Aké elektródy použiť pre invertor. Ako si vybrať zváraciu elektródu?
Inštrukcia
Pochopte elektródové zariadenie. Skladá sa z kvalitného zváracieho drôtu a povlaku vo forme zmesi rôznych práškov. Povlak je pripevnený k základni lepiacou hmotou. Elektródy na vykonávanie špeciálne typy zvary môžu alebo nemusia byť potiahnuté. Celkovo je známych niekoľko stoviek druhov elektród, čo vám umožňuje uspokojiť takmer akúkoľvek potrebu, ktorá vzniká pri zváraní, vrátane práce s oceľou, neželeznými kovmi a zložitými zliatinami.
Vyberte elektródy so zameraním na nadchádzajúci typ zváracích prác. Napríklad na spájanie nízkolegovaných ocelí a zliatin budete potrebovať nerezové elektródy so zmiešaným povlakom.
Ak potrebujete zvárať hrdzavé časti, rozhodnite sa pre rutilové elektródy. Rutilové elektródy sú o niečo drahšie ako bežné, ale pri ich použití je možné znížiť rozstrekovanie kovu, stabilizovať horenie a zvýšiť pevnosť zvaru. Troska po práci s takýmito elektródami sa veľmi ľahko odstraňuje.
Na zvýšenie elasticity švu použite ilmenitové elektródy. Šev ošetrený elektródou potiahnutou ilmenitom dobre znáša zmeny teploty životné prostredie. Nevýhodou takýchto elektród je, že pri zváraní hrdzavých častí nie sú veľmi spoľahlivé.
Ak potrebujete spojiť neželezné kovy, použite elektródy s vysokým bodom topenia. Zloženie takejto elektródy zahŕňa volfrám a špeciálne prísady s vysokou odolnosťou voči tepelným účinkom.
Dávaj pozor na farebné kódovanie. Elektródy označené zelenou farbou sú vhodné na zváranie horčíka a hliníka. Modré označenie znamená, že elektróda je vyrobená z volfrámu s prídavkom oxidu lantanitého. Najčastejšie sa posledný typ elektród používa na prácu s meďou alebo legovanou oceľou.
Pri výbere elektród sa zaujímajte o to, v akých podmienkach boli skladované. Faktom je, že elektródy majú určitú trvanlivosť. Ak je táto lehota porušená, elektróda nebude môcť zaručiť vysoká kvalitašev. Nekupujte zváracie elektródy, ktoré boli skladované v podmienkach vysokej vlhkosti. Je veľmi nežiaduce kupovať takéto výrobky z rúk, pretože v tomto prípade bude takmer nemožné určiť dátum vypršania platnosti.
Transformátory sú už dávno preč. Teraz ich nahrádzajú zváracie invertory. Umožňujú vám rýchlo a efektívne zvárať kovové časti a konštrukcie. Typicky sa invertory používajú ako zdroje energie pre zváracie stroje pri zváraní tavným oblúkom. Použitie tohto typu prístroja je známe tým, že vďaka konštantnej charakteristike zváracieho prúdu a jeho stabilite sa dosahuje vynikajúca kvalita zvaru, ktorá zaručuje pevné a spoľahlivé spojenie kovu.
Čo je invertorové zváranie? Presne povedané, ide o proces využívajúci obvod, systém alebo nejaké zariadenie, ktoré vytvára striedavé napätie pri pripojení k zdroju jednosmerného prúdu. Aby sme boli konkrétnejší, tento typ zvárania je proces podporovaný invertorom, tradične je to ručné oblúkové zváranie.
Všeobecná schéma takéhoto zvárania pozostáva zo sieťového filtra, sieťového usmerňovača, frekvenčného meniča, vysokofrekvenčného transformátora, výkonového usmerňovača a riadiaceho systému.
Na realizáciu zvárania kovov samozrejme nestačí jeden prístroj, potrebujete aj príslušenstvo – masku, držiaky a samozrejme elektródy. Bez nich nie je možná žiadna práca. Pre invertorové zváranie existujú tri typy elektród – uhlíkové, zliatinové a vysokolegované.
Hlavné výhody zvárania invertorovým strojom sú:
Jednoduché a rýchle zapálenie, stabilné horenie oblúka, dobrá elasticita;
- vysoko kvalitný zvarový šev;
- úspora energie;
- vysoká účinnosť;
- kolísanie napájacieho napätia nemá vplyv na parametre zvárania;
- ľahkosť a pohyblivosť.
Samozrejme, invertorové zváranie má aj nevýhody: zariadenia používané počas prevádzky, ako každá iná elektronika, naozaj nemajú radi vodu, prach a mráz. Preto musíte invertorové zváranie skladovať v suchej a pomerne teplej miestnosti. Dôležité je tiež pravidelne otvárať skriňu a vyfukovať súčasti stroja stlačeným vzduchom.
Podobné videá
Zdroje:
- elektródy na invertorové zváranie
Podobné videá
V oblasti zvárania je schopnosť vybrať si správne elektródy v závislosti od typu spojov a triedy ocele veľmi dôležitou profesionálnou zručnosťou. V tomto článku vám povieme o hlavných odrodách zváracích elektród MMA a vysvetlíme, ako ich používať na určený účel.
Ako fungujú a ako sa líšia
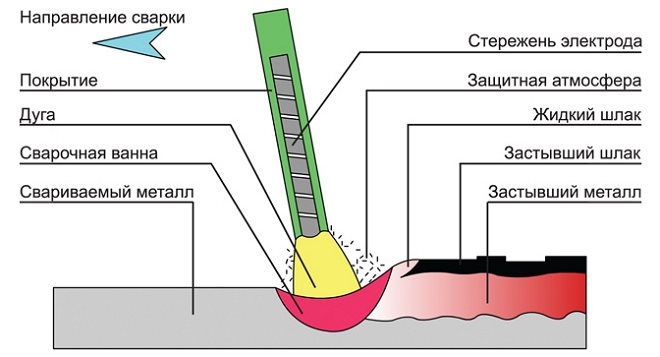
Elektróda je jednoduchá kovová tyč, ktorá sa topí v zapálenom elektrickom oblúku a vypĺňa šev medzi dvoma časťami, pričom súčasne zahrieva ich okraje. Povlak elektródy pri spaľovaní ionizuje médium a udržiava nepretržitý oblúk. Okrem toho kompozícia počas spaľovania uvoľňuje plyny, ktoré vytláčajú kyslík zo zvarového kúpeľa a vytvárajú trosku, ktorá pláva na povrch roztaveného kovu a pokrýva ho, čím ho chráni pred koróziou, praskaním a inými negatívnymi účinkami v čase chladenia.

