Mašina za stražnju stolicu 1k62
Omogućuju vam izvođenje svih potrebnih operacija tokarenja, bušenja i rezanja pet vrsta navoja - metričkih, inčnih, modularnih, koraknih i arhimedskih.
Važna karakteristika je velika krutost vretena postavljenog na posebne ležajeve, što omogućava obradu kaljenih čeličnih blankova. Mašina takođe omogućava rad uz upotrebu udarnih opterećenja.
Glavne prednosti 1K62:
- Snažan elektromotor.
- Visoka krutost konstruktivnih jedinica.
- Veliki raspon brzina obrade.
- Visoke performanse.
- Minimalna vibracija.
Ispod specifikacije mašina 1K62 pruža mogućnost izvođenja širokog spektra operacija prve grupe tačnosti "H".
| Specifikacije - mašina 1K62 | Opcije |
| Prečnik obrade iznad ležišta, mm | 400 |
| Prečnik obrade preko čeljusti, mm | 220 |
| Udaljenost između centara | 1000 / 1500 |
| Klasa tačnosti prema GOST 8-82 | H |
| Veličina unutrašnjeg konusa u vretenu | Morse 6 M80* |
| Kraj vretena prema GOST 12593-72 | 6K |
| Prečnik otvora vretena, mm | 55 |
| 300 | |
| Maksimalna masa dijela fiksiranog u centrima, kg | 1300 |
| Maksimalna masa radnog komada pričvršćenog u steznu glavu, kg | 23 |
| Broj koraka brzine vretena unazad | 12 |
| Granice frekvencija direktne rotacije vretena, min-1 | 12,5 - 2000 |
| Granice frekvencije obrnutog okretanja vretena, min-1 | 19 - 2420 |
| Broj radnih koraka dodavanja - uzdužni | 42 |
| Broj koraka radnih dovoda - poprečni | 42 |
| Granice radnih pomaka - uzdužno, mm / rev | 0.7 - 4,16 |
| Granice radnih posmaka - poprečno, mm / rev | 0,035-2,08 |
| Broj rezanih metričkih navoja | 45 |
| Broj rezanih inča navoja | 28 |
| Broj rezanih modularnih navoja | 38 |
| Broj navoja koje treba rezati | 37 |
| Broj niti koje treba rezati - Arhimedova spirala | 5 |
| Maksimalni obrtni moment, kNm | 2 |
| Najveći pomak pera, mm | 200 |
| Poprečni pomak tijela, mm | ±15 |
| Najveći presek rezača, mm | 25 |
| Snaga motora glavnog pogona | 10 kW |
| Snaga elektromotora pogona brzih pokreta nosača, kW | 0,75 ili 1,1 |
| Snaga pumpe za hlađenje, kW | 0,12 |
| Ukupne dimenzije mašine (D x Š x V), mm | 2812/3200x1166x1324 |
| Težina mašine, kg | 3035 |
1K62 pripada klasi frontalnih strojeva - dizajniranih za rad s radnim komadima velikog promjera, ali relativno kratke dužine. Zbog mogućnosti poprečnog podešavanja zadnje grede, moguće je okretanje blagih konusa. Zahvaljujući prisutnosti brave, greda se može spojiti na donji dio čeljusti za povećanu funkcionalnost pri bušenju dijelova i radnih komada.
23 režima brzine u rasponu od 12,5 do 2000 o/min pružaju široke mogućnosti obrade i namenu mašine - tokarenje metala bilo koje tvrdoće. Prebacivanje načina rada vrši se u mjenjaču sa izmjenjivim zupčanicima. Mašina je opremljena asinhroni elektromotor 10 kW (2000 o/min), napajanje čeljusti osigurava pomoćni motor snage 1 kW (1400 o/min). Motori su opremljeni termalnim relejima za sprječavanje pregrijavanja. Velika snaga i širok izbor brzina obezbeđuju visoku efikasnost mašine i pri snažnom i pri brzom sečenju.
U skladu sa zahtjevima GOST br. 8-82, ova mašina pripada prvoj grupi tačnosti "H". Samocentrirajuće stezne glave s tri čeljusti (promjer - 250 mm) ili četveročeljusti (400 mm) mogu se koristiti za pričvršćivanje radnih komada.
Analogi mašina
Trenutno je mašina van proizvodnje, ali nastavlja da se široko koristi u radionicama i servisima za proizvodnju pojedinačnih i malih proizvoda. Nema problema s nabavkom rezervnih dijelova - proizvodi se širok raspon komponenti i dijelova za analoge stroja 1K62 i drugih modela. Većina dijelova i pribora su zamjenjivi, pogodni za mnoge modifikacije opreme.
U dizajnu mnogih modernih analoga koriste se moderne verzije komponenti. Izvršene su promjene na električnoj opremi. Od najčešćih modela analoga stroja 1K62, može se primijetiti 1K62D s povećanom rupom za vreteno (10 mm više nego u 1K62), kao i nedostajući puž koji pada u zaštitnom mehanizmu pregače. Osim toga, to su gotovo identični modeli.
Moderniji analog je model 1K625. Od najvažnijih poboljšanja vrijedi istaknuti povećani promjer obrade obratka iznad ležišta (do 500 mm) i iznad nosača (do 250 mm). Maksimalni hod kolica je također povećan za obradu velikih dijelova. Generalno, ovo je ista mašina dizajnirana 1971. godine, koja je i danas tražena kako u velikim radionicama tako i u garažama.
SVRHA RADA
Svrha rada je upoznavanje sa uređajem, kinematikom i radom univerzalnog tokaričkog stroja za narezivanje vijaka model 1K62, opremom koja se koristi, podešavanje i podešavanje mašine za obavljanje nekih uobičajenih operacija.
Radna sekvenca
1) Savladavanje teoretskog dela - izučavanje uređaja, kinematike i rada mašine prema sledećim tekstovima, crtežima, dijagramima i direktno na mašini.
2) Detaljno upoznavanje sa mašinom, uključujući uključivanje pogona u praznom hodu.
3) Izvođenje pojedinačnih poslova za proračun podešavanja i podešavanje mašine (sa pristupom po potrebi mašini) i sastavljanje izveštaja o radu.
4) Podešavanje i podešavanje mašine za obavljanje određenog posla.
PAŽNJA: boravak u blizini mašine i rad sa njom dozvoljen je samo u prisustvu nastavnika ili laboratorijskog asistenta!
Upoznavanje sa svrhom, tehničko
Karakteristike, opšti raspored i rad mašine
Namjena stroja i korištenih reznih alata
Osnovna namjena strugova za narezivanje vijaka, koji su najsvestraniji strojevi grupe za struganje, je obrada različitih dijelova ograničenih površinama rotacije, uključujući narezivanje navoja, u uvjetima pojedinačne (pojedinačne) i male proizvodnje. Na mašinama je moguće dobiti delove iz komadnih i šipkastih materijala. Radni komadi mogu biti dugi (dijelovi tipa osovine) i kratki (dijelovi tipa diska).
Na stroju model 1K62 moguće je brušenje vanjskih cilindričnih, konusnih i oblikovanih površina; bušenje unutrašnjih cilindričnih i konusnih površina; rezni krajevi; bušenje, upuštanje i razvrtanje rupa; rezanje različitih cilindričnih navoja rezačem (različiti profili; specificirani u metričkim ili inčnim sistemima; spoljašnji i unutrašnji; desni i levi; jednostruki i višestruki), kao i čeonih navoja; narezivanje navoja sa slavinama i matricama.
Za okretanje vanjskih površina koriste se glodala; kratko oblikovane površine obrađuju se rezačima širokog oblika, žljebovi - sa žljebovima. Dosađivanje je urađeno dosadni rezači, navoj - navoj, rezanje - rezanje. Dobivanje i obrada rupa moguća je uz pomoć svrdla, upuštača i razvrtača.
