円錐面を取得する方法。 石油とガスの大百科事典
1.ワイドカッター
シャフトを加工する場合、円錐形の加工面間に移行部が存在することが多く、通常は端部の面取りが除去されます。 コーンの長さが 25 mm を超えない場合は、幅広のカッターで加工できます (図 2)。
平面図におけるカッターの刃先の傾斜角度は、ワークピースのテーパー角度に対応している必要があります。 カッターは横方向または縦方向に送られます。
刃先が10〜15 mmより長いカッターで円錐を加工する場合、振動が発生する可能性があり、そのレベルは高く、ワークピースの長さが長くなり、直径が小さくなるほど、振動が発生する可能性があることに留意する必要があります。そして円錐の傾斜角は小さくなります。 振動により処理面に跡がつき、品質が劣化します。 これは、工作機械 - 治具 - 工具 - 部品 (AIDS) というシステムの剛性が限られているためです。 幅広のカッターで硬い部品を加工する場合、振動は発生しない可能性がありますが、同時に、切削力の半径方向成分の作用によりカッターが変位する可能性があり、これが必要な傾斜へのカッター設定の違反につながります。角度。
この方法の利点:
1. セットアップが簡単。
2. 傾斜角度の独立性 あるワークの寸法について。
3. 外部円錐面と内部円錐面の両方を加工する能力。
この方法の欠点:
1. 手差し。
2. 円錐の母線の長さは、カッターの刃先の長さによって制限されます (10 ~ 12 mm)。 カッターの刃長が長くなると振動が発生し、表面にうねりが発生します。
2. キャリパー上部のスライドを回すと
 刃物台を傾けた状態でキャリパー上スライドを回転させることで、傾斜の大きいテーパ面の加工が可能 ある、加工された円錐の傾斜角に等しい
刃物台を傾けた状態でキャリパー上スライドを回転させることで、傾斜の大きいテーパ面の加工が可能 ある、加工された円錐の傾斜角に等しい
(図3)。
ロータリーキャリパープレートは、プレート固定ねじのナットを緩めることで、上部スライドとともにクロススライドに対して回転できます。 回転板の分割に応じて1度精度の回転角度制御を行います。 キャリパーの位置はクランプナットで固定します。 与えることは上部のそりの移動ハンドルによって手動で行われます。
このようにして、上部スライドのストローク長(最大200 mm)に応じた長さの円錐面が加工されます。
この方法の利点:
1. セットアップが簡単。
2. 傾斜角度の独立性 あるワークの寸法について。
3. 任意の傾斜角度の円錐の加工。
4. 外部円錐面と内部円錐面の両方を加工する能力。
この方法の欠点:
1. 円錐の母線の長さの制限。
2. 手動フィード。
注:一部の旋盤(16K20、16A30)には、キャリパースライド上部のネジに回転を伝達する機構が付いています。 このような機械では、回転角度に関係なく、上部スライドの自動送りを得ることができます。
3. 機械の心押し台本体のオフセット
非常に長い円錐面
ある= 8 ~ 10° は、心押し台がオフセットされている場合に加工できます。その値は次のように決定されます (図 4)。
H= L×罪 ある ,
どこ H - 心押し台の変位量;
L- 中心穴の支持面間の距離。
三角法から、角度が小さい場合、正弦は角度の正接に実質的に等しいことが知られています。 たとえば、角度が 7 度の場合、サインは 0.120、タンジェントは 0.123 です。 心押台変位法では、ワークの傾斜角度が小さいため、sin が仮定できます。 ある=tg ある。 それから
H= L×tg ある = L×( D –d)/2私 .