Pochopenie podstaty fungovania elektród je veľmi dôležité pre vysvetlenie takého obrovského množstva ich odrôd. Líšia sa nielen pevnostnými charakteristikami švu, ale aj jeho polohou a typom použitého zváracieho prúdu.
Rozdiel medzi elektródami podľa umiestnenia švu
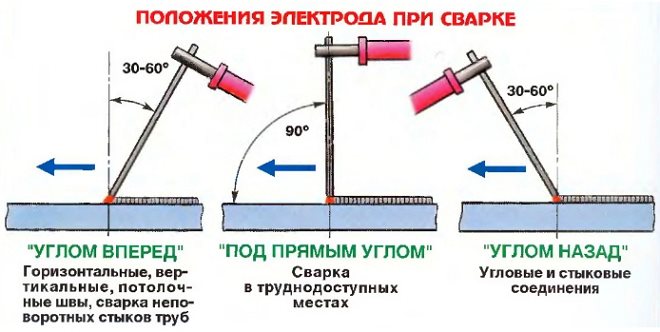
V krátkosti si pripomeňme, ako sa môže meniť orientácia zvarového kúpeľa v priestore a ako to ovplyvňuje techniku zvárania. Najvýhodnejšia je spodná poloha vodorovného švu, ktorý môže byť plochý a hranatý. V tomto prípade tavenina účinne vyplní šev a skosenie a na vrchu sa vytvorí rovnomerná trosková kôra, ktorá sa ľahko oddelí. Takmer všetky značky elektród, s výnimkou špeciálnych, je možné zvárať v spodnej horizontálnej polohe.

Zvislé švy sa zvárajú ťažšie. Zvyčajne sa používa technika sťahovania zdola nahor. V súlade s tým by povlak elektródy mal umožniť rýchle a krátkodobé zapálenie oblúka a účinné vedenie roztaveného kovu. Vertikálne švy môžu byť tiež zvárané bez trhania, ale na to musí mať povlak väčšiu hrúbku ako zvyčajne, takže v mieste kontaktu s elektródou sa vytvorí polkruhový otvor.

Horné (stropné) umiestnenie vodorovného švu sa považuje za najťažšie pri zváraní MMA. Zvárať takéto švy bez oddelenia je prakticky nemožné, častejšie sa zvárajú bodovou metódou s presahom 3/4 predchádzajúceho zvaru. Povlak elektród pre stropné spoje prispieva k rýchlemu roztaveniu malých častí kovu a rovnakému rýchlemu chladeniu. Troska z elektród sa tiež správa inak. Z väčšej časti odletí na stranu (elektróda je držaná pod uhlom) a zakryje predchádzajúci bod prilepenia. Elektródy na stropné zváranie sú najcitlivejšie na prúdový režim a polaritu.