Tehničke karakteristike mašine
Visina središta, mm …………………………………………………………………………………………… ..... 215
Najveći prečnik obrade, mm *
iznad kreveta ……………………………………………………………………………….. 400
iznad čeljusti ..................................................................................................... 220
Najveći prečnik obrađene šipke, mm *……………… 45
Najveći rastojanje između centara, mm *......….………….. 710
Najveći uzdužni hod čeljusti, mm……..……..…………… 640
Konus provrta vretena *………………………………………… Morse br. 6
Granice brzine vretena, min -1 (o/min):
direktna (desna) rotacija (23 opcije)………12.5-2000
obrnuta (lijeva) rotacija (12 opcija)………………..19-2420
Vrijednosti uzdužnih pomaka, mm/obr. (48 opcija)……………0,07-4,16
Vrijednosti poprečnih pomaka, mm/obr. (48 opcija)………..0.035-2.08
Izrezane niti:
metrički korak, mm………….….……….….….1-192
modularni sa modulom, mm ………..………………..………..…0,5-48
inčni navoj po 1" ……………………………………..…… 24-2
postavljen sa brojem parcela.......….……………………..….…. 96-1
Snaga glavnog elektromotora, kW ……….….…….……… 10
Bilješka.
Podaci označeni sa *, kao i najveća brzina vretena, najveća visina alata i težina mašine, GOST određuje kao glavne parametre strugova za urezivanje vijaka.
Uređaj i rad mašine
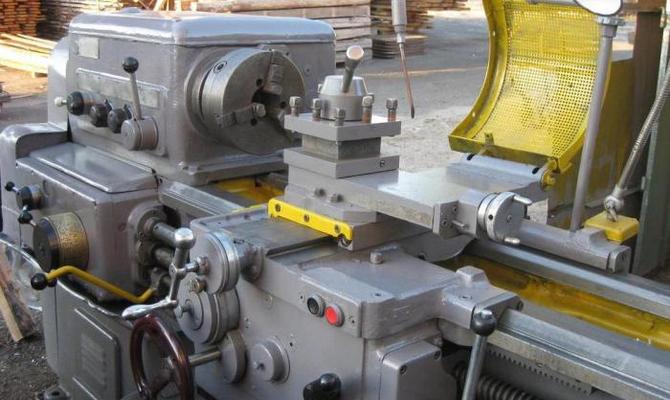
Raspored mašine (sl. 1 i 3) obezbeđuje ugradnju dela duž horizontalne ose i kretanje alata u horizontalnoj ravni. Sve pokretne i fiksne jedinice mašine su montirane na ram A koji se nalazi na dva postolja T. Na levoj strani rama je fiksiran stožer B. na koji je fiksiran radni komad. Za pričvršćivanje kratkih radnih komada koriste se stezne glave i prednje ploče. Ako se za dobivanje dijelova koristi materijal šipke, onda se provlači kroz rupu u vretenu i učvršćuje pomoću stezne glave ili steznog mehanizma. Dugi dijelovi (osovina) su postavljeni u centrima, od kojih se jedan nalazi u prednjem konusnom dijelu otvora vretena, a drugi u otvoru uvlačne repne osovine.
Rice. jedan. Opšti oblik mašinski alat
Stražnji dio B se nalazi na okviru sa desne strane. Može se pomicati duž vodilica i fiksirati na potrebnoj udaljenosti od glave, ovisno o dužini dijela. Prilikom obrade kratkih dijelova i šipkastog materijala moguće je izbušiti, upuštati i razvrtati središnji otvor u dijelu, za šta se ugrađuje odgovarajući alat u osovinu stražnjeg dijela (umjesto centra). Alati se ubacuju u pero direktno ili uz pomoć adapterskih čaura ili stezne glave.
Između prednjeg i stražnjeg nosača glave na vodilicama kreveta, postavljena je potporna grupa (ili jednostavno: oslonac), dizajnirana da učvrsti alat i prenese mu uzdužne i poprečne pokrete pri podesivoj brzini (pomaci) i brzi (pokreti pri ugradnji ). Čvorovi i dijelovi potporne grupe montirani su na kolica (uzdužni ili donji klizač) D sa pričvršćenom pregačom. Na vodilicama kolica se nalaze poprečni klizači D sa rotirajućim delom E. Rotacioni deo ima vođice na kojima se nalaze gornji (rezni) klizači K. Na gornjem klizaču je ugrađen držač rezača I. U njega se mogu učvrstiti četiri rezača držač alata nosača. Okretanjem držača alata svaki od rezača se može postaviti u radni položaj. Rotacijski dio i gornji klizač omogućavaju pomicanje rezača pod kutom u odnosu na os obratka. Ovo kretanje na mašini 1K62 se izvodi ručno. Dodatni držač alata za alat za urezivanje ili odvajanje može se pričvrstiti na stražnju stranu poprečnog klizača.
Za informiranje stražnje šipke o mehaničkom pomaku tokom bušenja i izrade rupa, predviđena je brava koja povezuje čeljust sa bazom stražnje šipke, tako da se stražnja šipka kreće istom brzinom kao i čeljust.
Pored glavčine na vertikalnim pločama ležaja, učvršćena je kutija za dovod P. Omogućava potrebne brzine za uzdužna i poprečna kretanja alata. Kretanje osovine za prijem kutije za dovod prenosi se iz vretena kroz seriju zupčanika i gitaru zamjenjivih zupčanika smještenih ispod kućišta. Iz kutije za napajanje pogonsko vratilo ili vodeći vijak se pokreće u rotaciju. Prilikom obrade cilindričnih i krajnjih površina, čeljust s alatom prima kretanje od pogonskog vratila kroz zupčanike pregače, a pri obradi zavojnih površina (narezivanje) - od vodećeg vijka.
Za sprečavanje industrijskih povreda tokom rada mašine radna zona prekriven zaštitnim ekranom.
Rice. 2. Uređaji za fiksiranje dijela na mašini
prednja ploča montirana na vreteno. Kao rezultat toga, dok se okreće s vretenom, prednja ploča nosi duž stezaljke, a sa njom i radni komad.
Kod obradaka ugrađenih u centrima, rotacija se može prenositi samozateznim pogonskim stezaljkama (slika 2,e). Prilikom uključivanja rotacije vretena, bregovi 4, okrećući se u odnosu na svoje osi, hvataju radni komad valovitom radnom površinom i rotiraju ga.
Nekruti radni predmeti su poduprti stabilnim osloncima 1 radi smanjenja deformacija (slika 2, f).
Glavni pogon
Završne karike lanaca glavnog kretanja su elektromotor čija osovina ima brzinu rotacije n dv = 1450 min -1 (o/min), i vreteno sa obratkom koji se mora okretati takvom frekvencijom n min -1 (o/min), što će osigurati potrebnu brzinu rezanja.
Zapis izračunatih pomaka konačnih karika lanca će izgledati ovako:
Vratilo motora je povezano sa ulaznim vratilom mjenjača pomoću klinastog remena. Nadalje, kretanje se može prenijeti pomoću grupe zupčanika pri dvije brzine (51:39; 56:34; ispod ove grupe će biti označeno sa p a; p a = 2), dok će desna („direktna“) rotacija biti prijavljen vretenu, ili dva uzastopna zupčanika (50:24 i 36:38), i tada će vreteno imati lijevu ("nazad") rotaciju. Uključivanje rotacije naprijed ili natrag i isključivanje rotacije vretena vrši se dvosmjernom tarnom višepločnom spojkom M1.
