旋削工具のマーキング。 旋削工具の種類
Mecca Instrumentaは、ほぼすべての既存のタイプとデザインの旋削工具を販売しています。 同時に、このツールを提供する企業は、必要なすべてのタイプのツールを1か所で購入できます。
旋削工具の主な種類
生産の工具部門は、いくつかの主要なタイプの旋削カッターを製造しています:スルーホール、ボーリング、面取り、切断、ねじ切り、成形。 グループの名前は、楽器の機能的な目的と一致しています。 各タイプのカッター 旋盤は特定の技術的操作のために設計されており、それはそれらの設計の特徴、切断条件を意味します。
金属用の旋削カッターは、目的に関係なく、デザインのアイデンティティによって特徴付けられます。 それらは、本体(ホルダー)、作業部品(ヘッド)で構成されています。 主な刃先は頭に配置されます。 カッターのこの部分から直接、金属の上層を切断(旋削)する技術的操作が実行されます。 切歯が異なれば、刃先の形状は任意(形状)で真っ直ぐにすることができます。
旋削カッターは、金属加工で高い需要があります。 それらは、ワークピースの外部円形旋削を実行します。 次のタイプのターニングカッターの販売が行われています:ストレート、パーシステント、ベンド。
適用性の観点から、以下は退屈な旋削工具です。 それらは内部の穴を開けるために使用されます。 これらのカッターは、止まり穴を処理することができます。 したがって、これらの切削工具は、貫通穴と止まり穴の2種類で作られています。
切削カッターは、溝を切り、ワークを切り落とすために使用されます。 スレッドカッターはめねじ/おねじをカットします。 面取りカッターは面取りを取り除きます。 曲線の表面は、成形された旋削工具で穴あけされます。
ジョブ1
ターニングカッター
1.カッターの部品と要素
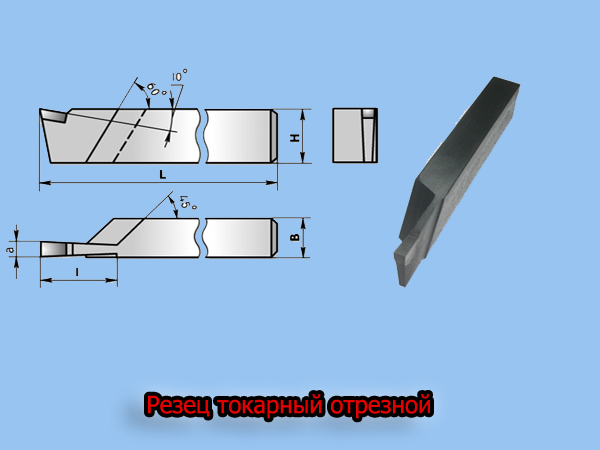
切断する際には、さまざまな形状やデザインの切削工具が使用されます。 切削工具の最も単純な形は旋削工具です(図1)。 カッターには、切削要素が配置されているヘッドBと、カッターをマシン(ツールホルダー内)に取り付けて固定するように設計されたホルダーAという作業部分があります。
米。 1。切削工具の要素
研ぎはくさび形のカッターヘッドを作り、加工する素材への浸透を良くします。 カッターのヘッドには、その動作要素があります(図1を参照)。 1 -前面 3 –メインと 4 –補助背面 2 –メインと 6 –補助刃先; 5 -カッターの先端。
2.ワークピースの表面、調整
と切断面
ワーク(ワーク)では、以下の面が区別されます(図2 a): 1 -処理済み、 2 –処理および 3 -切断面。 カッターの角度を決定するために、次の座標平面が考慮されます。
メインプレーン(OP)-カッターホルダーのベースを通過する平面(図2 a).
切断面(PR)-ワークピースの切断面に接して、カッターのメインカッティングブレードを通過します。
主切断面 (N – N)は、メインカッティングブレードのメインプレーンへの投影に垂直なプレーンです(図2 b).

米。 2.2。座標平面と切断面
補助切断面(N 1 – N 1)-主平面への補助切断刃の投影に垂直な平面。 イチジクに 2、 b示されている平面トレース N – N と N 1 – N 1 .
3.旋削工具の角
カッターの角度は、その作業部品の要素の空間内の位置を決定します。 これらの角度はと呼ばれます 静的な切歯角度と図に示されています。 3.カッターの角度のセットはそれを作ります ジオメトリ.