Druh a polarita zváracieho prúdu
Ako viete, invertory majú na výstupe striedavý alebo jednosmerný prúd, ten má pripojenie s priamou a obrátenou polaritou. Väčšina úloh zvárania elektródou je riešená reverznou polaritou, pri ktorej je elektróda pripojená ku kladnému kontaktu „+“ a obrobok k zápornému „-“. Zvláštnosťou obrátenej polarity je, že elektróny, ktoré sa nepretržite pohybujú od záporného k kladnému pólu, zahrievajú elektródu a jej povlak a kov časti sa zahrieva iba nepriamym žiarením.
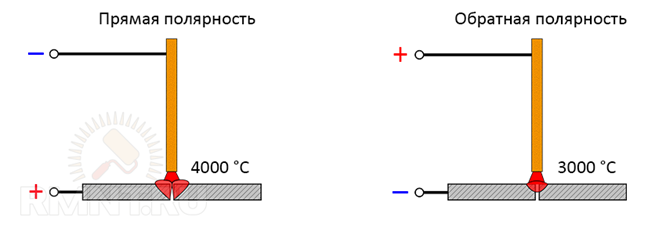
Pri priamej polarite je tok elektród nasmerovaný z elektródy na súčiastku a priamo ju ohrieva. Elektróda horí pomalšie pridaním malých častí roztaveného kovu do kúpeľa. Je zbytočné očakávať, že takéto zváranie efektívne vyplní spoj so širokou medzerou, priama polarita sa používa na spojenie dobre lícovaných dielov s rovnomernou hrúbkou zvaru. Napríklad týmto spôsobom je dobré zvárať plechy, šev je minimálne viditeľný. Vďaka viac vysoká teplota zvarový bazén s priamou polaritou je optimálne zvárať masívne diely, ktoré vyžadujú maximálnu hĺbku ohrevu.
Zváranie striedavý prúd zvyčajne charakterizované silným rozstrekom roztaveného kovu. Povlak elektród na zváranie striedavým prúdom obsahuje prísady na stabilizáciu oblúka a špeciálne legovacie nečistoty, vďaka ktorým je tavenina viskóznejšia. Kvalita zvaru pri práci s elektródami na striedavý prúd sa považuje za najvyššiu pre RDS.
Vysvetlenie symbolov
Existujú dve hlavné špecifikácie, podľa ktorých sú elektródy označené: domáca GOST 9466 a európska norma ISO 2560. Každá z nich používa vlastnú konvenciu pomenovania.

GOST
Horný riadok - Т11-XXX-Y-ZN:
· T - typ elektród, "E" pre zváranie MMA;
· 11 - medza klzu kovu v MPa;
· ХXX - značka elektród;
· Y je priemer elektródy;
· Z - účel elektródy (U - nízkolegované a uhlíkové do 60 kgf / mm, L - legované nad 60 kgf / mm);
· N je hrúbka povlaku.
Zrátané a podčiarknuté – E-AAA-B-C-D:
· E-AAA - definovanie typu a regulačného indexu pevnostné charakteristikyšev;
B - typ povlaku;
· C - poloha švu;
· D - prúdové charakteristiky.
ISO
T XX Y SS 01:
· T - označenie typu elektród, "E" - pre zváranie MMA;
· XX - medza klzu kovu v MPa;
· Y - index odolnosti proti nárazu v MPA;
· SS - typ povlaku elektródy;
· 0 - výkonnostný index navárania, typ prúdu a polarita;
· 1 - index polohy švu.
Druhy náterov
Kyslý povlak (A) silne roztaví zvarový kúpeľ, a preto je kov náchylný na praskanie pri tuhnutí. V súčasnosti nahradená kyselinou rutilovou.
Hlavný (B, B) povlak poskytuje vysokú viskozitu kovu v kúpeli a rovnomerné zahrievanie dielu. Takéto elektródy sú určené na zváranie zaťažených štruktúr, avšak pred použitím by sa mali kalcinovať, aby sa zabránilo tvorbe pórov v kove.
Celulózový (C, C) povlak vyhorí oblúkom takmer úplne, takmer bez tvorby trosky. Tento typ elektródy je jedným z mála, ktoré dokážu zvárať vertikálne švy zhora nadol.

Základom rutilového (P,R) povlaku je oxid titaničitý. Elektródy sú optimálne na zváranie s medzerou: dobre sa zapália a držia oblúk a rovnomerne ukladajú kov. Rutilový povlak poskytuje plnú kontrolu nad procesom zvárania a umožňuje meniť dĺžku oblúka v širokom rozsahu.

Rutil-celulózové (RC, RC) nátery dedia pozitívne vlastnosti oboch typov. Práve tieto elektródy sa používajú na inštaláciu v stiesnených podmienkach, zanechávajú estetický tvárový šev, ktorý nevyžaduje ďalšie spracovanie.
Najobľúbenejšie značky
Čím nižšia je zložitosť švu, tým pohodlnejšie sú elektródy, niektoré sa doslova varia. Medzi ne patrí predovšetkým známa E46 značky MONOLITH, sú to tiež ANO-36, ľudovo povedané „školské“ elektródy. Varenie s nimi je naozaj jednoduché: rutilovo-celulózový povlak dobre drží oblúk aj pri veľmi nízkych prúdoch, kov sa prenáša v malých a stredných kvapkách a dobre napĺňa kúpeľ. S takýmito elektródami by sme sa však nemali približovať ku kritickým štruktúram: v dôsledku zvýšeného obsahu kremíka stráca šev svoju plasticitu a rázovú pevnosť.

Zostavy a spoje prevádzkované vonku, vrátane kovových rámových konštrukcií s výklopným opláštením, sa odporúča zvárať elektródami, ktorých povlak obsahuje legujúce prísady. Takéto švy majú oveľa vyššiu medzu klzu a sú vystavené korózii v oveľa menšom rozsahu v dôsledku nízkeho indexu vodíka. Príkladom takejto značky je OK-48. Majú základný povlak a roztavia kov do viskózno-kvapalného stavu s nastavením optimálneho stupňa ohrevu, vhodného na zváranie v akejkoľvek polohe. Ak je potrebná penetrácia 12 mm alebo viac, odporúča sa vopred zvariť šev elektródami s organickým povlakom typu ANO-7 a ANO-8.

