Αλφαβητικός κατάλογος
Επί του παρόντος, κατά την επεξεργασία εξαρτημάτων σε διάφορα φρεζάρισμα και βαρετές μηχανές, στις συνθήκες βασικής και επισκευαστικής παραγωγής χρησιμοποιείται ειδικό εργαλείο. Μια τέτοια συσκευή είναι ένας βαρετός κόφτης. Χρησιμοποιείται για την κατασκευή οπών μεγάλης και μικρής διαμέτρου σε διάφορα βάθη. Αυτό το διάτρητο χρησιμοποιείται σε μέρη της αυτοκινητοβιομηχανίας, της γενικής μηχανολογίας και της κατασκευής οργάνων (περιβλήματα κιβωτίου ταχυτήτων, επενδύσεις κυλίνδρων, στηρίγματα ρουλεμάν και ούτω καθεξής). 
Σχέδιο κοπής
Αποτελείται από μια ράβδο καρβιδίου συγκολλημένη σε ένα χαλύβδινο στέλεχος, το οποίο έχει ένα επίπεδο τμήμα εργασίας. Επί του παρόντος, υπάρχουν πολλά νέα μοντέλα αυτής της συσκευής. Χάρη στις καινοτομίες σε αυτά τα εργαλεία, η αφαίρεση τσιπ από τη ζώνη τρυπήματος έχει βελτιωθεί σημαντικά. Ωστόσο, σε κάθε περίπτωση, ο βαρετός κόφτης έχει μια ράβδο και ένα μέρος εργασίας - μια κεφαλή. Επομένως, ο σχεδιασμός αυτού του εργαλείου δεν είναι περίπλοκος.  Η ράβδος έχει ορθογώνια ή κυκλική διατομή. Συνήθως είναι κατασκευασμένο από άνθρακα υψηλής ποιότητας 45. Το πίσω μέρος του στελέχους χρησιμοποιείται για στερέωση στο μανδρέλι και η κεφαλή για την τοποθέτηση του κοπτικού τμήματος, το οποίο, ανάλογα με το μέγεθος και την τροποποίηση, έχει σχήμα πλάκας ή ένθετο και είναι κατασκευασμένο από P9, P18, P6M5. Λίγο λιγότερο συνηθισμένα είναι αυτά τα στοιχεία από σκληρό κράμα (VK8, T5K10, T15K6) ή ορυκτά κεραμικά.
Η ράβδος έχει ορθογώνια ή κυκλική διατομή. Συνήθως είναι κατασκευασμένο από άνθρακα υψηλής ποιότητας 45. Το πίσω μέρος του στελέχους χρησιμοποιείται για στερέωση στο μανδρέλι και η κεφαλή για την τοποθέτηση του κοπτικού τμήματος, το οποίο, ανάλογα με το μέγεθος και την τροποποίηση, έχει σχήμα πλάκας ή ένθετο και είναι κατασκευασμένο από P9, P18, P6M5. Λίγο λιγότερο συνηθισμένα είναι αυτά τα στοιχεία από σκληρό κράμα (VK8, T5K10, T15K6) ή ορυκτά κεραμικά. 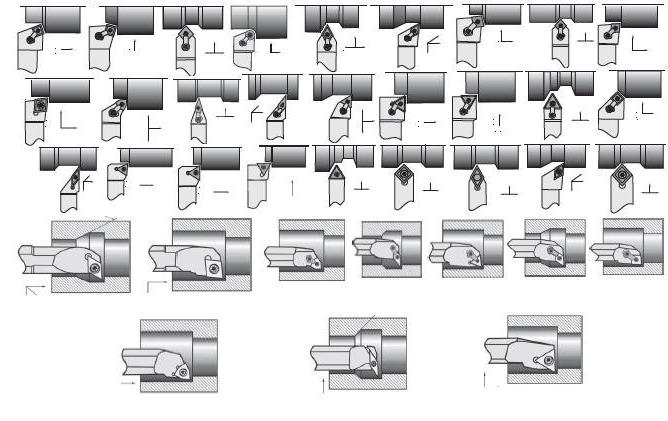
Βαρετό κόφτη - ακόνισμα
Αυτή η διαδικασία δεν είναι δύσκολη εάν έχετε ειδικό εξοπλισμό. Αυτό γίνεται στις Το αποτέλεσμα είναι η απαιτούμενη γεωμετρία κοπής. Η κεφαλή αυτού του εργαλείου είναι ακονισμένη μαζί με την πλάκα κοπής. Σχηματίζονται οι γωνίες μπροστά, πίσω και κάτοψη. Η επιλογή της γεωμετρίας του εργαλείου γίνεται λαμβάνοντας υπόψη τις ιδιότητες του υπό επεξεργασία υλικού και τους τρόπους επεξεργασίας.
