İnverter için hangi elektrotların kullanılacağı. Kaynak elektrotu nasıl seçilir?
Talimat
Elektrot cihazını anlayın. Yüksek kaliteli kaynak teli ve çeşitli tozların karışımı şeklinde bir kaplamadan oluşur. Kaplama, yapışkan bir kütle ile tabana tutturulur. Gerçekleştirilecek elektrotlar özel tipler Kaynaklar kaplanabilir veya kaplanamaz. Toplamda, çelik, demir dışı metaller ve karmaşık alaşımlar dahil olmak üzere kaynak sırasında ortaya çıkan hemen hemen her ihtiyacı karşılamanıza izin veren yüzlerce elektrot çeşidi bilinmektedir.
Yaklaşan kaynak işi türüne odaklanarak elektrotları seçin. Örneğin, düşük alaşımlı çelikleri ve alaşımları birleştirmek için karışık kaplamalı paslanmaz elektrotlara ihtiyacınız olacaktır.
Paslı parçaları kaynaklamanız gerekiyorsa rutil elektrotları tercih edin. Rutil elektrotlar geleneksel olanlardan biraz daha pahalıdır, ancak bunları kullanırken metal sıçramasını azaltmak, yanmayı stabilize etmek ve kaynağın gücünü artırmak mümkündür. Bu tür elektrotlarla çalıştıktan sonra cüruf çok kolay bir şekilde çıkarılır.
Dikişin esnekliğini artırmak için ilmenit elektrotları kullanın. İlmenit kaplı elektrotla işlenen dikiş, sıcaklık değişikliklerini iyi tolere eder çevre. Bu tür elektrotların dezavantajı, paslı parçaların kaynağında çok güvenilir olmamalarıdır.
Demir dışı metalleri birbirine bağlamanız gerekiyorsa, erime noktası yüksek elektrotlar kullanın. Böyle bir elektrotun bileşimi, tungsten ve termal etkilere karşı yüksek dirençli özel katkı maddeleri içerir.
Dikkat et renk kodlaması. Yeşil işaretli elektrotlar, magnezyum ve alüminyum kaynağı için uygundur. Mavi işaret, elektrotun lantan oksit ilavesiyle tungstenden yapıldığını gösterir. Çoğu zaman, ikinci tip elektrotlar, bakır veya alaşımlı çeliklerle çalışmak için kullanılır.
Elektrotları seçerken, saklandıkları koşullara dikkat edin. Gerçek şu ki, elektrotların belirli bir raf ömrü vardır. Bu süre ihlal edilirse, elektrot garanti edemez. yüksek kalite dikiş. Yüksek nemli koşullarda saklanan kaynak elektrotlarını satın almayın. Bu tür ürünleri elden satın almak son derece istenmeyen bir durumdur, çünkü bu durumda son kullanma tarihini belirlemek neredeyse imkansız olacaktır.
Transformatörler çoktan gitti. Şimdi bunların yerini kaynak invertörleri alıyor. Metal parçaları ve yapıları hızlı ve verimli bir şekilde kaynaklamanıza izin verir. Tipik olarak, invertörler, füzyon ark kaynağında kaynak makineleri için güç kaynağı olarak kullanılır. Bu tür aparatların kullanımı, kaynak akımının sabit karakteristiği ve kararlılığı sayesinde, güçlü ve güvenilir bir metal bağlantısını garanti eden mükemmel bir dikiş kalitesi elde edilmesiyle ünlüdür.
İnverter kaynak nedir? Kesin olarak söylemek gerekirse, bir devre, bir sistem ya da herhangi bir cihaz kullanan bir süreçtir. alternatif akım voltajı DC kaynağına bağlandığında. Daha spesifik olmak gerekirse, bu tür kaynak invertör destekli bir işlemdir, geleneksel olarak manuel ark kaynağıdır.
Bu tür bir kaynağın genel şeması, bir şebeke filtresi, bir şebeke doğrultucu, bir frekans dönüştürücü, bir yüksek frekanslı transformatör, bir güç doğrultucu ve bir kontrol sisteminden oluşur.
Tabii ki, metal kaynağın uygulanması için bir cihaz yeterli değildir, ayrıca aksesuarlara da ihtiyacınız vardır - bir maske, tutucular ve tabii ki elektrotlar. Onlar olmadan hiçbir iş mümkün değildir. İnvertör kaynağı için üç tip elektrot vardır - karbon, alaşım ve yüksek alaşım.
İnverter makine ile kaynak yapmanın başlıca avantajları şunlardır:
Kolay ve hızlı ateşleme, kararlı ark yakma, iyi esneklik;
- yüksek kaliteli kaynak dikişi;
- enerji tasarrufu;
- yüksek verim;
- besleme voltajı dalgalanmaları kaynak parametrelerini etkilemez;
- hafiflik ve hareketlilik.
Tabii ki, inverter kaynağının dezavantajları da vardır: çalışma sırasında kullanılan cihazlar, diğer elektronikler gibi, gerçekten su, toz ve dondan hoşlanmazlar. Bu nedenle inverter kaynağını kuru ve oldukça sıcak bir odada saklamanız gerekir. Kasayı düzenli olarak açmak ve makine bileşenlerini basınçlı havayla üflemek de önemlidir.
İlgili videolar
Kaynaklar:
- inverter kaynağı için elektrotlar
İlgili videolar
Kaynak ticaretinde, bağlantı tipine ve çelik kalitesine bağlı olarak doğru elektrotları seçebilmek çok önemli bir mesleki beceridir. Bu yazıda size MMA kaynak elektrotlarının ana çeşitlerini anlatacağız ve bunların amaçlanan amaçları için nasıl kullanılacağını açıklayacağız.
Nasıl çalışırlar ve nasıl farklıdırlar?
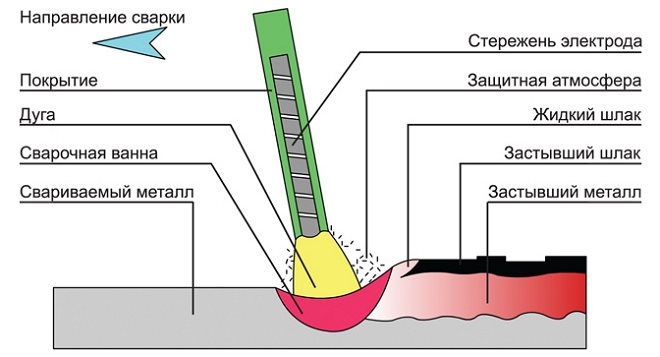
Elektrot, ateşlenen bir elektrik arkında eriyen ve iki parça arasındaki dikişi dolduran ve aynı anda kenarlarını ısıtan basit bir metal çubuktur. Elektrot kaplaması, yandığında ortamı iyonize eder ve sürekli ark oluşmasını sağlar. Ek olarak, yanma sırasında, bileşim kaynak havuzundan oksijeni yerinden eden gazları serbest bırakır ve erimiş metalin yüzeyine yüzen ve onu kaplayan cüruf oluşturur, soğutma sırasında korozyon, çatlama ve diğer olumsuz etkilerden korur.