米。 3.3。静的カッター角度
主切断面で測定 主すくい角γ、主逃げ角α、テーパー角β と切削角度δ(図3)。 メインすくい角-カッターの前面と切断面に垂直な面との間に囲まれた角度で、主な刃先から引き出されます。 イチジクに 3は正ですが、ゼロまたは負にすることができます。
逃げ角α-これは、カッターの主な背面と切断面の間で囲まれた角度です。
テーパー角度 β 前面と主背面の間で囲まれた角度と呼ばれます。
角度γ、α、βはと呼ばれます 主な角度、カッティングウェッジの形状を定義します。 これらの角度の合計は90°です。つまり、γ+α+β = 90°。
角度γとαの値は次の範囲内です:γ = –10…+15°; α = 6〜12°。
補助背面の位置は、補助クリアランス角度α1(セクション内)によって決定されます N 1 – N 1).
平面角度はベースプレーンで測定されます。
先端角φ – 主刃先の主平面への投影と送り方向の間の角度。
補助リード角φ1 – 主平面上の二次刃先の投影と送り方向の間の角度。
上部のコーナーεは、主平面上の刃先の突起間の角度です。 角度の合計φ +φ1 + ε =180°。 スルーカッター用φ = 30〜90°; φ1 = 10〜45°。
主平面に対する主刃先の位置は、角度λ-によって決定されます。 主刃先の傾斜角度。 これは、メインの刃先と、平面のベースに平行なカッターの上部を通る線との間に囲まれた角度です。 角度λ 主平面に垂直な主刃先を通過する平面で測定されます。
a B C
 米。 四。 主刃先の傾斜角度
米。 四。 主刃先の傾斜角度
角度λは負にすることができます(図4 a)0に等しい(図4、 b)および正(図4、 の)。 旋削工具用λ =-5…+15°。
角度λは、切りくずの流れの方向と刃先の強度に影響します。
4.旋削工具の分類
旋盤では多くの種類の加工が行われ、その目的と設計のために多数のカッターが作成されました。 旋削工具の種類は、主に次の特性によって分類されます。加工の種類、加工の性質、ヘッドの形状、送り方向、製造方法、および切削部品の材料の種類。

米。 5.旋削工具の主な種類
イチジクに 図5は、加工の種類ごとのカッターの種類を示している。 スルーカッター1、2、3は、滑らかな円筒面と円錐面を旋削するために使用されます。 スコアリングカッター4は、平らな端面を回転させるときに横方向の送りで動作します。 ワイドスルーカッター5を使用して縦方向に細かく回転させます。 退屈なカッター 6は貫通穴の穴あけに使用され、穴あけストップカッター7は止まり穴の穴あけに使用されます。 切削カッター8は、ワークの切削および環状溝の旋削に使用される。 ねじ切りにはねじ山カッター9を使用し、成形面の旋削にはカッター10を使用します。
加工の性質上、カッターは荒削り(荒削り)2、仕上げ5、細削りに分けられます。 頭の形に応じて:まっすぐ1.3、曲がった2、描かれた8、曲がった。
供給の方向により、左右に分けられます。 右のものは右から左へのフィードで機能し、左のものは左から右へのフィードで機能します。 製造方法によれば、カッターは全体であり、突合せ溶接されたヘッド、はんだ付けされたプレート、およびカッティングプレートの機械的固定があります。 使用する材料に応じて、カッターは高速度鋼でできており、硬質合金または鉱物セラミックプレートにダイヤモンド結晶が付いています。
5. カッター角度の測定とレポート
角度γ、α、α1、φ、φ1、λ ゴニオメーターを使用して測定され、角度β、δ、およびεは、次の式を使用した計算によって決定されます。β= 90 0-(α+γ); δ\u003dα+βおよびε\u003d180 0-(φ+φ1)。
レポートは、旋削工具の主なタイプを説明し、旋削の図面を提供する必要があります カッターを通してカッターの部品と要素の指定。 スルー、スコアリング、カッティングカッターの角度を測定および計算し、データを表に入力します。 1。
表1。
|
カッター名 |
カッター角度、度 |
|||||||||
必要なセクションを含むターニングカッターの図面を作成し、すべての角度指定を書き留めます。
テストの質問
切断中にどのような動きが区別されますか?
メインムーブメントとフィードムーブメントとは何ですか?
旋削工具の部品と要素に名前を付けます。
メインと呼ばれる平面と切断平面は何ですか?
どの平面が主割線と呼ばれ、この平面でどの角度が測定されますか?
計画の角度に名前を付けます。
平面角度を測定する方法は?
主刃先の傾斜角度とはどのような角度で、どのような影響がありますか?
旋削工具の種類とその目的を挙げてください。
10.切削と上部の砥石の角度を決定するにはどうすればよいですか?
こんにちは、みんな! 今日、私たちのトピックは、金属用の旋削工具の種類と目的と呼ばれています。 ほぼすべての部品を回転させるための技術的プロセスを開発するためには、これを知る必要があります。 このトピックを上手にマスターすれば、適切なツールを選択するのは簡単なことです🙂
旋削工具の種類。
使用されるすべての旋削工具が付属しています さまざまなデザイン処理して受け取る必要のあるサーフェスに応じて選択されます。 それらは次のグループに分けられます。
通過するカッター。
これらは主に、回転体の外側の円筒面を処理(回転)するために使用されます。 それらは3つのタイプです:
リードカーブカッター