Χαρακτηριστικά διαδικασίας
Ένα ιδιαίτερο χαρακτηριστικό της διάτρησης, ειδικά των μικρών διαμέτρων, είναι η δύσκολη αφαίρεση τσιπς. Η εργασία εκτελείται σε κλειστό χώρο, τα τσιπ συσσωρεύονται και γκρεμίζονται, με αποτέλεσμα η διαδικασία κοπής να δυσκολεύει, η απαγωγή θερμότητας επιδεινώνεται και η κατεργασμένη επιφάνεια μπορεί να καταστραφεί. Για την επίλυση αυτού του προβλήματος, χρησιμοποιείται για την αφαίρεση της θερμότητας και το πλύσιμο των τσιπς σε ειδικές αυλακώσεις θραύσης τσιπς στην μπροστινή επιφάνεια του κοπτικού τμήματος του κόφτη. Αυτό είναι σημαντικό σε αυτή η υπόθεση. Αυτή η αυλάκωση είναι μια τρύπα με στρογγυλεμένο κάτω μέρος. Ως αποτέλεσμα της χρήσης στοιχείων θραύσης τσιπς, είναι δυνατό να αποφευχθεί ο σχηματισμός τσιπς αποστράγγισης, τα οποία υφαίνουν σε "γένια" και εμποδίζουν τη λειτουργία του εργαλείου, με αποτέλεσμα να αποτύχει ο τρυπητής κόφτης. 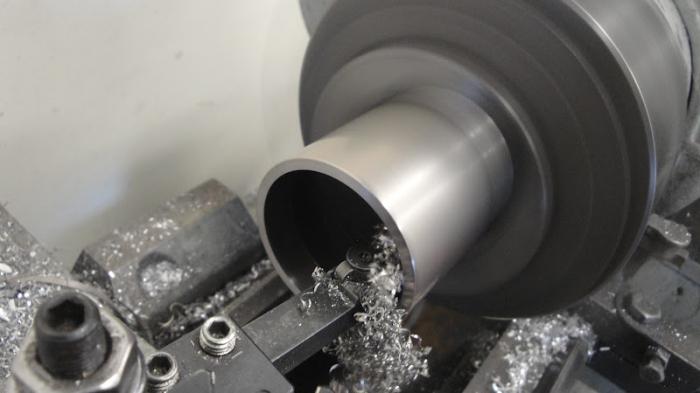
Εγκατάσταση της συσκευής
Το διάτρητο κόφτη τοποθετείται σε μαντρέλες που έχουν υποδοχές για την τοποθέτηση του αντίστοιχου προφίλ συγκράτησης. Αυτοί είναι ΔΙΑΦΟΡΕΤΙΚΟΙ ΤΥΠΟΙ. Έχουν επίσης κωνικό στέλεχος σύμφωνα με το GOST. Το διάτρητο κόφτη στερεώνεται μηχανικά. Κατά τη μηχανική κατεργασία βαθιών οπών ή μικρών διαμέτρων, χρησιμοποιούνται μανδρέλια προσαρμογέα. Επιλέγονται έτσι ώστε να μπορούν να τοποθετηθούν στον κώνο του άξονα του μηχανήματος. Οι κοντές μαντρέλες προβόλου σάς επιτρέπουν να εγκαταστήσετε δύο κοπτήρες ταυτόχρονα και να λειτουργήσετε ως συνδυαστικό εργαλείο, το οποίο αυξάνει την παραγωγικότητα όταν τελειώνετε μεγάλες τρύπες. Αυτό είναι βολικό σε αυτή την περίπτωση. Η επεξεργασία οπών πραγματοποιείται επίσης χρησιμοποιώντας καθολικές μηχανές, όπου χρησιμοποιείται βαρετό. Διαφέρει από το συνηθισμένο καθορισμένο εργαλείο ως προς το μέγεθος της βάσης και τη μέθοδο στερέωσης. Οι μαντρέλες δεν χρησιμοποιούνται εδώ. Το στέλεχος κοπής έχει τεράστια διατομή (25x25, 32x25, 40x40 mm) και στερεώνεται στη βάση εργαλειομηχανής με βίδες.
Ιδιότητες υλικών εργαλείων Τα κοπτικά εργαλεία λειτουργούν υπό συνθήκες σημαντικών δυνάμεων, υψηλές θερμοκρασίες , τριβή και φθορά. Επομένως, τα υλικά εργαλείων πρέπει να έχουν ορισμένες λειτουργικές και φυσικομηχανικές ιδιότητες. Το υλικό του κοπτικού τμήματος του εργαλείου έχει μεγάλη σκληρότητα και υψηλές τιμές επιτρεπόμενων τάσεων για κάμψη, τάση, συμπίεση και στρέψη. Η σκληρότητα του κοπτικού τμήματος του εργαλείου πρέπει να υπερβαίνει σημαντικά τη σκληρότητα του υλικού του υπό επεξεργασία τεμαχίου. Οι ανθρακούχοι χάλυβες εργαλείων περιέχουν 1,0...1,3% C. Για την κατασκευή εργαλείων χρησιμοποιούνται χάλυβες υψηλής ποιότητας U10A, U11A, U13A. Μετά τη θερμική επεξεργασία, οι χάλυβες έχουν κόκκινη αντίσταση 200...240 °C. Σε αυτή τη θερμοκρασία, η σκληρότητα του χάλυβα μειώνεται απότομα και τα εργαλεία δεν μπορούν να εκτελέσουν εργασίες κοπής. Οι επιτρεπόμενες ταχύτητες κοπής δεν υπερβαίνουν τα 0,2...0,3 m/s. Από αυτούς τους χάλυβες κατασκευάζονται βρύσες, μήτρες, λεπίδες σιδηροπρίονου, τρυπάνια και πάγκοι μικρών διαμέτρων. Οι κραματοποιημένοι χάλυβες εργαλείων είναι ανθρακούχες χάλυβες εργαλείων που έχουν κράμα με χρώμιο, βολφράμιο, βανάδιο, πυρίτιο και άλλα στοιχεία. Μετά τη θερμική επεξεργασία, οι κραματοποιημένοι χάλυβες έχουν κόκκινη αντίσταση 220...260 °C. Σε σύγκριση με τους χάλυβες