Spôsoby získavania kužeľových plôch. Veľká encyklopédia ropy a zemného plynu
1. Široká rezačka
Pri obrábaní hriadeľov sa často vyskytujú prechody medzi obrobenými plochami, ktoré majú kužeľovitý tvar a na koncoch sa zvyčajne odstraňujú skosenia. Ak dĺžka kužeľa nepresahuje 25 mm, potom môže byť spracovaný širokou frézou (obr. 2).
Uhol sklonu reznej hrany frézy v pláne musí zodpovedať uhlu kužeľa na obrobku. Fréza sa podáva v priečnom alebo pozdĺžnom smere.
Treba mať na pamäti, že pri spracovaní kužeľa frézou s reznou hranou dlhšou ako 10 - 15 mm sa môžu vyskytnúť vibrácie, ktorých úroveň je vyššia, čím väčšia je dĺžka obrobku, tým menší je jeho priemer a tým menší je uhol sklonu kužeľa. V dôsledku vibrácií vznikajú na ošetrovanom povrchu stopy a zhoršuje sa jeho kvalita. Je to spôsobené obmedzenou tuhosťou systému: obrábací stroj - prípravok - nástroj - diel (AIDS). Pri obrábaní tuhých dielov širokou frézou môžu chýbať vibrácie, ale zároveň môže dôjsť k posunutiu frézy pôsobením radiálnej zložky reznej sily, čo vedie k narušeniu nastavenia frézy na požadovaný uhol sklonu.
Výhody metódy:
1. Jednoduché nastavenie.
2. Nezávislosť uhla sklonu a na rozmeroch obrobku.
3. Schopnosť spracovať vonkajšie aj vnútorné kužeľové povrchy.
Nevýhody metódy:
1. Ručné podávanie.
2. Obmedzenie dĺžky tvoriacej čiary kužeľa dĺžkou reznej hrany frézy (10–12 mm). S nárastom dĺžky reznej hrany frézy dochádza k vibráciám, ktoré vedú k tvorbe zvlnenia povrchu.
2. Otáčaním horného posúvača strmeňa
 Kužeľové plochy s veľkými sklonmi je možné spracovať otočením horného posúvača strmeňa s podstavcom nástroja pod uhlom a, ktorý sa rovná uhlu sklonu spracovaného kužeľa
Kužeľové plochy s veľkými sklonmi je možné spracovať otočením horného posúvača strmeňa s podstavcom nástroja pod uhlom a, ktorý sa rovná uhlu sklonu spracovaného kužeľa
(obr. 3).
Otočný strmeň spolu s horným posúvačom sa môže otáčať vzhľadom na krížový posúvač, na to sa uvoľní matica upevňovacích skrutiek taniera. Riadenie uhla natočenia s presnosťou na jeden stupeň sa vykonáva podľa dielikov otočného taniera. Poloha strmeňa je fixovaná upínacími maticami. Podávanie sa vykonáva ručne rukoväťou pohybu horných saní.
Týmto spôsobom sa opracujú kužeľové plochy, ktorých dĺžka je primeraná dĺžke zdvihu horného saní (do 200 mm).
Výhody metódy:
1. Jednoduché nastavenie.
2. Nezávislosť uhla sklonu a na rozmeroch obrobku.
3. Spracovanie kužeľa s akýmkoľvek uhlom sklonu.
4. Schopnosť spracovávať vonkajšie aj vnútorné kužeľové povrchy.
Nevýhody metódy:
1. Obmedzenie dĺžky tvoriacej priamky kužeľa.
2. Manuálne podávanie.
Poznámka: Niektoré sústruhy (16K20, 16A30) majú mechanizmus na prenos rotácie na skrutku horného saní strmeňa. Na takomto stroji, bez ohľadu na uhol natočenia, je možné dosiahnuť automatické podávanie horného posúvača.
