических, фасонных, резьбовых, конических и прочих поверхностей производится за счет комбинации главного движения и движения подачи.
Для осуществления токарной обработки деталей на современном оборудовании используются различные типы инструментов, одним из которых является проходной отогнутый резец .
С помощью проходных отогнутых резцов осуществляются такие операции, как обтачивание внешних поверхностей деталей с использованием продольной подачи, а также подрезание торцов и снятие фасок, что производится при помощи поперечной подачи.
Все выпускаемые в Российской Федерации проходные отогнутые резцы , рабочая часть которых оснащена пластинами из быстрорежущей стали, должна соответствовать требованиям ГОСТ 18868-73 .
Требования к режущим инструментамСовременные токарные станки это технологическое оборудование, на котором используется режущий инструмент самых различных типов. При этом следует учитывать, что именно инструмент функционирует в намного более жестких условиях, чем любая деталь станка. По этой причине к материалу, из которого выпускается режущий инструмент для токарных станков, предъявляются очень серьезные требования.
Основным требованием, которое предъявляется к нему, является высокая степень твердости. Значение этого показателя должно быть как минимум не ниже того, которым обладает заготовка: в противном случае он не сможет производить резание, а будет сминаться сам.
Поскольку в процессе обработки деталей режущий инструмент испытывает на себе большие силы трения, то ему надлежит быть износостойким.
Во время резания в виде тепла выделяется масса тепловой энергии, и поэтому режущий инструмент для того, чтобы сохранять свои рабочие свойства в условиях высоких температур, должен быть теплостойким.
Само собой разумеется, что к основным качествам режущего инструмента необходимо также отнести высокую механическую прочность. Она необходима для того, чтобы успешно воспринимались большие силы резания.
Тот материал, из которого изготавливается токарный режущий инструмент, должен хорошо работать как на сжатие, так и на изгиб. Ему также надлежит хорошо прокаливаться и шлифоваться.
Согласно общему правилу, проходные отогнутые резцы устанавливаются в токарных станках таким образом, чтобы их режущая часть располагалась точно по центру обрабатываемой детали. Впрочем, от линии центров допускаются и отклонения, которые должны составлять не более одной сотой доли диаметра заготовки.
Затачивание токарного инструмента может проводиться при изготовлении этого инструмента, и всегда при работе с ним, то есть по мере износа. Для этого используется специализированное заточное оборудование, при обязательном охлаждении. Уровень заточки токарных резцов серьезно влияет на качество обрабатываемой поверхности.
Резец проходной отогнутый используется для обтачивания наружных поверхностей деталей вращения, куда относятся конические поверхности большой длины, цилиндрические валики и прочие вещи. В отличие от прямых, резцы проходные отогнутые получили большее распространение, так как они обладают универсальными возможностями в работе. У них более высокая жесткость и благодаря своей форме, они могут обрабатывать детали даже в сложнодоступных местах. Они применяются для создания деталей, черновой и чистовой обработки заготовок в машиностроении и станкостроении, практически в каждой профессиональной токарной мастерской резец проходной отогнутый является незаменимым инструментом для обработки.
фото:резцы токарные проходные отогнутые
Работа данным инструментом осуществляется как при продольной, так и при поперечной подаче. Им можно осуществлять обточку поверху самой заготовки, снимать фаски и подрезать торцы, то есть, все основные операции, которые могут пригодиться в данном деле. Они относятся к широкопрофильным инструментам и имеют несколько различных вариаций по размерам и другим параметрам. Они хорошо проявляют себя в работе с жесткими деталями. Резец проходной отогнутый изготавливается согласно ГОСТ 18868-73.
Виды токарных проходных отогнутых резцов
Инструменты этого типа можно подразделить на чистовые и черновые виды. Чистовые обладают значительно большим радиусом закругления. Это позволяет получить более точно обработанную поверхность. Их используют на конечной стадии производства и для создания относительно небольших деталей. Если нужно добиться особой гладкости и чистоты, то, как правило, применяют лопаточные резцы, которые помогают добиться лучших результатов.