από κράμα άνθρακα, έχουν αυξημένη σκληρότητα στη σκληρυμένη κατάσταση και υψηλότερη σκληρότητα και είναι λιγότερο επιρρεπείς σε παραμορφώσεις και ρωγμές κατά τη σκλήρυνση. Επιτρεπόμενη ταχύτητα κοπής 0,25…0,5 m/s. Για την κατασκευή καρφιών, τρυπάνια, βρύσες, μήτρες, σφυρηλάτες, χάλυβες 9Х VG, ХВГ, ХГ, 6ХС, 9ХС χρησιμοποιούνται. Οι χάλυβες υψηλής ταχύτητας περιέχουν 5,5...19% W, 0,7...1,2% C; 2...10% Co και V. Για την κατασκευή εργαλείων χρησιμοποιούνται χάλυβες R9, R12, R18, R6M3, R6M5, R9F5, R14F2, R9K5, R9K10, R10K5F2. Σε όλους τους χάλυβες υψηλής ταχύτητας, το κλάσμα μάζας του χρωμίου είναι 4%, επομένως το γράμμα X δεν αναφέρεται στην ονομασία της μάρκας. Ένα εργαλείο κοπής από χάλυβα υψηλής ταχύτητας, μετά από θερμική επεξεργασία, έχει κόκκινη σκληρότητα 600...640 °C και έχει αυξημένη αντοχή στη φθορά, ώστε να μπορεί να λειτουργήσει με ταχύτητες κοπής έως και 2 m/s. Για την εξοικονόμηση χάλυβα υψηλής ταχύτητας, τα εργαλεία κοπής κατασκευάζονται προκατασκευασμένα ή συγκολλημένα. Το τμήμα κοπής του εργαλείου είναι κατασκευασμένο από χάλυβα υψηλής ταχύτητας, το οποίο είναι συγκολλημένο ή μηχανικά συνδεδεμένο με το συνδετικό τμήμα από δομικούς χάλυβες 45, 50, 40X. Τα σκληρά κράματα περιλαμβάνουν υλικά εργαλείων που αποτελούνται από υψηλής σκληρότητας και πυρίμαχα καρβίδια βολφραμίου, τιτανίου, τανταλίου, συνδεδεμένα με μεταλλικό συνδετικό υλικό. Αυτά τα υλικά παράγονται με μεθόδους μεταλλουργίας σκόνης. Οι σκόνες καρβιδίου αναμιγνύονται με σκόνη κοβαλτίου, συμπιέζονται και πυροσυσσωματώνονται στους 1400°C. ...1550 oC. Κατά τη σύντηξη, το κοβάλτιο διαλύει μερικά από τα καρβίδια και λιώνει. Το αποτέλεσμα είναι ένα πυκνό υλικό, η δομή του οποίου είναι κατά 80...85% αποτελούμενο από σωματίδια καρβιδίου που συνδέονται με ένα συνδετικό. Τα σκληρά κράματα χρησιμοποιούνται με τη μορφή πλακών συγκεκριμένου σχήματος και μεγέθους, οι οποίες χωρίζονται σε τρεις ομάδες: - βολφράμιο - VK2, VK3, VK3M, VK8 κ.λπ. - τιτάνιο-βολφράμιο - T30K4, T15K6, T14K8, T5K10, T5K12V; - βολφράμιο τιτάνιο-ταντάλιο - TT7K12, T10K8B. Οι πλάκες από σκληρό κράμα έχουν υψηλή αντοχή στη φθορά και αντίσταση κόκκινου χρώματος (800...1250 °C), που επιτρέπει την επεξεργασία σε ταχύτητες κοπής έως και 15 m/s. Οι πλάκες συγκολλούνται σε υποδοχές ή σώματα εργαλείων με συγκολλήσεις χαλκού, ορείχαλκου ή στερεώνονται μηχανικά. Τα πιο ευρέως χρησιμοποιούμενα μεταξύ των υπερσκληρών υλικών (SHM) είναι υλικά με βάση το κυβικό νατρίδιο του βορίου (Elbor, Hexanit-R, Kiborit, κ.λπ.). Παράγονται με τη μορφή πλακών διαφόρων γεωμετρικών σχημάτων, οι οποίες είναι εξοπλισμένες με εργαλεία κοπής. Το STM χρησιμοποιείται για λεπτή, λεπτή τόρνευση και άλεση σκληρυμένων χάλυβων και χυτοσιδήρου. Τα κεραμικά υλικά εργαλείων μπορούν να χωριστούν σε ομάδες που διαφέρουν χημική σύνθεση, μέθοδος παραγωγής και περιοχές ορθολογική χρήση. Οξείδια «λευκά» κεραμικά, αποτελούμενα από Al2O3 με πρόσθετα κραμάτων MgO, ZrO2, κ.