Metode za dobijanje konusnih površina. Velika enciklopedija nafte i gasa
1. Široki rezač
Prilikom obrade osovina često dolazi do prijelaza između obrađenih površina koje imaju konusni oblik, a na krajevima se obično uklanjaju ivice. Ako dužina konusa ne prelazi 25 mm, onda se može obraditi širokim rezačem (slika 2).
Ugao nagiba reznog ruba rezača u planu mora odgovarati kutu konusa na radnom komadu. Rezač se dovodi u poprečnom ili uzdužnom smjeru.
Treba imati na umu da pri obradi konusa rezačem sa reznom ivicom dužom od 10-15 mm može doći do vibracija čiji je nivo veći, što je dužina radnog komada veća, to je njegov prečnik manji, a što je manji ugao nagiba stošca. Kao rezultat vibracija, na obrađenoj površini se pojavljuju tragovi, a njezin kvalitet se pogoršava. To je zbog ograničene krutosti sistema: alatna mašina - učvršćenje - alat - dio (AIDS). Prilikom obrade krutih dijelova sa širokim rezačem, vibracije mogu biti odsutne, ali se u isto vrijeme rezač može pomaknuti pod djelovanjem radijalne komponente sile rezanja, što dovodi do kršenja podešavanja rezača na traženi nagib ugao.
Prednosti metode:
1. Jednostavan za postavljanje.
2. Nezavisnost ugla nagiba a na dimenzije radnog komada.
3. Sposobnost obrade vanjskih i unutrašnjih konusnih površina.
Nedostaci metode:
1. Ručno uvlačenje.
2. Ograničenje dužine generatrise konusa dužinom rezne ivice rezača (10–12 mm). Sa povećanjem dužine reznog ruba rezača, javljaju se vibracije koje dovode do stvaranja površinske valovitosti.
2. Okretanjem gornjeg klizača čeljusti
 Konusne površine sa velikim nagibima mogu se obraditi okretanjem gornjeg klizača čeljusti sa stubom alata pod uglom a, jednak kutu nagiba obrađenog konusa
Konusne površine sa velikim nagibima mogu se obraditi okretanjem gornjeg klizača čeljusti sa stubom alata pod uglom a, jednak kutu nagiba obrađenog konusa
(Sl. 3).
Ploča okretne čeljusti, zajedno s gornjim klizačem, može se rotirati u odnosu na poprečni klizač, za to se otpušta matica vijaka za pričvršćivanje ploče. Kontrola ugla rotacije sa tačnošću od jednog stepena vrši se prema podelama rotacione ploče. Položaj čeljusti je fiksiran steznim maticama. Davanje se vrši ručno pomoću ručke pokreta gornje sanke.
Na ovaj način se obrađuju konične površine čija je dužina srazmjerna dužini hoda gornjeg klizača (do 200 mm).
Prednosti metode:
1. Jednostavan za postavljanje.
2. Nezavisnost ugla nagiba a na dimenzije radnog komada.
3. Obrada konusa sa bilo kojim uglom nagiba.
4. Sposobnost obrade vanjskih i unutrašnjih konusnih površina.
Nedostaci metode:
1. Ograničenje dužine generatrise konusa.
2. Ručno uvlačenje.
Napomena: Neki strugovi (16K20, 16A30) imaju mehanizam za prenos rotacije na vijak gornjeg klizača čeljusti. Na takvoj mašini, bez obzira na ugao rotacije, moguće je postići automatsko ubacivanje gornjeg klizača.
3. Pomak tijela stražnjeg dijela mašine
Konične površine velike dužine sa
a= 8-10° može se obraditi kada je zadnji stožac pomaknut, čija se vrijednost određuje na sljedeći način (slika 4):
H= L×sin a ,
gdje H - iznos pomaka stražnje batine;
L- razmak između potpornih površina središnjih rupa.
Iz trigonometrije je poznato da je za male uglove sinus praktično jednak tangentu ugla. Na primjer, za ugao od 7º, sinus je 0,120, a tangenta 0,123. Metoda pomaka stražnje šipke obrađuje izratke s malim kutom nagiba, tako da možemo pretpostaviti da je sin a=tg a. Onda
H= L×tg a = L×( D –d)/2l .