Elektródy OK 61.35 sa používajú na zváranie konštrukcií s oscilačnými typmi záťaží a nádob pod tlakom. Ich povlak je zásaditý, kov je pri tavení veľmi viskózny, šev je prakticky necitlivý na medzikryštalickú koróziu.
http://www. rmnt . ru/ - webová stránka RMNT. en
Aby elektrické zváranie pomocou invertora poskytlo požadovaný výsledok a výsledný zvar mal vysokú spoľahlivosť a pevnosť, je potrebné zvoliť správne elektródy pre zváranie invertorom. Je veľmi ľahké sa zmiasť v obrovskom množstve podobných produktov prezentovaných na modernom trhu.
Líšia sa materiálom výroby, ich typom, priemerom, zložením povlaku, ako aj množstvom ďalších významných charakteristík. Aké elektródy je možné použiť na zváranie s meničom, ako aj ako ich správne vybrať, chceme hovoriť v tomto článku.
Kritériá výberu elektród
V prvom rade treba mať na pamäti, že elektródy môžu byť spotrebného aj nespotrebného typu. Prvé sú vyrobené z kovovej tyče, na ktorej povrchu je nanesený špeciálny náter, ktorý prispieva k ochrane zváracej zóny a zvyšuje stabilitu oblúka. Používajú sa na vykonávanie ručného oblúkového zvárania. Výrobky druhej kategórie - nekonzumovateľné - sa používajú na zváranie v prostredí ochranného plynu (argónu), o ich odrodách a vlastnostiach použitia sa bude diskutovať v samostatnom článku.
Pri výbere elektród na zváranie pomocou meniča je potrebné vziať do úvahy, že materiál výroby častí, ktoré sa majú spojiť, ovplyvní aj kvalitatívne charakteristiky vytvoreného švu. V súlade s tým, aby sa uvarilo rôzne materiály, sa používajú odlišné typy. Takže napríklad:
- na pripojenie výrobkov z, vyberte uhlíkové elektródy;
- na spájanie výrobkov z legovaných ocelí sa používajú elektródy zodpovedajúcich tried: OZS-4, MP-3 (GOST 9466-75), MP-3, ANO-21, UONI 13/45 (GOST 9467-75);
- ak je potrebné vykonať zváracie práce s povrchovou úpravou alebo inými druhmi ocele, vyberte elektródy s jadrom z vysoko legovaného kovu - TsL-11 (GOST 9466-75);
- na varenie liatiny je tiež potrebné vybrať elektródy príslušnej značky - OZCH-2 (GOST 9466-75).
K dnešnému dňu sa vytvorilo nasledujúce hodnotenie elektród používaných na zváranie pomocou meniča.
- ANO. Zváracie elektródy tejto značky sa dobre zapaľujú, nie je potrebné ich dodatočne zapaľovať. Rovnako dobre s nimi môžu pracovať začiatočníci aj profesionáli.
- MP-3 sú univerzálneho typu, dajú sa použiť aj na spájanie nevyčistených plôch.
- MR-3S. Elektródy tejto značky by sa mali zvoliť, ak sú na vlastnosti švu kladené zvýšené požiadavky.
- UONI 13/55 sa používa na inštaláciu kritických konštrukcií, ktoré vyžadujú vysokokvalitné zvary. Pre začínajúceho zvárača bude ťažké s nimi pracovať: ich použitie si vyžaduje určité skúsenosti a vysokú kvalifikáciu.
Výhody populárnych značiek elektród
Mnoho moderných typov elektród na zváranie pomocou meniča má nasledujúce výhody.
- Jednoduchosť zvárania. Ťažkosti pri zváraní takýmito elektródami môžu vzniknúť, ak ste ich nesprávne vybrali podľa zloženia materiálu jadra.
- Vysoko kvalitný šev. Tento parameter je pri zváracích prácach najdôležitejší a elektródy týchto značiek ho umožňujú zabezpečiť. Pomocou takýchto elektród pre invertor je možné získať vysokokvalitné vnútorné a vonkajšie spojenia, konvexné a konkávne zvary.
- Ľahká separovateľnosť trosky. Troska získaná pri zváraní pomocou takýchto elektród sa ľahko oddelí, čo umožňuje okamžite zistiť, akú kvalitu zvaru poskytujú.
- Skorodované časti je možné zvárať. Výrobky pokryté vrstvou hrdze sa samozrejme zvárajú veľmi zriedkavo, ale tieto elektródy umožňujú aj v tomto prípade získať vysoko kvalitný a spoľahlivý šev.
- Proces zvárania je pre zvárača bezpečný z hľadiska sanitárnych a hygienických noriem.