ストレートカッターを通して


退屈なターニングカッター。
このタイプのカッターを使用して、内部の穴を目的の直径に穴あけします。 方法とは対照的に、ブラインドホールとスルーホールの両方のかなり正確な品質を得ることができる非常に便利な処理方法-。 旋削ボーリング工具には主に2つのタイプがあります。
止まり穴用ボーリングカッター

貫通穴用のボーリング工具

ねじ山付き旋削工具。
このタイプは、ワークピースの外面と内面の両方のねじ切りに使用されます。 カッターの設計に応じて、メートル法とインチ法の両方のさまざまなタイプのねじ山を取得できます。 それらは2つの主要なタイプです:
おねじを切るための旋削工具

めねじを切断するためのターニングカッター

ターニングカッター。
パーティングカッターは、ワークの切断と部品本体の溝の形成の両方に使用できます。 また、さまざまなタイプとデザインがあります。 クラシックバージョンをお見せします。
旋削工具を切断します
もちろん、多くの人が私を非難し、旋削工具はもっとたくさんあると言うことができますが、これが旋盤で使用される切削工具(カッター)の主要部分であると言います。 確かに、実際には、交換可能な非鋭利なプレートやはんだ付けされたプレート、さまざまな種類の留め具などを備えたものがたくさんあります。この記事でこれらすべてについて書き始めたら、十分なスペースがありません。私のブログページで:-)。
さて、今日はこれですべてです。 クラシックなデザインの金属用旋削工具の種類と目的についてお話しました。 すべてが明確だと思います。そうでない場合は、コメントを書いて話し合います。
金属用ターニングカッターは、金属、合成、その他の材料を切断するために設計されています。 それらは、目的、デザイン、方向性が互いに異なります。
2つの部分で構成されます:
- 頭;
- ホルダー。
カッターの作業部分であるヘッドには、ヘッドにはんだ付けされたカッティングプレートが装備されています。 オーバーヘッドが使用される設計があります-交換可能-それらはカッターのヘッドに機械的に固定されています。 機械への取り付けは、ホルダーをツールホルダーにクランプすることによって実行されます。 設計上、ヘッドはストレート、ベンド、ドローに分けられます。
ヘッドデザイン
ヘッドの切削部分の設計に応じて、旋削工具は、ろう付けされた交換可能なインサート、および中実のインサートを使用できます。
加工の種類に応じて、旋削工具は次のように分類されます。
- 荒削り;
- 半仕上げ;
- 仕上げ処理。