Elektrotların çalışmasının özünü anlamak, bu kadar çok sayıda çeşidini açıklamak için çok önemlidir. Sadece dikişin mukavemet özelliklerinde değil, aynı zamanda konumunda ve kullanılan kaynak akımı türünde de farklılık gösterirler.
Dikişin konumuna göre elektrotlar arasındaki fark
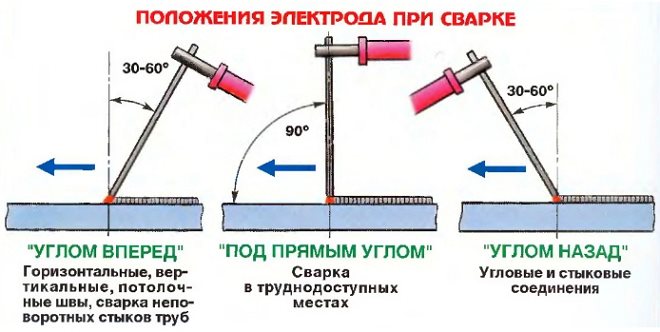
Kaynak havuzunun uzaydaki yöneliminin nasıl değişebileceğini ve bunun kaynak tekniğini nasıl etkilediğini kısaca hatırlayalım. En uygun olanı, düz ve açısal olabilen yatay dikişin alt konumudur. Bu durumda, eriyik dikişi ve pahı etkili bir şekilde doldurur ve üstte kolayca ayrılabilen tek tip bir cüruf kabuğu oluşur. Özel olanlar hariç hemen hemen tüm elektrot markaları alt yatay konumda kaynak yapılabilir.

Dikey dikişlerin kaynaklanması daha zordur. Tipik olarak, aşağıdan yukarıya doğru bir çekme kaynak tekniği kullanılır. Buna göre, elektrotun kaplaması, arkın hızlı ve kısa süreli ateşlenmesine ve erimiş metalin verimli bir şekilde yönlendirilmesine izin vermelidir. Ayrıca, dikey dikişler yırtılmadan kaynaklanabilir, ancak bunun için kaplamanın normalden daha büyük bir kalınlığa sahip olması gerekir, böylece elektrot üzerindeki temas noktasında yarım daire şeklinde bir delik oluşur.

Yatay dikişin üst (tavan) konumu, MMA kaynağında en zor olarak kabul edilir. Bu tür dikişleri ayırmadan kaynaklamak neredeyse imkansızdır, daha sık olarak, önceki kaynağın 3/4'ü örtüşen nokta yöntemiyle kaynaklanırlar. Tavan bağlantıları için elektrotların kaplanması, küçük metal kısımlarının hızlı erimesine ve aynı hızlı soğumaya katkıda bulunur. Elektrotlardan kaynaklanan cüruf da farklı davranır. Çoğunlukla yana doğru uçar (elektrot bir açıyla tutulur) ve önceki yapışma noktasını kaplar. Tavan kaynağı için elektrotlar, akım moduna ve polariteye en duyarlıdır.