ワークは中心に設置されます。 心押し台の本体はネジの助けを借りて横方向に移動し、ワークピースが「歪む」ようになります。 キャリパー キャリッジの送りがオンになると、カッターがスピンドル軸と平行に移動して円錐面を研削します。
心押し台の変位量は端部に印刷された目盛により決まります。 ベースプレートフライホイール側と心押し台ハウジングの端のリスク。 目盛りの目盛値は通常1mmです。 ベース プレートにスケールがない場合は、心押し台のオフセットはベース プレートに取り付けられた定規から読み取られます。 テーパ加工の心押し台の位置は完成品から決定できます。 完成した部品(またはサンプル)は機械の中心に設置され、 心押し台円錐面の母線がキャリパーの長手方向の動きの方向と平行になるまでシフトします。
この方法で加工される部品のバッチの同じ円錐度を確保するには、ワークピースとその中心穴の寸法にわずかな偏差があることが必要です。 機械の中心がずれるとワークの中心穴が摩耗するため、円錐面を加工してから中心穴を修正し、最終加工を行うことをお勧めします。 仕上げ。 センター穴の破損を軽減するには、ボールセンターを使用することをお勧めします。 ワークの回転は駆動チャックとクランプによって伝達されます。
この方法の利点:
1. 自動給餌の可能性。
2. 機械の寸法に見合った長さのワークを入手します。
この方法の欠点:
1. 内部円錐面の加工が不可能。
2. 大きな角度のコーンを加工することができない ( ある 310°)。 心押し台の移動は±15mmまで許容されます。
3. 中心穴をベース面として使用することは不可能です。
4. 角度依存性 あるワークの寸法について。
4. コピー(円錐)定規を使う
円錐面の加工は複写機を使用するのが一般的です(図5)。
プレート1は、コピー定規2とともに機械フレームに取り付けられており、それに沿ってスライダ4が移動し、ロッド6によって機械の上部支持体5の横方向キャリッジに接続されている。方向に移動するには、横送りねじを外す必要があります。 縦方向支持体8をフレーム7のガイドに沿って移動させるとき、カッターは2つの動きを受ける。すなわち、支持体からの縦方向とコピー定規2からの横方向である。横方向の移動量は、コピー定規2の回転角度に依存する。定規の回転角度はプレート 1 の分割によって決定され、定規はボルト 3 で固定されます。カッターは、キャリパーの上部スライドを移動するハンドルによって切込み深さに送られます。
この方法は、最大 20 度の傾斜角を持つ外部および内部コーンの高性能かつ正確な処理を実現します。
この方法の利点:
1. 機械送り。
2. テーパ角の独立性 あるワークの寸法について。
3. 外面と内面の両方の加工が可能。
この方法の欠点:
1. 円錐定規の長さによって円錐の母線の長さを制限します (中出力の機械の場合 - 最大 500 mm)。
2. コピー定規の目盛りによる傾斜角度の制限。
大きな傾斜角を持つコーンの加工には、心押し台のオフセットとコーン定規に沿った調整を組み合わせます。 これを行うには、ルーラーを最大許容回転角度まで回転させます。 ある'、心押し台のオフセットは円錐を回転させる場合と同様に計算されます。この場合、傾斜角は指定された角度の差に等しくなります。 あるそして定規の回転角度 ある'、つまり
H= L×tg( ある – ある´) .
円錐面の旋削加工は、テーパのサイズ、ワークの構成と寸法に応じて、さまざまな方法で実行できます。
キャリパー上部のスライドを回すと(図200、 A)。スレッド/上部キャリパーは、キャリパーの垂直軸の周りにテーパー角だけ回転します あ.
円錐面の回転は、ハンドホイールを回転させて円錐の母線に沿ってカッターを移動させることにより手動で行われます。 2. このようにして、キャリパーの上スライドのストローク以下の加工長さで、外面、内面ともに任意のテーパ角αで加工することができる。
オフセット心押台ハウジング(図200、b)。 心押し台の本体は、スライドに対して横方向に ft だけ変位します。その結果、中心に取り付けられたワークピースの軸が中心線と一致し、したがって長手方向の送りの方向と一致します。キャリパーの加工面のテーパー角a. この設置による円錐面の母線は、カッターの長手方向の送りと平行になります。
円錐面の長さとワークの長さにより L 心押し台本体の必要な変位量は次の式で求められます。
h = L 罪A。
米。 200. 円錐面の処理スキーム
小さい値の場合 ある: 罪 ある≈tga したがって、
h = L た = L (D - d) /2 私
で l=L

この方法は浅い円錐面(角度aが8°以下)を旋削するために使用されます。
この方法の欠点は、機械の中心上のワークピースの中心穴の位置が正しくないため、ワークピースの中心穴と中心自体がすぐに摩耗してしまうことです。
精密な円錐面の製造には、この方法は適していません。
先細定規またはコピー定規を使用する(図200、 Ⅴ)。円錐定規 / は機械の背面からブラケット 2 に固定されます。定規は所定の角度 a に設定されます。 スライダー 3 は定規上に自由に配置され、キャリパーのクロス スライドに接続されています。 キャリパーのクロススライドは、横送りネジを緩めることによって、キャリパーの下部キャリッジから事前に切り離されています。