3. Odsadenie tela koníka stroja
Kužeľové plochy veľkej dĺžky s
a= 8-10° možno opracovať pri posunutí koníka, ktorého hodnota sa určí nasledovne (obr. 4):
H= L× hriech a ,
Kde H - veľkosť posunutia koníka;
L- vzdialenosť medzi nosnými plochami stredových otvorov.
Z trigonometrie je známe, že pre malé uhly sa sínus prakticky rovná dotyčnici uhla. Napríklad pre uhol 7º je sínus 0,120 a dotyčnica 0,123. Metóda posunutia koníka spracováva obrobky s malým uhlom sklonu, takže môžeme predpokladať, že hriech a=tg a. Potom
H= L×tg a = L×( D –d)/2l .
Obrobok je inštalovaný v stredoch. Telo koníka sa pomocou skrutky posunie v priečnom smere tak, aby sa obrobok stal „šikmým“. Keď je posuv posuvného strmeňa zapnutý, fréza, ktorá sa pohybuje rovnobežne s osou vretena, obrúsi kužeľovú plochu.
Veľkosť posunutia koníka je určená stupnicou vytlačenou na konci Základná doska zo strany zotrvačníka a riziko na konci krytu koníka. Hodnota delenia na stupnici je zvyčajne 1 mm. V prípade absencie stupnice na základnej doske sa posun koníka odčíta z pravítka pripevneného k základnej doske. Polohu koníka na obrábanie kužeľa je možné určiť z hotového dielu. Hotový diel (alebo vzorka) sa inštaluje do stredov stroja a koník posun, kým tvoriaca čiara kužeľovej plochy nie je rovnobežná so smerom pozdĺžneho pohybu strmeňa.
Na zabezpečenie rovnakej kužeľovitosti takto spracovanej dávky dielov je potrebné, aby rozmery obrobkov a ich stredových otvorov mali mierne odchýlky. Pretože posunutie stredov stroja spôsobuje opotrebovanie stredových otvorov obrobkov, odporúča sa najskôr opracovať kužeľové plochy, potom opraviť stredové otvory a potom vykonať konečnú dokončovacie. Na zníženie rozpadu stredových otvorov je vhodné použiť guľôčkové stredy. Rotácia obrobku je prenášaná unášacím skľučovadlom a svorkami.
Výhody metódy:
1. Možnosť automatického podávania.
2. Získanie obrobkov úmerných dĺžke k rozmerom stroja.
Nevýhody metódy:
1. Nemožnosť spracovania vnútorných kužeľových plôch.
2. Nemožnosť spracovania kužeľov s veľkým uhlom ( a³10º). Je povolené posunúť koník o ±15 mm.
3. Nemožnosť použitia stredových otvorov ako základných plôch.
4. Závislosť od uhla a na rozmeroch obrobku.
4. Pomocou kopírovacieho (kužeľového) pravítka
Bežné je spracovanie kužeľových plôch pomocou kopírok (obr. 5).
Na rám stroja je pripevnená doska 1, s kopírovacím pravítkom 2, po ktorom sa pohybuje posúvač 4, spojený s priečnym vozíkom hornej podpery 5 stroja tyčou 6. Pre voľný pohyb podpery v priečnom smere je potrebné odpojiť skrutku priečneho posuvu. Pri pohybe pozdĺžnej podpery 8 po vodidlách rámu 7 dostáva fréza dva pohyby: pozdĺžne od podpery a priečne od kopírovacieho pravítka 2. Veľkosť priečneho pohybu závisí od uhla natočenia kopírovacieho pravítka 2. Uhol natočenia pravítka je určený deleniami na doske 1, pravítko je upevnené skrutkami 3. Rezačka sa posúva na hornú hĺbku rezu posúvačom.
Metóda poskytuje vysokovýkonné a presné spracovanie vonkajších a vnútorných kužeľov s uhlom sklonu až 20º.