Radni komad je instaliran u centrima. Tijelo stražnje batine se pomoću zavrtnja pomiče u poprečnom smjeru tako da obradak postaje „iskošen“. Kada je ubacivanje nosača čeljusti uključeno, rezač, koji se kreće paralelno s osi vretena, brusit će konusnu površinu.
Količina pomaka stražnje batine određena je skalom odštampanom na kraju osnovna ploča sa strane zamašnjaka, i rizik na kraju kućišta stražnjeg nosača. Vrijednost podjele na skali je obično 1 mm. U nedostatku skale na osnovnoj ploči, pomak stražnje batine se očitava sa ravnala pričvršćenog na osnovnu ploču. Iz gotovog dijela može se odrediti položaj stražnjeg dijela za konusnu obradu. Gotov dio (ili uzorak) se ugrađuje u središta mašine i tailstock pomiče se sve dok generatriksa konusne površine ne bude paralelna sa smjerom uzdužnog kretanja čeljusti.
Da bi se osigurala ista konusnost serije ovako obrađenih dijelova, potrebno je da dimenzije izratka i njihovih središnjih rupa imaju neznatna odstupanja. Budući da pomak centara mašine uzrokuje habanje središnjih rupa obratka, preporučuje se prvo obraditi konusne površine, zatim ispraviti središnje rupe i onda napraviti konačnu završna obrada. Da biste smanjili lomljenje središnjih rupa, preporučljivo je koristiti loptice. Rotaciju radnog komada prenosi pogonska stezna glava i obujmice.
Prednosti metode:
1. Mogućnost automatskog hranjenja.
2. Dobivanje radnih komada srazmerne dužine sa dimenzijama mašine.
Nedostaci metode:
1. Nemogućnost obrade unutrašnjih konusnih površina.
2. Nemogućnost obrade čunjeva pod velikim uglom ( a³10º). Dozvoljeno je pomicanje stražnje batine za ±15 mm.
3. Nemogućnost korištenja središnjih rupa kao osnovnih površina.
4. Zavisnost od ugla a na dimenzije radnog komada.
4. Korištenje kopirnog (konusnog) ravnala
Obrada konusnih površina pomoću kopir mašina je uobičajena (slika 5).
Ploča 1 je pričvršćena na okvir mašine, sa kopirnim ravnalom 2, duž kojeg se kreće klizač 4, spojen na poprečni nosač gornjeg nosača 5 mašine pomoću šipke 6. Za slobodno kretanje nosača u poprečnom smjeru, potrebno je odvojiti vijak za poprečno uvlačenje. Prilikom pomicanja uzdužnog nosača 8 duž vodilica okvira 7, rezač prima dva pomaka: uzdužni od nosača i poprečni od kopirnog ravnala 2. Količina poprečnog pomaka zavisi od kuta rotacije ravnala za kopiranje 2. Kut rotacije ravnala određen je podjelama na ploči 1, ravnalo je pričvršćeno vijcima 3. Rezač se dovodi do dubine reza pomoću ručke za pomicanje gornjeg klizača čeljusti.
Metoda omogućava visokoučinkovitu i preciznu obradu vanjskih i unutrašnjih konusa sa uglom nagiba do 20º.
Prednosti metode:
1. Mehaničko napajanje.
2. Nezavisnost ugla konusa a na dimenzije radnog komada.
3. Mogućnost obrade vanjskih i unutrašnjih površina.
Nedostaci metode:
1. Ograničavanje dužine generatrike konusa dužinom lenjira konusa (na mašinama srednje snage - do 500 mm).
2. Ograničenje ugla nagiba skalom ravnala kopije.
Za obradu čunjeva sa velikim uglovima nagiba kombinuju se pomak zadnjeg stožca i podešavanje duž lenjira konusa. Da biste to učinili, ravnalo se zakreće do maksimalnog dopuštenog kuta rotacije. a´, a pomak stražnje batine se računa kao pri okretanju konusa, u kojem je ugao nagiba jednak razlici između datog ugla a i ugao rotacije lenjira a´, tj.
H= L×tg ( a – a´) .
Tokarenje konusnih površina može se izvesti na različite načine, ovisno o veličini konusa, o konfiguraciji i dimenzijama obratka:
Okretanjem gornjeg klizača čeljusti(Sl. 200, a). Saonice / gornja čeljust se zakreću oko vertikalne ose čeljusti za ugao suženja a.