カッターの種類
![]()
技術的な目的により、旋削工具は次のように分類されます。
- 切り落とす。 それらがなければ、複数のディテールの製造は完了しません。 このグループは、その意図された目的だけでなく、パーツの端部要素を処理し、それが作成されたピースから完成したワークピースを切り取るために使用できます。 ほとんどの場合、販売されている古典的な形の切歯を見つけることができます。 各ターナーは、オーバーヘッドプレートを使用して自分の旋盤で最も便利なカットオフカッターを使用します。
- フィードスルーは、回転する円筒形のワークピースを処理するために使用されます。 工具の砥石角度は、部品加工時のターナーの都合により異なる場合があります。
- スコアリングは、ワークピースの端部の処理と、製造された部品の外側のレッジの作成に使用されます。 端をトリミングするときは、トリミングカッターを中央からワークの外側に向ける方が便利です。 この送り方法では、長辺インサートによって切削が行われるように、スコアリングツールが加工面に対して配置されます。 スコアリングツールが外側からパーツの回転軸に送られると、短辺の切削インサートが機能します。 処理結果は精度が低く、クリーンです。 スコアリングツールは、中央に固定されたパーツの端をトリミングするために使用される場合、バックセンターがハーフセンターに変更される場合にのみ使用されます。 これはプレートを保存するために必要です。 そうしないと、リアセンター全体との接触による損傷を回避することができません。
- 溝入れカッターは、カットオフカッターよりも刃先が薄いです。 幅は広いが浅い溝を回す場合、溝入れ工具がカッティングカッターの代わりになります。 溝入れ工具は、ストレートとベンドの2種類で構成されています。 それらの刃先は、必要な溝幅に応じて選択されます。 溝入れの特徴は、ヘッドの高さが刃先の高さを大幅に上回っていることです。 この設計機能により強度が向上し、薄いエッジの溝付き旋削工具が高荷重に耐えることができます。
- ボーリングマシンは、掘削装置を使用せずに止まり穴や貫通穴を作るために使用されます。 カッターで作られた穴はより正確です。 閉じた穴と貫通穴を作るためにさまざまなタイプが使用されます。
- ねじ山。 部品の内面と外面のねじ山を切断するには、幅と作業ヘッドのタイプが異なる工具を使用します。 旋盤での作業には、古典的な形状のカッターを使用して部品を正しくセットするだけでは必ずしも十分ではありません。 旋削装置で作られるねじの種類は角度が異なります。つまり、さまざまな角度で研磨されるさまざまなインサートがあります。 内部スレッドと外部スレッドのタイプは、さまざまなテクノロジーを使用して作成されます。 作業にかかる時間を短縮するには、特定の操作に適したツールを使用することをお勧めします。 刃先の角度と必要なねじ山の角度が同じであれば、切削を行う方が便利です。 これを行うには、カッティングプレートを自分で研ぐ必要があります。 ほとんどのカッターの研ぎ角は60⁰に相当します。 必要に応じて、ヘッドの角を変更することができます。それが非研削のカテゴリに属していない場合は、研削盤で可能です。

カッターの形状
カッターは、ヘッドとホルダー(円形または長方形のロッド)で構成されています。 ヘッドにはいくつかの表面があります:前面、背面、刃先、上部。

主要な部分
部品の回転中にチップが前面に沿って外れます。 背面はメインと補助の2つのサーフェスに分割されており、これらのサーフェスの交差により、メインと補助の2つの刃先が得られます。
飛行機
二次エッジと主エッジの接合部は、カッターの先端と呼ばれます。
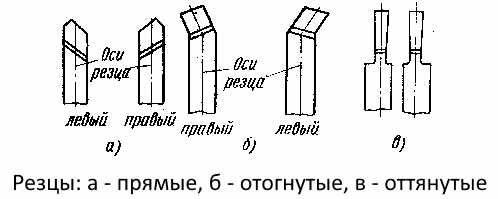
送り方向により、カッターは左右に分類されます。
楽器がどのタイプに属するかを判断するには、頭を指に向けて右手に置く必要があります。 主な刃先が親指の側面にある場合、切歯は右にあり、そうでない場合は左になります。
![]()
エラーを見つけた場合は、テキストを強調表示してクリックしてください Ctrl +Enter.
旋盤での金属加工は、ワークピースから余分な材料を取り除くことによって、部品に望ましい形状を与えることです。 手術は、特定の手順に適合したさまざまなタイプの切歯を使用して実行されます。 とりわけ、旋削工具の種類があります。 それらが何であるか、そしてそれらがどのように異なるかを知るために読んでください。
ターニングカッターの設計
金属用のカッターは、条件付きでヘッドとホルダーの2つの要素に分割できます。 ヘッドはエグゼクティブパーツであり、特定の角度で押し込まれたいくつかの平面と刃先で構成されています。 素材加工の性質に応じて、砥石角度も選択します。
カッターを旋盤のホルダーに固定するためにホルダーが必要です。 カットでは、ホルダーは長方形または正方形です。 いくつかあります 標準サイズ各形状のセクション。
旋削工具には次の設計があります。
- ストレート-ホルダーと作業ヘッドは同じ軸または平行軸上にあります。
- 湾曲-ホルダーは側面から見たときに曲がっています。
- 曲がっている-上から見たときに、ツールの作業ヘッドがホルダーに対して曲がっています。
- 描画-ヘッドの幅はツールホルダーよりも小さくなっています。 ヘッドはホルダーと同じ軸上にあるか、ホルダーに対してオフセットされている可能性があります。
旋削工具の分類
一般的に受け入れられているGOSTの分類によれば、金属用のすべての旋削工具は次のカテゴリに分類されます。
- 合金鋼で作られた刃先で-ツール全体が単一の金属片で作られています。 それらは工具鋼から作ることもできます。 今日はめったに使用されません。
- ハードアロイはんだ付け-作業中のハードアロイエッジプレートがベース-ヘッドに溶接されています。 これは最も一般的なタイプの楽器です。
- 超硬インサートの固定付き 機械的に-カッティングプレートは、ネジ、クランプでヘッドに固定されています。 交換可能な硬質合金プレートは、金属および金属セラミック材料でできています。 これは最もまれなカテゴリです。
送りの動きの方向には次のような分類があります。
- 左-左に提供:左手で持っていくと、主な作業端は親指の下にあります。
- 右-右側のマシンに供給されます。右手で取ると、主な作業エッジが親指の下になり、実際にはより一般的です。
処理方法に基づく分類に従って、切歯は区別されます:
- 仕上げ;
- ドラフト(剥離);
- 半仕上げ;
- 細かい仕事のために。
将来の部品の粗さは、カッターの先端の曲率半径の影響を受けます。 より滑らかな表面は、より大きな半径で得られます。
旋削工具の種類