λπ., χρησιμοποιούνται για φινίρισμα και ημι-φινίρισμα μη σκληρυμένων χάλυβων και γκρίζων χυτοσιδήρων με ταχύτητες κοπής έως και 15 m/s. Τα «μαύρα» κεραμικά οξειδίου-καρβιδίου, που αποτελούνται από Al2O3, TiC, ZrO2 και άλλα πυρίμαχα καρβίδια μετάλλων, χρησιμοποιούνται για την επεξεργασία ελατών, υψηλής αντοχής και λευκασμένων τροποποιημένων χυτοσιδήρων και σκληρυμένων χάλυβων. Τα κεραμικά με βάση το νιτρίδιο του πυριτίου χρησιμοποιούνται για ημι-τελική επεξεργασία χυτοσιδήρου. Ιδιότητες υψηλής αντοχής είναι απαραίτητες για να έχει το εργαλείο αντίσταση στις αντίστοιχες παραμορφώσεις κατά τη διαδικασία κοπής και επαρκές ιξώδες του υλικού ώστε να μπορεί να αντέχει σε δυναμικά φορτία κρούσης. Τα υλικά εργαλείων πρέπει να έχουν υψηλή κόκκινη αντίσταση (αντοχή στη θερμότητα), δηλ. ικανότητα διατήρησης της σκληρότητας όταν θερμαίνεται. Η αντίσταση του κόκκινου εκτιμάται από τη θερμοκρασία στην οποία εμφανίζεται μια απότομη μείωση της σκληρότητας του υλικού. Το πιο σημαντικό χαρακτηριστικόΤο υλικό του κοπτικού τμήματος του εργαλείου είναι αντοχή στη φθορά. Όσο μεγαλύτερη είναι η αντίσταση στη φθορά, τόσο πιο αργά φθείρεται το εργαλείο και τόσο μεγαλύτερη είναι η σταθερότητα των διαστάσεων του. Αυτό σημαίνει ότι τα τεμάχια που επεξεργάζονται διαδοχικά με το ίδιο εργαλείο θα έχουν ελάχιστη διασπορά στις διαστάσεις των επεξεργασμένων επιφανειών. Τα υλικά για την κατασκευή εργαλείων θα πρέπει, αν είναι δυνατόν, να έχουν το χαμηλότερο ποσοστό σπανίων στοιχείων. Όλες οι παραπάνω απαιτήσεις ικανοποιούνται στον ένα ή τον άλλο βαθμό από τα ακόλουθα υλικά: χάλυβες εργαλείων, σκληρά κράματα, συνθετικά υπερσκληρά και κεραμικά υλικά, λειαντικά και διαμαντένια υλικά.
Οι τρύπες τρυπούνται στους τόρνους χρησιμοποιώντας τρυπητές κοπτήρες (Εικ. 118). Ανάλογα με τον τύπο της τρύπας που τρυπιέται, διακρίνονται: διάτρητοι κόφτες για διαμπερείς οπές (Εικ. 118, α) και διάτρητοι κόφτες για τυφλές οπές (Εικ. 118, β). Αυτοί οι κόφτες διαφέρουν μεταξύ τους στην κύρια γωνία f. Κατά τη διάνοιξη οπών (Εικ. 118, α), η κύρια γωνία κάτοψης είναι φ = 60°. Εάν τρυπηθεί μια τυφλή οπή με ώμο 90°, τότε η κύρια γωνία στη γωνία απαγωγής είναι φ = 90° (Εικ. 118, β) και ο κόφτης λειτουργεί ως κοπτικός ώθησης ή φ = 95° (Εικ. 118 , γ) - ο κόφτης λειτουργεί με διαμήκη τροφοδοσία ως τροφοδοσία ώθησης και στη συνέχεια με εγκάρσια τροφοδοσία ως τροφοδοσία βαθμολόγησης.
Βαρετές γωνίες ακονίσματος κόφτη
Στο Σχ. Το 118 δείχνει τις γωνίες ακονίσματος των κοπτικών διάτρησης, οι οποίες επιλέγονται βασικά οι ίδιες όπως και για τους κόφτες για εξωτερική στροφή, με εξαίρεση τη γωνία διάκενου a, η οποία για τους κοπτήρες διάτρησης έχει συνήθως αυξημένη τιμή. Το μέγεθος της γωνίας διάκενου εξαρτάται από τη διάμετρο της τρύπας που τρυπιέται: όσο μικρότερη είναι η διάμετρος της οπής, τόσο μεγαλύτερη θα πρέπει να είναι η γωνία διάκενου του κόφτη.
Ρύζι. 118. Διατρητικά κοπτικά εξοπλισμένα με πλάκες από σκληρό κράμα: α - ευθεία για επεξεργασία διαμέσου οπών, b και c - έμμονα διέλευση για την επεξεργασία τυφλών οπών
Πολυπλοκότητα της επέμβασης
Η διάτρηση είναι μια πιο περίπλοκη λειτουργία από το εξωτερικό γύρισμα των επιφανειών, καθώς:
- όταν τρυπιέται, το μέγεθος της διατομής του κόφτη πρέπει να είναι σημαντικά μικρότερο από τη διάμετρο της οπής και η προβολή του κόφτη από την κεφαλή κοπής είναι ελαφρώς μεγαλύτερη από το μήκος της τρύπας που τρυπιέται (Εικ. 119). , όταν ανοίγετε μια τρύπα σημαντικού μήκους, είναι δυνατή η κάμψη του κόφτη και σε υψηλές ταχύτητες κοπής - ισχυροί κραδασμοί. Κατά συνέπεια, τέτοιοι κόφτες δεν επιτρέπουν την κοπή ροκανιδιών μεγάλης διατομής.
- Όταν τρυπάτε, είναι λιγότερο βολικό να παρατηρήσετε την εργασία του κόφτη, καθώς η κοπή γίνεται μέσα στην τρύπα.