Kaynak akımının tipi ve polaritesi
Bildiğiniz gibi, invertörlerin çıkışında alternatif veya doğru akım vardır, ikincisi doğrudan ve ters polarite bağlantısına sahiptir. Elektrot kaynaklama görevlerinin çoğu, elektrotun pozitif "+" kontağa ve iş parçasının negatif "-" kontağa bağlandığı ters polarite ile çözülür. Ters polaritenin özelliği, sürekli olarak negatiften pozitif kutba hareket eden elektronların elektrotu ve kaplamasını ısıtması ve parçanın metalinin yalnızca dolaylı radyasyonla ısıtılmasıdır.
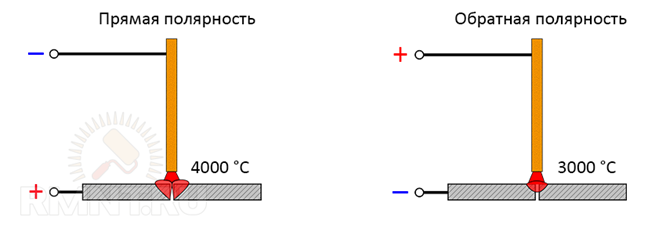
Doğrudan polarite ile elektrotların akışı elektrottan parçaya yönlendirilir ve onu doğrudan ısıtır. Elektrot, banyoya küçük parçalar halinde erimiş metal ekleyerek daha yavaş yanar. Bu tür bir kaynağın geniş bir boşluklu bir eklemi etkili bir şekilde doldurmasını beklemek işe yaramaz, düzgün bir kaynak kalınlığına sahip iyi monte edilmiş parçaları birleştirmek için doğrudan polarite kullanılır. Örneğin, bu şekilde metal levhaların kaynaklanması iyidir, dikiş minimum düzeyde fark edilir. daha fazlası sayesinde Yüksek sıcaklık doğrudan polariteye sahip kaynak havuzu, maksimum ısıtma derinliği gerektiren büyük parçaların kaynaklanması en uygunudur.
Kaynak alternatif akım genellikle erimiş metalin güçlü sıçraması ile karakterize edilir. AC kaynağı için elektrotların kaplaması, arkı stabilize etmek için katkı maddelerine ve eriyiği daha viskoz hale getiren özel alaşım safsızlıklarına sahiptir. Alternatif akımda elektrotlarla çalışırken kaynağın kalitesi, RDS için en yüksek olarak kabul edilir.
Sembollerin açıklaması
Elektrotların işaretlendiği iki ana özellik vardır: yerel GOST 9466 ve Avrupa standardı ISO 2560. Her biri kendi adlandırma kuralını kullanır.

GOST
Üst satır - Т11-XXX-Y-ZN:
· T - elektrot tipi, MMA kaynağı için "E";
· 11 - MPa'da metal akma dayanımı;
· ХXX - elektrot markası;
· Y elektrot çapıdır;
· Z - elektrotun amacı (U - 60 kgf / mm'ye kadar düşük alaşımlı ve karbon, L - 60 kgf / mm üzerinde alaşımlı);
· N, kaplama kalınlığıdır.
Alt satır - E-AAA-B-C-D:
· E-AAA - tip ve düzenleyici indeks tanımlama mukavemet özellikleri dikiş;
B - kaplama tipi;
· C - dikiş konumu;
· D - mevcut özellikler.
ISO
T XX Y SS 01:
· T - elektrot tipinin tanımı, "E" - MMA kaynağı için;
· XX - MPa cinsinden metal akma dayanımı;
· Y - MPA'da darbe kırılma direnci indeksi;
· SS - elektrot kaplama tipi;
· 0 - yüzey kaplama performans indeksi, akım tipi ve polarite;
· 1 - dikiş konumu indeksi.
Kaplama çeşitleri
Asidik kaplama (A) kaynak havuzunu güçlü bir şekilde eritir, bu nedenle metal katılaşma sırasında çatlamaya eğilimlidir. Şu anda rutil asit ile değiştirilmiştir.
Ana (B, B) kaplama, banyodaki metalin yüksek viskozitesini ve parçanın eşit şekilde ısınmasını sağlar. Bu tür elektrotlar, yüklü yapıların kaynağı için tasarlanmıştır, ancak metalde gözenek oluşumunu önlemek için kullanımdan önce kalsine edilmeleri gerekir.
Selüloz (C, C) kaplama, neredeyse tamamen, neredeyse cüruf oluşturmadan bir yayda yanar. Bu elektrot türü, dikey dikişleri yukarıdan aşağıya kaynaklayabilen az sayıdaki elektrottan biridir.

Rutil (P, R) kaplamanın temeli titanyum dioksittir. Elektrotlar boşluklu kaynak yapmak için idealdir: tutuştururlar ve arkı iyi tutarlar ve eşit şekilde metal biriktirirler. Rutil kaplama, kaynak işlemi üzerinde tam kontrol sağlar ve ark uzunluğunu geniş bir aralıkta değiştirmenize olanak tanır.

Rutil-selüloz (RC, RC) kaplamalar, her iki tipin de olumlu özelliklerini taşır. Sıkışık koşullarda kurulum için kullanılan bu elektrotlardır, daha fazla işlem gerektirmeyen estetik bir yüz dikişi bırakırlar.
En Popüler Markalar
Dikişin karmaşıklığı ne kadar düşük olursa, elektrotlar o kadar uygun olur, bazıları tam anlamıyla kendilerini pişirir. Bunlar, her şeyden önce, MONOLITH ticari markasının ünlü E46'sını içerir, ayrıca popüler olarak "okul" elektrotları olarak adlandırılan ANO-36'dır. Onlarla yemek pişirmek gerçekten basittir: rutil-selüloz kaplama arkı çok düşük akımlarda bile iyi tutar, metal küçük ve orta damlalarda aktarılarak banyoyu iyi doldurur. Bununla birlikte, bu tür elektrotlarla kritik yapılara yaklaşmamak gerekir: artan silikon içeriği nedeniyle, dikiş plastisitesini ve darbe dayanımını kaybeder.

Menteşeli kaplamalı metal çerçeve yapıları da dahil olmak üzere açık havada çalıştırılan tertibatların ve bağlantıların, kaplaması alaşım katkı maddeleri içeren elektrotlarla kaynaklanması önerilir. Bu tür dikişler çok daha yüksek akma mukavemetine sahiptir ve düşük hidrojen indeksi nedeniyle korozyona çok daha az maruz kalırlar. Böyle bir markanın bir örneği OK-48'dir. Temel bir kaplamaya sahiptirler ve metali viskoz-sıvı bir duruma eriterek, herhangi bir pozisyonda kaynak yapmak için uygun olan optimum ısıtma derecesini ayarlarlar. 12 mm veya daha fazla penetrasyon gerekiyorsa, dikişin ANO-7 ve ANO-8 tiplerinin organik kaplamalı elektrotlarla önceden kaynaklanması önerilir.