旋削工具にはさまざまな種類がありますが、最も一般的なものは次のとおりです。
- スルー:回転部品の輪郭を作成するために使用され、横方向および縦方向の送りで回転、トリミングされます。
- ボーリングカッター:さまざまな溝、くぼみ、穴を作成するために使用されます。 穴を開けます。
- スコアリングカッター:段付き部品、端部を回転させるための横方向フィードでのみ使用されます。
- 切断:回転軸を横切って供給され、部品の周りに溝と溝を作り、完成品を分離するために使用されます。
- ねじ切り:任意の断面形状の部品の任意のタイプのねじ山を切断します。 ねじ山付き工具は、湾曲、直線、または円形にすることができます。
- 形状:複雑な構成の細部を研磨し、外側と内側のさまざまな面取りを取り出します。
切歯の材料

カッターの実行部分は、十分に硬く、加熱してもその特性を維持し、摩耗や衝撃に耐える必要があります。
資料は3つのグループに分けられます。
1つ目は、低速で切断する工具用です。 これらは、硬化後の硬度が60〜64の工具および炭素鋼グレードです。温度の上昇に伴い 旋削工具 200〜240度を超えると、切削品質が大幅に低下するため、実際に使用されることはめったにありません。 このカテゴリには、最大300度の耐熱性を備えたクロムタングステン、クロムシリコン、およびクロムマンガン合金鋼で作られた工具が含まれます。
2つ目は、高速で旋削を行うカッター用です。 高速カテゴリーR12、R9、R9K5F2の鋼が含まれます。 硬化後、材料は62〜65の硬度に達し、650度までの温度でその特性を保持し、長期間摩耗しません。
3番目はサーメット合金です。 これらは、1000度までの高速および高温での作業に耐えることができる超硬材料です。 鋳鉄および一部の非鉄合金は、タングステンとコバルトの混合物からの工具で研ぎます。VK6-仕上げおよび半仕上げ作業用、VK8-一次処理用。 鋼は超硬チタン-タングステン-コバルトカッターで旋削されます:T15K6-仕上げ、断続的および一次旋削用のT5K10。 交換可能なインサートは、鋳鉄を含む特に硬い材料のあらゆるタイプの処理用に立方晶窒化ホウ素で作られています。 非鉄金属は多結晶ダイヤモンドカーバイドプレートで完全に研ぎ澄まされます。
材料のプレートは交換可能で、ホルダーに挿入されます。一部のモデルには、低送りや表面回転でもチップを完全に粉砕するチップブレーカーが装備されています。 これらの交換可能な超硬インサートは、工作機械でのステンレス鋼やその他の種類の鋼の超微細切削に使用されます。
旋盤とそのタイプにカッターを適切に取り付ける方法に関するビデオチュートリアル:


