テールストックマシン 1k62
メートル法、インチ法、モジュラー、ピッチ、アルキメデスの 5 種類のねじの必要なすべての旋削操作、穴あけ、切断を実行できます。
重要な特徴は、特殊なベアリングに取り付けられたスピンドルの高い剛性であり、硬化鋼のブランクを処理できます。 この機械は、衝撃荷重を使用した作業も可能にします。
1K62 の主な利点:
- 強力な電気モーター。
- 構造ユニットの剛性が高い。
- 幅広い処理速度。
- ハイパフォーマンス。
- 最小の振動。
下 仕様マシン1K62は、最初の精度グループ「H」の幅広い操作を実行する機能を提供します。
| 仕様 - マシン 1K62 | オプション |
| ベッド上の加工径、mm | 400 |
| キャリパー上の加工径、mm | 220 |
| 中心間距離 | 1000 / 1500 |
| GOST 8-82 に準拠した精度クラス | ひ |
| スピンドルの内側コーンのサイズ | モールス 6 M80* |
| GOST 12593-72 に準拠したスピンドルエンド | 6K |
| スピンドル貫通穴径、mm | 55 |
| 300 | |
| センター固定部の最大質量、kg | 1300 |
| チャックに固定されたワークの最大質量、kg | 23 |
| 主軸逆速段数 | 12 |
| スピンドルの直接回転の周波数の限界、min-1 | 12,5 - 2000 |
| 主軸逆回転回数制限 min-1 | 19 - 2420 |
| 作業送りステップ数 - 縦方向 | 42 |
| 作業送りのステップ数 - 横方向 | 42 |
| 作業送りの限界 - 縦方向、mm / rev | 0.7 - 4,16 |
| 作業送りの限界 - 横方向、mm / rev | 0,035-2,08 |
| カットメートルねじの数 | 45 |
| カットインチねじの数 | 28 |
| モジュラースレッドの切断数 | 38 |
| 切削するピッチねじの数 | 37 |
| 切る糸の数 - アルキメデスの螺旋 | 5 |
| 最大トルク、kNm | 2 |
| クイルの最大の動き、mm | 200 |
| 本体の横変位、mm | ±15 |
| 最大カッター セクション、mm | 25 |
| メインドライブモーターパワー | 10キロワット |
| サポートの高速移動の駆動の電気モーターの出力、kW | 0.75 または 1.1 |
| 冷却ポンプ出力、kW | 0,12 |
| 機械の全体寸法 (L x W x H)、mm | 2812/3200x1166x1324 |
| 機械重量、kg | 3035 |
1K62 は正面機械のクラスに属します - 大径で比較的短い長さのワークピースで動作するように設計されています。 後部ビームの横方向の調整が可能なため、穏やかなコーンを回すことができます。 ロックの存在により、ビームをキャリパーの下部セクションに接続して、部品やワークピースを穴あけする際の機能性を高めることができます。
12.5 ~ 2000 rpm の範囲の 23 の速度モードにより、幅広い加工の可能性と機械の目的 (あらゆる硬度の金属の旋削) が可能になります。 モードの切り替えは、交換可能なギアを備えたギアボックスで実行されます。 マシンが装備されています 非同期電動機 10 kW (2000 rpm) のキャリパー電源は、1 kW (1400 rpm) の補助モーターによって供給されます。 モーターには、過熱を防止するサーマル リレーが装備されています。 ハイパワーと幅広い速度選択により、パワーと高速切断の両方でマシンの高効率が実現します。
GOST No. 8-82の要件に従って、このマシンは最初の精度グループ「H」に属します。 3 爪 (直径 - 250 mm) または 4 爪 (400 mm) のセルフ センタリング チャックを使用して、ワークピースを固定できます。
機械類縁体
現在、この機械は生産されていませんが、ワークショップや修理工場で単品および小規模製品の生産に広く使用され続けています。 スペアパーツの提供に問題はありません.1K62マシンのアナログや他のモデル用に、幅広いコンポーネントとパーツが製造されています。 ほとんどの部品と付属品は交換可能で、多くの機器の変更に適しています。
多くの最新のアナログの設計では、最新バージョンのコンポーネントが使用されています。 電気設備に変更が加えられます。 1K62マシンのアナログの最も一般的なモデルのうち、スピンドル穴が拡大された1K62D(1K62より10 mm大きい)と、エプロンの保護メカニズムに落下するワームがないことに注意してください。 それ以外はほぼ同じモデルです。
より現代的なアナログは 1K625 モデルです。 最も重要な改善点として、ベッド上 (最大 500 mm) およびサポート上 (最大 250 mm) で加工されるワークピースの直径が大きくなったことは注目に値します。 大きな部品を処理するために、キャリッジの最大移動量も増加しました。 一般に、これは1971年に設計された同じ機械であり、今日でも大規模なワークショップとガレージの両方で需要があります。
作業の目的
この作業の目的は、万能ねじ切り旋盤モデル 1K62 の装置、運動学および操作、使用される機器、いくつかの一般的な操作を実行するための機械のセットアップと調整に精通することです。
WORK シーケンス
1) 理論的な部分をマスターする - 次のテキスト、図面、図に従って、機械で直接、装置、運動学、および機械の操作を研究します。
2) アイドル状態のドライブを含めるなど、マシンの詳細な習熟。
3) 設定を計算し、マシンをセットアップするための個々のタスクを実行し (必要に応じて、マシンにアクセスして)、作業に関するレポートを編集します。
4) 特定のジョブを実行するためのマシンのセットアップと調整。
注意: 機械の近くにいて作業することは、教師または実験アシスタントの存在下でのみ許可されます!
目的の理解、技術
機械の特徴、一般的な配置および操作
機械の用途と使用する切削工具
旋削グループの最も用途の広い機械であるねじ切り旋盤の主な目的は、単一 (個別) および小規模生産の条件で、ねじ切りを含む回転面によって制限されるさまざまな部品を処理することです。 機械では、ピースブランクとバー材から部品を得ることができます。 ワークは、長いもの(シャフトタイプの部品)と短いもの(ディスクタイプの部品)があります。
機械モデル 1K62 では、円筒形、円錐形、成形面の外側を研削できます。 内部円筒面および円錐面のボーリング; 切断端; ドリル、皿穴、リーミング穴; カッターによるさまざまな円筒ねじ (さまざまなプロファイル。メートル単位またはインチ単位で指定。おねじとめねじ、右ねじと左ねじ、片ねじと多ねじ)、および正面ねじの切断。 タップとダイスによるねじ切り。
外面の旋削には、スルーカッターが使用されます。 短い形状の表面は、幅の広いカッター、溝 - 溝付きで処理されます。 ボーリング完了 ボーリングカッター、ねじ切り - ねじ切り、切断 - 切断。 ドリル、カウンターシンク、リーマーを使用して、穴の取得と加工が可能です。
機械の技術的特徴
センターハイト、mm ……………………………………………………………………………………… ..... 215
最大加工径、mm※
ベッドの上………………………………………………………………………………………………………… 400
キャリパー上………………………………………………………………………………………………………………………………………………220
加工されたバーの最大直径、mm *……………… 45
中心間の最大距離、mm *…………………………710
キャリパーの最大縦移動量、mm……..……..………… 640
スピンドルボアテーパ ※………………………………………… モールスNo.6
スピンドル速度の限界、最小 -1 (rpm):
正(右)回転(23オプション)….…………….12.5-2000
逆(左)回転(12オプション)………………..19-2420
縦送りの値、mm/rev (48 オプション)……………0.07-4.16
横送りの値、mm / rev(48オプション)………………0.035-2.08
糸を切る:
ミリピッチ、mm….……………….….……….…..….1-192
モジュール付きモジュラー、mm ……..………………..…………..…0.5-48
1 インチあたりのインチ スレッド …………………………..…… 24-2
投球数で投球………………………………..…….…. 96-1
主電動機の出力、kW ………….…….…….……… 10
ノート。
* でマークされたデータ、最高スピンドル速度、最高工具高さ、機械重量は、ねじ切り旋盤の主なパラメータとして GOST によって決定されます。
機械の装置と操作
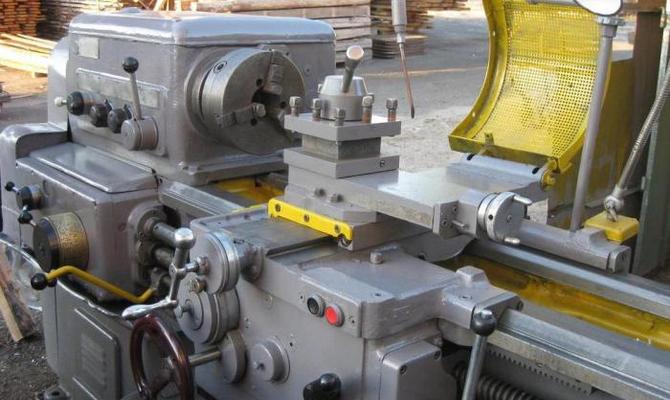
機械のレイアウト (図 1 および 3) により、水平軸に沿った部品の取り付けと水平面内でのツールの移動が保証されます。 機械のすべての可動および固定ユニットは、2 つの台座 T にあるフレーム A に取り付けられています。 短いワークを固定するために、チャックとフェースプレートが使用されます。 棒材を使用して部品を得る場合は、スピンドルの穴に通し、チャックまたはコレット機構を使用して固定します。 長い部品(シャフト)は中央に取り付けられ、そのうちの1つはスピンドル穴の前部円錐部分にあり、2つ目は格納式テールストッククイルの穴にあります。
米。 1。 一般形工作機械
テールストック B は右側のフレームにあります。 パーツの長さに応じて、ガイドに沿って移動し、ヘッドストックから必要な距離に固定できます。 短い部品や棒材を加工する場合、部品の中央の穴に穴を開け、皿穴を開け、リーマ加工を行うことができます。この場合、適切なツールがテールストック クイル (中央ではなく) に取り付けられます。 ツールは、直接、またはアダプタースリーブまたはチャックを使用してクイルに挿入されます。
フレームのガイドの前部と後部の主軸台の間に、ツールを固定し、調整可能な速度 (送り) と高速 (取り付け動作) で縦方向と横方向の動きを伝達するように設計されたサポート グループ (または単にサポート) が配置されます。 )。 サポートグループのノードとパーツは、エプロンが取り付けられたキャリッジ(縦方向または下部スライド)Gに取り付けられています。 キャリッジのガイドには、回転部分 E を備えた横方向のスライド D があります. 回転部分には、上部 (切断) スライド K があるガイドがあります. 上部スライドにはカッターホルダー I が取り付けられています. 4 つのカッターを固定できますサポートのツールホルダー。 ツールホルダーを回転させることで、各カッターを作業位置にセットできます。 回転部分と上部スライドにより、カッターを工作物の軸に対して斜めに動かすことができます。 マシン 1K62 でのこの移動は、手動で実行されます。 溝入れ工具または突切り工具用の追加の工具ホルダーをクロス スライドの背面に取り付けることができます。
穴あけおよび穴あけ加工中に心押し台に機械的な送りを知らせるために、心押し台がキャリパーと同じ速度で動くように、キャリパーを心押し台のベースに接続するロックが用意されています。
ベッドの垂直プレートの主軸台の隣には、フィード ボックス P が固定されており、ツールの縦方向および横方向の動きに必要な速度を提供します。 フィード ボックスから、ドライブ シャフトまたはリード スクリューが駆動されて回転します。 円筒面と端面を加工する場合、ツールを備えたキャリパーは、エプロンのギアを介してランニングシャフトから動きを受け取り、ヘリカル面を加工する場合(ねじ切り)は、親ねじから動きます。
機械操作中の労働災害を防止するために ワークゾーン保護スクリーンで覆われています。
米。 2.部品を機械に固定するための装置
スピンドルに取り付けられたフェースプレート。 その結果、スピンドルと一緒に回転している間、フェイスプレートはクランプと一緒にワークピースを運びます。
センターに取り付けられたワークピースの場合、自動締付駆動チャックによって回転を伝達できます (図 2、e)。 スピンドルの回転をオンにすると、カム4が軸に対して回転し、波形の作業面でワークピースを捉えて回転させます。
非剛性ワークピースは、変形を減らすために振れ止め 1 によって支えられます (図 2、f)。
メインドライブ
主な動きのチェーンの最後のリンクは、シャフトの回転速度 n dv = 1450 min -1 (rpm) を持つ電気モーターと、そのような周波数 n で回転しなければならないワークピースを備えたスピンドルです。 min -1 (rpm)。これにより、必要な切削速度が得られます。
チェーンの最終リンクの計算された変位の記録は次のようになります。
モーター シャフトは、V ベルト ドライブによってギアボックスの入力シャフトに接続されています。 さらに、ギアのグループを使用して 2 つの速度 (51:39; 56:34; このグループの下では p a; p a \u003d 2) で動きを伝達できますが、右 (「直接」) の回転はスピンドル、または 2 つの連続したギア (50:24 と 36:38) に報告された場合、スピンドルは左 (「逆」) 回転します。 正逆回転の組み込みとスピンドルの回転の停止は、双方向摩擦多板クラッチ M1 によって行われます。
動きは3つの速度(p b; p b \u003d 3)でギアのグループによって次のシャフトに報告され、そこからギア65:43を介してすぐに、または2つのグループを介して動きをスピンドルに転送できますギア(p in \u003d 2、pg \u003d 2)およびスピンドルギア27:54。 これを行うには、スプライン接続を介してスピンドルに回転を伝達するブロック 2 43-54 を適切な位置に設定します。
このように、出力軸の動きは 2 つのキネマティック チェーンを介して伝達されます。短いチェーン (ギア 65:43 がオン) は高速の伝達を保証し、長いチェーンは (グループ p in、p g を介して) 確実に伝達されます。低速の転送。 このような運動学的構造は、折り畳みと呼ばれます。
ドライブのキネマティック バランス方程式は次のとおりです。

式に書かれている0.98という数字は、ベルト駆動の滑りを考慮した係数です。
低速用キネマティック チェーン (r a r b r in r g) では、グループ p c と p g が一緒になって、4 ではなく 3 つの異なるギア比 (i = 1/16; 1/4; 1) を提供します。 24 (2 3 2 2)、ただし 18 の異なる速度: 12.5; 16; 20; 25; 31.5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630rpm 一部の速度が他の速度と大きさが一致する (「オーバーラップ」) 運動学的構造は、オーバーラップ構造と呼ばれます。
スピンドル速度を昇順でシフトするには、最初にグループ p a でギアをシフトし、次にグループ p b でギアをシフトし、次にグループ p a でギアをシフトする必要があります。
グループ p in と p g で一緒に (ギア比が増加するにつれて)、グループ p a と p b で再び。
高速用のキネマティック チェーン (スピンドルごとにグループ ra r b を介して) は、スピンドルに 6 つの回転速度の伝達を提供します。 800; 1000; 1250; 1600; 2000rpm
スピンドル速度の数は、分母が 1.25 (1.26) の幾何級数 (幾何級数) です。
ノート。
上記の頻度は、標準値に四捨五入されています。
ねじ送りドライブ
これらのチェーンの最終リンクは、ワークピースを備えたスピンドルと、カッターを備えたサポートであり、カッターは、スピンドルの1回転で、切断するねじのピッチTに等しい量だけ縦方向に移動します.
チェーンの最終リンクの計算された動き:
1ob.shp→Sねじ、同時にねじ切り送りSねじ=T。
エプロンのドライブシャフト、ギア、およびリバースメカニズムは、スクリューカットフィードの提供には関与しません。 キャリパーの動きは、ピッチ 12 mm のスクリュー ギア (リード スクリュー - スプリット ナット) を介して伝達されます。 これを行うには、フィード ボックスで 28:56 ギアを外し、M5 クラッチをオンにして、マルチプライヤー ギア グループの従動軸をリード スクリューで接続し、エプロンでハンドル 22 を接続します (図 4 を参照)。 ) 分割 (子宮) ナットをオンにします。 スクリューカットフィードをオンにするときは、ドライブシャフトからの縦方向または横方向のフィードをオンにしないでください(逆も同様です)。したがって、エプロンには、ハンドル19または22のいずれかが回転する可能性を防ぐロック機構があります(図 4 を参照) もう一方を作業位置に回したとき。
右または左のスレッドを切断するためのキャリパーの移動方向の変更は、変更ホイールの前のドライブにある反転機構によって行われます。 このメカニズムのドライブ シャフトへの回転は、スピンドルから 60:60 ギアを介して、またはステップ増加リンクを介して、縦方向および横方向のフィードのドライブのように報告されます。
ねじ切り用のアクチュエータをセットアップするには 他の種類特定の交換可能なホイールが取り付けられ、その中のドライブシャフトがギアコーン26、...、48のギアが固定されているもの、またはスライドギア28が取り付けられているもののいずれかになるように、ノートンメカニズムがオンになっています位置しています。
4.3.1 メートルねじの切断
上記のように、送りはねじピッチと等しくなければなりません。 メートルねじは正確に mm 単位で指定されます。 異なるピッチのスレッドを得るためにチューニングするには、ノートン機構である決定ドライブ チューニング リンクのギア比を、ピッチの変化に正比例して変更する必要があります。 この目的のために、M2およびM3クラッチを含めることによって保証されるNortonメカニズムのギアコーンが先行している必要があります。 交換可能なホイールは、旋削フィードと同じままです: 42、95、50 (i cm1)。
ZUSh が無効になっている場合 (i Zush = 1、スピンドル速度は 630-2000 rpm)、ギアが 1:1 (つまり) のギア比を提供するリバース メカニズムとマルチプライヤー グループに含まれている場合、異なるノートン機構のコーンの歯車は、次のフィードを提供します。
| コーンギア | |||||||
| サブミッション、mm/rev | 6,5 |
i mn と i roar が減少すると、フィードの大きさが減少し、i zush - が増加します。
後者の場合、SG をオンにすると主軸速度が変化することに注意する必要があります。つまり、異なる主軸速度で必要な送りが得られない状況が発生する可能性があります。 場合によっては、i mn と i rev をそれぞれ切り替えることで、これを回避できます。 たとえば、i zush = 2 (n sh = 200-630 rpm) をオンにし、他のグループの同じギアを使用すると、フィードが提供されます。
| コーンギア | |||||||
| サブミッション、mm/rev |
n sh = 200 ~ 630 rpm (i zush = 2) で 6.5 ~ 12 mm / rev の範囲のフィードを提供する必要がある場合は、i mn = 1/2 を含める必要があります (または i roar = 1/2 )。
ノート。
メートルねじに加えて、その他のねじ(台形ねじ、スラストねじなど)は mm 単位で設定されます。 カットの設定も同様です。
4.3.2 モジュラースレッド
モジュラー スレッドは、ウォーム ギアのウォーム ギアです。 それらはステップではなく、モジュール m (mm) によって設定されます。 ねじピッチはT=π・mの計算値です。 別のモジュールをねじ込むように設定する場合、フィード (ピッチに等しい) をモジュールに正比例して変更する必要があります。つまり、Norton 機構のギア コーンが先導している必要があります。 π のステップ倍数が確実に得られるようにするには (メートルねじの場合はそうではありません)、キネマティック チェーンに適切な変更を加える必要があります。 これらの変更は、他の交換ホイールの取り付けに含まれます: 64、95、97 (i cm2)、そのギア比は、ホイール 42、95、50 (i cm1) のギア比とは 0.785=π/4 倍異なります。
したがって、モジュラーねじを切断するためのセットアップには、メートルねじを切断する場合と同じカップリングが含まれていますが、他の交換可能なホイールが取り付けられています。

4.3.3 インチねじ切り
インチねじは、メートルねじのようにピッチではなく、ねじの長さ 1 インチ (1 "≈25.4 mm) あたりのねじ山数 (回転数) k、つまりピッチ T の逆数によって指定されます。 k に反比例して変化するはずです。
この場合、メートルねじの設定とは異なり、ノートン機構のコーンを駆動する必要があります。 これを行うために、ペア 37:35 (ホイール 35、37、35 が交換可能なギアからスライド ギア 28 のシャフトに動きを伝達する) と 28:35 (ホイール 35、28、28、35 がノートン機構からの動きを伝達する)ドライブギアに) フィードボックスに結合する必要があります. マルチプライヤーギアグループのシャフト); M5 カップリングも含める必要があります。
4.3.4 ピッチカット
ピッチは、測定のインチ系のウォームによって与えられます。 ピッチ p は弾性率の逆数ですが、1/mm ではなく 1/inch で表されます。 次に、mm単位のねじピッチはに等しくなります。 先ほどから明らかなように、この設定ではインチねじを切るときと同じようにフィード ボックスがオンになり、モジュラーねじを切るときと同じようにチェンジ ホイールが設定されます。
4.3.5 細目または規格外のねじの作成
この設定では、フィード ボックスをチューニング ボディとして使用せず、チェーンを可能な限り短くし、リード スクリューを「直接」オンにして、M2、M4、M5 カップリングを使用して出力シャフトに接続します。交換可能なギアのギターの。 リバース機構はギア比1:1のギアを採用。 交換可能なギアのギターには、図に示されているものではなく、必要なピッチを提供するホイールA、B、C、D(i cm)が取り付けられています。
この場合のキネマティック バランス方程式は次のとおりです。
上記を考慮して、式からチューニング式が導き出されます。
![]() .
.
ラピッドトラベルドライブ
これらのドライブを使用すると、キャリパー全体を縦スライドおよび横スライドで、それぞれ v b.prod = 3.4 m/min および v b. pop = 1.7 m/min の速度ですばやく横方向に動かすことができます。 送りハンドルのボタンが押されると、ドライブはジョグモードで別の電気モーター (n dv.b = 1410 rpm) から動きを受け取ります。 急速な動きは、切り替えられたフィードの方向に発生します。 キネマティックチェーンの故障を防ぎながら、フィードボックスを介してドライブシャフトに低速回転を伝達し、指定された電動モーターから高速回転を同時に伝達するために、MOオーバーランニングクラッチが取り付けられています。
エンド リンクの計算された変位とチェーンの運動学的バランスの方程式は次のとおりです。
n dv.b → v b.prod;
n dv.b → v b.pop;
ノート。
キネマティック バランス方程式では、ラック アンド ピニオン モジュールとリード スクリュー ピッチが m 単位で与えられます。
機械制御
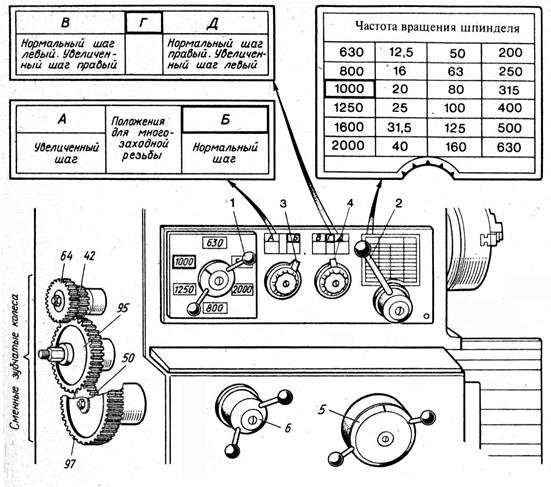
機械とそのドライブのオン/オフ、スピンドルの回転方向とキャリパーの動きの変更、回転速度と送りの値の変更、可動部品の手動移動の実行、およびその他の実行制御アクション、マシンには適切なコントロールがあります。 それらの場所は図に示されています。 四 。
この図は、機械の次の部分、コントロール、およびコントロールの一部を強調しています。
1 - ヘッドストック;
2、5 - マシンを必要なスピンドル速度に設定するためのハンドル。
3 - ステップとフィードを増やすためのリンクのハンドル。
4 - ねじ切り送りの逆機構のハンドル。
6 - カートリッジ。
7 - 保護スクリーン。
8 - 上部(切端)スレッドの手動移動用ハンドル。
9 - テールストッククイルを固定するためのハンドル。
10 - 心押し台;
11 - テールストックをレールに固定するためのレバー。
12 - メイン(リニア)スイッチ。
13 - 切削液を供給する電動ポンプのスイッチ。
14 - ローカル照明スイッチ。
15 - 主電動機の負荷を制御するための電流計。
16 - 右キャビネット。
17 - 親ネジ。
18 - ランニングシャフト。
19 - キャリパーの縦方向および横方向の動きを可能にするハンドル。
20、26 - スピンドルのオン、オフ、および反転用のハンドル。
21 - 主電動機を始動および停止するための押しボタンステーション。
22 - リードスクリューのスプリット(子宮)ナットをオンにするためのハンドル。
23 - エプロン;
24 - クロススライドを手動で動かすためのハンドル。
25 - キャリパーキャリッジを手動で縦方向に動かすためのハンドル。
27 - 左台座;
28 - フィードドラム(送り速度と糸ピッチを設定するためのハンドル);
29 - フィードボックス。
30 - 作業の種類のハンドル (送りの選択または切断される糸の種類)。
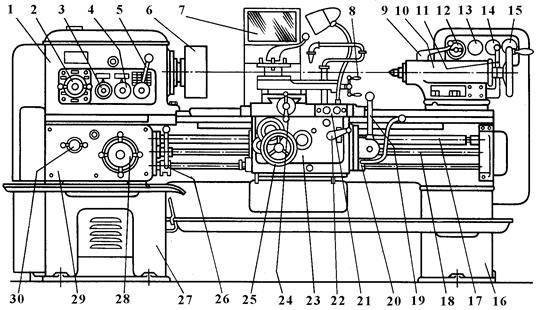
米。 4.マシンmodのノット、ドライブの要素、および制御メカニズム。 1K62
スピンドルの所与の(または切り替え)速度の組み込みは、ハンドル20または26が中間位置に設定されているギアボックスをオフにした状態で実行される。 この場合、M1 クラッチ(図 3 参照)はニュートラル位置に設定され、動きはボックスに伝達されず、このクラッチに連動するブレーキが伝達を停止します。
機械を必要なスピンドル速度に調整するには、ハンドル 2 (図 5 および図 4 の位置 5) を回転速度の表の列にポインターが合うまで回す必要があります。示され、ハンドル 1 (図 5 および図 4 の位置 2 を参照) は、ハンドル ディスクのノッチがこの周波数の窓を指すように設定されます。
たとえば、機械を 1000 rpm のスピンドル速度に設定するには、最初にハンドル 2 を偏向させ (図 5 を参照)、次にポインターが回転速度 630 の列と揃うまでハンドルを左に回す必要があります。テーブルに2000を置き、ハンドルディスクのリスクが1000番の窓を指すようにハンドル1を取り付けます。必要ありません。
ノート。
このモデルのマシンの一部の変更では、ハンドル 1 に 6 つのセクションを持つリムがあります。 マシンをセットアップするときは、ハンドル 1 を、設定速度に対応する手足の部分がインデックス プレートの矢印と一致するまで回します。
米。 5. スピンドル速度と送りを設定するためのハンドル
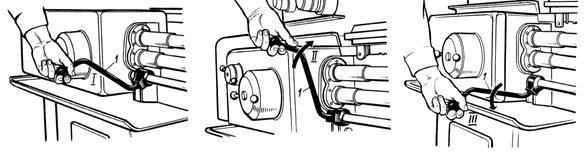
スピンドルの右(直接)回転の組み込みは、ハンドル1(図6、)によって中間位置I(図6、aを参照)から位置II(図6、参照)での失敗まで実行されます。 b)。 この場合、主軸は心押台側から見て反時計回りに回転します。
 |
B C)
米。 6. スピンドルの電源をオフにしてからオンにし、逆にします
ハンドル 1 を中間位置 I から位置 III (図 6 の c を参照) まで下げると、スピンドルが左 (逆) 回転 (時計回り) に回転します。
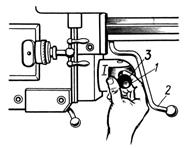
キャリパーの縦方向または横方向の動きを含めるには、1 つのハンドル (図 4 の位置 19、図 7、8、および 9 の位置 3) を使用します。 ハンドルを回す方向にキャリパーが動きます。 このハンドルを回すと、4 つの M6 ~ M9 クラッチのいずれかがオンになります (図 3 を参照)。
 |  |
||
米。 7. 縦送り用キャリパー機構をオンにする
スピンドルの正転がオンになっている場合、ハンドル 3 を中間 (ニュートラル) 位置 I (図 7、a) から左に回して位置 II (図 7、b) に失敗すると、直接縦方向に回転します。キャリパーを右から左に動かします。 テールストックからフロントまで。 縦送りをオフにするには、ハンドル 3 を中間 (中立) 位置 I に戻します。
キャリパー機構は、ハンドル 3 を中間位置 I (図 7、a を参照) から右に動かし、位置 III (図 7、c) にならなくなるまで、逆方向の縦送りのためにオンにします。
表1
| スレッド | ハンドル位置 | スレッド | 主軸速度 | ||||||||||||||
| ピッチ。 | 12,5-40 | ||||||||||||||||
| しかし | ズーム ステップ | 2 3 / 4 | 2 1 / 2 | 2 1 / 4 | 1 3 / 4 | 50-160 | |||||||||||
| B | 標準。 ステップ | 12,5-2000 | |||||||||||||||
| 1" スレッド | B | 標準。 ステップ | 4 1 / 2 | 3 1 / 2 | 3 1 / 4 | 12,5-2000 | |||||||||||
| 基本単位 | しかし | ズーム ステップ | 12,5-40 | ||||||||||||||
| 6,5 | 50-160 | ||||||||||||||||
| 2,75 | 2,5 | 2,25 | 1,75 | 1,5 | 1,25 | 12,5-2000 | |||||||||||
| メトリック | B | 標準。 ステップ | 12,5-40 | ||||||||||||||
| しかし | ズーム ステップ | 50-160 | |||||||||||||||
| B | 標準。 ステップ | 5,5 | 4,5 | 3,5 | 12,5-2000 | ||||||||||||
| 横送り = 0.5 縦方向 | |||||||||||||||||
| 4,16 | 3,8 | 3,48 | 3,12 | 2,8 | 2,42 | 2,28 | イニング | しかし | で | 50-160 | |||||||
| 2,08 | 1,9 | 1,47 | 1,56 | 1,4 | 1,21 | 1,14 | B | D | |||||||||
| 1,04 | 0,95 | 0,87 | 0,78 | 0,7 | 0,61 | 0,57 | B | G | 0,52 | 0,47 | 0,43 | 0,39 | 0,34 | 0,3 | 0,28 | 12,5-2000 |
| 1 1 / 2 | 1 1 / 4 | ピッチ。 | しかし | ズーム ステップ | 2 3 / 4 | 2 1 / 2 | 2 1 / 4 | 1 3 / 4 | 12,5-40 | ||||||||
| 3 1 / 2 | 50-160 | ||||||||||||||||
| B | 標準。 ステップ | 12,5-2000 | |||||||||||||||
| 1" スレッド | 標準。 ステップ | 12,5-2000 | |||||||||||||||
| 基本単位 | しかし | ズーム ステップ | 6,5 | 12,5-40 | |||||||||||||
| 5,5 | 4,5 | 3,5 | 3,22 | 50-160 | |||||||||||||
| 0,5 | B | 標準。 ステップ | 12,5-2000 | ||||||||||||||
| メトリック | しかし | ズーム ステップ | 12,5-40 | ||||||||||||||