Ρύζι. 119. Τρύπα με κόφτη
Για τρύπες διάτρησης με διάμετρο έως και 70 mm, ο πρωτοποριακός τορνευτήρας V.K. Seminsky πρότεινε έναν ειδικό κόφτη διάτρησης εξοπλισμένο με πλάκα σκληρού κράματος (Εικ. 120). Ο άξονας κοπής έχει τετράγωνη διατομή σε όλο το μήκος του, το τμήμα εργασίας του κοπτήρα περιστρέφεται περιστρέφοντας κατά την κατασκευή υπό γωνία 45° σε σχέση με το τμήμα στήριξης. Αυτός ο κόφτης χαρακτηρίζεται από αυξημένη ακαμψία σε σύγκριση με ένα συμβατικό διάτρητο κόφτη και επιτρέπει αύξηση της διατομής του τσιπ κατά 4-5 φορές. Όταν εργάζεστε με έναν τέτοιο κόφτη με αυξημένη ταχύτητα κοπής, δεν παρατηρούνται κραδασμοί ακόμη και με σημαντική προεξοχή της βάσης.
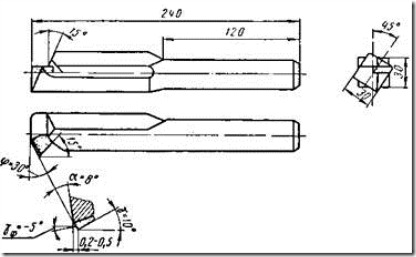
Ρύζι. 120. Βαρετός κόφτης, εξοπλισμένος με πλάκα καρβιδίου, σχεδιασμένος από τον V.K. Seminsky
Για να αυξηθεί η αντίσταση στους κραδασμούς του κόφτη, ο καινοτόμος τορναδόρος V. Lacour πρότεινε ένα νέο σχέδιο ενός διάτρητου κόφτη με πλάκα καρβιδίου (Εικ. 121). Η ιδιαιτερότητα αυτών των κοπτικών είναι ότι η κύρια κοπτική τους άκρη βρίσκεται στο επίπεδο του ουδέτερου άξονα της ράβδου. Αυτή η διάταξη της κοπής

Ρύζι. 121. Βαρετό κόφτη σχεδιασμένο από τον V. Lakur
Το edge παρέχει στους κόπτες σημαντική αύξηση της αντοχής στους κραδασμούς και, ως εκ τούτου, καθιστά δυνατή την εργασία σε υψηλές ταχύτητες κοπής και την επίτευξη βελτιωμένης καθαριότητας της επεξεργασμένης επιφάνειας.
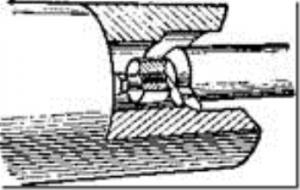
Ρύζι. 122. Μανδρέλι με κόφτη για διάτρηση διαμπερούς οπής
Τοποθέτηση κόφτη
Οι μακριές τρύπες τρυπώνται με κόπτες στερεωμένους σε ειδικούς ογκώδεις άξονες, οι διαστάσεις των οποίων εξαρτώνται από τη διάμετρο της οπής και το μήκος της. Η αντικατάσταση μιας συμπαγούς ράβδου διάτρησης με ένα μικρό κόφτη που εισάγεται σε μια ράβδο διάτρησης παρέχει σημαντική εξοικονόμηση σε ακριβό υλικό εργαλείου. Η μέθοδος στερέωσης του κόφτη στο μανδρέλι εξαρτάται από τον σκοπό του. Στο Σχ. Το 122 δείχνει έναν άξονα για τη διάνοιξη μιας διαμπερούς οπής. εδώ ο κόφτης βρίσκεται σε αρκετή απόσταση από το άκρο του μανδρελιού. Για να ανοίξετε τυφλές τρύπες, ο κόφτης στερεώνεται με τέτοιο τρόπο ώστε να προεξέχει ελαφρώς πέρα από το μπροστινό άκρο του μανδρελιού.
Πριν ανοίξετε την οπή, είναι απαραίτητο να ρυθμίσετε τον κόφτη στην απαιτούμενη διάμετρο κατά μήκος του καντράν της βίδας διασταυρούμενης τροφοδοσίας και, στη συνέχεια, να ανοίξετε την οπή με το χέρι σε μήκος 2-3 mm. Αφού μετρήσετε τη διάμετρο με παχύμετρο ή άλλη συσκευή μέτρησης και βεβαιωθείτε ότι το μέγεθος είναι σωστό, ανοίξτε την τρύπα στο υπόλοιπο μήκος. Είναι ιδιαίτερα σημαντικό να ρυθμίσετε σωστά τον κόφτη στην απαιτούμενη διάμετρο κατά το φινίρισμα του τρυπήματος.
Η θέση της κοπτικής ακμής του κόφτη εξαρτάται από τον τύπο του τρυπήματος. Όταν τρυπάτε τραχιά, συνιστάται να τοποθετείτε την κοπτική άκρη στο ύψος των κέντρων ή ελαφρώς χαμηλότερα. Όταν τελειώνετε τη διάτρηση, η κοπτική άκρη πρέπει να τοποθετείται πάνω από την κεντρική γραμμή κατά περίπου το 1/100 της διαμέτρου της οπής, λαμβάνοντας υπόψη ότι λόγω της δύναμης που προκύπτει από την αντίσταση των κομμένων τσιπς, ο κόφτης μπορεί να πιεστεί προς τα κάτω.