Rozdiely v elektródach podľa značky a priemeru
Medzi skúsenými zváračmi existuje názor, že pri použití meniča môžete zvárať ľubovoľnými elektródami. Takýto názor je spravidla založený iba na osobných skúsenostiach takýchto odborníkov, ktorí sa podieľajú na výkone určitého druhu práce (zváranie konštrukcií z profilové rúry alebo rohy). Pri vykonávaní práce pomocou meniča spojenie nekladie vážne požiadavky na jeho tesnosť, preto je možné bez problémov použiť elektródy s priemerom 0,5–2 mm.
Voľba priemeru a značky elektródy by mala byť založená na tom, ako hrubý kov s nimi musí byť spojený. Detaily veľkej hrúbky vyžadujú dlhodobé zváranie a elektróda na ich zváranie musí byť zvolená s väčším priemerom. Zváracie elektródy s malým priemerom sa ešte musia naučiť pracovať, veľmi rýchlo zhoria. S takýmito výrobkami sa zvyčajne vyrábajú cvočky.
Ktoré elektródy je lepšie vybrať, je ovplyvnené aj typom práce, na ktorú sa plánuje použiť. Na vykonávanie zložitých prác na trase je teda potrebné vybrať elektródy s veľkým priemerom a inštaláciu konštrukcií z profilových prvkov je možné vykonať s výrobkami s priemerom do 2 mm. Práve tieto elektródy sa používajú najmä pri inštalácii sekčných brán a výrobe rôznych uzatváracích konštrukcií z profilových rúr a vlnitej lepenky.
Klasifikácia zváracích elektród
V prvom rade sú zváracie elektródy rozdelené do samostatných typov podľa ich hlavného účelu. Preto je obvyklé rozlišovať tieto typy:
- tie, s ktorými sa zvárajú uhlíkové a nízkolegované ocele;
- na spájanie konštrukcií z vysokopevnostných žiaruvzdorných ocelí;
- pracovať s (často sa im hovorí);
- tie, s ktorými účinkujú, ako aj ich zliatiny;
- určené na zváranie medi a jej zliatin;
- na spájanie častí vyrobených z liatiny;
- tie, s ktorými sa vyrábajú povrchové úpravy a vykonávajú rôzne opravy;
- určený na spájanie dielov z ocelí neurčitého zloženia a ťažko zvárateľných ocelí.
Na zváracie elektródy je možné nanášať rôzne povlaky. Podľa typu krytia sú rozdelené do 4 kategórií. Najbežnejšie sú elektródy s povlakmi dvoch typov.
Výrobky so základným náterom, ktoré sa nazývajú hlavné. Najobľúbenejšie produkty sú UONI 13/55. Oplatí sa ich vybrať, ak potrebujete získať zvary zodpovedajúce vysokej kvalite, ktoré sa vyznačujú mimoriadnou rázovou húževnatosťou, ťažnosťou a mechanickou pevnosťou. Okrem toho zvary získané pri práci s takýmito elektródami sú vysoko odolné voči kryštalizačným trhlinám. Tiež nie sú náchylné na prirodzené starnutie. Ich výber sa oplatí urobiť, ak potrebujete nainštalovať kritické konštrukcie, ktoré sa plánujú prevádzkovať v náročných podmienkach.

Majú tiež nevýhodu: ak je ich povlak navlhčený alebo ak sú na okrajoch častí, ktoré sú spojené, hrdza, stopy oleja alebo vodného kameňa, vo zvare sa vytvoria póry. Póry vo šve sa môžu vytvoriť aj pri zváraní na dlhom oblúku. Nevýhodou použitia takýchto elektród je, že môžu pracovať iba na jednosmerný prúd a opačnú polaritu.
Druhým typom sú potiahnuté elektródy rutilového typu. Výrobky s takýmto povlakom, ktorých najobľúbenejšou značkou je MP-3, sa úspešne používajú na spájanie dielov, ktorých materiálom je nízkouhlíková oceľ. Zváracie elektródy tejto značky sa vyznačujú nasledujúcimi technologickými výhodami:
- stabilné horenie oblúka počas prevádzky na jednosmerný aj striedavý prúd;
- minimálne rozstrekovanie materiálu pri zváraní invertorom;
- schopnosť získať vysokokvalitné zvary akejkoľvek priestorovej polohy;
- ľahká separovateľnosť trosky;
- zvárané švy majú vynikajúce dekoratívne vlastnosti;
- vhodné na zváranie povrchov pokrytých hrdzou alebo nečistotami.
Výber produktov podľa iných parametrov
Typ prúdu, ako aj polarita jeho pripojenia sú najdôležitejšie parametre zváracích operácií. generujú prevažne jednosmerný prúd, ktorý je možné pripojiť k obrobku a elektróde dvoma spôsobmi.
- Priama polarita. Pri tejto schéme je plus spojený so zemou a mínus je spojený so zváracou elektródou.
- Obrátená polarita. Takáto schéma zahŕňa pripojenie mínus k hmote a plus k držiaku s elektródou.
Pri rozhodovaní o tom, ktoré elektródy zvoliť na zváranie konštrukcií určitej hrúbky, sa môžete riadiť nasledujúcimi kritériami:
- pre diely s hrúbkou 2 mm sú najvhodnejšie elektródy Ø 2,5 mm;
- pri pripájaní dielov s hrúbkou 3 mm by sa mali zvoliť elektródy Ø 2,5–3 mm;
- ak je hrúbka častí, ktoré sa majú zvárať, 4–5 mm, potom sú vhodné elektródy Ø 3,2–4 mm;
- diely s hrúbkou 6–12 mm sa najlepšie zvárajú elektródami Ø 4–5 mm;
- keď hrúbka presiahne 13 mm, potom bude výber elektród Ø 5 mm optimálny.
Je veľmi dôležité zvoliť správny priemer elektródy, pretože pri prekročení tohto parametra klesá hustota zváracieho prúdu. To povedie k tomu, že zvárací oblúk sa stane nestabilným, penetrácia častí sa zhorší a šírka zvaru sa zvýši. Mnoho výrobcov uvádza na obale informácie o tom, ktoré hodnoty prúdu je najlepšie použiť.