| 50-160 | |||||||||||||||||
| 2,5 | 1,75 | B | 標準。 ステップ | 1,5 | 1,25 | 12,5-2000 | |||||||||||
| 横送り = 0.5 縦方向 | 横送り = 0.5 縦方向 | ||||||||||||||||
| 4,16 | 3,8 | 3,48 | 3,12 | 2,8 | 2,28 | しかし | で | 200-630 | |||||||||
| 0,26 | 0,23 | 0,21 | 0,195 | 0,17 | 0,14 | B | G | 0,13 | 0,12 | 0,11 | 0,097 | 0,084 | 0,074 | 0,07 | 12,5-2000 |
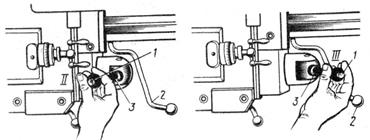
ハンドル 3 を中間位置 I (図 7、a 参照) から位置 IV (図 8、a) または V (図 8、b) に回すと、キャリパーの横送り機構がオンになります。それぞれ、直接(一部)またはリバースファイリング用です。 横送りを止めるには、ハンドル 3 を中立位置に戻します。
キャリパーをすばやく動かすには、選択した移動方向に従ってハンドル3を回し、右手の親指でハンドル3のボタン1を押す必要があります(図8、c)。 これにより、エプロン内の対応するクラッチと高速移動ドライブのモーターがオンになります (図 2 を参照)。
ハンドル 3、4、5、6 を使用して、ミシンを必要な送りまたは糸に設定します (図 5 を参照)。
 |
B C)
 |  |
||
米。 8. キャリパー機構のオン
そしてそれらを満たす
実験室の作業では、例として、円錐面を処理する機械のセットアップ方法が考えられます。
米。 10. 短い円錐面の旋削
米。 11. キャリパーの上部スライドを回転させてテーパーを回す
3) 機械加工されたコーンの図面に従って、上部スライドの回転角度を決定します
ここで、D、d、l は円錐の大きい方と小さい方の直径と長さです。
4) 上部スライドのターンテーブル 3 を希望のテーパ角度 α まで回転させます。 コーン2の上部がテールストックに面しているとき、カッター1を備えた回転プレートBは、スケール(バーニア)B(図11、a)で回転角度を数えながら、それ自体から離れます。 円錐の頂点がスピンドルの方を向いている場合、キャリパースレッドは反対方向に回転します(図11、b)。
5) 回す 円錐面(予備および最終)キャリパーの上部スライドのネジを両手で回します(図11、c)。
6) ユニバーサル ゴニオメーター (図 11、d) またはリミット ゲージ スリーブ V (図 11、e) でコーンの角度を確認します。
米。 12.コーンを処理するためのマシンをセットアップするためのスキーム
米。 13.バーニアと定規による主軸台本体の変位制御
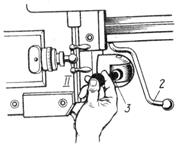
- 横送りねじのリムに沿ったテールストックの本体の変位. カッター 1 を裏返して (図 14、a)、反対側でカッター ホルダーに固定します。 テールストックのクイル 2 を伸ばします。 細い紙 3 (またはプローブ) をクイルに取り付け、カッターをクイルに近づけて、紙を自由に取り除くことができるようにします。 横送りダイヤルで、心押台本体の変位量 H だけカッターをクイルから離します。 心押台ハウジングを動かして、紙片 3 が以前のように固定されるようにします。
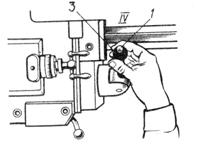
- インジケーターによるテールストック本体の変位. インジケーター 4 をツールホルダーに固定します (図 14、b)。 ステム A がクイルにぴったりとはまるまでインジケーターを動かします。 インジケータダイヤルを<0>. 指示計の目盛の指示に従って、テールストックの本体を必要な値に移動します。
ノート。
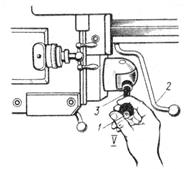
可動リアセンター (図 14、c) を使用すると、心押し台の本体がずれないようにすることができます。 しかし、この方法では、以前のものと同様に、タスクはテールストックの中心のオフセットで、 この段落の見出しに正式には該当しませんが、この方法を独立したものとして選び出すことはお勧めできません。
本体 1 の円錐シャンクによって、構造はテールストック クイルに取り付けられます。 調整を実行するには、次のことを行う必要があります: 調整ねじ 2 を使用して、スライド 3 をセンター 4 自体と一緒に本体のガイド A に沿って、距離 H だけ手前または手前に移動します。処理中の円錐の頂点の位置。目盛り Г で変位量を制御します。 ネジ B でスレッドを固定します。