- 6196 προβολές
Οι κοπτήρες διάτρησης έχουν σχεδιαστεί για διάνοιξη ή τυφλές τρύπες που υπάρχουν ήδη σε προϊόντα. Όσο πιο βαθιά είναι η τρύπα, τόσο πιο μακρύ θα πρέπει να είναι το στρογγυλό τμήμα του άξονα κοπής. Ωστόσο, ένας κόφτης που είναι πολύ λεπτός και προεξέχει πολύ κατά τη λειτουργία αναπηδά προς τα πίσω και απομακρύνεται κάπως από την υπό επεξεργασία επιφάνεια, μειώνοντας τόσο την ακρίβεια της επεξεργασίας όσο και την καθαριότητα της επιφάνειας.
Οι τρυπητές κοπτήρες χρησιμοποιούνται για την κατεργασία οπών. Λειτουργούν κάτω από λιγότερο ευνοϊκές συνθήκες από ό,τι μέσω κοπτικών για εξωτερική στροφή. Οι κοπτήρες διάτρησης πρέπει να έχουν μικρότερες εγκάρσιες διαστάσεις από την τρύπα που επεξεργάζεται. Αποδεικνύονται πολύ καιρό. Η προεξοχή του κόφτη πρέπει να είναι μεγαλύτερη από το μήκος της τρύπας που τρυπιέται. Λόγω της χαμηλής ακαμψίας τους, οι βαρετοί κόφτες είναι επιρρεπείς σε κραδασμούς, γεγονός που καθιστά αδύνατη την αφαίρεση τσιπς μεγάλης διατομής.
Φυτό Khrapunovsky
Το Khrapunovsky Instrumental Plant (Khrapunovsky Instrument) ιδρύθηκε το 1960. Παράγει εργαλεία κοπής μετάλλων, συμπεριλαμβανομένων κοπτικών. Η παραγωγική διαδικασία είναι οργανωμένη με τέτοιο τρόπο ώστε να μας επιτρέπει να εκπληρώνουμε μη τυποποιημένες παραγγελίες.
Φυτό Kanashsky
Το εργοστάσιο κοπής Kanashsky ιδρύθηκε το 1937. Από το πρώτο μισό του εικοστού αιώνα, παράγει υψηλής ποιότητας εργαλεία κοπής.
Φυτό Kirzhach
Το Kirzhach Tool Plant (KI3) ιδρύθηκε το 1934. Θέματα ένα μεγάλο εύρος απόεργαλεία κοπής μετάλλων, συμπεριλαμβανομένωνχαλκοκόπτες τόρνου.
Τόρνοι κόφτες με συγκολλημένες πλάκες από σκληρά κράματα T15K6, T5K10, VK8, από T30K4 κατόπιν παραγγελίας.
Οι τιμές ισχύουν για αγορές από 30 χιλιάδες ρούβλια. Επικοινωνήστε με τον διαχειριστή για την τελική τιμή.
Κατασκευή κοπτικών με πλάκα από ατσάλι υψηλής ταχύτητας P18 κατά παραγγελία.
| Ονομα | τιμή, τρίψτε. |
|---|---|
| Βαρετοί κόφτες για διαμπερείς οπές τύπου 1 έκδοση 1 GOST 18882-73 | |
| Βαρετός κόφτης για διαμπερείς τρύπες τύπου 1 έκδοση 1 12x12x130 | 70,8 |
| Βαρετός κόφτης για διαμπερείς τρύπες τύπου 1 έκδοση 1 16x16x120 | 86,14 |
| Βαρετός κόφτης για διαμπερείς τρύπες τύπου 1 έκδοση 1 16x16x140 | 86,14 |
| Βαρετός κόφτης για διαμπερείς τρύπες τύπου 1 έκδοση 1 16x16x170 | 90,9 |
| Βαρετός κόφτης για διαμπερείς τρύπες τύπου 1 έκδοση 1 20x20x140 | 119,8 |
| Τρυπητή κοπή για διαμπερείς τρύπες τύπου 1 έκδοση 1 20x20x170 l=50 | 108,6 |
| Τρυπητή κοπή για διαμπερείς οπές τύπου 1 έκδοση 1 20x20x170 l=70 | 113,3 |
| Βαρετός κόφτης για διαμπερείς τρύπες τύπου 1 έκδοση 1 20x20x200 | 122,72 |
| Βαρετός κόφτης για διαμπερείς τρύπες τύπου 1 έκδοση 1 25x25x200 | 162,8 |
| Βαρετός κόφτης για διαμπερείς τρύπες τύπου 1 έκδοση 1 25x25x240 | 182,9 |
| Βαρετοί κόφτες για διαμπερείς οπές τύπου 1 έκδοση 2 GOST 18882-73 | |
| Βαρετός κόφτης για διαμπερείς τρύπες τύπου 1 έκδοση 2 16x10x170 | 181,72 |
| Βαρετός κόφτης για διαμπερείς τρύπες τύπου 1 έκδοση 2 16x12x170 | 141,6 |
| Βαρετός κόφτης για διαμπερείς τρύπες τύπου 1 έκδοση 2 20x16x170 | 188,8 |
| Βαρετός κόφτης για διαμπερείς τρύπες τύπου 1 έκδοση 2 25x16x200 | 236 |
| Βαρετός κόφτης για διαμπερείς τρύπες τύπου 1 έκδοση 2 25x20x240 | 283,2 |
| Βαρετός κόφτης για διαμπερείς τρύπες τύπου 1 έκδοση 2 32x25x280 | 696,2 |