Výhody metódy:
1. Mechanický posuv.
2. Nezávislosť uhla kužeľa a na rozmeroch obrobku.
3. Možnosť spracovania vonkajších aj vnútorných povrchov.
Nevýhody metódy:
1. Obmedzenie dĺžky tvoriacej čiary kužeľa dĺžkou kužeľového pravítka (na strojoch stredného výkonu - do 500 mm).
2. Obmedzenie uhla sklonu mierkou kopírovacieho pravítka.
Na spracovanie kužeľov s veľkými uhlami sklonu sa kombinuje odsadenie koníka a nastavenie pozdĺž kužeľového pravítka. Za týmto účelom sa pravítko otočí na maximálny povolený uhol natočenia. a´ a posunutie koníka sa vypočíta ako pri otáčaní kužeľa, pri ktorom sa uhol sklonu rovná rozdielu medzi daným uhlom a a uhol natočenia pravítka a“, t.j.
H= L×tg ( a – a´) .
Sústruženie kužeľových plôch sa môže vykonávať rôznymi spôsobmi, v závislosti od veľkosti kužeľa, konfigurácie a rozmerov obrobku:
Otáčaním horného posúvača strmeňa(Obr. 200, A). Sane / horný strmeň sa otáča okolo zvislej osi strmeňa o uhol skosenia A.
Otáčanie kužeľovej plochy sa vykonáva ručne pohybom frézy pozdĺž tvoriacej čiary kužeľa otáčaním ručného kolesa 2. Týmto spôsobom sú vonkajšie aj vnútorné povrchy spracované s akýmkoľvek uhlom skosenia a s dĺžkou spracovania menšou ako je zdvih horného posúvača strmeňa.
Offsetové ustajnenie koníka(Obr. 200, b). Teleso koníka je posunuté v priečnom smere vzhľadom na sane o hodnotu ft, v dôsledku čoho os obrobku inštalovaného v stredoch tvorí s čiarou stredov, a teda so smerom pozdĺžneho posuvu strmeňa, uhol kužeľa obrobenej plochy a. Tvoriaca čiara kužeľovej plochy pri tejto inštalácii je rovnobežná s pozdĺžnym posuvom frézy.
S dĺžkou kužeľovej plochy / a dĺžkou obrobku L veľkosť potrebného posunu telesa koníka je určená vzorcom
h = L hriech a.
Ryža. 200. Schémy spracovania kužeľových plôch
Pre malé hodnoty a: hriech a≈tga teda
h = L tga = L (D - d) /2 l
O l = L

Táto metóda sa používa na sústruženie plytkých kužeľových plôch (uhol nie väčší ako 8°).
Nevýhodou tohto spôsobu je, že v dôsledku nesprávnej polohy stredových otvorov obrobku na stredoch stroja dochádza k rýchlemu opotrebovaniu stredových otvorov obrobku a samotných stredov.
Na výrobu presných kužeľových plôch je táto metóda nevhodná.
Pomocou zúženého alebo kopírovacieho pravítka(Obr. 200, V). Kužeľové pravítko / je upevnené zo zadnej strany stroja na konzolách 2. Pravítko je nastavené v danom uhle a. Posúvač 3 voľne sedí na pravítku spojenom s krížovým posúvačom strmeňa. Krížové sane strmeňa sa vopred odpoja od spodného vozíka strmeňa odskrutkovaním priečnej vodiacej skrutky.
Pri pozdĺžnom pohybe strmeňa dostáva fréza výsledný pohyb: spolu s pozdĺžnym priečnym pohybom v dôsledku pohybu posúvača 3 pozdĺž čiary /. Výsledný pohyb smeruje pozdĺž tvoriacej čiary kužeľovej plochy.
Táto metóda sa používa na sústruženie kužeľových plôch pod uhlom do 12°.
S pomocou širokých tvarovaných fréz. Rezné nože frézy sú nastavené pod uhlom skosenia a obrábanej plochy k línii stredov stroja rovnobežne s tvoriacou čiarou kužeľovej plochy.
Sústruženie je možné vykonávať pozdĺžnym aj priečnym posuvom.