Черновые применяются для грубой обработки. Радиус закругления у них ниже, но и крепость заметно выше. Они отлично подходят для тех случаев, когда требуется снимать большое количество металла с заготовки. Рабочий ресурс у них значительно выше, поэтому, с экономической точки зрения обработка двумя видами резцов выходит значительно выгоднее. Точность у них меньше, но первый этап снятия они сделают быстрее.
Помимо этого, можно еще выделить такие виды как резец проходной отогнутый правый и левый. Здесь они отличаются расположением режущей кромки, как и на многих других разновидностей данных инструментов.
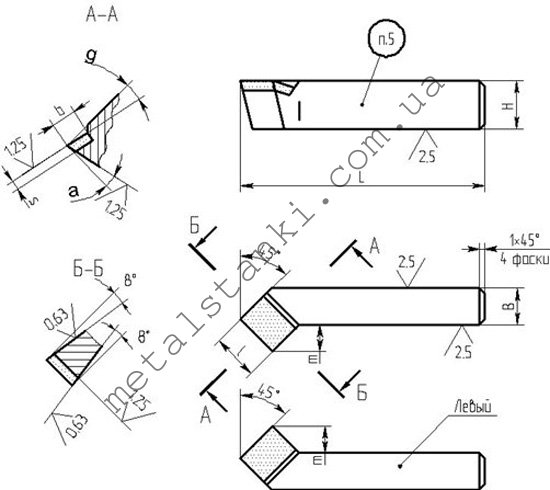
Основные размеры проходных отогнутых резцов
| Высота,мм | Ширина,мм | Длина,мм |
|---|---|---|
| 16 | 10 | 110 |
| 20 | 12 | 120 |
| 25 | 16 | 140 |
| 25 | 20 | 170 |
| 32 | 25 | 170 |
| 40 | 25 | 200 |
| 40 | 32 | 240 |
| 40 | 40 | 240 |
| 50 | 40 | 240 |
| 50 | 50 | 240 |

Резец проходной отогнутый изготавливается преимущественно из твердосплавных материалов, ведь в основном заготовки состоят из жестких материалов, но также могут использоваться и инструменты из быстрорежущей стали.
Геометрия проходного отогнутого резца
Основной рабочей частью резца является его головка, которая располагается на стержне. Он вставляется в резцедержатель для последующей работы. На передней поверхности головки имеется поверхность, которая обеспечивает сход стружки. Также существует две задние кромки вспомогательная и основная. Ими называют те поверхности, которые обращены к детали, подвергающейся обработке.
Основная работа резания осуществляется главной режущей кромкой. Данная часть образуется на пересечении главной задней и передней поверхности инструмента. В конструкции предусмотрена и вспомогательная режущая кромка, образовавшаяся на пересечении вспомогательных передней и задней поверхностей. Пересечение вспомогательной и главной режущей кромки образует вершину резца. В каждой модели создается свой уникальный угол, который делает изделие более подходящим для тех или иных целей. К примеру, для обработки детали ступенчатого типа требуется резец с углом в 90 градусов.
Выбор проходного отогнутого резца
Резцы проходные токарные отогнутые выпускаются в нескольких вариантах, в которых отличаются размеры, материал резца и другие параметры. При выборе следует обращают внимание на то, с какими заготовками придется иметь дело. Если в производстве используется широкий круг деталей, то следует иметь не один резец проходной изогнутый, а целый набор для различных случаев.
Размер изделия подбирается согласно размерам заготовки. Наиболее распространенными являются средние варианты, которые не требуют замены для большинства работ с различными видами изделий. «Совет профессионалов! Частая замена резцов приводит к большой потере времени в работе и к простою оборудования, так что следует заранее определяться с наиболее оптимальными вариантами.»
Относительно материала здесь наблюдается простая тенденция, когда мягкие и незакаленные сорта металла обрабатывают резцы проходные отогнутые левые и правые, которые сделаны из быстрорежущей стали. Он более дешевые, но менее практичные, если речь идет о жестких материалах. В данном случае следует использовать резец проходной отогнутый с резцом из твердосплавных материалов. Они отлично противостоят вибрациям и температуре, которая повышается во время работы, поэтому, срок их службы намного дольше.