| Τρυπητικό κόφτη για διαμπερείς τρύπες τύπου 1 έκδοση 2 40x32x300 | 849,6 |
| Βαρετός κόφτης για τυφλές τρύπες τύπου 1 έκδοση 1 GOST 18883-73 | |
| Βαρετός κόφτης για τυφλές τρύπες τύπου 1 έκδοση 1 12x12x130 | 70,8 |
| Βαρετός κόφτης για τυφλές τρύπες τύπου 1 έκδοση 1 16x16x120 | 86,15 |
| Βαρετός κόφτης για τυφλές τρύπες τύπου 1 έκδοση 1 16x16x140 | 86,15 |
| Βαρετός κόφτης για τυφλές τρύπες τύπου 1 έκδοση 1 16x16x170 | 90,9 |
| Βαρετός κόφτης για τυφλές τρύπες τύπου 1 έκδοση 1 20x20x140 | 119,1 |
| Βαρετός κόφτης για τυφλές τρύπες τύπου 1 έκδοση 1 20x20x170 | 119,1 |
| Βαρετός κόφτης για τυφλές τρύπες τύπου 1 έκδοση 1 20x20x200 | 121,6 |
| Βαρετός κόφτης για τυφλές τρύπες τύπου 1 έκδοση 1 25x25x200 | 162 |
| Βαρετός κόφτης για τυφλές τρύπες τύπου 1 έκδοση 1 25x25x240 | 182 |
| Βαρετός κόφτης για τυφλές τρύπες τύπου 1 έκδοση 2 GOST 18883-73 | |
| Βαρετός κόφτης για τυφλές τρύπες τύπου 1 έκδοση 2 16x10x170 | 141,6 |
| Βαρετός κόφτης για τυφλές τρύπες τύπου 1 έκδοση 2 20x16x200 | 240 |
| Βαρετός κόφτης για τυφλές τρύπες τύπου 1 έκδοση 2 25x16x200 | 324,5 |
| Βαρετός κόφτης για τυφλές τρύπες τύπου 1 έκδοση 2 25x20x240 | 356,95 |
| Βαρετός κόφτης για τυφλές τρύπες τύπου 1 έκδοση 2 32x25x280 | 696,2 |
| Βαρετός κόφτης για τυφλές τρύπες τύπου 1 έκδοση 2 40x32x300 | 849,6 |
| Μασίφ βαρετό κόφτη, st. για τους κωφούς VK6M 5x10x45 | 60 |
| Μασίφ βαρετό κόφτη, st. για τους κωφούς 3,8x6x20x50 VK6M GOST 18063-72 έκδοση 2 | 50 |
| Βαρετός κόφτης για διαμπερείς και τυφλές τρύπες D20x170 | 129,8 |
| Βαρετός κόφτης για διαμπερείς και τυφλές τρύπες D25x200 | 165,2 |
| Τόρνο φινιρίσματος φαρδύ 25x16x140 | 236 |
| Τόρνο φινιρίσματος φαρδύ 32x20x170 | 295 |
Η μεταλλική εργασία πραγματοποιείται πάντα χρησιμοποιώντας ειδικές συσκευές, αφού χωρίς αυτούς θα ήταν απλά αδύνατο. Οι κοπτήρες έχουν γίνει αναπόσπαστο μέρος της μεταλλουργικής βιομηχανίας. Δεν έχει σημασία τι χρησιμοποιείται βαρετό κόφτη, κόφτης κλωστών ή κάτι άλλο. Το σημαντικό είναι ότι η χρήση αυτού του πράγματος συνδέεται με συγκεκριμένη, συγκεκριμένη εργασία.
Μπορεί να νομίζετε ότι οι κόφτες (καρβίδιο, λυγισμένο, ώθηση κ.λπ.) χρησιμοποιούνται όλα με τον ίδιο τρόπο, η μόνη διαφορά είναι το σχήμα. Αλλά αυτό δεν είναι αλήθεια. Κάθε τύπος κοπτήρα έχει τις δικές του λειτουργίες, τις οποίες εκτελεί καλύτερα από άλλους, καθώς και τα μειονεκτήματά του, βάσει των οποίων θα καταλάβετε πώς δεν πρέπει να χρησιμοποιείται ένας συγκεκριμένος τύπος κόφτη.
Όταν επιλέγετε τον απαραίτητο κόφτη, πρέπει να είστε υπεύθυνοι για την προετοιμασία πριν επιλέξετε. Έχοντας μελετήσει εκ των προτέρων τις προτεινόμενες επιλογές, δεν θα αποσπαστείτε, θα είναι αδύνατο να σας αποσπάσει την προσοχή με ένα όμορφο όνομα - απλά θα επικεντρωθείτε αμέσως σε αυτό που χρειάζεστε στην πράξη και όχι στη θεωρία.
Ειδικοί τύποι βαρετών εργαλείων
Ο κόφτης είναι ένα εργαλείο κοπής (το όνομά του οφείλεται στον τύπο δράσης) που προορίζεται για εργασία με μεταλλικά αντικείμενα (εξαρτήματα, τεμάχια εργασίας). Χρησιμοποιείται κυρίως σε μηχανές τόρνευσης, σχισμής και πλανίσματος για τον ίδιο τύπο εργασίας. Η αρχή της λειτουργίας του είναι σταδιακή, στρώμα-στρώμα, αφαίρεση μετάλλου στα σωστά σημεία. Προφανώς, λόγω των ιδιαιτεροτήτων της εργασίας που εκτελείται, ο κόφτης έχει πάντα μια αιχμή. Οι πιο δημοφιλείς τύποι κοπτικών είναι ο βαρετός κόφτης, ο κοπτήρας, ο κόφτης κοπής.