Táto metóda je vhodná na spracovanie krátkych vonkajších a vnútorných kužeľových plôch s dĺžkou tvoriacej čiary nie väčšou ako 25 mm, keďže pri veľkých dĺžkach tvoriacej čiary dochádza k vibráciám, ktoré vedú k nekvalitne opracovanému povrchu.
Spracovanie tvarovaných plôch
Krátke tvarované povrchy (nie viac ako 25-30 mm) spracované tvarovými frézami: okrúhle, prizmatické a tangenciálne.
Presnosť spracovania tvarových plôch hranolovými frézami okrúhleho tvaru, pracujúcimi s jedným hrotom v strede a so základňou rovnobežnou s osou súčiastky, závisí od presnosti výpočtu korekcie profilu nástroja podľa profilu súčiastky (zvyčajne je presnosť výpočtu korekcie do 0,001). mm). Táto vypočítaná presnosť sa však vzťahuje len na uzlové body profilu frézy.
Na kužeľovej časti obrábanej časti budú krivočiare tvoriace čiary s celkovou chybou Δ. Celková chyba Δ pozostáva z dvoch zložiek Δ 1 a Δ 2 . Chyba Δ 1 vlastné tvarovým frézam vďaka inštalácii iba jedného bodu vo výške stredu a umiestneniu ďalších bodov pod stredovou čiarou, čo vedie k vytvoreniu hyperboloidu na diele namiesto valca alebo kužeľa. Na odstránenie chyby Δ 1 je potrebné inštalovať rezný kotúč do stredu so všetkými bodmi, t.j. v rovnakej rovine s osou dielu.
Chyba Δ 2 sa vyskytuje iba pri práci s kruhovými frézami. Okrúhla fréza na spracovanie kužeľovej plochy je teda zrezaný kužeľ, ktorý prechádza rovinou (prednou plochou), rovnobežnou s osou kužeľa, ale neprechádzajúcou osou. Preto má čepeľ frézy konvexný hyperbolický tvar. Táto konvexnosť je chyba Δ2. Pre prizmatickú frézu je chyba Δ 2 nulová. V priemere je chyba Δ 2 10-krát väčšia ako hodnota Δ 1 . Pri vysokých požiadavkách na presnosť obrábania by sa mali používať prizmatické frézy.
Tangenciálne frézy sa používajú hlavne pri dokončovaní dlhých nepevných dielov, pretože opracovanie neprebieha okamžite po celej dĺžke dielu, ale postupne.
Dlhé tvarované profily sa spracovávajú pomocou mechanických kopírok upevnených na zadnej strane lôžka na špeciálnej konzole rovnakým spôsobom ako kopírovacie pravítko (obr. 200, V). V týchto prípadoch má kopírka tvarovaný profil.
Mechanické kopírky majú také nevýhody, ako je zložitosť výroby tepelne spracovaného kopírovacieho stroja, značné úsilie v mieste kontaktu krakovacej jednotky alebo valca kopírky s pracovným povrchom kopírky.
To viedlo k širokému použitiu hydraulických a elektromechanických kopírovacích strojov so servopohonom.
V hydraulických kopírovacích strojoch je v mieste kontaktu medzi hrotom páky a kopírkou vynaložená malá námaha, čo umožňuje, aby bol kopírovací stroj vyrobený z mäkkých materiálov.
Hydraulické kopírky poskytujú presnosť kopírovania od ±0,02 do ±0,05 mm. 284
Strana 1
Spracovanie kužeľových plôch na sústruhoch sa uskutočňuje tromi spôsobmi.
Spracovanie kužeľových plôch je špeciálnym prípadom tvarového sústruženia (obr.
Spracovanie kužeľových plôch pri nastavovaní stroja niekedy vyžaduje určité výpočty. Táto metóda sa používa napríklad pri spracovaní skosení.
Spracovanie kužeľových plôch sa vykonáva: a) širokou frézou; b) otáčaním horného posúvača strmeňa; c) posunutie koníka; d) pomocou pravítka.