Ak takéto informácie nie sú uvedené na obale, je možné postupovať podľa nasledujúcich odporúčaní:
- na zváranie elektródami Ø 2 mm by mal byť nastavený zvárací prúd, ktorého sila je 55–65A;
- pre výrobky Ø 2,5 mm použite prúd 65–80A;
- elektródy Ø 3 mm - prúd 70–130A;
- pre elektródy Ø 4 mm sa volí zvárací prúd 130–160 A;
- výrobky Ø 5 mm - prúd 180–210 A;
- Je lepšie variť so 6 mm elektródami pri prúde 210–240 A.
Ako je zrejmé z vyššie uvedeného, pre vysokokvalitné zváranie s invertorom je to dôležité správna voľba elektródy podľa ich priemeru. Mali by ste tiež nastaviť optimálnu silu zváracieho prúdu. Ak sa napríklad chystáte zvárať tenký kov invertorom pomocou elektród s veľkým priemerom alebo zvárací prúd prekročí prípustné hodnoty, potom sa v hotovom šve môžu vytvoriť póry, čo výrazne zníži jeho kvalitatívne charakteristiky.
Elektródy zahraničných výrobcov
Elektródy značky ESAB si na domácom trhu získali veľkú obľubu. Charakteristickým znakom elektród od švédskeho výrobcu je, že ich označenie začína označením „OK“, za ktorým nasledujú 4 číslice. Medzi širokou škálou modelov elektród tejto značky sa najčastejšie používajú nasledujúce.
- OK 46:00. Podľa ich charakteristík sú veľmi podobné domácim produktom MP-3. Pomocou invertora môžu variť uhlíkové, nízkolegované ocele pomocou jednosmerného aj striedavého prúdu. Pri použití je zabezpečená vysoká kvalita výsledného spojenia.
- OK 48:00. Môžu pracovať výlučne na jednosmerný prúd, používajú sa na inštaláciu obzvlášť kritických konštrukcií.
- OK 53,70. Patria k špecializovanému typu, s ich pomocou vykonávajú zváranie koreňových priechodov, spojov rúr.
- OK 61,30 a 63,20. Používajú sa na invertorové zváranie dielov z nehrdzavejúcej ocele, ale pred ich zakúpením je dôležité ujasniť si, či sú vhodné na prácu s druhom kovu, o ktorý máte záujem.
- OK 68,81. Pomocou produktov tejto značky sa vykonáva invertorové zváranie dielov z nedefinovaných akostí ocele, ako aj z ťažko zvárateľných akostí.
- OK 96,20. Pracujú na liatine a tiež spájajú liatinové diely s oceľou.
- OK 92,60. Sú určené na zváranie výrobkov z hliníka, jeho zliatin s použitím invertoru.
Mimochodom, v sortimente elektród tejto značky existujú aj výrobky, ktoré možno použiť na zváranie medi a jej zliatin.
Čím sa riadiť pri výbere elektród
Ak zhrnieme všetky vyššie uvedené skutočnosti, možno rozlíšiť niekoľko základných parametrov, na základe ktorých by sa mali vyberať elektródy na zváranie invertorom. Najprv musíte zvážiť druh materiálov, ktoré budete variť. Ak je potrebná inštalácia zodpovednej konštrukcie, potom je lepšie zvoliť elektródy od osvedčeného výrobcu. Napríklad produkty ESAB vyrábané známym švédskym výrobcom sa na takéto účely dobre hodia.
Ak je povrch častí z uhlíkovej ocele, ktoré sa chystáte zvárať pomocou meniča, hrdzavý alebo mokrý, potom je lepšie zvoliť elektródy s povlakom rutilového typu.
Výrobky so základným náterom sa používajú v prípadoch, keď je potrebné vykonávať invertorové zváranie obzvlášť kritických konštrukcií. Kvalita zvárania takýmito elektródami závisí aj od toho, ako starostlivo ste pripravili povrchy na spojenie. Aby ste pochopili, ako sa takáto príprava vykonáva, môžete si pozrieť školiace video, ktoré sa dá ľahko nájsť na internete.
Prehľad najlepších elektród na ručné zváranie uhlíkových a korózii odolných ocelí je zostavený na základe publikácií z časopisov Welding and Diagnostics, Metallurgical Bulletin a iných špecializovaných zdrojov. Článok zhŕňa online recenzie profesionálnych zváračov o produktoch od rôznych výrobcov.
Kritériá pre výber
Bohužiaľ, ruské elektródy strácajú s mnohými zahraničnými náprotivkami vo väčšine parametrov. „Prelomové“ v tejto oblasti však už boli načrtnuté. Ruské elektródové výrobky, ktoré sa doteraz vyrábajú v niekoľkých spoločných podnikoch, už nie sú horšie ako mnohé ctihodné značky, pokiaľ ide o stabilitu kvality. Začali sa k nim „ťahať“ niektoré továrne domácej podriadenosti. Avšak v prípadoch, keď je potrebné s istotou zabezpečiť vysokú kvalitu švu, odborníci stále radšej používajú drahšie, ale aj lepšie elektródy zahraničnej výroby. Pre zváracie invertory je vhodný akýkoľvek typ elektródy, nie všetky typy sú vhodné pre AC zváracie stroje.