OK 61.35 elektrotları, salınımlı yük türlerine ve basınç altındaki kaplara sahip kaynak yapıları için kullanılır. Kaplamaları baziktir, metal erime sırasında çok viskozdur, dikiş pratik olarak kristaller arası korozyona karşı duyarsızdır.
http://www. rmnt. ru/ - RMNT web sitesi. tr
İnverter kullanarak elektrik kaynağının istenen sonucu vermesi ve elde edilen kaynağın yüksek güvenilirlik ve mukavemete sahip olması için inverter kaynağı için doğru elektrotların seçilmesi gerekir. Modern pazarda sunulan çok çeşitli benzer ürünlerde kafa karıştırmak çok kolaydır.
İmalat malzemesinde, tiplerinde, çaplarında, kaplamanın bileşiminde ve ayrıca bir dizi başka önemli özellikte farklılık gösterirler. Bir invertör ile kaynak yapmak için hangi elektrotların kullanılabileceğini ve bunların nasıl doğru seçileceğini bu makalede konuşmak istiyoruz.
Elektrot seçimi için kriterler
Her şeyden önce, elektrotların sarf ve sarf malzemesi olmayan tipte olabileceği akılda tutulmalıdır. İlki, yüzeyinde kaynak bölgesinin korunmasına katkıda bulunan ve arkın stabilitesini artıran özel bir kaplamanın uygulandığı metal bir çubuktan yapılmıştır. Manuel ark kaynağı yapmak için kullanılırlar. İkinci kategorideki ürünler - sarf malzemesi olmayan - koruyucu gaz (argon) ortamında kaynak yapmak için kullanılır, çeşitleri ve kullanım özellikleri ayrı bir makalede tartışılacaktır.
Bir invertör kullanarak kaynak yapmak için elektrotları seçerken, birleştirilecek parçaların üretim malzemesinin de oluşturulan dikişin kalite özelliklerini etkileyeceği dikkate alınmalıdır. Buna göre yemek pişirmek için farklı malzemeler, kullanılmış farklı şekiller. Yani mesela:
- yapılmış ürünleri bağlamak için karbon elektrotları seçin;
- alaşımlı çeliklerden yapılmış ürünleri bağlamak için ilgili kalitedeki elektrotlar kullanılır: OZS-4, MP-3 (GOST 9466-75), MP-3, ANO-21, UONI 13/45 (GOST 9467-75);
- yüzey veya diğer çelik türleri ile kaynak çalışması yapılması gerekiyorsa, yüksek alaşımlı metal çekirdekli elektrotları seçin - TsL-11 (GOST 9466-75);
- dökme demir pişirmek için uygun markanın elektrotlarını seçmek de gereklidir - OZCH-2 (GOST 9466-75).
Bugüne kadar, bir invertör kullanarak kaynak yapmak için kullanılan elektrotların aşağıdaki derecelendirmesi oluşturulmuştur.
- ANO. Bu markanın kaynak elektrotları iyi tutuşur, ayrıca ateşlenmeleri gerekmez. Hem acemi kaynakçılar hem de profesyoneller onlarla eşit derecede iyi çalışabilir.
- MP-3 evrensel bir tiptir, temizlenmemiş yüzeyleri birleştirmek için bile kullanılabilirler.
- MR-3S. Dikişin özelliklerine artan gereksinimler uygulanırsa, bu markanın elektrotları seçilmelidir.
- UONI 13/55, yüksek kaliteli kaynak gerektiren kritik yapıların montajı için kullanılır. Acemi bir kaynakçının onlarla çalışması zor olacaktır: kullanımları belirli deneyim ve yüksek nitelikler gerektirir.
Popüler Elektrot Markalarının Faydaları
Bir invertör kullanarak kaynak yapmak için birçok modern elektrot türü aşağıdaki avantajlara sahiptir.
- Kaynak kolaylığı. Çekirdek malzemenin bileşimine göre yanlış seçtiyseniz, bu tür elektrotlarla kaynak yaparken zorluklar ortaya çıkabilir.
- Yüksek kaliteli dikiş. Bu parametre kaynak işlerinde en önemlisidir ve bu markaların elektrotları bunu sağlamayı mümkün kılar. İnverter için bu tür elektrotları kullanarak, yüksek kaliteli iç ve dış bağlantılar, dışbükey ve içbükey kaynaklar elde etmek mümkündür.
- Cürufun kolay ayrılabilirliği. Bu tür elektrotlar kullanılarak kaynak sırasında elde edilen cüruf kolayca ayrıştırılır, bu da ne tür bir kaynak kalitesi sağladıklarını hemen görmeyi mümkün kılar.
- Aşınmış parçalar kaynak yapılabilir. Tabii ki, bir pas tabakasıyla kaplı ürünler çok nadiren kaynaklanır, ancak bu elektrotlar bu durumda bile yüksek kaliteli ve güvenilir bir dikiş elde etmeyi mümkün kılar.
- Kaynak işlemi, sıhhi ve hijyenik standartlar açısından kaynakçı için güvenlidir.