Kretanje se sljedećoj osovini javlja grupom zupčanika pri tri brzine (p b; p b = 3), a s nje se kretanje može prenijeti na vreteno ili odmah preko zupčanika 65:43, ili kroz dvije grupe zupčanici (p in = 2, p g = 2 ) i zupčanik vretena 27:54. Da bi se to postiglo, blok-dva 43-54, koji prenosi rotaciju na vreteno preko spline veze, postavlja se na odgovarajući položaj.
Dakle, kretanje izlaznog vratila prenosi se kroz dva kinematička lanca: kratki (uključen je brzina 65:43), pri čemu se osigurava prijenos većih brzina, i dugi (kroz grupe p in, p g), pri čemu se osigurava prenos nižih brzina. Takva kinematička struktura naziva se presavijena.
Jednačina kinematičke ravnoteže pogona je:

Broj 0,98 upisan u jednadžbi je koeficijent koji uzima u obzir klizanje u remenskom pogonu.
U kinematičkom lancu za manje brzine (r a r b r in r g), grupe p c i p g zajedno daju tri različita omjera prijenosa (i = 1/16; 1/4; 1), a ne četiri, stoga lanac prenosi na vreteno ne 24 (2 3 2 2), ali 18 različitih brzina: 12,5; 16; dvadeset; 25; 31.5; 40; pedeset; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630 o/min kinematička struktura u kojoj se neke od brzina podudaraju po veličini s drugima ("preklapanje") naziva se struktura preklapanja.
Za prebacivanje broja okretaja vretena u rastućem redoslijedu, potrebno je prebaciti zupčanike prvo u grupi p a, zatim u grupi p b i opet p a, zatim
u grupama p in i p g zajedno (kako se prenosni odnosi povećavaju) i ponovo u grupama p a i p b.
Kinematički lanac za veće brzine (preko grupa ra r b po vretenu) obezbeđuje prenos 6 brzina rotacije na vreteno: 630; 800; 1000; 1250; 1600; 2000 o/min
Broj brzina vretena je geometrijska progresija (geometrijski niz) sa nazivnikom 1,25 (1,26).
Bilješka.
Gore navedene frekvencije su zaokružene na standardne vrijednosti.
Vijčani pogoni
Završne karike ovih lanaca su vreteno sa obratkom i čeljust sa rezom, koja se pomera u uzdužnom smeru tokom jednog obrtaja vretena za iznos koji je jednak nagibu navoja T.
izračunato kretanje krajnjih karika lanaca:
1ob.shp → S vijak, a istovremeno i pomak za rezanje vijaka S vijak = T.
pogonsko vratilo, kao i zupčanici i mehanizmi za rikverc pregače, ne sudjeluju u pružanju hrane za rezanje vijaka; kretanje čeljusti se prenosi kroz navojni zupčanik (glavni vijak - razdvojena matica) s korakom od 12 mm. Da biste to učinili, zupčanik 28:56 se isključuje u kutiji za dovod i uključuje kvačilo M5, povezujući pogonsko vratilo grupa zupčanika množenja sa vodećim vijkom, au pregači, ručkom 22 (vidi sliku 4. ) uključuje split (uterinu) maticu. Prilikom uključivanja pogona za urezivanje vijaka, uzdužni ili poprečni pomak sa pogonskog vratila ne bi trebao biti uključen (i obrnuto), stoga pregača ima mehanizam za zaključavanje koji sprječava mogućnost okretanja bilo koje od ručki 19 ili 22 (vidi sliku 4) kada je drugi okrenut u radni položaj.
Promjena smjera kretanja čeljusti za rezanje desnog ili lijevog navoja vrši se pomoću mehanizma za vožnju unazad koji se nalazi u pogonu ispred kotača za izmjenu. Rotacija na pogonsko vratilo ovog mehanizma je prijavljena, kao kod pogona uzdužnih i poprečnih pomaka, od vretena kroz zupčanik 60:60, ili preko karike za stepenasto povećanje.
Za postavljanje aktuatora za urezivanje navoja različite vrste ugrađeni su određeni izmjenjivi kotači i uključen Norton mehanizam tako da je pogonsko vratilo u njemu ili ono na kojem su pričvršćeni zupčanici konusa zupčanika 26, ..., 48 ili onaj na koji je klizni zupčanik 28 se nalazi.
4.3.1 Rezanje metričkih navoja
Pomak, kao što je gore navedeno, mora biti jednak koraku navoja. Metrički navoji su navedeni tačno u mm. Da bi se podesio da bi se dobio navoj sa drugačijim korakom, omjer prijenosa određujuće veze za podešavanje pogona, a to je Nortonov mehanizam, mora se promijeniti u direktnoj proporciji s promjenom visine tona. U tu svrhu, konus zupčanika u mehanizmu Norton mora biti vodeći, što je osigurano uključivanjem kvačila M2 i M3. Zamjenjivi kotači ostaju isti kao i za okretanje: 42, 95, 50 (i cm1).
Ako je ZUSh onemogućen (i Zush = 1, brzina vretena je 630-2000 o/min), a zupčanici su uključeni u mehanizam za rikverc i grupe množitelja koji daju omjere prijenosa od 1: 1 (tj.), a zatim s uklanjanjem kretanja iz različitih zupčanici konusa Nortonovog mehanizma će osigurati dovode:
| konusni zupčanik | |||||||
| Podnošenje, mm/rev | 6,5 |
Sa smanjenjem i mn i i rika, veličina dovoda će se smanjiti, s povećanjem i zush - povećati.
U potonjem slučaju, mora se imati na umu da se prilikom uključivanja SG-a mijenjaju brzine vretena, što znači da je moguća situacija kada se neće osigurati potreban pomak pri drugoj brzini vretena. U nekim slučajevima, ovo se može izbjeći prebacivanjem, respektivno, i mn i i rev. Na primjer, pri uključivanju i zush = 2 (n sh = 200-630 o/min) i sa istim zupčanicima u drugim grupama, osiguravaju se dodaci:
| konusni zupčanik | |||||||
| Podnošenje, mm/rev |
Ako je potrebno obezbediti dovode iz opsega od 6,5-12 mm/obr. pri n sh = 200-630 o/min (i zush = 2), onda treba uključiti i mn = 1/2 (ili i roar = 1/2 ) .
Bilješka.
Osim metričkih navoja, drugi navoji (na primjer, trapezni, potisni) se postavljaju u mm. Podešavanje za njihovo sečenje se vrši na isti način.
4.3.2 Modularno urezivanje navoja
Modularni navoji su pužni zupčanici pužnih zupčanika. Postavljaju se ne korakom, već modulom m u mm. Korak navoja je izračunata vrijednost T = πּm. Prilikom postavljanja za urezivanje navoja drugog modula, pomak (jednak nagibu) se mora mijenjati direktno proporcionalno modulu, što znači da konus zupčanika u Norton mehanizmu mora biti vodeći. Da bi se osiguralo da se dobije višestruki korak od π (što nije slučaj sa metričkim nitima), potrebno je izvršiti odgovarajuće promjene u kinematičkom lancu. Ove promjene se sastoje od ugradnje drugih zamjenskih kotača: 64, 95, 97 (i cm2), čiji se prijenosni odnos razlikuje za 0,785=π/4 puta od prijenosnog odnosa kotača 42, 95, 50 (i cm1).
Dakle, za podešavanje za rezanje modularnih navoja, uključene su iste spojnice kao i za rezanje metričkih navoja, ali su ugrađeni drugi izmjenjivi kotači.

4.3.3 Rezanje inčnog navoja
Inčni navoji se ne određuju korakom, kao metrički, već brojem navoja (zavoja) k po inču (1 "≈25,4 mm) dužine navoja, odnosno recipročnim korakom T, što znači da je pomak treba promijeniti obrnuto proporcionalno k.