キャリパーの縦方向の動きに応じて、カッターはスライドの動きによる縦横方向の動きとともに、その結果として生じる動きを受け取ります。 3 線に沿って /。 結果として生じる動きは、円錐面の母線に沿って方向付けられます。
この方法は、円錐面を最大 12° の角度で回転させるために使用されます。
幅広の形状のカッターを使用します。カッターの切刃は、円錐面の母線に平行な機械中心の線に対して、加工面のテーパ角度αで設定されます。
旋削加工は縦送りと横送りの両方で行えます。
この方法は、母線の長さが 25 以下の短い円錐の外面および内面の加工に適しています。 んん、母線の長さが長いと振動が発生し、加工面の品質が低下するためです。
形状面の加工
短い形状の表面 (25 ~ 30 個以下) んん)円形、角柱形、接線形などの形状のカッターで加工されます。
中心の 1 点と部品の軸に平行なベースで作業する角柱状の丸い形状のカッターによる成形面の加工精度は、部品のプロファイルに応じた工具プロファイルの補正計算の精度に依存します。 (通常、補正計算の精度は最大 0.001 んん)。ただし、この計算された精度は、カッター プロファイルの節点にのみ適用されます。
機械加工された部品の円錐部分には、合計誤差 Δ の曲線母線が存在します。 合計誤差 Δ は 2 つの成分 Δ 1 と Δ 2 で構成されます。 誤差Δ 1 これは、中心の高さに 1 つの点だけが設置され、他の点は中心線の下に配置されるため、成形カッターに固有の性質であり、その結果、部品上に円柱や円錐の代わりに双曲面が形成されます。 誤差Δ 1 を除去するには、切断ブレードをすべての点の中心に、つまり部品の軸と同一平面に設置する必要があります。
エラー Δ 2 は、丸カッターを使用する場合にのみ発生します。 したがって、円錐面を加工するための丸カッターは、円錐台の軸に平行で、軸を通らない平面 (前面) が交差する円錐台になります。 したがって、カッター刃は凸状の双曲線形状になります。 この凸部が誤差Δ 2 である。 角柱状カッターの場合、誤差 Δ 2 はゼロです。 平均して、誤差Δ 2 はΔ 1 の値よりも 10 倍大きくなります。 加工精度に対する高い要件があるため、角柱カッターを使用する必要があります。
接線カッターは、加工が部品の全長に沿ってすぐに行われるのではなく、徐々に行われるため、主に長い非剛性部品の仕上げに使用されます。
長い形状のプロファイルは、コピー機の定規と同じように、特別なブラケット上のベッドの背面に取り付けられた機械式コピー機を使用して処理されます (図 200、図 200)。 Ⅴ)。このような場合、複写機は成形されたプロファイルを持ちます。
機械式複写機には、熱処理された複写機の製造の複雑さ、複写機のクラッカーまたはローラーと複写機の作業面との接触点での多大な労力などの欠点がある。
これにより、サーボドライブを備えた油圧式および電気機械式複写機が広く使用されるようになりました。
油圧式複写機では、レバー先端と複写機の接触点に力がかからないため、複写機を柔らかい素材で作ることができます。
油圧式複写機は、±0.02 ~ ±0.05 の複写精度を実現します。 んん。 284
ページ1
旋盤での円錐面の加工は 3 つの方法で実行されます。
円錐面の加工は、成形旋削加工の特殊なケースです (図 2)。
機械のセットアップ中の円錐面の処理では、計算が必要になる場合があります。 面取り加工などに使用されます。
円錐面の加工は次のように実行されます。 a) 幅広のカッターを使用します。 b) キャリパーの上部スライドを回転させます。 c) 心押し台の変位。 d) 定規を使用する。
円錐面の加工は、ワイドカッターを使用し、キャリパーの上部スライドを回転させ、心押し台本体を移動させ、テーパー定規を使用して行うことができます。 円錐面の加工 (図 237 を参照) は、最大 8 °C の傾斜を持つ長くて緩やかな外側の円錐を加工するときに、心押し台を横方向に移動することによって実行されます。
心押し台を移動させる方法による円錐面の加工は、この場合は必要がないため広く使用されています。 特別な装置あらゆる旋盤で加工が可能です。 精密な円錐を加工する場合、センター穴の偏摩耗を避けるため、円錐の代わりに球面を備えた特殊なボールセンターが使用されることがあります。
| 中心でカットします。 |
円錐面の加工は、ワイドカッターを使用し、キャリパーの上部スライドを回転させ、心押し台本体を移動させ、テーパー定規を使用して行うことができます。
| コーン旋削法。 |
心押し台を移動させる方法による円錐面の加工は、特別な装置を必要とせず、どの旋盤でも加工できるため、広く使用されています。
回転機械での円錐面の加工は、いくつかの方法で実行できます。
円錐面を加工する方法。 旋盤での円錐面の加工は、キャリパーの上部スライドを回転させること、心押し台本体を横方向に移動させること、円錐定規を使用すること、特殊な幅広カッターを使用することによって行われます。
キャリパー上部のそりを回すことにより、異なる傾斜角度で短い円錐面を研削します。 キャリパーの上部スライドは、キャリパーの支持フランジの周囲に適用される分割に従って、傾斜角の値に設定されます。 もし V部品の図面では、傾斜角は指定されていないため、次の式と接線の表によって決定されます。