Spracovanie kužeľových plôch je možné vykonať širokou frézou, otáčaním horného posúvača strmeňa, posúvaním tela koníka pomocou kužeľového pravítka. Opracovanie kužeľových plôch (pozri obr. 237) sa pri opracovaní dlhých a miernych vonkajších kužeľov so sklonom do 8°C realizuje posunutím koníka v priečnom smere.
Spracovanie kužeľových plôch metódou posúvania koníka je široko používané, pretože v tomto prípade nie je potrebné špeciálne zariadenia a spracovanie môže byť vykonané na akomkoľvek sústruhu. Aby pri obrábaní presných kužeľov nedochádzalo k nerovnomernému opotrebovaniu stredových otvorov, niekedy sa namiesto kužeľa používa špeciálny guľový stred s guľovou plochou.
| Rezanie v stredoch. |
Spracovanie kužeľových plôch je možné vykonať širokou frézou, otáčaním horného posúvača strmeňa, posúvaním tela koníka pomocou kužeľového pravítka.
| Metódy otáčania kužeľa. |
Spracovanie kužeľových plôch metódou posúvania koníka je široko používané, pretože v tomto prípade nie sú potrebné špeciálne zariadenia a spracovanie je možné vykonať na akomkoľvek sústruhu.
Spracovanie kužeľových plôch na rotačných strojoch je možné vykonávať niekoľkými spôsobmi.
Spôsoby spracovania kužeľových plôch. Spracovanie kužeľových plôch na sústruhoch sa vykonáva nasledujúcimi spôsobmi: otáčaním horného saní strmeňa, priečnym posunom tela koníka, pomocou kužeľového pravítka, špeciálnou širokou frézou.
Pomocou otáčania horných saní strmeňa, brúsiť krátke kónické plochy s rôznym uhlom sklonu a. Horné sane strmeňa sa nastavia na hodnotu uhla sklonu podľa rozdelenia aplikovaného po obvode nosnej príruby strmeňa. Ak V Na výkrese dielu nie je určený uhol sklonu, potom je určený vzorcom: a tabuľkou dotyčníc.
Posuv pri tomto spôsobe ovládania sa vykonáva ručne otáčaním rukoväte skrutky horného posúvača strmeňa. Pozdĺžne a priečne posúvače musia byť v tomto čase zaistené.
Kužeľové plochy s malým uhlom kužeľa s relatívne dlhou dĺžkou obrobku rukoväť s aplikovaním priečneho posunu telesa koníka. Pri tomto spôsobe spracovania sa fréza pohybuje pozdĺžnym posuvom rovnako ako pri sústružení valcových plôch. Kužeľová plocha je vytvorená v dôsledku posunutia zadného stredu obrobku. Keď je zadný stred posunutý „preč od vás“, priemer D veľká základňa kužeľa je vytvorená na pravom konci obrobku a keď je posunutá "k sebe" - vľavo. Veľkosť priečneho posunu krytu koníka b určené podľa vzorca: kde L- vzdialenosť medzi stredmi (dĺžka celého obrobku), l- dĺžka kužeľovej časti. O L=l(kužeľ po celej dĺžke obrobku). Ak sú známe K alebo a, potom , alebo
Odsadenie zadného krytu peniaze vyrobené s použitím delení aplikovaných na konci základnej dosky a rizika na konci krytu koníka. Ak na konci dosky nie sú žiadne delenia, potom sa teleso koníka premiestni pomocou meracieho pravítka.
Zužovanie pomocou kužeľového pravítka sa vykonáva za súčasného vykonávania pozdĺžneho a priečneho posuvu frézy. Pozdĺžny posuv sa vyrába ako obvykle z bežiaceho valca a priečny posuv sa uskutočňuje pomocou kužeľového pravítka. Na lôžko stroja je pripevnená doska , na ktorom je nainštalované kužeľové pravítko . Pravítko je možné otáčať okolo prsta v požadovanom uhle a° k osi spracovávaného obrobku. Poloha pravítka je upevnená skrutkami . Posúvač posuvný po pravítku je spojený so spodnou priečnou časťou strmeňa pomocou upínacej tyče . Aby sa táto časť strmeňa mohla voľne posúvať po svojich vodidlách, je odpojená od vozíka , odstránením alebo zablokovaním skrutky krížového posuvu. Ak je teraz vozík informovaný o pozdĺžnom posuve, potom ťah posunie posúvač pozdĺž kužeľového pravítka. Keďže posúvač je spojený s priečnym posúvačom strmeňa, budú sa spolu s frézou pohybovať paralelne so skoseným pravítkom. Fréza teda spracuje kužeľovú plochu so sklonom rovným uhlu natočenia kužeľového pravítka.