Okretanje konusne površine izvodi se ručno pomicanjem rezača duž generatrikse stošca rotacijom ručnog kotača 2. Na ovaj način se obrađuju i vanjske i unutrašnje površine pod bilo kojim uglom konusnosti i sa obradnom dužinom manjom od hoda gornjeg klizača čeljusti.
Offset kućište stražnje batine(Sl. 200, b). Tijelo stražnje kuke je pomaknuto u poprečnom smjeru u odnosu na klizač za iznos ft, zbog čega se os obratka postavljenog u centrima formira s linijom centara, a time i sa smjerom uzdužnog pomaka čeljusti, ugao konusa obrađene površine a. Generator konusne površine kod ove instalacije je paralelan uzdužnom pomaku rezača.
Sa dužinom konusne površine / i dužinom obratka L Formulom se određuje količina potrebnog pomaka tijela stražnje batine
h = L sin a.
Rice. 200. Šeme za obradu konusnih površina
Za male vrijednosti a: sin a≈tga, dakle,
h = L tga = L (D - d) /2 l
At l=L

Ova metoda se koristi za okretanje plitkih konusnih površina (ugao a ne veći od 8°).
Nedostatak ove metode je što se zbog pogrešnog položaja središnjih rupa obratka na centrima stroja, središnje rupe obratka i sami centri brzo troše.
Za izradu preciznih konusnih površina ova metoda nije prikladna.
Korištenje suženog ili kopirnog ravnala(Sl. 200, in). Konusni lenjir / je fiksiran sa zadnje strane mašine na nosačima 2. Lenjir je postavljen pod zadatim uglom a. Klizač 3 slobodno leži na ravnalu, povezan sa poprečnim klizačem čeljusti. Poprečni klizač čeljusti se prethodno odvoji od donjeg nosača čeljusti odvrtanjem poprečnog zavrtnja.
Uz uzdužno pomicanje čeljusti, rezač prima rezultirajući pokret: zajedno s uzdužnim poprečnim pomicanjem zbog kretanja klizača 3 duž linije /. Rezultirajuće kretanje je usmjereno duž generatrise konične površine.
Ova metoda se koristi za okretanje konusnih površina pod uglom do 12°.
Uz pomoć rezača širokog oblika. Rezna sečiva rezača su postavljena pod uglom konusa a obrađene površine u odnosu na liniju centara mašina paralelno sa generatrisom konične površine.
Tokarenje se može izvesti i uzdužnim i poprečnim pomakom.
Ova metoda je prikladna za obradu kratkih vanjskih i unutrašnjih konusnih površina s dužinom generatriksa ne većom od 25 mm, budući da na velikim dužinama generatriksa dolazi do vibracija, što dovodi do loše obrađene površine.
Obrada oblikovanih površina
Kratko oblikovane površine (ne više od 25-30 mm) obrađeni oblikovanim rezačima: okruglim, prizmatičnim i tangencijalnim.
Preciznost obrade oblikovanih površina prizmatičnim glodalima okruglog oblika, koji rade sa jednom tačkom u centru i sa bazom paralelnom sa osi dela, zavisi od tačnosti proračuna korekcije profila alata prema profilu dela. (obično je tačnost proračuna korekcije do 0,001 mm). Međutim, ova izračunata preciznost se odnosi samo na čvorne tačke profila rezača.
Na konusnom presjeku obrađenog dijela nalazit će se krivolinijske generatrice sa ukupnom greškom Δ. Ukupna greška Δ sastoji se od dvije komponente Δ 1 i Δ 2 . Greška Δ 1 svojstveno oblikovanim rezačima zbog ugradnje samo jedne točke u visini centra i položaja drugih točaka ispod središnje linije, što dovodi do formiranja hiperboloida na dijelu umjesto cilindra ili konusa. Da bi se otklonila greška Δ 1, potrebno je ugraditi oštricu za rezanje u centar sa svim tačkama, odnosno u istoj ravni sa osom dijela.
Greška Δ 2 se javlja samo pri radu sa okruglim rezačima. Dakle, okrugli rezač za obradu stožaste površine je skraćeni stožac, presiječen ravninom (prednja površina), paralelna s osi konusa, ali ne prolazi kroz os. Stoga, oštrica rezača ima konveksan hiperbolički oblik. Ova konveksnost je greška Δ 2 . Za prizmatični rezač, greška Δ 2 je nula. U prosjeku, greška Δ 2 je 10 puta veća od vrijednosti Δ 1 . Uz visoke zahtjeve za preciznošću obrade, treba koristiti prizmatična rezača.
Tangencijalni rezači se uglavnom koriste za završnu obradu dugih nečvrstih dijelova, jer se obrada ne odvija odmah duž cijele dužine dijela, već postupno.
Dugački oblikovani profili se obrađuju pomoću mehaničkih kopir mašina postavljenih na poleđini okvira na posebnom nosaču na isti način kao i ravnalo za fotokopir aparat (Sl. 200, in). U tim slučajevima, kopir aparat ima oblikovan profil.
Mehanički fotokopirni uređaji imaju takve nedostatke kao što su složenost proizvodnje termički obrađenog fotokopirnog uređaja, značajni napori na mjestu kontakta krekera ili valjka kopir mašine sa radnom površinom kopir mašine.
To je dovelo do široke upotrebe hidrauličnih i elektromehaničkih fotokopirnih mašina sa servo pogonom.
Kod hidrauličkih mašina za kopiranje, postoji mali napor na mestu kontakta između vrha poluge i kopir mašine, što omogućava da se kopir mašina napravi od mekih materijala.
Hidraulične kopirne mašine pružaju tačnost kopiranja od ±0,02 do ±0,05 mm. 284
Stranica 1
Obrada konusnih površina na strugovima izvodi se na tri načina.
Obrada konusnih površina je poseban slučaj oblikovanog tokarenja (sl.
Obrada konusnih površina tokom podešavanja mašine ponekad zahteva neke proračune. Ova metoda se koristi, na primjer, pri obradi iskosa.
Obrada konusnih površina vrši se: a) širokim rezačem; b) okretanjem gornjeg klizača čeljusti; c) pomjeranje stražnje kočnice; d) pomoću ravnala.
Obrada konusnih površina može se obaviti širokim rezačem, okretanjem gornjeg klizača čeljusti, pomjeranjem tijela stražnjeg dijela, korištenjem konusnog ravnala. Obrada konusnih površina (vidi sliku 237) vrši se pomicanjem stražnjeg dijela u poprečnom smjeru pri obradi dugih i nježnih vanjskih čunjeva s nagibom do 8 °C.
Obrada konusnih površina metodom pomicanja stražnje kočnice se široko koristi, jer u ovom slučaju nije potrebna specijalnih uređaja a obrada se može izvesti na bilo kojoj strugi. Kako bi se izbjeglo neravnomjerno trošenje središnjih rupa prilikom obrade preciznih konusa, ponekad se umjesto konusa koristi poseban kuglični centar sa sferičnom površinom.
| Rezanje u centrima. |
Obrada konusnih površina može se obaviti širokim rezačem, okretanjem gornjeg klizača čeljusti, pomjeranjem tijela stražnjeg dijela, korištenjem konusnog ravnala.
| Metode okretanja konusa. |
Obrada konusnih površina metodom pomicanja stražnje šipke ima široku primjenu, jer u ovom slučaju nisu potrebni posebni uređaji i obrada se može izvesti na bilo kojoj tokarilici.
Obrada konusnih površina na rotacionim mašinama može se izvesti na više načina.
Metode obrade konusnih površina. Obrada konusnih površina na strugovima izvodi se na sljedeće načine: okretanjem gornjeg klizača čeljusti, poprečnim pomicanjem tijela stražnje šipke, pomoću konusnog ravnala, sa posebnim širokim rezačem.
Uz pomoć okretanja gornje sanke čeljusti, brusiti kratke konične površine s različitim uglovima nagiba a. Gornji klizač čeljusti je podešen na vrijednost ugla nagiba prema podjelama primijenjenim po obodu potporne prirubnice čeljusti. Ako a in Na crtežu dijela ugao nagiba nije određen, tada se određuje formulom: i tablicom tangenti.
Dodavanje ovim načinom rada vrši se ručno okretanjem ručke vijka gornjeg klizača čeljusti. Uzdužni i poprečni klizači moraju biti zaključani u ovom trenutku.
Konične površine sa malim konusnim uglom sa relativno velikom dužinom radnog komada ručka With primjenom poprečnog pomaka tijela stražnje kočnice. Ovim načinom obrade, rezač se pomiče uzdužnim pomakom na isti način kao i kod okretanja cilindričnih površina. Konusna površina nastaje kao rezultat pomaka stražnjeg središta obratka. Kada je zadnji centar pomaknut „udaljeno od vas“, prečnik D velika baza konusa formira se na desnom kraju obratka, a kada se pomakne "prema sebi" - na lijevoj strani. Količina poprečnog pomaka kućišta stražnje kočnice b određuje se formulom: gdje L- udaljenost između centara (dužina cijelog radnog komada), l- dužina konusnog dijela. At L = l(konus duž cijele dužine obratka). Ako su K ili a poznati, onda , ili
Pomak stražnjeg kućišta novac proizvedeno korištenjem podjela primijenjenih na kraju osnovne ploče i rizika na kraju kućišta stražnje šipke. Ako na kraju ploče nema pregrada, tada se tijelo stražnje batine pomiče pomoću mjernog ravnala.
Tapering pomoću konusnog ravnala izvodi se uz istovremenu implementaciju uzdužnih i poprečnih pomaka rezača. Uzdužno pomicanje se vrši, kao i obično, od trkaćeg valjka, a poprečno se vrši pomoću konusnog ravnala. Ploča je pričvršćena na ležaj mašine , na kojoj je postavljeno konusno ravnalo . Lenjir se može rotirati oko prsta pod potrebnim uglom a° u odnosu na os radnog predmeta koji se obrađuje. Položaj ravnala je fiksiran vijcima . Klizač koji klizi duž ravnala spojen je na donji poprečni dio čeljusti pomoću stezne šipke . Da bi ovaj dio čeljusti slobodno klizio po svojim vodilicama, odvaja se od nosača , uklanjanjem ili onemogućavanjem vijka za poprečno uvlačenje. Ako je kolica sada obaviještena o uzdužnom pomaku, tada će potisak pomicati klizač duž konusnog ravnala. Budući da je klizač spojen na poprečni klizač čeljusti, oni će se, zajedno sa rezačem, kretati paralelno sa suženim ravnalom. Dakle, rezač će obraditi konusnu površinu s kutom nagiba jednakim kutu rotacije konusnog ravnala.
Dubina reza se podešava pomoću ručke gornjeg klizača čeljusti, koja se mora zarotirati za 90° od svog normalnog položaja.
Rezni alati i uslovi rezanja za sve razmatrane metode obrade konusa su slični onima za tokarenje cilindričnih površina.
Konusne površine sa kratkim konusnim dužinama mogu se obraditi specijalni široki rezač sa uglom u planu koji odgovara uglu konusa. Pomak rezača u ovom slučaju može biti uzdužni ili poprečni.
§ jedan. Opće informacije
1. Opseg čunjeva. Uz cilindrične dijelove u mašinstvu, dosta su rasprostranjeni dijelovi sa konusnim površinama. Primjeri njih su konusi centara, drške za bušilice, upuštači, razvrtači. Za montiranje ovih alata, prednje dijelove rupe vretena i pera strug takođe imaju konusni oblik.
Međutim, upotreba čunjeva nije ograničena na alate za rezanje. Mnogi dijelovi strojeva imaju konusne površine.
Široka upotreba konusnih spojeva objašnjava se nizom njihovih prednosti.
1. Pružaju visoku preciznost centriranja dijelova.
2. Čvrstim kontaktom nežnih čunjeva dobija se fiksna veza.
3. Promjenom aksijalnog položaja dijelova konusnog spoja, možete podesiti razmak između njih.
2. Konus i njegovi elementi. Konus je geometrijsko tijelo čija se površina dobiva rotacijom prave linije (generatora), koso smještene na os rotacije (Sl. 129, a).
Tačka presjeka generatrise sa osom naziva se vrh konusa.
Ravnine okomite na osu stošca nazivaju se baze.
Postoje puni i skraćeni čunjevi. Prvi se nalazi između baze i vrha, drugi - između dvije baze (velike i manje).
Konus karakteriziraju sljedeći elementi: prečnik veće osnove D; manji prečnik osnove d; dužina l; ugao nagiba a između generatrike i ose konusa; ugao konusa 2a između suprotnih generatora.
Osim toga, u radnim crtežima konusnih dijelova često se koriste koncepti konusa i nagiba.
Konus je omjer razlike između promjera dvaju poprečnih presjeka konusa i udaljenosti između njih. Određuje se formulom
Nagib je omjer razlike polumjera dvaju poprečnih presjeka konusa i udaljenosti između njih. Određuje se formulom
Iz formula (9) i (10) se vidi da je nagib jednak polovini konusa. 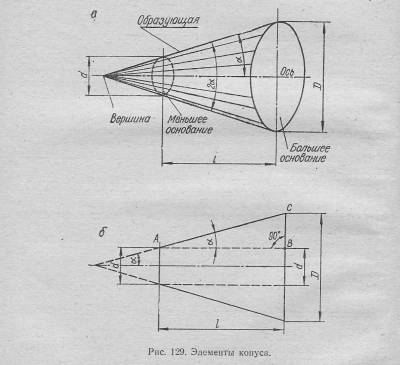
Trigonometrijski, nagib je jednak tangentu ugla nagiba (vidi sl. 129, b, trougao ABC), tj.
Na crtežu (sl. 130) konus je označen znakom<, а уклон -, острие которых направляется в сторону вершины конуса. После знака указывается отношение двух цифр. Первая из них соответствует разности диаметров в двух принятых сечениях конуса, вторая для конусности- расстояние между сечениями, для уклона - удвоенной величине этого расстояния.
Konus i nagib se ponekad zapisuju decimalnim brojevima: 6,02; 0,04; 0,1, itd. Za konus, ove brojke odgovaraju razlici u prečniku konusa na dužini od 1 mm, za nagib - razlici u polumjerima na istoj dužini.
Za obradu punog konusa dovoljno je znati dva elementa: promjer baze i dužinu; za krnji konus - tri elementa: prečnici veće i manje baze i dužina. Umjesto jednog od navedenih elemenata može se specificirati ugao nagiba a, nagib ili konus. U ovom slučaju, gornje formule (9), (10) i (11) se koriste za određivanje dimenzija koje nedostaju. 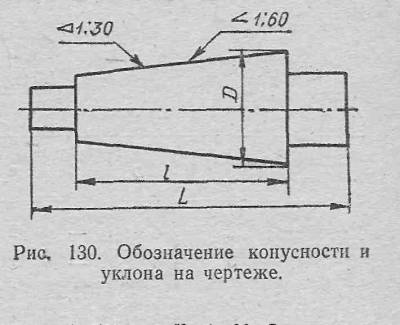
Primjer 1. Dat je konus sa d=30 mm, /=500 mm, K=1: 20. Odrediti veći prečnik konusa.
Rješenje. Iz formule (9)
Primjer 2. Dat je konus, u kojem je D = 40 mm, l = 100 mm, a = 5, Odredite manji promjer konusa.
Rješenje. Iz formule (11)
Prema tabeli tangenta nalazimo tg5°=0,087. Dakle, d=40-2*100X X0,87=22,6 mm.
Primer 3. Odrediti ugao nagiba a, ako su na crtežu naznačene dimenzije konusa: D-50 mm, d=30 mm, /=200 mm.
Rješenje. Po formuli (11)
Iz tablice tangenti nalazimo \u003d 2 50.
Primjer 4. Dat je konus u kojem je D = 60 mm, / = 150 mm, K = 1: 50. Odredite kut nagiba a.
Rješenje. Pošto je nagib upola manji, možemo napisati:
Prema tablici tangenta, nalazimo \u003d 0 30.
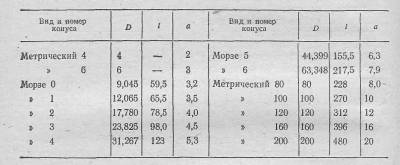
3. Normalni čunjevi. Konusi čije su veličine standardizirane nazivaju se normalnim. Tu spadaju Morzeovi konusi, metrički, konusi za ljuske razvrtača i upuštača sa konusom od 1:50 0, za konusne klinove sa konusom 1:50, za konusne navoje sa konusom od 1:16, itd.
U mašinstvu se najviše koriste alat Morse i metrički konusi, čije su glavne dimenzije date u tabeli. 13. 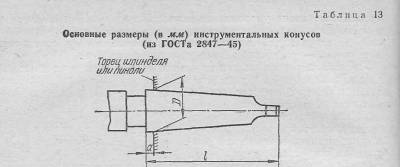
Veličine Morzeovih konusa izražene su u razlomcima. To je zbog činjenice da je po prvi put standard za njih usvojen u inčnom sistemu mjerenja, koji je sačuvan do danas. Morzeovi čunjevi imaju drugačiji konus (otprilike 1 20), metrički konusi su isti - 1:20.