U ovom slučaju, za razliku od postavke za metričko urezivanje navoja, konus Norton mehanizma mora biti pogonjen. Da biste to učinili, parovi 37:35 (točkovi 35, 37, 35 prenose kretanje sa izmjenjivih zupčanika na osovinu kliznog zupčanika 28) i 28:35 (točkovi 35, 28, 28, 35 prenose kretanje iz Nortonovog mehanizma na pogonski zupčanik) moraju biti spojeni u kutiji za napajanje. M5 spojnica također mora biti uključena.
4.3.4 Rezanje po nagibu
Visinu daju crvi u sistemu mjerenja inča. Visina p je recipročna vrijednost modula, ali nije izražena u 1/mm, već u 1/inču. Tada će korak navoja u mm biti jednak. Očigledno je iz prethodnog da je ovom postavkom uvlačna kutija uključena kao kod rezanja inčnih navoja, a kotači za izmjenu su podešeni isto kao i kod rezanja modularnih navoja.
4.3.5 Izrada finih ili nestandardnih navoja
Sa ovom postavkom, kutija za napajanje se ne koristi kao tijelo za podešavanje, lanac se skraćuje što je više moguće i vodeći vijak se uključuje "direktno", povezujući ga uz pomoć M2, M4, M5 spojnica na izlazno vratilo gitare izmjenjivih zupčanika. Mehanizam za rikverc koristi zupčanike sa omjerom prijenosa 1:1. U gitari izmjenjivih zupčanika ugrađeni su takvi kotači A, B, C, D (i cm), koji će osigurati potrebnu visinu, a ne oni prikazani na dijagramu.
Jednačina kinematičke ravnoteže za ovaj slučaj je:
Iz jednačine, uzimajući u obzir navedeno, izvodi se formula za podešavanje:
![]() .
.
Brze vožnje
Ovi pogoni vam omogućavaju da brzo pomerate celu čeljust u uzdužnim i poprečnim klizačima u poprečnom smeru sa brzinama, respektivno, v b.prod = 3,4 m/min i v b. pop = 1,7 m/min. Pogoni primaju kretanje od zasebnog elektromotora (n dv.b = 1410 o/min) u jog modu kada se pritisne dugme u ručki za omogućavanje umetanja. Brzo kretanje se događa u smjeru promijenjenog napajanja. Kako bi se spriječili kvarovi u kinematičkom lancu dok se istovremeno prenosi spora rotacija na pogonsko vratilo kroz kutiju za napajanje i brza rotacija iz navedenog elektromotora, ugrađena je MO kvačila za prelazak.
izračunati pomaci krajnjih karika i jednadžba kinematičke ravnoteže lanaca su kako slijedi:
n dv.b → v b.prod;
n dv.b → v b.pop;
Bilješka.
U jednadžbi kinematičke ravnoteže, modul zupčanika i zupčanika i korak vodećeg zavrtnja dati su u m.
KONTROLA MAŠINE
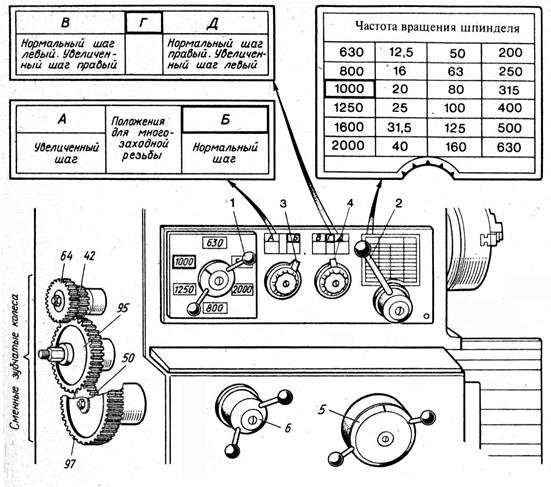
Da biste uključili i isključili mašinu i njene pogone, promenite smer rotacije vretena i pomeranja čeljusti, promenite vrednosti brzina rotacije i pomaka, izvršite ručna kretanja pokretnih delova i izvršite druge kontrolne radnje, mašina ima odgovarajuće kontrole. Njihova lokacija je prikazana na sl. četiri .
Na slici su istaknuti sljedeći dijelovi stroja, komande i dijelovi upravljanja:
1 - uzglavlje;
2, 5 - ručke za podešavanje mašine na potrebnu brzinu vretena;
3 - ručka veze za povećanje koraka i pomaka;
4 - ručka reverznog mehanizma za urezivanje vijaka;
6 - uložak;
7 - zaštitni ekran;
8 - ručka za ručno pomicanje gornjih (incizalnih) sanki;
9 - ručka za pričvršćivanje pera stražnje batine;
10 - zadnji dio;
11 - poluga za pričvršćivanje stražnjeg nosača na šine;
12 - glavni (linearni) prekidač;
13 - prekidač električne pumpe za dovod tekućine za rezanje;
14 - prekidač lokalnog osvetljenja;
15 - ampermetar za kontrolu opterećenja glavnog elektromotora;
16 - desni ormarić;
17 - olovni vijak;
18 - pogonsko vratilo;
19 - ručka za omogućavanje uzdužnih i poprečnih pomeranja čeljusti;
20, 26 - ručke za uključivanje, isključivanje i okretanje vretena;
21 - tipkasta stanica za pokretanje i zaustavljanje glavnog elektromotora;
22 - ručka za okretanje razdvojene (materične) matice vodećeg vijka;
23 - kecelja;
24 - ručka za ručno pomicanje poprečnog klizača;
25 - ručni kotač za ručno uzdužno pomicanje nosača čeljusti;
27 - lijevo postolje;
28 - bubanj za dovod (ručka za podešavanje brzine pomaka i koraka navoja);
29 - kutija za napajanje;
30 - ručka vrste rada (izbor dodavanja ili vrste konca koji se seče).
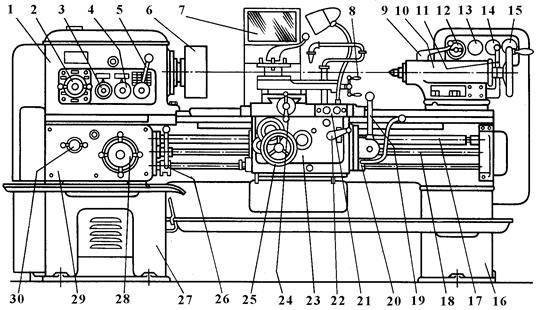
Rice. 4. Čvorovi, elementi pogona i upravljačkih mehanizama mašine mod. 1K62
Uključivanje date (ili prebacivanja) brzine vretena vrši se s isključenim mjenjačem, za koji je ručka 20 ili 26 postavljena u srednji položaj. U ovom slučaju, kvačilo M1 (vidi sliku 3) je postavljeno u neutralni položaj, kretanje se ne prenosi na kutiju i kočnica blokirana sa ovim kvačilom zaustavlja njegov prijenos.
Za podešavanje mašine na potrebnu brzinu vretena potrebno je okretati ručku 2 (sl. 5 i poz. 5 na sl. 4) sve dok se njen pokazivač ne poravna sa kolonom na tabeli brzina na kojoj je naznačena podešena brzina. , a ručku 1 (vidi sliku 5 i poz. 2 na slici 4) postavite tako da zarez na disku ručke pokazuje na prozor sa ovom frekvencijom.
Za postavljanje stroja, na primjer, na brzinu vretena od 1000 o/min, potrebno je prvo skrenuti ručku 2 (vidi sliku 5), a zatim je okrenuti ulijevo dok se njen pokazivač ne poravna sa stupcem brzina rotacije 630- 2000 na stolu, a ručicu 1 ugradite tako da rizik na disku ručice ukazuje na prozor sa brojem 1000. Ručica 2 odstupa od sebe samo kada se okrene za broj brojeva 630-2000, u ostalim slučajevima ovo je nije potrebno.