Elektrotlardaki marka ve çapa göre farklılıklar
Deneyimli kaynakçılar arasında, bir invertör kullanırken herhangi bir elektrotla kaynak yapabileceğinize dair bir görüş vardır. Kural olarak, böyle bir görüş yalnızca belirli bir iş türünün (yapıların kaynaklanması) performansında yer alan bu tür uzmanların kişisel deneyimlerine dayanır. profil boruları veya köşeler). Bir invertör kullanarak iş yaparken, bağlantı sıkılığı için ciddi gereksinimler getirmez, bu nedenle 0,5–2 mm çapında elektrotlar sorunsuz kullanılabilir.
Elektrotun çapının ve markasının seçimi, metalin bunlarla ne kadar kalın olması gerektiğine bağlı olmalıdır. Büyük kalınlık detayları, sırasıyla uzun süreli kaynak gerektirir ve bunların kaynağı için elektrot daha büyük bir çapla seçilmelidir. Küçük çaplı kaynak elektrotlarının hala çalışmayı öğrenmesi gerekir, çok çabuk yanarlar. Genellikle bu tür ürünlerle raptiyeler yapılır.
Hangi elektrotların seçilmesinin daha iyi olduğu, kullanılması planlanan çalışma türünden de etkilenir. Bu nedenle, karmaşık rota çalışması yapmak için, büyük çaplı elektrotların seçilmesi gerekir ve profil elemanlarından yapıların montajı, 2 mm çapa kadar olan ürünlerle yapılabilir. Özellikle seksiyonel kapıların montajında ve profil borulardan ve oluklu mukavvadan çeşitli kapalı yapıların imalatında kullanılan bu elektrotlardır.
Kaynak elektrotlarının sınıflandırılması
Öncelikle kaynak elektrotları asıl amaçlarına göre ayrı tiplere ayrılmaktadır. Bu nedenle, aşağıdaki türleri ayırt etmek gelenekseldir:
- karbon ve düşük alaşımlı çeliklerin kaynaklandığı çelikler;
- yüksek mukavemetli ısıya dayanıklı çeliklerden yapılmış yapıları bağlamak için;
- birlikte çalışmak (genellikle denir);
- alaşımlarının yanı sıra gerçekleştirdikleri;
- bakır ve alaşımlarının kaynağı için tasarlanmış;
- dökme demirden yapılmış parçaları birleştirmek için;
- yüzey kaplama üretecek ve çeşitli onarımlar yapacak olanlar;
- bileşimi belirsiz çeliklerden ve kaynaklanması zor çeliklerden yapılmış parçaları birleştirmek için tasarlanmıştır.
Kaynak elektrotlarına çeşitli kaplamalar uygulanabilir. Kapsama türüne göre 4 kategoriye ayrılırlar. En yaygın olanı, iki tip kaplamaya sahip elektrotlardır.
Ana olarak adlandırılan temel kaplamalı ürünler. En popüler ürünler UONI 13/55'tir. Olağanüstü darbe mukavemeti, süneklik ve mekanik mukavemet ile ayırt edilen, yüksek kaliteye karşılık gelen kaynaklar elde etmeniz gerekiyorsa, bunları seçmeye değer. Ek olarak, bu tür elektrotlarla çalışırken elde edilen kaynaklar, kristalleşme çatlaklarına karşı oldukça dirençlidir. Ayrıca doğal yaşlanmaya eğilimli değildirler. Zorlu koşullarda çalıştırılması planlanan kritik yapıları kurmanız gerekiyorsa, seçimleri yapmaya değer.

Ayrıca bir dezavantajı vardır: kaplamaları ıslanırsa veya bağlı parçaların kenarlarında pas, yağ izleri veya kireç varsa, kaynakta gözenekler oluşur. Uzun bir ark üzerinde kaynak yapıldığında da dikişte gözenekler oluşabilir. Bu tür elektrotları kullanmanın dezavantajı, yalnızca doğru akım ve ters polarite üzerinde çalışmasına izin verilmesidir.
İkinci tip, rutil tipi kaplanmış elektrotlardır. En popüler markası MP-3 olan böyle bir kaplamaya sahip ürünler, malzemesi düşük karbonlu çelik olan parçaların birleştirilmesinde başarıyla kullanılmaktadır. Bu markanın kaynak elektrotları, aşağıdaki teknolojik avantajlarla ayırt edilir:
- hem doğru hem de alternatif akımda çalışma sırasında kararlı ark yanması;
- invertör ile kaynak sırasında minimum malzeme sıçraması;
- herhangi bir mekansal pozisyonda yüksek kaliteli kaynaklar elde etme yeteneği;
- cürufun kolay ayrılabilirliği;
- kaynaklı dikişler mükemmel dekoratif özelliklere sahiptir;
- pas veya kirle kaplı yüzeylerin kaynaklanması için uygundur.
Diğer parametrelere göre ürün seçimi
Akımın türü ve bağlantısının polaritesi, kaynak işlemlerinin en önemli parametreleridir. ağırlıklı olarak iş parçasına ve elektrota iki şekilde bağlanabilen doğru akım üretir.
- Doğrudan polarite. Bu şema ile artı toprağa, eksi ise kaynak elektroduna bağlanır.
- Ters kutup. Böyle bir şema, eksiyi kütleye ve artıyı sırasıyla elektrotlu tutucuya bağlamayı içerir.
Belirli bir kalınlıktaki kaynak yapıları için hangi elektrotların seçileceğine karar verirken, aşağıdaki kriterlere göre yönlendirilebilirsiniz:
- 2 mm kalınlığındaki parçalar için Ø 2,5 mm elektrotlar en uygunudur;
- 3 mm kalınlığındaki parçaları bağlarken, Ø 2.5–3 mm elektrotlar seçilmelidir;
- kaynaklanacak parçaların kalınlığı 4-5 mm ise, elektrotlar Ø 3,2-4 mm uygundur;
- 6–12 mm kalınlığındaki parçalar en iyi şekilde Ø 4-5 mm elektrotlarla kaynaklanır;
- kalınlık 13 mm'yi aştığında, Ø 5 mm elektrot seçimi optimal olacaktır.
Doğru elektrot çapını seçmek çok önemlidir, çünkü bu parametre aşıldığında kaynak akımı yoğunluğu azalır. Bu, kaynak arkının kararsız hale gelmesine, parçaların nüfuzunun bozulmasına ve kaynağın genişliğinin artmasına neden olacaktır. Birçok üretici, hangi amper değerlerinin kullanılmasının en iyi olduğu hakkında ambalaj bilgilerini belirtir.