Режимы резания
Резец токарный проходной отогнутый используется в достаточно простых режимах работы. Им осуществляется продольные и поперечные движения, в зависимости от профиля обработки. Выбрать и заказать саморезы для металлического профиля по самой выгодной цене в Украине можно на Stream. Рекомендуется для начала сделать черновую обработку одним инструментом, предназначенным именно для этой цели, а далее сделать уже чистовой проход по практически готовой поверхности. Если в черновой обработки постепенно снимается толщина до нескольких миллиметров, то при чистовой этот показатель идет в десятых долей миллиметра за несколько проходов.
Маркировка
На примере такого инструмента, как резец проходной отогнутый Т15К6 можно рассмотреть пример маркировки. Рабочая поверхность здесь выполнена из твердосплавных материалов, которые относятся к титановольфрамовой группе. Содержание кобальта (К6) составляет 6%, а карбида титана (Т15) – 15%.
Производители
- ЧИЗ (Чернигов, Украина);
- Укрметиз (Украина);
- Intertool (Китай);
- ООО «Мелитополь инструмент»;
- Seco (Швеция).
Проходные отогнутые резцы:Видео
Специалисты, которые часто пользуются резцами для токарного станка при выполнении работ по металлу, а также те, кто занимается продажей этих изделий или снабжением машиностроительных предприятий, прекрасно осведомлены о том, каких видов бывают эти инструменты. Тем же, кто нечасто сталкивается в своей практике с токарными резцами, достаточно сложно разобраться в их видах, представленных на современном рынке в большом разнообразии.
Виды токарных резцов для обработки металла
Конструкция токарного резца
В конструкции любого резца, используемого для , можно выделить два основных элемента:
- державка, при помощи которой инструмент фиксируется на станке;
- рабочая головка, посредством которой выполняется обработка металла.
Рабочую головку инструмента формируют несколько плоскостей, а также режущих кромок, угол заточки которых зависит от характеристик материала изготовления заготовки и типа обработки. Державка резца может быть выполнена в двух вариантах своего поперечного сечения: квадрат и прямоугольник.

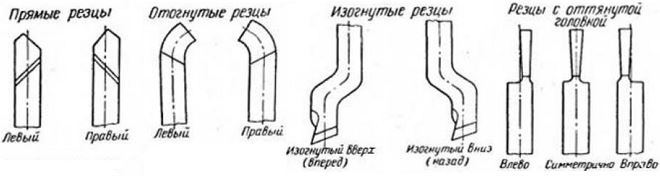
По своей конструкции, резцы для токарной обработки подразделяются на следующие виды:
- прямые - инструменты, у которых державка вместе с их рабочей головкой располагаются на одной оси, либо на двух, но параллельных друг другу;
- изогнутые резцы - если посмотреть на такой инструмент сбоку, то явно видно, что его державка изогнута;
- отогнутые - отгиб рабочей головки таких инструментов по отношению к оси державки заметен, если посмотреть на них сверху;
- оттянутые - у таких резцов ширина рабочей головки меньше, чем ширина державки. Ось рабочей головки такого резца может совпадать с осью державки либо быть относительно нее смещенной.
Классификация резцов для токарной обработки
Классификация токарных резцов регламентируется требованиями соответствующего ГОСТ. Согласно положениям данного документа, резцы причисляется к одной из следующих категорий:
- цельный инструмент, полностью изготовленный из . Существуют также резцы, которые изготавливаются целиком из , но используются они крайне редко;
- резцы, на рабочую часть которых напаивается пластина, выполненная из твердого сплава. Инструменты данного типа получили наибольшее распространение;
- резцы со сьемными твердосплавными пластинами, которые крепятся к их рабочей головке при помощи специальных винтов или прижимов. Используются резцы данного типа значительно реже по сравнению с инструментами других категорий.
(нажмите, чтобы увеличить)
Различаются резцы и по направлению, в котором совершается подающее движение. Так, бывают:
- токарные инструменты левого типа - в процессе обработки они подаются слева направо. Если положить сверху на такой резец левую руку, то его режущая кромка будет располагаться со стороны отогнутого большого пальца;
- правые резцы - тип инструмента, получившего наибольшее распространение, подача которого осуществляется справа налево. Для идентификации такого резца, на него необходимо положить правую руку - его режущая кромка будет располагаться, соответственно, со стороны отогнутого большого пальца.