Hĺbka rezu sa nastavuje pomocou rukoväte horného posúvača strmeňa, ktoré musí byť otočené o 90° oproti normálnej polohe.
Rezné nástroje a rezné podmienky pre všetky uvažované spôsoby spracovania kužeľov sú podobné ako pri sústružení valcových plôch.
Kužeľové plochy s krátkymi dĺžkami kužeľa môžu byť opracované špeciálna široká fréza s uhlom v pôdoryse zodpovedajúcim uhlu skosenia. Posuv frézy v tomto prípade môže byť pozdĺžny alebo priečny.
§ 1. Všeobecné informácie
1. Rozsah kužeľov. Spolu s valcovými dielmi v strojárstve sú pomerne rozšírené diely s kužeľovými plochami. Príkladom sú kužele hrotov, stopky vrtákov, záhlbníky, výstružníky. Ak chcete namontovať tieto nástroje, predné časti otvorov vretena a brka sústruh majú tiež kužeľovitý tvar.
Použitie kužeľov sa však neobmedzuje len na rezné nástroje. Mnohé časti stroja majú kužeľové plochy.
Široké používanie kužeľových spojov sa vysvetľuje množstvom ich výhod.
1. Poskytujú vysokú presnosť centrovania dielov.
2. Pri tesnom kontakte jemných kužeľov sa získa pevné spojenie.
3. Zmenou axiálnej polohy častí kužeľového spojenia môžete upraviť medzeru medzi nimi.
2. Kužeľ a jeho prvky. Kužeľ je geometrické teleso, ktorého povrch sa získa otáčaním priamky (generátora), šikmo umiestnenej k osi otáčania (obr. 129, a).
Priesečník tvoriacej priamky s osou sa nazýva vrchol kužeľa.
Roviny kolmé na os kužeľa sa nazývajú základne.
Existujú plné a zrezané kužele. Prvý sa nachádza medzi základňou a hornou časťou, druhý - medzi dvoma základňami (veľké a menšie).
Kužeľ je charakterizovaný nasledujúcimi prvkami: priemer väčšej základne D; menší priemer základne d; dĺžka l; uhol sklonu a medzi tvoriacou čiarou a osou kužeľa; uhol kužeľa 2a medzi protiľahlými generátormi.
Okrem toho sa v pracovných výkresoch kužeľových častí často používajú koncepty skosenia a sklonu.
Kužeľ je pomer rozdielu medzi priemermi dvoch priečnych rezov kužeľa k vzdialenosti medzi nimi. Určuje sa podľa vzorca
Sklon je pomer rozdielu medzi polomermi dvoch prierezov kužeľa k vzdialenosti medzi nimi. Určuje sa podľa vzorca
Zo vzorcov (9) a (10) je zrejmé, že sklon sa rovná polovici skosenia. 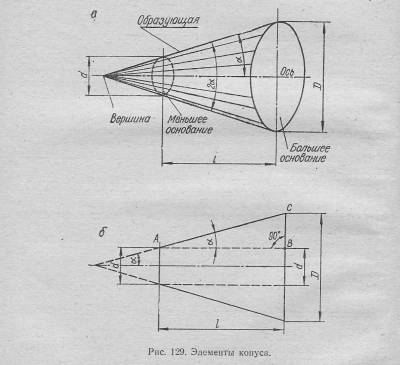
Trigonometricky sa sklon rovná dotyčnici uhla sklonu (pozri obr. 129, b, trojuholník ABC), t.j.