Paket üzerinde bu tür bilgiler bulunmuyorsa, aşağıdaki önerilere uyulabilir:
- Ø 2 mm elektrotlarla kaynak yapmak için, gücü 55–65A olan bir kaynak akımı ayarlanmalıdır;
- Ø 2,5 mm ürünler için 65–80A akım kullanın;
- elektrotlar Ø 3 mm - akım 70–130A;
- Ø 4 mm elektrotlar için 130–160 A kaynak akımı seçilir;
- ürünler Ø 5 mm - akım 180–210 A;
- 210–240 A akımda 6 mm elektrotlarla pişirmek daha iyidir.
Yukarıdakilerden açıkça anlaşılacağı gibi, bir invertör ile yüksek kaliteli kaynak için önemlidir. doğru seçimçaplarına göre elektrotlar. Ayrıca kaynak akımının optimum gücünü de ayarlamalısınız. Örneğin, büyük çaplı elektrotlar kullanarak bir invertör ile ince metali kaynak yapacaksanız veya kaynak akımı izin verilen değerleri aşarsa, bitmiş dikişte kalite özelliklerini önemli ölçüde azaltacak gözenekler oluşabilir.
Yabancı üreticilerin elektrotları
ESAB markasının elektrotları, iç pazarda büyük popülerlik kazanmıştır. İsveçli üreticinin elektrotlarının karakteristik bir özelliği, işaretlerinin "OK" işaretiyle başlaması ve ardından 4 basamak olmasıdır. Bu markanın çok çeşitli elektrot modelleri arasında, aşağıdakiler en yaygın olarak kullanılmaktadır.
- Tamam 46.00. Özelliklerine göre yerli MP-3 ürünlerine çok benzerler. Bir invertör kullanarak, doğrudan ve alternatif akım kullanarak karbonlu, düşük alaşımlı çelikleri pişirebilirler. Kullanıldığında, ortaya çıkan bağlantının yüksek kalitesi sağlanır.
- Tamam 48.00. Sadece doğru akım üzerinde çalışabilirler, özellikle kritik yapıların montajı için kullanılırlar.
- Tamam 53.70. Özel bir türe aittirler, yardımlarıyla kök geçişlerinin, boru bağlantılarının kaynağını yaparlar.
- Tamam 61.30 ve 63.20. Paslanmaz çelik parçaların inverter kaynağı için kullanılırlar, ancak satın almadan önce ilgilendiğiniz metal kalitesiyle çalışmaya uygun olup olmadıklarını netleştirmek önemlidir.
- tamam 68.81. Bu markanın ürünleri yardımıyla, kaynağı zor olan kalitelerin yanı sıra tanımsız çelik kalitelerinden parçaların invertör kaynağı yapılmaktadır.
- tamam 96.20. Dökme demir üzerinde çalışırlar ve ayrıca dökme demir parçaları çeliğe bağlarlar.
- Tamam 92.60. İnverter kullanarak alüminyum ve alaşımlarından ürünlerin kaynağı için tasarlanmıştır.
Bu arada, bu markanın elektrotları arasında bakır ve alaşımlarını kaynaklamak için kullanılabilecek ürünler de var.
Elektrot seçerken nelere dikkat edilmelidir?
Yukarıdakilerin tümünü özetleyerek, inverter kaynağı için hangi elektrotların seçilmesi gerektiğine bağlı olarak bir dizi temel parametre ayırt edilebilir. Her şeyden önce, pişireceğiniz malzemelerin türünü düşünmeniz gerekir. Sorumlu bir yapının kurulması gerekiyorsa, bunun için köklü bir üreticiden elektrotlar seçmek daha iyidir. Örneğin, tanınmış bir İsveçli üretici tarafından üretilen ESAB ürünleri bu tür amaçlar için çok uygundur.
İnverter ile kaynak yapacağınız karbon çeliği parçaların yüzeyi paslı veya ıslak ise, rutil tip kaplamalı elektrotları seçmek daha iyidir.
Özellikle kritik yapıların inverter kaynağı yapılmasının gerekli olduğu durumlarda bazik kaplamalı ürünler kullanılmaktadır. Bu tür elektrotlarla kaynağın kalitesi, birleştirilecek yüzeyleri ne kadar dikkatli hazırladığınıza da bağlıdır. Bu tür bir hazırlığın nasıl yapıldığını anlamak için internette kolayca bulunabilecek bir eğitim videosu izleyebilirsiniz.
Karbon ve korozyona dayanıklı çeliklerin manuel kaynağı için en iyi elektrotların bir incelemesi, Welding and Diagnostics, Metallurgical Bulletin ve diğer özel kaynaklar dergilerindeki yayınlar kullanılarak derlenmiştir. Makale, farklı üreticilerin ürünleri hakkında profesyonel kaynakçıların çevrimiçi incelemelerini özetlemektedir.
Seçim kriterleri
Ne yazık ki, Rus elektrotları çoğu parametrede birçok yabancı emsaline kaybediyor. Ancak, bu alandaki "atılımlar" zaten ana hatlarıyla belirtilmiştir. Şimdiye kadar birkaç ortak girişimde üretilen Rus elektrot ürünleri, kalite istikrarı açısından artık birçok saygın markadan daha düşük değil. Bazı yerel tabiiyet fabrikaları onları "çekmeye" başladı. Bununla birlikte, dikişin yüksek kalitesini güvenle sağlamanın gerekli olduğu durumlarda, profesyoneller hala daha pahalı, ancak aynı zamanda daha iyi yabancı kaynaklı elektrotları kullanmayı tercih ediyor. İçin kaynak invertörleri her tip elektrot uygundur, her tip AC kaynak makineleri için uygun değildir.