В зависимости от того, какие работы выполняются на токарном оборудовании, резцы подразделяются на следующие типы:
- для выполнения чистовых работ по металлу;
- для черновых работ, которые также называются обдирочными;
- для получистовых работ;
- для выполнения тонких технологических операций.
В статье мы рассмотрим весь спектр и определим назначение и особенности каждого из них. Важное уточнение: к какому бы типу ни относились резцы, в качестве материала их режущих пластин используются определенные марки твердых сплавов: ВК8, Т5К10, Т15К6, значительно реже Т30К4 и др.
Используют инструмент с прямой рабочей частью для решения тех же задач, что и резцы отогнутого типа, но он менее удобен для снятия фасок. В основном таким инструментом для (к слову, не получившим широкого распространения) обрабатывают внешние поверхности цилиндрических заготовок.

Державки таких резцов для токарного станка выполняются в двух основных типоразмерах:
- прямоугольная форма – 25х16 мм;
- квадратная форма – 25х25 мм (изделия с такими державками используются для выполнения специальных работ).
Такие типы резцов, рабочая часть которых может быть отогнута в правую или левую сторону, используют для обработки на токарном станке торцевой части заготовки. С их помощью также снимают фаски.

Державки инструментов данного вида могут быть выполнены в различных размерах (в мм):
- 16х10 (для учебных станков);
- 20х12 (этот размер считается нестандартным);
- 25х16 (наиболее распространенный типоразмер);
- 32х20;
- 40х25 (изделия с державкой такого размера изготавливаются преимущественно под заказ, их практически невозможно найти в свободной продаже).
Все требования к резцам по металлу данного назначения оговорены в ГОСТ 18877-73.
Такие инструменты для токарного станка по металлу могут изготавливаться с прямой или отогнутой рабочей частью, но на этой конструктивной особенности не акцентируют внимание, а просто называют их проходными упорными.

Проходной упорный резец, с помощью которого на токарном станке выполняется обработка поверхности цилиндрических заготовок из металла, является наиболее востребованным видом режущего инструмента. Конструктивные особенности такого резца, который выполняет обработку заготовки вдоль оси ее вращения, позволяют даже за один проход снимать с ее поверхности значительное количество лишнего металла.
Державки изделий данного вида также могут быть выполнены в различных размерах (в мм):
- 16х10;
- 20х12;
- 25х16;
- 32х20;
- 40х25.
Данный инструмент для токарного станка по металлу также может быть выполнен с правым или левым отгибом рабочей части.
Внешне такой подрезной резец очень напоминает проходной, но у него другая форма режущей пластины – треугольная. При помощи таких инструментов для заготовки обрабатывают по направлению, перпендикулярному оси их вращения. Кроме отогнутых, есть и упорные виды таких токарных резцов, но область их применения очень ограничена.

Резцы данного типа могут быть изготовлены со следующими размерами державок (в мм):
- 16х10;
- 25х16;
- 32х20.
Отрезной резец считается наиболее распространенным типом инструмента для токарного станка по металлу. В полном соответствии со своим названием используется такой резец для отрезки заготовок под прямым углом. С его помощью также прорезают канавки различной глубины на поверхности детали из металла. Определить, что перед вами именно отрезной резец для токарного станка, достаточно просто. Его характерной чертой является тонкая ножка, на которую и напаяна пластина из твердого сплава.

В зависимости от конструктивного исполнения выделяют право- и левосторонние виды отрезных резцов для токарного станка по металлу. Отличить их друг от друга очень просто. Для этого необходимо перевернуть резец режущей пластиной вниз и посмотреть, с какой стороны располагается его ножка. Если с правой, то он правосторонний, а если слева, то, соответственно, левосторонний.
Различаются такие инструменты для токарного станка по металлу еще и по размерам державки (в мм):
- 16х10 (для небольших учебных станков);
- 20х12;
- 20х16 (самый распространенный типоразмер);
- 40х25 (такие массивные токарные резцы сложно найти в свободной продаже, в основном их изготавливают под заказ).