この操作方法による送りは、キャリパーの上部スライドのネジのハンドルを回転させることによって手動で実行されます。 この時点で、縦方向および横方向のスライドをロックする必要があります。
ワークの長さが比較的長く、円錐角が小さい円錐面 ハンドルと 心押し台本体の横方向の変位を適用します。円筒面を旋削するのと同じようにカッターが縦送りで移動する加工方法です。 円錐面は、ワークピースの後部中心の変位の結果として形成されます。 後部の中心が「手前」にずれると、直径は D円錐の大きな底部はワークピースの右端に形成され、「それ自体に向かって」移動すると左側に形成されます。 心押し台ハウジングの横方向の変位量 b次の式で決定されます。 L- 中心間の距離(ワーク全体の長さ)、 私- 円錐部分の長さ。 で L = l(ワークピースの全長に沿った円錐)。 K または a が既知の場合、 、または
リアハウジングオフセット お金ベースプレートの端に適用された分割と心押し台ハウジングの端のリスクを使用して製造されます。 プレートの端に分割がない場合は、心押し台本体を測定定規を使用して移動します。
テーパリング 先細定規を使ってカッターの縦送りと横送りを同時に実行して実行されます。 縦方向の送りは通常どおり走行ローラーから行われ、横方向の送りは円錐定規を使用して行われます。 マシンベッドにプレートが取り付けられています , テーパー定規を取り付けたところ . 定規は、処理中のワークピースの軸に対して必要な角度 a° で指を中心に回転できます。 定規の位置はボルトで固定されています . 定規に沿ってスライドするスライダーは、クランプロッドを介してキャリパーの下部横断部分に接続されています。 . キャリパーのこの部分がガイドに沿って自由にスライドできるように、キャリッジから切り離されています。 , 横送りネジを取り外すか無効にします。 ここでキャリッジに縦方向の送りが通知されると、推力によってスライダーがテーパ定規に沿って移動します。 スライダーはキャリパーのクロススライドに接続されているため、カッターとともにテーパー定規と平行に移動します。 したがって、カッターは円錐定規の回転角度と等しい傾斜角度で円錐面を加工します。
切込み深さはキャリパーの上部スライドのハンドルを使用して設定します。ハンドルは通常の位置から 90°回転する必要があります。
円錐を加工する検討されたすべての方法の切削工具と切削条件は、円筒面を旋削する場合の切削工具と切削条件と同様です。
テーパ長が短いテーパ面の加工が可能 特殊ワイドカッターテーパーの角度に対応する平面上の角度を持ちます。 この場合のカッターの送りは縦方向でも横方向でも可能です。
§1. 一般情報
1. コーンの範囲。 機械工学では円筒部品と並んで、円錐表面を持つ部品が広く普及しています。 例としては、センターのコーン、ドリルシャンク、皿穴、リーマーなどがあります。 これらのツールを取り付けるには、スピンドルとクイルの穴の前部を使用します。 旋盤円錐形の形状もあります。
ただし、コーンの使用は切削工具に限定されません。 多くの機械部品には円錐面があります。
円錐形ジョイントが広く使用されているのは、その多くの利点によって説明されます。
1. 部品の高精度な芯出しを実現します。
2. 優しいコーンがしっかりと接触し、固定された接続が得られます。
3. コニカル接続部分の軸方向の位置を変えることで、接続部分の隙間を調整できます。
2. コーンとその要素。 円錐は幾何学的な物体であり、その表面は回転軸に対して斜めに位置する直線(ジェネレーター)を回転させることによって得られます(図129、a)。
母線と軸の交点は円錐の頂点と呼ばれます。
円錐の軸に垂直な平面は底面と呼ばれます。
全円錐形と切頭円錐形があります。 1つ目はベースとトップの間に位置し、2つ目は2つのベース(大と小)の間に位置します。
円錐は次の要素によって特徴付けられます。大きい方の底面の直径 D。 底部の直径dが小さい。 長さ l; 母線と円錐の軸との間の傾斜角α。 対向する発電機間の円錐角 2a。
さらに、円錐部品の加工図では、テーパーと傾斜の概念がよく使用されます。
テーパーは、円錐の 2 つの横断面の直径の差と、それらの間の距離との比です。 という式で決まります
傾きは、円錐の 2 つの断面の半径の差と、それらの間の距離との比です。 という式で決まります
式 (9) と (10) から、傾きはテーパーの半分に等しいことがわかります。 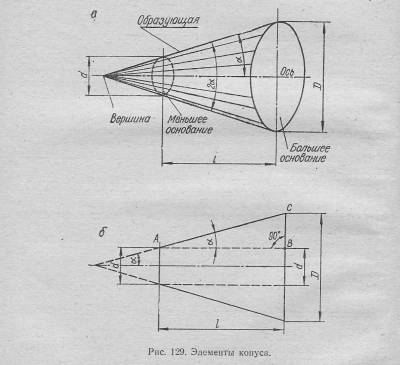
三角関数的に、傾きは傾き角の正接に等しくなります (図 129、b、三角形 ABC を参照)。
図面(図 130)では、テーパを で示します。<, а уклон -, острие которых направляется в сторону вершины конуса. После знака указывается отношение двух цифр. Первая из них соответствует разности диаметров в двух принятых сечениях конуса, вторая для конусности- расстояние между сечениями, для уклона - удвоенной величине этого расстояния.