Pri výbere najlepších elektród na preskúmanie sme sa riadili nasledujúcimi kritériami:
- objemy výroby;
- kvalita produktu;
- dostať výrobcu do recenzií v odvetví elektród;
- odborné recenzie.
Pre správnosť porovnania cien sme do recenzie zaradili len najčastejšie používané elektródy s priemerom 3 mm.
Hlavným parametrom akejkoľvek zváracej elektródy, ktorý určuje väčšinu jej vlastností - od ľahkého zapálenia až po kvalitu švu - je zloženie jej povlaku. Najbežnejšie sú dnes tieto typy náterov:
- Rutilové elektródy(a elektródy so zmiešaným povlakom na tomto základe - rutil-celulóza atď.) sa stali jednou z najpopulárnejších kvôli ľahkému zapáleniu, vrátane opakovanej, zníženej (v rozumných medziach) citlivosti na vlhkosť. Môžu byť použité na striedavý aj jednosmerný prúd vo všetkých smeroch švu, ale pri výbere rutilovej elektródy musíte byť opatrní - môžete si kúpiť dobrú elektródu aj znečisťujúci šev s obrovským množstvom troskových jamiek, vhodné len na pripináčiky.
- Bázické obalené elektródy najčastejšie používané pri zváraní priamy prúd vo veľmi citlivých oblastiach. Pri vypaľovaní povlaku v vo veľkom počte vyčnieva oxid uhličitý, ktorý spoľahlivo chráni zvarový kúpeľ pred vystavením kyslíku. Samotný šev je tvárnejší ako pri zváraní bežnými typmi rutilových elektród. Druhá strana mince je precitlivenosť na vlhkosť a ťažké zapálenie: s takýmito elektródami je oveľa ťažšie variť.
Zváranie je dnes žiadaný proces v práci profesionálnych remeselníkov aj domácich špecialistov. S jeho pomocou môžete opraviť kovové výrobky a v prípade potreby vytvoriť nové. Aby kvalita švov bola hodná, minimálna skúsenosť s zváračka. Nie poslednú úlohu zohráva správne vybraný spotrebný materiál.
Preto sa veľa začínajúcich zváračov zaujíma o otázku, ktoré elektródy si vybrať.Tento proces by sa mal brať zodpovedne. Rady skúsených remeselníkov vám pomôžu pochopiť rozdiel medzi prezentovaným materiálom a výberom najlepšia možnosť pre každý druh práce.
Charakteristika invertorového zvárania
Pred výberom elektród je potrebné oboznámiť sa s vlastnosťami tohto procesu. Zahŕňa použitie špeciálneho vybavenia. Invertor je zvárací stroj, ktorý využíva tavnú metódu pri oblúkovom zváraní.
Výhody takejto techniky v porovnaní s odrodami transformátorov už dlho oceňujú profesionálni remeselníci. Invertory sa dnes používajú oveľa častejšie ako iné typy zariadení. Je to spôsobené ich stabilným výkonom zváracieho prúdu. Zároveň sa ukazuje ako veľmi odolný a kvalitný.
Invertorová jednotka vybavená usmerňovačom je schopná po zapnutí generovať jednosmerné a striedavé napätie. Ak nie je sieťový filter, na výstupe sa získa iba konštantné napätie. Táto vlastnosť sa musí brať do úvahy pri vykonávaní práce.
Schéma zvárania
Ak používate menič vo svojej práci, musíte sa oboznámiť s jeho schémou činnosti. Elektródy sú hlavným spotrebným materiálom tohto zariadenia. Sú vyrobené vo forme kovovej tyče, cez ktorú prúdi prúd na pracovnú plochu. Pri štúdiu, ktoré elektródy sú najlepšie pre invertory, by ste sa mali ponoriť do schémy prevádzky zariadenia a procesu.
Pri prevádzke meniča sú zapojené aj ďalšie zariadenia. Patria sem riadiaci systém (alebo usmerňovač), transformátor a frekvenčný menič. To umožňuje zariadeniu pracovať s rôznymi materiálmi. Dokonca aj ten istý prípad inštalácie zahŕňa použitie rôznych značiek elektród pri zváraní rôzne materiály. Preto ich výberu treba venovať osobitnú pozornosť.
Podstata elektród
Pri štúdiu otázky, ktoré elektródy je najlepšie zvoliť na zváranie pomocou meniča, by ste sa mali oboznámiť s dizajnom tohto spotrebného materiálu. Ako bolo uvedené vyššie, rovnaký model zariadenia sa používa v rôznych podmienkach. Preto sa elektródy musia vyberať podľa pracovného procesu.