Bilješka.
Za neke modifikacije mašina ovog modela, ručka 1 ima krak sa šest sekcija. Prilikom postavljanja mašine, ručka 1 se okreće sve dok se dio kotača koji odgovara podešenoj brzini ne poravna sa strelicom na indeksnoj ploči.
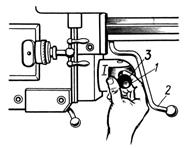
Rice. 5. Ručice za podešavanje brzine vretena i pomaka
Uključivanje desne (direktne) rotacije vretena vrši se pomoću ručke 1 (slika 6,) od srednjeg položaja I (vidi sliku 6, a) do kvara u položaju II (vidi sliku 6, b). U ovom slučaju, vreteno će se rotirati u smjeru suprotnom od kazaljke na satu kada se gleda sa stražnje strane.
 |
a B C)
Rice. 6. Isključite, uključite i okrenite vreteno
Okretanjem ručke 1 iz srednjeg položaja I naniže do kvara u položaju III (vidi sliku 6, c) vreteno se okreće na lijevu (obrnutu) rotaciju (u smjeru kazaljke na satu).
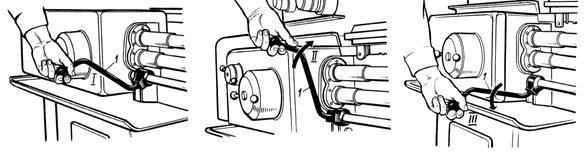
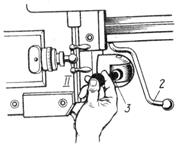
Uključivanje uzdužnog ili poprečnog kretanja čeljusti vrši se jednom ručkom (poz. 19 na sl. 4; poz. 3 na sl. 7, 8 i 9), što je mnemoničko, tj. pomicanje čeljusti će se dogoditi u smjeru u kojem je ručka okrenuta. Kada se ova ručka okrene, uključuje se jedno od četiri M6-M9 kvačila (vidi sliku 3).
 |  |
||
Rice. 7. Uključivanje mehanizma čeljusti za uzdužno uvlačenje
Kada je uključena rotacija vretena prema naprijed, okretanje ručke 3 iz srednjeg (neutralnog) položaja I (slika 7, a) ulijevo do kvara u položaju II (slika 7, b) uključit će se direktno uzdužno uvlačenje i pomicanje čeljusti s desna na lijevo, tj. od stražnjeg dijela prema naprijed. Isključivanje uzdužnog dodavanja vrši se vraćanjem ručke 3 u srednji (neutralni) položaj I.
Mehanizam čeljusti se uključuje za obrnuti uzdužni pogon pomeranjem ručke 3 iz srednjeg položaja I (vidi sliku 7, a) udesno sve dok ne dođe u položaj III (sl. 7, c).
Tabela 1
| Threads | Položaj ručke | Threads | Brzina vretena | ||||||||||||||
| pitch. | 12,5-40 | ||||||||||||||||
| ALI | Zoom korak | 2 3 / 4 | 2 1 / 2 | 2 1 / 4 | 1 3 / 4 | 50-160 | |||||||||||
| B | Norm. korak | 12,5-2000 | |||||||||||||||
| 1" navoj | B | Norm. korak | 4 1 / 2 | 3 1 / 2 | 3 1 / 4 | 12,5-2000 | |||||||||||
| modularni | ALI | Zoom korak | 12,5-40 | ||||||||||||||
| 6,5 | 50-160 | ||||||||||||||||
| 2,75 | 2,5 | 2,25 | 1,75 | 1,5 | 1,25 | 12,5-2000 | |||||||||||
| metrički | B | Norm. korak | 12,5-40 | ||||||||||||||
| ALI | Zoom korak | 50-160 | |||||||||||||||
| B | Norm. korak | 5,5 | 4,5 | 3,5 | 12,5-2000 | ||||||||||||
| poprečni pomak = 0,5 uzdužno | |||||||||||||||||
| 4,16 | 3,8 | 3,48 | 3,12 | 2,8 | 2,42 | 2,28 | inings | ALI | AT | 50-160 | |||||||
| 2,08 | 1,9 | 1,47 | 1,56 | 1,4 | 1,21 | 1,14 | B | D | |||||||||
| 1,04 | 0,95 | 0,87 | 0,78 | 0,7 | 0,61 | 0,57 | B | G | 0,52 | 0,47 | 0,43 | 0,39 | 0,34 | 0,3 | 0,28 | 12,5-2000 |
| 1 1 / 2 | 1 1 / 4 | pitch. | ALI | Zoom korak | 2 3 / 4 | 2 1 / 2 | 2 1 / 4 | 1 3 / 4 | 12,5-40 | ||||||||
| 3 1 / 2 | 50-160 | ||||||||||||||||
| B | Norm. korak | 12,5-2000 | |||||||||||||||
| 1" navoj | Norm. korak | 12,5-2000 | |||||||||||||||
| modularni | ALI | Zoom korak | 6,5 | 12,5-40 | |||||||||||||
| 5,5 | 4,5 | 3,5 | 3,22 | 50-160 | |||||||||||||
| 0,5 | B | Norm. korak | 12,5-2000 | ||||||||||||||
| metrički | ALI | Zoom korak | 12,5-40 | ||||||||||||||
| 50-160 | |||||||||||||||||
| 2,5 | 1,75 | B | Norm. korak | 1,5 | 1,25 | 12,5-2000 | |||||||||||
| poprečni pomak = 0,5 uzdužno | poprečni pomak = 0,5 uzdužno | ||||||||||||||||
| 4,16 | 3,8 | 3,48 | 3,12 | 2,8 | 2,28 | ALI | AT | 200-630 | |||||||||
| 0,26 | 0,23 | 0,21 | 0,195 | 0,17 | 0,14 | B | G | 0,13 | 0,12 | 0,11 | 0,097 | 0,084 | 0,074 | 0,07 | 12,5-2000 |
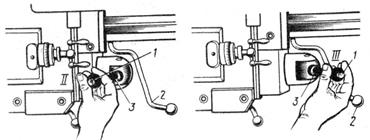
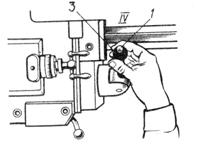
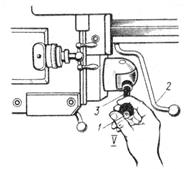
Mehanizam poprečnog dodavanja čeljusti se uključuje okretanjem ručke 3 iz srednjeg položaja I (vidi sliku 7, a) u položaj IV (sl. 8, a) ili V (sl. 8, b), odnosno za direktno (na dijelu) ili obrnuto turpijanje. Za isključivanje poprečnog dodavanja, ručka 3 se vraća u srednji (neutralni) položaj.
Za brzo pomicanje čeljusti potrebno je okrenuti ručku 3 u skladu sa odabranim smjerom kretanja i palcem desne ruke pritisnuti dugme 1 u ručki 3 (Sl. 8, c). Ovo uključuje (vidi sliku 2) odgovarajuće kvačilo u pregači i motor pogona za brzo kretanje.
Ručice 3,4,5,6 se koriste za podešavanje mašine na potrebnu brzinu ili navoj (vidi sliku 5).
 |
a B C)
 |  |
||
Rice. 8. Uključivanje mehanizma čeljusti
I IH ISPUNJAVANJE
U laboratorijskom radu, kao primjer, razmatraju se metode za postavljanje mašine za obradu konusnih površina.
Rice. 10. Tokarenje kratkih konusnih površina
Rice. 11. Tokarski konusi sa rotiranim gornjim klizačem čeljusti
3) Odredite ugao rotacije gornjeg klizača prema crtežu obrađenog konusa
gdje su D, d, l veći i manji prečnici i dužina konusa.
4) Rotirajte okretnu ploču 3 gornjeg klizača do željenog ugla konusnosti α. Kada je vrh konusa 2 okrenut prema stražnjoj bati, rotirajuća ploča B sa rezačem 1 se okreće od sebe, računajući ugao rotacije na skali (nonius) B (Sl. 11, a). Ako je vrh stošca okrenut prema vretenu, tada se sanjke čeljusti zakreću u suprotnom smjeru (slika 11, b).
5) Okrenite se konusna površina(preliminarni i završni), okrećući vijak gornjeg klizača čeljusti s obje ruke (slika 11, c) u smjeru kazaljke na satu.
6) Provjerite ugao konusa univerzalnim goniometrom (sl. 11, d) ili graničnim mjeračem-čahurom V (slika 11, e).
Rice. 12. Šeme za postavljanje mašine za obradu čunjeva
Rice. 13. Kontrola pomaka tijela glave kuke noniusom i ravnalom
- pomicanje tijela stražnje batine duž kraka zavrtnja za poprečno napajanje. Okrenite rezač 1 (Sl. 14, a) i učvrstite ga u držač rezača sa obrnutom stranom. Produžite pero 2 stražnje kočnice. Pričvrstite tanku traku papira 3 (ili sondu) na pero i privucite rezač do njega tako da možete slobodno ukloniti papir. Na poprečnom kotaču za pomicanje, pomaknite rezač od pera za iznos H pomaka tijela stražnje šipke. Pomerite kućište zadnjeg stožera tako da papirna traka 3 bude stegnuta kao i ranije;
- pomicanje tijela stražnje batine prema indikatoru. Učvrstite indikator 4 u držač alata (Sl. 14, b). Pomerajte indikator sve dok njegova stabljika A ne stane čvrsto u pero. Postavite indikatorski točkić na<0>. Pomjerite tijelo stražnjeg dijela na potrebnu vrijednost prema indikacijama na skali indikatora.
Bilješka.
Upotreba pomičnog stražnjeg središta (slika 14, c) omogućava vam da ne pomjerite tijelo stražnjeg nosača. Ali pošto kod ove metode, kao i kod prethodnih, zadatak je u pomaku od centra stražnje kočnice, nije preporučljivo izdvajati metodu kao samostalnu, iako formalno ne spada pod naslov ovog stava.
Pomoću konusnog drška tijela 1, konstrukcija se ugrađuje u osovinu stražnjeg nosača. Za izvršenje podešavanja potrebno je: pomaknuti klizač 3 uz pomoć vijka za podešavanje 2 zajedno sa samim središtem 4 duž vodilica A tijela za iznos H od sebe ili prema vama, ovisno o lokacija vrha konusa koji se obrađuje, kontroliranje količine pomaka na skali s podjelama G; pričvrstite sanke vijcima B.
Centar 4 (kao i drugi, jednostavniji, koji se koristi pri radu sa pomaknutim zadnjim stožerom) ima kuglični vrh B, koji smanjuje njegovo trošenje zbog neusklađenosti između osi dijela i centara.
3) Instalirajte radni predmet u središta glave i stražnje šipke i pogonske stezne glave.
4) Isključite konusnu površinu.
 |
a B C)
Rice. 14. Načini kontrole pomaka tijela stražnjeg koljena
Ova metoda obrade dugih čunjeva se široko koristi, jer. ne zahtijeva dodatne uređaje i može se izvesti na bilo kojoj strugi. Glavni nedostatak metode je u tome što se centri mašine, kada se stražnji dio pomakne, nalaze u središnjim rupama dijela s osnove, zbog čega dolazi do povećanog i neravnomjernog trošenja površina rupa i centar. Kao rezultat toga, ako se dio, nakon okretanja stošca sa pomaknutim stražnjim kosom, postavi na normalno postavljene centre i obradi njegov cilindrični dio, osi ovog dijela i prethodno obrađenog konusnog dijela neće se podudarati. S tim u vezi, prvo treba napraviti grubo okretanje konusnog dijela dijela, zatim grubo i završiti cilindrični dio, a zatim završiti konusni dio.
IZVJEŠTAJ DIZAJN
Universal strug za rezanje vijaka 1K62.
Strug za vijke 1K62 je univerzalna mašina i dizajniran je za obavljanje raznih operacija tokarenja, uključujući rezanje lijevog i desnog navoja: metrički, inčni, modularni, korak i arhimedova spirala sa korakom od 3/8 "", 7/16"", 8, 10 i 12 mm .
Strug za zavrtnje 1K62 može se koristiti za obradu kaljenih radnih komada, jer je vreteno mašine postavljeno na posebne ležajeve koji obezbeđuju njegovu krutost. Tokarenje različitih materijala može se izvesti uz udarno opterećenje bez promjene točnosti obrade.
Velika snaga glavnog pogona mašine, velika krutost i čvrstoća svih karika kinematičkih lanaca glavnog kretanja i pomaka, otpornost na vibracije, širok raspon brzina i pomaka omogućavaju izvođenje rezanja visokih performansi sa karbidni i mineralno-keramički alati na strugu 1K62.
Mašina 1K62 se odnosi na čeone strugove, tj. omogućava obradu relativno kratkih radnih komada velikog prečnika.
Dizajn zadnje grede strug omogućava njegovo poprečno pomicanje, tako da mašina može obraditi nježne čunjeve. Moguće je spojiti stražnju gredu i donji dio čeljusti pomoću posebne brave, koja je ponekad potrebna pri bušenju stražnje grede i mehaničkom pomicanju grede iz čeljusti.
Na strug 1K62 mogu se ugraditi sledeći stabilni oslonci: pokretni, čiji je ugradni prečnik 20-80mm, i fiksni, njegov ugradni prečnik je 20-130mm.
Zupčanici koji se koriste za prijenos kretanja od glave do mjenjača su zamjenjivi na stroju 1K62.
Uzdužno pomicanje nosača stroja 1K62 može se ograničiti posebnim graničnikom postavljenim na prednjoj polici okvira. Dakle, sa ugrađenim graničnikom, brzina kretanja čeljusti ne može biti veća od 250 mm/min.
Maksimalni prečnik radnog komada kada je postavljen iznad kreveta je 400 mm. Maksimalni prečnik šipke koji se može obraditi na strugu 1K62 je 45 mm. Mašina 1K62 ima 23 brzine vretena (minimalni - 12,5 o/min, maksimalni - 2000 o/min).
Kao glavni pogon korišten je asinhroni motor s vjevericastim kavezom snage 10 kW pri brzini od 1450 o/min. Podešavanje brzine vretena, kao i vrijednosti uzdužnih i poprečnih zupčanika čeljusti, vrši se prebacivanjem zupčanika mjenjača (za podešavanje brzine vretena i pomaka čeljusti koriste se različite upravljačke palice).
Da bi se osiguralo brzo kretanje čeljusti u tokarilici 1K62 za rezanje vijaka, koristi se dodatni asinhroni motor. Njegova snaga je 1,0 kW pri brzini rotacije od 1410 o/min.
Strug 1K62 opremljen termalnim relejima koji štite motore od dugotrajnih preopterećenja, kao i osiguračima koji štite od kratkih spojeva.
Karakteristike dizajna tokarilice 1K62 (odlikuje se pouzdanošću, izdržljivošću, otpornošću na vibracije, opremljen glavnim pogonom velike snage) omogućavaju da se stroj jednako koristi i za brzo i za snažno rezanje.