テーパーと傾斜は 10 進数で表記される場合があります: 6.02。 0.04; テーパーの場合、これらの数値は 1 mm の長さにわたる円錐の直径の差に対応し、傾斜の場合、同じ長さにわたる半径の差に対応します。
完全な円錐を加工するには、底面の直径と長さの 2 つの要素を知るだけで十分です。 円錐台の場合 - 3 つの要素: 大きい底面と小さい底面の直径、および長さ。 指定された要素のいずれかの代わりに、傾斜角 a、スロープ、またはテーパーを指定できます。 この場合、上記の式 (9)、(10)、および (11) を使用して、不足している次元を決定します。 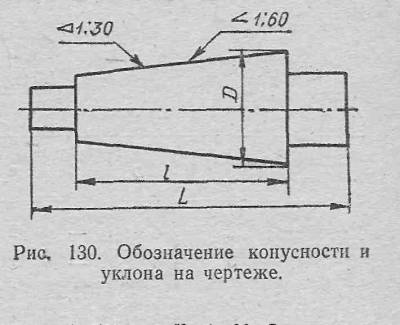
例 1. d=30 mm、/=500 mm、K=1:20 の円錐があるとします。円錐の大きい方の直径を決定します。
解決。 式(9)より
例2。D \u003d 40 mm、l \u003d 100 mm、a \u003d 5の円錐が与えられ、円錐の小さい直径を決定します。
解決。 式(11)より
接線の表によると、tg5°=0.087 であることが分かります。 したがって、d=40-2*100XX0.87=22.6mmとなります。
例 3. 円錐の寸法が図面に示されている場合、傾斜角 a を決定します: D-50 mm、d=30 mm、l=200 mm。
解決。 式(11)より
接線のテーブルから、\u003d 2 50 が見つかります。
例4.D \u003d 60 mm、/ \u003d 150 mm、K \u003d 1:50の円錐が与えられます。傾斜角aを決定します。
解決。 傾きはテーパーの半分であるため、次のように書くことができます。
接線のテーブルによれば、\u003d 0 30 が見つかります。
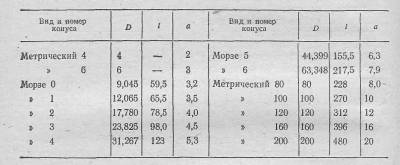
3. 通常の錐体。 大きさが標準化された錐体を正規錐体といいます。 これらには、モールス コーン、メトリック、テーパー 1:50 0 のシェル リーマーおよび皿穴用のコーン、テーパー 1:50 の円錐ピン用、テーパー 1:16 のテーパーねじ用などが含まれます。
機械工学で最も広く使用されているのは、モールス ツールとメートル コーンです。その主な寸法を表に示します。 13. 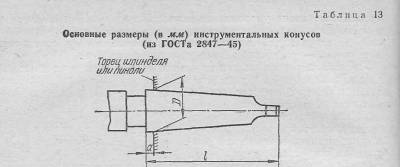
モールステーパのサイズは分数で表されます。 これは、それらの標準が初めてインチ測定システムに採用され、今日まで保存されているという事実によるものです。 モールス コーンのテーパーは異なります (約 1 20)。メートル コーンは同じです - 1:20。