Резьбонарезные резцы для наружной резьбы
Назначение таких резцов для токарного станка по металлу – нарезание резьбы на наружной поверхности заготовки. Данными серийными инструментами нарезают метрическую резьбу, но можно изменить их заточку и нарезать с их помощью резьбу другого вида.

Режущая пластина, устанавливаемая на таких токарных резцах, имеет копьевидную форму, изготавливается она из сплавов, которые были указаны выше.
Такие резцы делают в следующих типоразмерах (в мм):
- 16х10;
- 25х16;
- 32х20 (используются очень редко).
Такими резцами для токарного станка можно нарезать резьбу только в отверстии большого диаметра, что объясняется их конструктивными особенностями. Внешне они напоминают расточные резцы для обработки глухих отверстий, но не стоит их путать, так как они принципиально отличаются друг от друга.

Выпускаются такие резцы по металлу в следующих типоразмерах (в мм):
- 16х16х150;
- 20х20х200;
- 25х25х300.
Державка этих инструментов для токарного станка по металлу имеет квадратное сечение, размеры сторон которого можно определить по двум первым цифрам в обозначении. Третья цифра – это длина державки. От данного параметра зависит глубина, на которую можно нарезать резьбу во внутреннем отверстии заготовки из металла.
Такие резцы можно использовать только на тех токарных станках, которые оснащены приспособлением, называемым гитарой.
Расточные резцы для обработки глухих отверстий
Расточными резцами, режущая пластина которых имеет треугольную форму (как и у подрезных), выполняют обработку глухих отверстий. Рабочая часть инструментов этого типа выполнена с изгибом.

Державки таких резцов могут иметь следующие размеры (в мм):
- 16х16х170;
- 20х20х200;
- 25х25х300.
Максимальный диаметр отверстия, которое можно обработать при помощи такого токарного резца, зависит от размера его державки.
Расточные резцы для обработки сквозных отверстий
Такими резцами, рабочая часть которых выполнена с изгибом, обрабатываются сквозные отверстия, предварительно полученные при помощи сверления. Глубина отверстия, которое можно обработать на станке при помощи инструмента данного вида, зависит от длины его державки. Слой металла, который снимается при этом, приблизительно равен величине отгиба его рабочей части.

На современном рынке представлены расточные резцы следующих типоразмеров, требования к которым оговариваются в ГОСТ 18882-73 (в мм):
- 16х16х170;
- 20х20х200;
- 25х25х300.
Сборные резцы для токарных станков
Рассматривая основные типы токарных резцов, нельзя не упомянуть инструменты со сборной конструкцией, которые относятся к универсальным, так как могут быть оснащены режущими пластинами различного назначения. Например, закрепляя на одной державке режущие пластины различного типа, можно получить резцы для под различными углами.

Как правило, такие резцы применяются на станках с ЧПУ или же на специальных станках и служат для контурного точения, расточки глухих и сквозных отверстий и прочих специализированных работ.
Резцы проходные являются наиболее распространённым инструментом при токарной обработке. В этой статье мы рассмотрим, как изготовить такой резец своими руками, какие бывают проходные резцы, их углы установки и углы режущих кромок и другие нюансы.
Эта статья будет продолжением серии статей на сайте о токарных станках, о инструментах и приспособлениях для токарной обработки в гаражной мастерской. О приспособлениях для токарных станков я уже писал и желающие могут почитать о них и . Ну а о грамотной заточке и доводке токарных резцов своими руками советую почитать и посмотреть видео вот в
А в этой статье мы подробно рассмотрим об основном инструменте при токарной обработке — проходном резце.
Для начала рассмотрим какие бывают проходные резцы, из чего их изготавливают, их углы заточки, способы крепления твёрдосплавных пластинок этих резцов и другие нюансы. А в конце будет рассказано и показано как изготовить своими руками отогнутый проходной резец со сменной твёрдосплавной пластинкой в домашних условиях.
Резец проходной предназначен для продольного обтачивания наружных цилиндрических поверхностей, а для токарной обработки уступов и торцевых поверхностей служат подрезные резцы. Однако некоторые типы проходных (такой как я сделал в видеоролике под статьёй и на рисунке 1 ниже) и подрезных резцов используют как для продольного, так и для поперечного обтачивания поверхностей.