U dizajnu tokarilice 1K62 predviđeni su posebni ležajevi za ugradnju vretena, što osigurava potrebnu krutost i visoku preciznost u obradi radnih komada. Prema GOST 8-82, strug 1K62 pripada klasi tačnosti H. Točnost obrade bit će osigurana čak i u režimu udarnog opterećenja.
Strug 1K62, zbog odlične kombinacije kvaliteta i pouzdanosti rada, kao i nepretencioznosti prilikom održavanja, jedan je od najpopularnijih u maloj i jednodijelnoj proizvodnji.
Strug može koristiti samocentrirajuću steznu glavu sa tri čeljusti prečnika 250 mm ili četvoročeljusnu steznu glavu prečnika 400 mm.
Osnovni model serije je univerzalni strug za urezivanje vijaka 1K62D, koji je poboljšani prototip stroja 1K62 koji se dokazao u mnogim zemljama svijeta, a prethodno je proizvodila tvornica Krasny Proletar.
Strug za rezanje vijaka 1K62 odlikuje se izvrsnom kombinacijom kvalitete rada i nepretencioznosti u održavanju.
Tehničke karakteristike struga za urezivanje vijaka 1K62.
|
Naziv parametara |
Jedinica. |
Količine |
|
Klasa tačnosti | ||
|
Najveći prečnik obrađenog obratka iznad ležišta | ||
|
Najveći prečnik obrađenog obratka preko nosača | ||
|
Najveća dužina obrađenog radnog komada | ||
|
Veličina unutrašnjeg konusa u vretenu |
Morse 6 M80* |
|
|
Kraj vretena prema GOST 12593-72 | ||
|
Prečnik vretena kroz rupu | ||
|
Najveća masa ugrađenog radnog komada | ||
|
Fiksirano u kertridžu | ||
|
fiksirani u centrima | ||
|
Broj koraka brzine vretena | ||
|
direktno | ||
|
Obrnuto | ||
|
Ograničenja brzine vretena | ||
|
direktno | ||
|
Obrnuto | ||
|
Broj radnih koraka dodavanja | ||
|
Uzdužni | ||
|
poprečno | ||
|
Radna ograničenja hrane | ||
|
Uzdužni | ||
|
poprečno | ||
|
Broj niti koje treba rezati | ||
|
Metric | ||
|
inch | ||
|
Modularno | ||
|
Pitchevyh | ||
|
Arhimedova spirala | ||
|
Granice koraka navoja | ||
|
inch |
navoj/inč | |
|
Metric | ||
|
Modularno | ||
|
Pitchevyh | ||
|
Arhimedova spirala |
3/8”, 7/16” |
|
|
Arhimedova spirala | ||
|
Maksimalni obrtni moment | ||
|
Najveći pokret pera | ||
|
Bočni pomak kućišta | ||
|
Najveći dio rezača | ||
|
Dimenzije mašine |
2812x1166x1324 |
|
|
Težina mašine | ||
|
Snaga motora glavnog pogona | ||
|
Snaga elektromotora pogona brzih pokreta nosača |
0,75 ili 1,1 |
|
|
Snaga pumpe za hlađenje |
Pasoš strug za rezanje vijaka 1K62.
Ovo uputstvo za upotrebu "Univerzalni strug za rezanje šrafova 1K62" sadrži informacije potrebne kako za osoblje za održavanje ove mašine tako i za zaposlene koji su direktno uključeni u rad na ovoj mašini. Ovaj priručnik je elektronska verzija u PDF formatu, originalna papirna verzija. Ova dokumentacija sadrži Pasoš i Priručnik (uputu) za rad na univerzalnom tokarskom stroju za rezanje vijaka 1K62. Sadržaj ove dokumentacije:
TEHNIČKI OPIS
UPUTSTVO ZA UPOTREBU
PASOŠ
Namjena i obim mašine
Sastav mašine
Uređaj i rad mašine i njenih komponenti
električna oprema
Sistem podmazivanja
Određivanje sigurnosnih mjera
Redosled ugradnje
Podešavanje, podešavanje i načini rada
Regulativa
Raspored ležajeva
Opće informacije
Glavni tehnički podaci i karakteristike
Informacije o popravci
Informacije o promjenama na mašini
Sadržaj isporuke
Potvrda o prihvatanju
sertifikat o konzervaciji
Sertifikat za pakovanje
Garancije
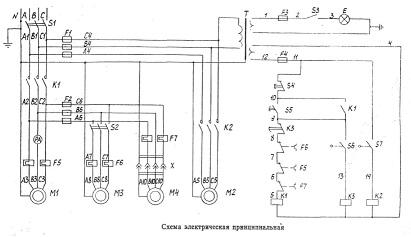
Električni krug tokarilice za urezivanje vijaka 1K62.
Dijagram električnog kruga univerzalnog tokaričkog stroja za rezanje vijaka prikazan je na sljedećoj slici:
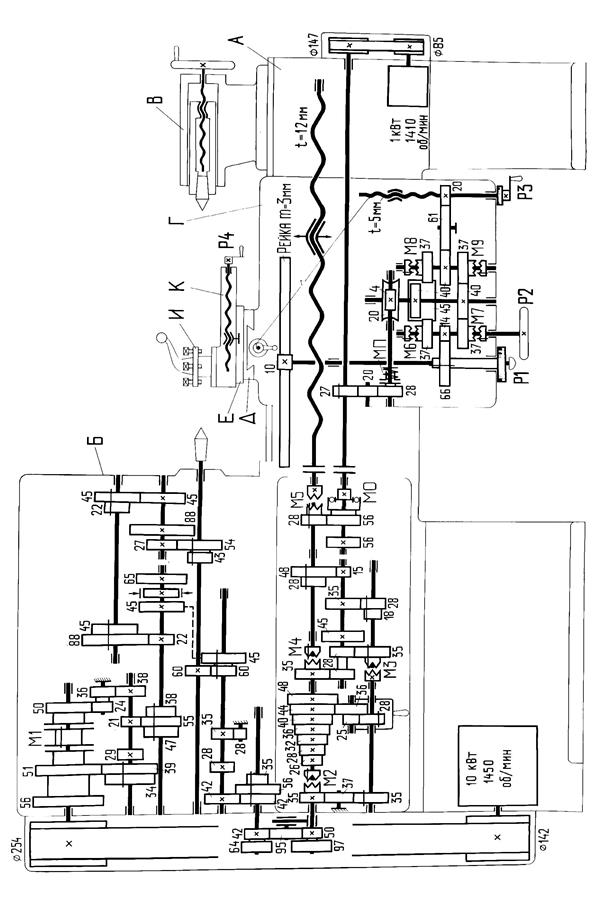
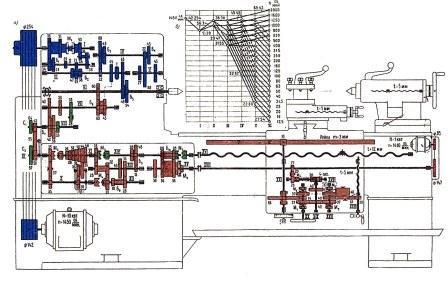
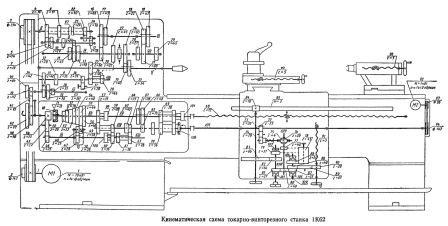
Kinematički dijagram univerzalnog struga za urezivanje vijaka 1K62.
Kinematički dijagram univerzalnog struga za urezivanje vijaka 1K62 prikazan je na sljedećim slikama:
Strug 1K62 bio je najčešća mašina za obradu metala u SSSR-u. Njegove tehničke karakteristike omogućile su rad sa svim vrstama radnih komada gotovo svih standardnih veličina.