Moderná výroba vyrába prevažnú časť svojich produktov vo forme spotrebného materiálu pre meniče. Tento nástroj je vyrobený z kovového drôtu. Táto tyč je lisovaná vrstvou špeciálneho povlaku. Je navrhnutý tak, aby zabezpečil stabilitu spaľovania a zároveň chránil zvarový kúpeľ pred vystavením atmosférický vzduch. Materiály na výrobu takýchto výrobkov sa používajú veľmi rozdielne. Výrobné normy elektródy je regulovaný GOST 2246, schválený už v roku 1970.
Odrody
Pri rozhodovaní o tom, ako a ktoré elektródy si vybrať na zváranie s invertorom, sa musíte odvolávať na vyššie uvedený GOST. Hovorí, že na takúto prácu sú vhodné tri druhy spotrebného materiálu. Elektródy môžu byť uhlíkové, legované a vysoko legované. Sú vyrobené z odlišné typy drôt.

Začiatočník, ktorý sa chystá robiť invertorové zváranie doma, sa vôbec nemusí ponoriť do takýchto odrôd. Treba len poznamenať, že všetky elektródy sú rozdelené na dve veľké skupiny. Prvá kategória zahŕňa materiály určené pre kritické konštrukcie a druhá - pre bežné.
Ak sa zváranie nezúčastňuje procesu vytvárania nosných kovových konštrukcií, ktoré budú vystavené značnému tlaku, mali by sa uprednostňovať jednoduché druhy výrobkov. Pri použití meniča pre potreby domácnosti to bude stačiť.
Prehľad domácich elektród

Prvý typ elektród nespôsobuje problémy počas prevádzky. Ľahko sa zapália bez potreby predzápalu. Pre začínajúceho zvárača je ANO najlepšia možnosť. MP-3 sa považuje za univerzálny spotrebný materiál. Umožňuje zvárať aj na hrdzavých, špinavých povrchoch, ako aj vo vlhkých podmienkach.
Prehľad profesionálnych elektród
Pri štúdiu, ktoré elektródy si vybrať na zváranie s invertorom, pre kritické typy konštrukcií, je potrebné zvoliť značky ako MP-3C, ako aj UONI-13/55. Patria do skupiny spotrebných materiálov používaných na vytváranie kritických štruktúr.
Pri zvýšených požiadavkách na kvalitu hotového švu je lepšie uprednostniť značku MP-3C. Takéto elektródy sa používajú pri spracovaní kovov s jednosmerným striedavým prúdom s obrátenou polaritou.
Pre obzvlášť náročné práce pri zváraní nosné konštrukcie mali by ste zvoliť spotrebný materiál značky UONI. S nimi však môže pracovať iba profesionálny majster. Pre začiatočníka bude rozmarná povaha takejto elektródy príliš tvrdá. Keď sa však naučíte zaobchádzať s SSSI, môžete vytvoriť najodolnejšie švy s vysokou hustotou (a dokonca aj pri nízkych teplotách).
Druh kovu
Pri štúdiu, ktoré elektródy si vybrať na zváranie s invertorom, musíte venovať pozornosť typu pracovného materiálu. Každý kov má svoje vlastné typy zváracích tyčí.

Pri liatine je potrebné uprednostniť elektródy typu OZCH-2. Ich výroba je regulovaná GOST 9466 z roku 1975. Ak je potrebné s ním pracovať, je lepšie zakúpiť produkty ANO-4 s rutilovou vrchnou vrstvou alebo ANO-6, ktoré majú ilmenitový typ povlaku.
Bežné uhlíkové ocele vyžadujú použitie elektród OZS-4, MP-3S, MP-3, UONI13/45, ANO-21 atď. Nerezové a vysokolegované ocele vyžadujú použitie prídavných materiálov pre invertorové zváranie pod značkou TsL-11 .
Ako si vybrať elektródu
Po zvážení, ktoré elektródy je lepšie zvoliť na zváranie invertorom, stojí za to povedať pár slov o vlastnostiach ich nákupu. V prvom rade je potrebné venovať pozornosť zloženiu náteru aplikovaného na výrobok. Tieto informácie nájdete v návode na použitie. To vám umožní vybrať si správnu odrodu v súlade s typom materiálu.

Nekupujte ani výrobky, ktoré nemajú príslušné certifikáty kvality. Toto nemusí byť bezpečné. Kvalita švov pri použití pochybných materiálov sa môže veľmi líšiť od požadovaného výsledku. Preto treba proces výberu a nákupu brať zodpovedne.
Po zvážení, ktoré elektródy si vybrať na zváranie s invertorom, dokonca aj začínajúci majster bude môcť získať správnu odrodu. Práca bude vykonaná rýchlo a bezpečne. Výsledok bude dobrý aj pre začiatočníka.