Na výkrese (obr. 130) je zúženie označené znakom<, а уклон -, острие которых направляется в сторону вершины конуса. После знака указывается отношение двух цифр. Первая из них соответствует разности диаметров в двух принятых сечениях конуса, вторая для конусности- расстояние между сечениями, для уклона - удвоенной величине этого расстояния.
Kužeľ a sklon sa niekedy píšu v desatinných číslach: 6,02; 0,04; 0,1 atď. Pre kužeľ tieto čísla zodpovedajú rozdielu v priemeroch kužeľa po dĺžke 1 mm, pre sklon - rozdiel v polomeroch po rovnakej dĺžke.
Na spracovanie plného kužeľa stačí poznať dva prvky: priemer základne a dĺžku; pre zrezaný kužeľ - tri prvky: priemery väčšej a menšej základne a dĺžka. Namiesto jedného zo špecifikovaných prvkov možno zadať uhol sklonu a, sklon alebo zúženie. V tomto prípade sa na určenie chýbajúcich rozmerov používajú vyššie uvedené vzorce (9), (10) a (11). 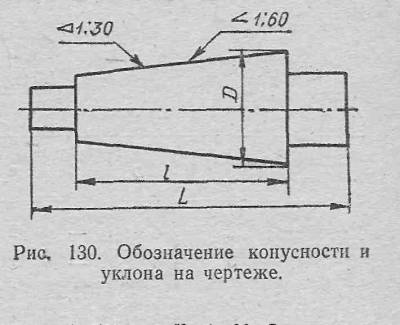
Príklad 1. Je daný kužeľ s d=30 mm, /=500 mm, K=1: 20. Určte väčší priemer kužeľa.
Riešenie. Zo vzorca (9)
Príklad 2. Je uvedený kužeľ, v ktorom D \u003d 40 mm, l \u003d 100 mm, a \u003d 5, Určite menší priemer kužeľa.
Riešenie. Zo vzorca (11)
Podľa tabuľky dotyčníc zistíme tg5°=0,087. Preto d=40-2*100X X0,87=22,6 mm.
Príklad 3. Určte uhol sklonu a, ak sú na výkrese uvedené rozmery kužeľa: D-50 mm, d=30 mm, /=200 mm.
Riešenie. Podľa vzorca (11)
Z tabuľky dotyčníc nájdeme \u003d 2 50.
Príklad 4. Je uvedený kužeľ, v ktorom D \u003d 60 mm, / \u003d 150 mm, K \u003d 1: 50. Určite uhol sklonu a.
Riešenie. Keďže sklon je polovičný, môžeme napísať:
Podľa tabuľky dotyčníc nájdeme \u003d 0 30.
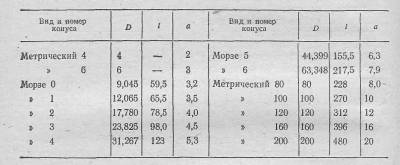
3. Normálne kužele. Kužele, ktorých veľkosti sú štandardizované, sa nazývajú normálne. Patria sem Morseove kužele, metrické, kužele pre škrupinové výstružníky a záhlbníky s kuželom 1:50 0, pre kužeľové čapy s kuželom 1:50, pre kuželové závity s kuželom 1:16 atď.
Najpoužívanejšie v strojárstve sú nástroj Morse a metrické kužele, ktorých hlavné rozmery sú uvedené v tabuľke. 13. 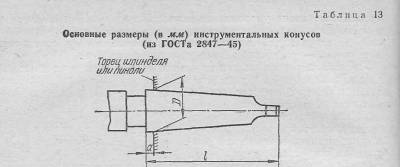
Veľkosti Morseovho zúženia sú vyjadrené v zlomkových číslach. Je to spôsobené tým, že štandard pre nich bol prvýkrát prijatý v palcovom systéme merania, ktorý sa zachoval dodnes. Morseove kužele majú iné zúženie (približne 1 20), metrické kužele sú rovnaké - 1:20.