1
Strug za šrafove koji nas zanima nije se proizvodio više od 40 godina. U isto vrijeme, jedinice 1K62 još uvijek rade u malim metaloprerađivačkim poduzećima specijaliziranim za proizvodnju različitih dijelova u malim serijama. Popularnost ove opreme je zbog njene nepretencioznosti u održavanju i pouzdanosti u upotrebi. Osim toga, tehničke karakteristike jedinice 1K62 jamče visoka kvaliteta izvođenje raznih tokarskih radova. Također je važno da se na njemu mogu obrađivati kaljeni metalni proizvodi.
Mašina 1K62
Ova mogućnost je zbog prisustva ležajeva specijalnog dizajna koji se koriste za montiranje vretena mašine. Upravo ovi elementi osiguravaju povećanu krutost opisane opreme za rezanje vijaka. Trenutno domaća i strana preduzeća proizvode različite analoge 1K62. Većina njih ima isti dizajn. A od 1K62 se razlikuju po boljim tehničkim karakteristikama. Ruska metaloprerađivačka industrija koristi sljedeće modele naprednih alatnih mašina:
- MST1620M (proizveden u fabrici MZOR u Minsku);
- TV-380K (Fabrika Savelovsky u Kimryju);
- CD6140A, BJ1630G, CS6240, CS6140, CA6240A (kineski proizvođači);
- KA-280 (Verkon u Kijevu);
- 16V20 (fabrika u Astrahanu);
- 16D20P (Kazahstan);
- ZhA-805 (Žitomir);
- Samat 400 (Samara SVZS);
- CU402, C400TM (biljke u Bugarskoj).
1K62, kao i gore navedene jedinice, omogućavaju vam rezanje bilo koje vrste navoja, od jednostavnog inča i metričkog, do spiralnog (tzv. Arhimedovskog) sa potrebnim korakom (8–12 mm, 3/8–7/16 inča). Za promjenu koraka navoja u stroju koriste se različiti mehanizmi - kotači gitare, Norton moduli i kotači zupčanika.
2
Pasoš jedinice opisuje sve ključne tehničke karakteristike opreme za obradu metala 1K62. U skladu sa ovim dokumentom, mašini je dozvoljeno da izvodi operacije tokarenja sa obradacima težine do 1500 kg. Ovdje postoji mala nijansa. Dijelovi težine 500-1500 kg obrađuju se isključivo u centrima mašine, težine do 500 kg - u steznoj glavi. Dužina radnog komada u ovom slučaju može doseći 200 cm, a njegov maksimalni poprečni presjek je 22 cm (iznad nosača) ili 40 cm (iznad kreveta). Prema Državnom standardu 8-82, jedinica je klasifikovana kao kategorija tačnosti H. To znači da mašina omogućava nanošenje udarnih opterećenja na dijelove bez gubitka kvalitete njihove obrade.

Mašina na poslu
Kao što je navedeno, 1K62 vreteno je montirano na ležajeve. Zbog velike krutosti konstrukcije, mašina se može koristiti sa modernim mineralno-keramičkim i karbidnim alatima koji su danas u širokoj upotrebi. Takvi se uređaji koriste u slučajevima kada je potrebno izvršiti rezanje radnih predmeta visokih performansi od različitih metala. Rupa u vretenu ima poprečni presjek od 47 mm. Ovo vam omogućava da radite sa šipkama prečnika do 45 mm. Glavne karakteristike vretena su:
- veličina konusa (unutrašnje) - Morse 6;
- frekvencije kretanja naprijed i broj koraka - do 2000 o/min i 24, unazad - do 2420 o/min, odnosno 12;
- završetak - 6K (prema standardu 12593).
Podrška jedinice za sečenje vijaka pruža mogućnost rezanja 37 koraka, 20 modularnih, 38 inča i 44 metrička navoja sa granicama koraka od 1–96, 0,5–48, 2–24, 1–192, respektivno. Na mašinu se može ugraditi poseban graničnik. Montira se na okvir ispred (na zasebnoj polici) i omogućava vam da ograničite brzinu čeljusti na 25 cm/min (što znači poprečno kretanje). Ako graničnik nije ugrađen, mašina radi u režimu brzog rezanja metala. U ovom slučaju čeljust se kreće brzinom od 1,7 m/min u poprečnom i 3,4 m/min u uzdužnom smjeru.
Nosač predmetne opreme ima maksimalni hod ne veći od 192 cm Radni pomaci čeljusti su ograničeni na 0,035–2,08 mm/okr (poprečno kretanje) i 0,07–4,16 (uzdužno). Broj koraka uvlačenja u ovom slučaju je 49 u bilo kojem smjeru. Bilješka! Donji dio čeljusti može se spojiti na stražnju gredu mašine. Ova prilika je od velike važnosti. Omogućava (mehaničko) kretanje grede direktno iz čeljusti. Privremeno pričvršćivanje ovih čvorova vrši se pomoću posebne veze za zaključavanje.
Pasoš opreme sadrži informacije da strug za rezanje vijaka 1K62 može koristiti dvije vrste samocentrirajućih stezaljki - četveročeljusne i tročeljusne.
Presjek prvog je 40 cm, drugog - 25 cm. Jedinica, osim toga, radi sa dvije lunete. Jedan od njih je nepomičan (vrijednost njegove instalacije je od 2 do 13 cm), drugi je pomičan (od 2 do 8 cm). Kroz sve ovo karakteristike dizajna 1K62 se aktivno koristi za snažnu i brzu obradu radnih komada. Dodajmo da je ukupna težina mašine 2140 kg, a njena dimenzije u milimetrima, slijede 1324 (visina), 1166 (širina), 2812 (dužina).
3
Asinhroni motor AO2-52-4F s kaveznim kavezom odgovoran je za funkcioniranje glavnog pogona 1K62. Brzina mu je 1450 o/min, snaga 10 kW. Motor se isporučuje sa osiguračem PP-1. Ovaj uređaj prekida napajanje mašine u slučaju kratkog spoja. Nultu zaštitu glavnog motora obezbjeđuje KG zavojnica postavljena na kontaktor. Zaustavlja motor kada napon mreže padne za 50% od standardne vrijednosti.
Strug 1K62
Motor je zaštićen od preopterećenja termičkim relejem. Automatski otvara radni krug. Možete se vratiti na rad na mašini nakon što se relej aktivira tek nakon 2 minute. Da biste to učinili, morate pronaći dugme koje se nalazi ispod glave (na stražnjoj strani tokarilice) na poklopcu niše i pritisnuti ga. Pokretanje glavnog motora vrši se odgovarajućim dugmetom. Imajte na umu da kada mašina radi, ne može se ponovo pritisnuti. Motor se zaustavlja tipkom Stop.
1K62 je opremljen sa tri dodatna motora:
- PA-22 - za pumpu za hlađenje, njena snaga je 0,125 kW;
- AOL2-22-6F - za hidroelektranu (1 kW);
- AOL2-12-4F - za brza kretanja (0,8 kW).
Pumpa za hlađenje se može pokrenuti samo kada glavni motor radi. Da biste to učinili, trebate postaviti VP-2 (prekidač paketa jedinice) na mod bijele točke. Pumpa se isključuje prebacivanjem VP-2 u način rada Red dot. Brzina rotacije asinhronog motora za hidrauličku stanicu 1K62 je 1410 o/min.
Električna oprema radi od 380 V. Neophodno je izolirati neutralnu žicu mašine ili uzemljiti jedinicu u slijepom krugu. Strujni krug opreme radi na 3-50 Hz, a upravljački krug radi na 50 Hz (ista frekvencija je potrebna za uključivanje rasvjetnog kruga instalacije).