İnceleme için en iyi elektrotları seçerken aşağıdaki kriterlere göre yönlendirildik:
- üretim hacimleri;
- ürün kalitesi;
- üreticiyi elektrot endüstrisindeki incelemelere sokmak;
- profesyonel yorumlar
Fiyat karşılaştırmasının doğruluğu için, incelemeye yalnızca 3 mm çapında en yaygın kullanılan elektrotları dahil ettik.
Herhangi bir kaynak elektrotunun, özelliklerinin çoğunu belirleyen - ateşleme kolaylığından dikişin kalitesine kadar - ana parametresi, kaplamasının bileşimidir. Bugün en yaygın olanı aşağıdaki kaplama türleridir:
- rutil elektrotlar(ve bu temelde karışık bir kaplamaya sahip elektrotlar - rutil-selüloz vb.), tekrarlanan, azaltılmış (makul sınırlar dahilinde) neme karşı hassasiyet dahil olmak üzere ateşleme kolaylığı nedeniyle en popüler olanlardan biri haline gelmiştir. Dikişin her yönünde hem alternatif hem de doğru akımda kullanılabilirler, ancak bir rutil elektrot seçerken dikkatli olmanız gerekir - hem iyi bir elektrot hem de çok miktarda cüruf çukuru olan kirletici bir dikiş satın alabilirsiniz. sadece tacklar için.
- Temel kaplı elektrotlar Kaynakta en çok kullanılan doğru akım son derece hassas alanlarda. Kaplamayı yaktığınızda çok sayıdaöne çıkıyor karbon dioksit kaynak havuzunu oksijene maruz kalmaktan güvenilir bir şekilde koruyan . Dikişin kendisi, yaygın rutil elektrot tipleri ile kaynak yapmaktan daha sünektir. madalyonun diğer yüzü ise aşırı duyarlılık neme ve zor ateşlemeye: bu tür elektrotlarla pişirmek çok daha zordur.
Kaynak, günümüzde hem profesyonel ustaların hem de ev uzmanlarının çalışmalarında talep edilen bir işlemdir. Yardımı ile metal ürünleri onarabilir ve gerekirse yenilerini oluşturabilirsiniz. Dikişlerin kalitesinin layık olması için, minimum deneyim kaynak makinesi. Son rol, doğru seçilmiş sarf malzemeleri tarafından oynanmaz.
Bu nedenle, birçok acemi kaynakçı, hangi elektrotların seçileceği sorusuyla ilgilenmektedir.Bu işlem sorumlu bir şekilde ele alınmalıdır. Deneyimli ustaların tavsiyeleri, sunulan malzeme ile seçim arasındaki farkı anlamanıza yardımcı olacaktır. en iyi seçenek her tür iş için.
İnverter kaynağının özellikleri
Elektrotları seçmeden önce, bu işlemin özelliklerini tanımanız gerekir. Özel ekipman kullanımını içerir. İnverter, ark kaynağı işleminde füzyon yöntemini kullanan bir kaynak makinesidir.
Böyle bir tekniğin transformatör çeşitlerine kıyasla avantajları, profesyonel ustalar tarafından uzun zamandır takdir edilmektedir. İnverterler günümüzde diğer ekipman türlerinden çok daha sık kullanılmaktadır. Bu, istikrarlı kaynak akımı performanslarından kaynaklanmaktadır. Aynı zamanda, çok dayanıklı ve kaliteli olduğu ortaya çıkıyor.
Doğrultucu ile donatılmış bir inverter ünitesi, açıldığında doğrudan ve alternatif voltaj üretebilir. Şebeke filtresi yoksa çıkışta sadece sabit bir voltaj elde edilir. İş yaparken bu özellik dikkate alınmalıdır.
Kaynak şeması
İnvertörü işinizde kullanarak, eylem şemasına aşina olmanız gerekir. Elektrotlar bu ekipmanın ana sarf malzemesidir. Akımın çalışma yüzeyine aktığı metal bir çubuk şeklinde yapılırlar. Hangi elektrotların invertörler için en iyi olduğunu incelerken, ekipmanın çalışma şemasını ve süreci incelemelisiniz.
İnverter çalıştırılırken diğer cihazlar da devreye girer. Bunlara kontrol sistemi (veya doğrultucu), transformatör ve frekans dönüştürücü dahildir. Bu, cihazın farklı malzemelerle çalışmasına izin verir. Kurulumun aynı örneği bile kaynak yaparken farklı marka elektrotların kullanılmasını içerir. çeşitli malzemeler. Bu nedenle, seçimlerine özel dikkat gösterilmelidir.
Elektrotların özü
Bir invertörle kaynak yapmak için hangi elektrotların en iyi seçileceği sorusunu incelerken, bu sarf malzemesinin tasarımına aşina olmalısınız. Yukarıda bahsedildiği gibi cihazın aynı modeli farklı koşullarda kullanılmaktadır. Bu nedenle elektrotlar çalışma prosesine göre seçilmelidir.