Αλλά η ποικιλία των κοπτικών δεν περιορίζεται σε αυτούς τους τύπους· απλώς χρησιμοποιούνται λιγότερο συχνά λόγω της ειδικής φύσης της εργασίας που εκτελείται.
Ένας βαρετός κόφτης έχει τις δικές του ιδιαιτερότητες λειτουργίας. Η χρήση του περιλαμβάνει τρυπήματα που έχουν ήδη δημιουργηθεί μέσα από τρύπες και τυφλές τρύπες. Αυτές οι τρύπες δημιουργούνται κατά τη διάνοιξη, τη σφράγιση, τη χύτευση του τεμαχίου εργασίας, αλλά πρέπει να τροποποιηθούν με κόφτη.
Ένας διάτρητος κόφτης χρησιμοποιείται για τη διάνοιξη οπών με διάμετρο άνω των 40 mm σε μέρη του σώματος. Οι κόφτες στερεώνονται στις υποδοχές των ράβδων διάτρησης σε κάθετη (ξ = 90o) ή κεκλιμένη (ξ = 45, 60o) θέση σε σχέση με τον άξονα της ράβδου.
Η στερέωση των κοπτικών συγκράτησης στις υποδοχές των μανδρελιών και των ράβδων διάτρησης είναι μη ρυθμιζόμενη ή ρυθμιζόμενη με ακρίβεια εγκατάστασης έως και 0,005 mm.
Όταν ο κόφτης έχει κλίση σε σχέση με τον άξονα της οπής σε μια συγκεκριμένη γωνία ξ, οι γωνίες κάτοψης του κόφτη αλλάζουν: φΝ = φ + ξ; φ1Ν = φ1 – ξ. Αυτό πρέπει να λαμβάνεται υπόψη κατά το σχεδιασμό του κόφτη.
Παράμετροι τρόπου κοπής: βάθος κοπής, 2 0 t mm D DP, όπου Dp είναι η διάμετρος της προκαταρκτικής οπής. D0 – διάμετρος της τελικής οπής. Επιτρεπόμενη ταχύτητα κοπής m/min. Т t S С К V m x v y v V V Т — Ταχύτητα περιστροφής της ατράκτου. 1000 1 0 min D V n T — διαμήκης τροφοδοσία (Spr) ή εγκάρσια τροφοδοσία (Sp) (mm/rev). λεπτή τροφοδοσία Smin=S∙n (mm/min).
Ο βαρετός κόφτης έχει τη δική του ταξινόμηση.
Συχνά χωρίζονται ανάλογα με τον τύπο κατασκευής:
- Ευθεία (η γραμμή του άξονα της κεφαλής είναι παράλληλη με τον άξονα συγκράτησης).
- Λυγισμένο (η κεφαλή του κόφτη αποκλίνει στο πλάι).
- Καμπύλο (ο άξονας συγκράτησης είναι λυγισμένος).
- Σχεδιασμένο (οργανικό μαγείρεμα ήδη).
- Άλλα (δημιουργίες καινοτόμων που δεν χρησιμοποιούνται ευρέως).
Κάθε τύπος βαρετού κόφτη έχει τη δική του συγκεκριμένη χρήση, με καλύτερη απόδοση σε ορισμένες εργασίες και χειρότερη σε άλλες. Οι κοπτήρες διάτρησης χρησιμοποιούνται σε περιπτώσεις όπου δεν υπάρχουν τρυπάνια ή πάγκοι της απαιτούμενης διαμέτρου, πρέπει να διασφαλίζεται η ακρίβεια και η ευθύτητα της εισόδου της οπής, οι άλλοι τύποι επεξεργασίας δεν είναι αρκετά ακριβείς και «καθαροί», με μικρό μήκος οπής, με πλάτος οπής που υπερβαίνει τις μεγαλύτερες διαμέτρους άλλου εξοπλισμού. Μπορούμε να πούμε με ασφάλεια ότι ένας βαρετός κόφτης, αν και δεν είναι καθολικός, είναι ένα αρκετά δημοφιλές αντικείμενο που θα βρει εφαρμογή σε οποιαδήποτε επιχείρηση μεταλλουργίας.
Συχνά χρησιμοποιούνται βαρετοί κόφτες και άλλες επιλογές, αν και στις περισσότερες περιπτώσεις υπάρχουν εναλλακτικές για αυτές. Απλώς οι κόφτες είναι πολύ πιο εύκολοι στη χρήση, αφού ο ανθρώπινος παράγοντας κατά την επεξεργασία ενός εξαρτήματος με κόφτη πρακτικά απουσιάζει.
Πρέπει να αγοράσετε ένα βαρετό κόφτη προσεκτικά και συνειδητά. Διαβάστε τις πληροφορίες, βγάλτε συμπεράσματα σχετικά με τους τύπους εργασίας που θα πρέπει να εκτελέσουν, ποια χαρακτηριστικά χρειάζεστε από αυτήν. Δώστε προσοχή και στους κατασκευαστές - οι αναζητήσεις στο διαδίκτυο μπορεί κάλλιστα να σας πουν ποιον μπορείτε να εμπιστευτείτε και ποιανού τα προϊόντα είναι αμφισβητήσιμα στους καταναλωτές. Οι συνειδητές αγορές διαρκούν πάντα πολύ περισσότερο από αυτές που γίνονται με την αρχή «έλα, αγορά». Οι ειδικοί της εταιρείας μας θα σας συμβουλέψουν για όλα τα ερωτήματα που σας ενδιαφέρουν.