Проходные резцы бывают чистовые и черновые. Черновые резцы предназначены для грубого обтачивания заготовок, так называемой обдирки (и поэтому некоторые их называют обдирочными). А чистовые резцы предназначаются для окончательной обработки поверхностей и получения более высокого класса обработки поверхности заготовки. Ниже мы подробно рассмотрим виды проходных резцов.
Токарные отогнутые проходные резцы .
Такие резцы наиболее распространены в токарной обработке из-за удобства и широких возможностей и именно как я изготовил такой резец, мной был заснят видеоролик, который можно посмотреть под этой статьёй. Благодаря отогнутой головке, такие резцы позволяют обработать поверхность детали, которая расположена очень близко от кулачков токарного патрона.
I — продольное протачивание, II — поперечное протачивание
И используются такой резец проходной как для продольного (см. рисунок 1.I), так и для поперечного точения (рисунок 1.II).Такие резцы выполняют правыми и левыми, в зависимости от того, в какую сторону отогнута головка.
Прямые проходные резцы.
I — правый проходной резец, II — левый проходной резец
Эти резцы предназначены для продольного обтачивания деталей. Также как и отогнутые резцы, могут быть как правые (см. рисунок 2.I), которые применяются при обычном направлении движения суппорта станка, так и левые (рисунок 2.II), которые применяют при точении в направлении от передней бабки к задней.
Прямые проходные резцы наиболее просты в изготовлении из-за простой (не отогнутой) формы державки.
Упорные проходные резцы.
I — подрезание торцовых поверхностей (уступов), II — торцовое обтачивание.
Эти резцы служат для продольного обтачивания деталей (см. рисунок 3.I) и одновременного подрезания торцовых поверхностей уступов (в конце прохода). Если развернуть резцедержатель с таким резцом на некоторый угол (см. рисунок 3.II) о можно использовать такой резец и для торцового обтачивания торца детали.
Наиболее широко применяются упорные проходные резцы при обработке нежёстких деталей, а также ступенчатых заготовок.
Чистовые проходные резцы .
I — для обтачивания открытых мест, II — для обтачивание труднодоступных мест.
Такие резцы используются в основном для обтачивания с малой подачей и отличаются они от обычных проходных резцов большим радиусом закругления (r=2-5 мм).
Для обтачивания открытых мест на деталях используют прямые резцы, которые работают в обе стороны (см. рисунок 4.I). А для обтачивания труднодоступных мест используют отогнутые резцы (см. рисунок 4.II), как правые, так и левые.
Чистовые проходные широкие резцы .
Эти резцы предназначены для чистового обтачивания деталей, причём с большими подачами. Но при этом эти резцы обычно снимают очень малый слой металла с заготовки.
b — ширина режущей кромки, s — подача.
При больших подачах (s
Ниже будет рассмотрены различные варианты проходных резцов, которые отличаются друг от друга в зависимости от крепления режущих пластинок.
Токарные резцы с механическим креплением режущих пластинок.
Крепление пластинок в специальном гнезде разрезанной пружинящей державки.
Конструкция таких резцов, (которые были разработаны ещё в прошлом веке в институте технологии в ГДР) предусматривает крепление твёрдосплавных пластинок симметричной формы в разрезанных державках, с помощью одного или двух винтов (с внутренним шестигранником). Такие проходные резцы показаны на рисунке ниже.
Закрепление этой пластинки осуществляется за счёт заклинивания её между штифтом 3 и задней опорной стенкой державки с помощью специального клина 5 и винта 4. При этом пластинка надёжно и плотно прижимается к опорной поверхности корпуса резца (державки).
Как показано на рисунке, пластинка при изготовлении на заводе снабжается выкружкой для завивания стружки и ещё упрочняющей фаской на передней поверхности (ширина фаски 0,2 — 0,3 мм). Причём передний угол на выкружке положительный и необходимое значение задних углов обеспечивается за счёт установки пластинки под нужным углом на корпусе державки (угол составляет примерно 15 — 18° относительно оси державки).
Описанная конструкция крепления сменной пластинки немного сложна для самостоятельного выполнения в домашних условиях, да и не подойдёт она для слишком мелких резцов небольших токарных станков (например школьных «тэвашек»), так как все детали придётся делать очень мелкими. Поэтому для более мелких резцов можно закрепить сменную пластинку более простым способом, как сделал я в видеоролике под этой статьёй.
И если сделать ступеньку на державке достаточно точно, и точно просверлить отверстие для зажимного винта, то есть добиться того, чтобы при затяжке винта пластинка плотно притягивалась своей задней гранью к ступеньке (буртику на державке) то такое крепление, не смотря на свою простоту, довольно надёжное.
К тому же ступенька выполнена так, что при нагрузке задняя кромка пластинки заклинивается в ступеньке, ведь ступенька и опорная площадка под пластинку сделаны с углом (примерно 10 — 15° по отношению к оси державки). Державку желательно изготовить из углеродистой стали 40Х, 40Х13, или из стали 45, 50.
Изготовление отогнутых резцов с помощью штампа. 1 — матрица, 2 — давящий паунсон.
Причём державка отогнутого резца изготовлена (и показана мной в видеоролике ниже) не методом гибки, как делают это на заводе с помощью специальных штампов и как показано на рисунке слева, а более простым способом, просто вырезанием и обтачиванием из куска стали.
Многогранные пластинки выпускают трёх, четырёх, пяти, и шестигранной формы. Ну а размеры проходных резцов с многогранными пластинками практически не отличаются от размеров резцов с припаянными твёрдосплавными пластинками той же высоты.
Трёхгранные пластинки имеют углы равные 80º, при рабочих вершинах, и они используются для проходных упорных резцов с главным углом в плане φ=90º (см. рисунок под буквой а ниже).
Часто в производстве для того, чтобы обрабатывать различные ступенчатые валики и разнообразные нежесткие детали применяют резец проходной. При работе этим инструментом черновые проходы получаются с меньшим радиусом закругления, чем чистовые проходы. При необходимости получить идеально гладкие поверхности используют лопаточный резец проходной.
Резец проходной применяют для наружного продольного чистового и чистового обтачивания различных деталей. При этом для черновой обработки применяют более высокие скорости резания, и стружка снимается большего размера, чем при чистовом обтачивании.
Резец проходной может быть отогнутым, упорным и прямым. А по направлению подачи существуют правые и левые инструменты. При этом левые используют для обработки наружных поверхностей в направлении слева направо, правые – справа налево.
Прямой резец проходной имеет главные углы в плане равные φ = 75, 60 и 450, отогнутый резец φ = 400-450 а упорный инструмент φ = 900. Параметр главный угол в плане, является очень важным, от его величины зависит допускаемая скорость возможной резки и стойкость всего резца в целом, при этом, чем меньше угол, тем выше допускаемая скорость и стойкость резца. Однако, часто при минимальных значениях этой характеристики возможно возникновение вибраций при недостаточной жесткости конструкции станка, закрепляющих деталей или самого инструмента. Так при достаточной жесткости применяют отогнутый резец проходной, который наиболее широко распространен в связи с тем, что позволяет делать не только продольное, но даже и поперечное обтачивание. Если жесткость недостаточна, используют упорные резцы, которые позволяют обрабатывать детали с уступами небольших размеров и широко применяются для обработки нежестких деталей.
Другим, не менее важным параметром является вспомогательный угол в плане. Он оказывает влияние на скорость резания, на шероховатость обтачиваемой по-верхности и снижает участие вспомогательной режущей кромки во всем процессе. При произведении черновой обработки это значение для инструмента выбирают 10-150.
Следующая важная характеристика такого инструмента, как резец проходной – ра-диус закругления. Он влияет на стойкость резца и прочность режущей кромки. Увеличение этого параметра снижает шероховатость обрабатываемой поверхности, однако вызывает при этом увеличение нагрузки на сам резец проходной, что способствует возникновению вибрации. Так оптимальными считаются радиус для инструментов с твердосплавными пластинками 0,5 мм при сечении державки рав-ном 10 ммх16 мм и 12 ммх20 мм, 1 мм для сечений 16 ммх25 мм и 20 ммх32 мм, 1,5 мм для резцов имеющих сечение 25 ммх40 мм и 30 ммх45 мм.
Форма же передней поверхности резца зависит от обрабатываемого материала, необходимого характера обработки, варианта подачи изделия и ряда других усло-вий. Так, например, плоская форма заточки и положительный угол применяется на всех типах быстрорежущих и твердосплавных резцов, рекомендуется для обработки чугуна. При этом резец проходной из быстрорежущей стали имеет подачу при точении стали менее 0,2 мм/об.
Плоская форма с отрицательным передним углом применяется для резцов имеющих пластинки из твердых сплавов при обработке стали более 80 кгс/мм2, при наличии жесткой технологической системы.
Очень часто резец проходной дополнительно упрочняют, снимая для этого фаску 0,2-1,2 мм с отрицательным углом до -50 вдоль режущей кромки. Плоская форма с присутствием фаски применяется для инструмента изготовленного из быстроре-жущей стали, при использовании его для точения стали со скоростью подачи более 0,2 мм/об, а также для резцов из твердого сплава для обработки стали с σв меньше или равном 80 кгс/мм2 , а также с σв более и равном 80 кгс/мм2 при наличии не-жесткой системы. Применяется для обработки стали и стального литья, а также для ковких чугунов.
Однако при работе таким инструментом, образуется большое количество опасной, малозавитой и неудобной для перевозки стружки. При этом существует большая вероятность того, что она намотается на деталь и станет опасной для рабочего. Чтобы избежать этого, стружку завивают, изготавливая переднюю часть резца с выкружкой радиусом от 3 мм до 18 мм, причем для обработки деталей с меньшей прочностью выбирают меньшее значение радиуса. Таким образом, получают резец проходной следующей формы.
Резец проходной, имеющий радиусную форму с фаской, предназначен для всех видов инструмента изготовленных из быстрорежущей стали, кроме фасонных со сложным профилем режущих кромок, а также для инструмента с твердосплавными пластинками при подаче со скоростью более 0,3 мм/об для необходимой обработки стали с σв более и равном 80 кгс/мм2.
Не зависимо от эксплуатируемого резца, для того, чтобы он дольше не выходил из строя и работал с наибольшей эффективностью, применяют огромное количество самых разных дополнительных насадок и разнообразных вспомогательных при-способлений. Они призваны предохранять инструмент, а также упрощают весь тех-нологический процесс, что особенно важно при обработке деталей, имеющих сложную конструкцию.
Метчик
 Метчик - режущий инструмент для нарезания резьбы в предварительно просвер-ленном отверстии. Метчик представляет собой цилиндрический валик, имеющий на одном конце режущие кромки. Другой конец метчика (хвостовик) предназначен для закрепления в патроне или удержания его в воротке во время работы.
Метчик - режущий инструмент для нарезания резьбы в предварительно просвер-ленном отверстии. Метчик представляет собой цилиндрический валик, имеющий на одном конце режущие кромки. Другой конец метчика (хвостовик) предназначен для закрепления в патроне или удержания его в воротке во время работы.
Основные типы метчиков:
Ручные - предназначены для нарезания резьб вручную комплектом, состоящим из двух или трех штук;
Гаечные - для нарезания за один проход полной резьбы в сквозных отверстиях;
Машинные - для нарезания резьбы главным образом в глухих отверстиях на сверлильных станках, автоматах и специальных агрегатных станках (В основном выпускаются штучные, но бывают и в комлектах из 2-х или 3-х штук);
Станочные - для получения резьбы в сквозных отверстиях на гайконарезных стан-ках; бесканавочные (раскатники) - для нарезания за один проход резьбы в сквозных отверстиях;
Автоматные - для нарезания резьбы в гайках на гайконарезных автоматах;
плашечные и маточные - для нарезания резьбы и калибровки и удаления заусен-цев в резьбовых отверстиях круглых плашек.
Типы резьб: M, G, Rc, K, Tr, UNF, UNJF, BSW/BSF, BSP, NPT, NPTF, BSPTr, NGT.
Материал для изготовления метчиков - легированная инструментальная и быст-рорежущая сталь.