Modern üretim, ürünlerinin baskın kısmını invertörler için sarf malzemeleri şeklinde üretmektedir. Bu alet metal telden yapılmıştır. Bu çubuk, özel bir kaplama tabakası ile preslenir. Yanma stabilitesini sağlamak ve kaynak havuzunu maruziyetten korumak için tasarlanmıştır. atmosferik hava. Bu tür ürünlerin üretimi için malzemeler çok farklı kullanılmaktadır. Üretim normları elektrotlar, 1970 yılında onaylanan GOST 2246 tarafından düzenlenir.
Çeşitler
Bir invertör ile kaynak yapmak için nasıl ve hangi elektrotların seçileceğine karar verirken, yukarıdaki GOST'ye başvurmalısınız. Bu tür işler için uygun üç tür sarf malzemesi olduğunu söylüyor. Elektrotlar karbon, alaşımlı ve yüksek oranda alaşımlı olabilir. Onlardan yapılır farklı şekiller tel.

Evde invertör kaynağı yapacak olan bir acemi, bu tür çeşitleri hiç araştırmak zorunda değildir. Sadece tüm elektrotların ikiye ayrıldığına dikkat edilmelidir. büyük gruplar. İlk kategori, kritik yapılara yönelik malzemeleri ve ikincisi - sıradan olanlar için.
Önemli bir basınca maruz kalacak yük taşıyan metal yapılar oluşturma sürecine kaynak dahil değilse, basit ürün çeşitleri tercih edilmelidir. Ev ihtiyaçları için bir invertör kullanırken, bu oldukça yeterli olacaktır.
Ev elektrotlarına genel bakış

İlk tip elektrotlar çalışma sırasında sorun yaratmaz. Ön ateşleme gerektirmeden tutuşmaları kolaydır. Acemi bir kaynakçı için ANO en iyi seçenek. MP-3, evrensel bir sarf malzemesi olarak kabul edilir. Paslı, kirli yüzeylerde ve ıslak koşullarda bile kaynak yapmanızı sağlar.
Profesyonel elektrotlara genel bakış
Bir invertör ile kaynak yapmak için hangi elektrotların seçileceğini incelerken, kritik yapı türleri için MP-3C ve UONI-13/55 gibi markaları seçmek gerekir. Kritik yapılar oluşturmak için kullanılan sarf malzemeleri grubuna aittirler.
Bitmiş dikişin kalitesi için artan gereksinimlerle, MP-3C markasını tercih etmek daha iyidir. Bu elektrotlar, doğrudan, alternatif ters polarite akımı ile metal işlemede kullanılır.
Kaynakta özellikle zorlu işler için taşıyıcı yapılar Sarf malzemeleri markası UONI'yi seçmelisiniz. Ancak, onlarla yalnızca profesyonel bir usta çalışabilir. Yeni başlayanlar için, böyle bir elektrotun kaprisli doğası çok zor olacaktır. Ancak, SSSI'yi nasıl kullanacağınızı öğrendikten sonra, yüksek yoğunluklu (ve hatta düşük sıcaklıklarda) en dayanıklı dikişleri oluşturabilirsiniz.
metal türü
Bir invertör ile kaynak yapmak için hangi elektrotların seçileceğini incelerken, çalışma malzemesinin türüne dikkat etmeniz gerekir. Her metalin kendi kaynak çubukları vardır.

Dökme demir için OZCH-2 tipi elektrotları tercih etmek gerekir. Üretimleri 1975 GOST 9466 tarafından düzenlenir. Bununla çalışma yapılması gerekiyorsa, üst tabaka rutil olan ANO-4 veya ilmenit tipi kaplamaya sahip ANO-6 ürünleri satın almak daha iyidir.
Sıradan karbon çelikleri, OZS-4, MP-3S, MP-3, UONI13/45, ANO-21, vb. elektrotların kullanılmasını gerektirir. Paslanmaz ve yüksek alaşımlı çelikler, TsL-11 markası altında invertör kaynağı için sarf malzemelerinin kullanılmasını gerektirir. .
Bir elektrot nasıl seçilir
İnverter kaynağı için hangi elektrotların daha iyi seçileceğini düşündükten sonra, satın alma özellikleri hakkında birkaç söz söylemeye değer. Her şeyden önce, ürüne uygulanan kaplamanın bileşimine dikkat etmek gerekir. Bu bilgiler kullanım talimatlarında bulunabilir. Bu, malzeme türüne göre doğru çeşidi seçmenize izin verecektir.

Ayrıca uygun kalite belgelerine sahip olmayan ürünleri satın almayın. Bu güvenli olmayabilir. Şüpheli malzemeler kullanıldığında dikişlerin kalitesi istenen sonuçtan çok farklı olabilir. Bu nedenle, seçim ve satın alma süreci sorumlu bir şekilde ele alınmalıdır.
Bir invertör ile kaynak yapmak için hangi elektrotların seçileceğini düşündükten sonra, acemi bir usta bile doğru çeşitliliği elde edebilecektir. İş hızlı ve güvenli bir şekilde yapılacaktır. Sonuç, yeni başlayanlar için bile iyi olacaktır.