センター 4 (他と同様、よりシンプルで、オフセット心押台で作業する場合に使用) にはボール トップ B があり、パーツとセンターの軸の不一致による摩耗を減らします。
3) ワークを主軸台、心押し台と駆動チャックの中心に取り付けます。
4) 円錐面をオフにします。
 |
B C)
米。 14.心押台の本体の変位を制御する方法
長いコーンを処理するこの方法は、広く使用されています。 追加のデバイスを必要とせず、任意の旋盤で実行できます。 この方法の主な欠点は、テールストックが移動したときに機械の中心が反りのある部品の中心穴に位置することです。その結果、表面の摩耗が増加し、不均一になります。穴と中心。 その結果、心押台をずらして円錐を回転させた後、部品を通常の設定中心に配置し、その円筒部品を加工すると、この部品の軸と以前に加工された円錐部品の軸が一致しなくなります。 この点については、最初に部品の円錐部分を荒削りし、次に円筒部分を粗削りして仕上げ、次に円錐部分を仕上げる必要があります。
レポートのデザイン
ユニバーサル ねじ切り旋盤 1K62.
ねじ切り旋盤 1K62は 万能機左右のねじ切りを含むさまざまな旋削操作を実行するように設計されています: メトリック、インチ、モジュラー、ピッチ、およびピッチが 3/8 ""、7/16""、8.10 および 12 mm のアルキメデスのらせん.
ねじ切り旋盤 1K62機械主軸は剛性を確保する特殊なベアリングに取り付けられているため、硬化したワークの加工に使用できます。 加工精度を落とさず、衝撃荷重で様々な被削材の旋削加工が可能です。
機械の主駆動の高出力、主な動きと送りのキネマティックチェーンのすべてのリンクの高い剛性と強度、耐振動性、幅広い速度と送りにより、超硬での高性能切削が可能になります。 1K62ねじ切り旋盤のミネラルセラミックツール。
マシン 1K62 は正面旋盤を指します。 大径の比較的短いワークピースの加工が可能です。
リアビームデザイン 旋盤機械が穏やかなコーンを処理できるように、横方向の変位が可能です。 特別なロックを使用して、リア ビームとキャリパーの下部を接続することができます。これは、リア ビームに穴を開け、キャリパーからのビームの機械的な動きを使用するときに必要になることがあります。
1K62旋盤には、取付径20~80mmの可動振れ止めと、取付径20~130mmの固定振れ止めを取り付けることができます。
ヘッドストックからギアボックスに動きを伝達するために使用されるギアは、1K62 マシンで交換可能です。
1K62 マシン キャリッジの縦方向の動きは、フレームのフロント シェルフに取り付けられた特別なストッパーによって制限できます。 したがって、ストッパーを取り付けると、キャリパーの移動速度は 250mm/min を超えることはできません。
ベッドの上に設置した場合のワークの最大径は400mmです。 1K62旋盤で加工できる棒材の最大径は45mmです。 マシン 1K62 には 23 のスピンドル速度があります (最小 - 12.5 rpm、最大 - 2000 rpm)。
1450 rpmの速度で10 kWの出力を持つかご型非同期モーターがメインドライブとして使用されました。 スピンドル速度の調整、およびキャリパーの縦方向および横方向のギアの値は、ギアボックスのギアを切り替えることによって実行されます(スピンドル速度とキャリパーの送りの調整には、異なるコントロールスティックが使用されます)。
1K62 ねじ切り旋盤でキャリパーを高速に動かすために、追加の非同期モーターが使用されます。 その出力は、1410 rpm の回転速度で 1.0 kW です。
旋盤 1K62モーターを長時間の過負荷から保護するサーマル リレーと、短絡から保護するヒューズを装備しています。
1K62 旋盤の設計上の特徴 (信頼性、耐久性、耐振動性に優れ、ハイパワーの主駆動装置を搭載) により、マシンを高速切削と動力切削の両方に均等に使用することができます。
1K62旋盤の設計では、スピンドルを取り付けるために特別なベアリングが用意されており、ワークピースの処理に必要な剛性と高精度が保証されます。 GOST 8-82 によると、1K62 旋盤は精度クラス H に属します。加工精度は衝撃荷重モードでも保証されます。
1K62旋盤は、作業の品質と信頼性の優れた組み合わせ、およびメンテナンス中の気取らないため、小規模および単一部品の生産で最も人気のある旋盤の1つです。
旋盤は、直径 250mm の 3 爪セルフ センタリング チャックまたは直径 400mm の 4 爪チャックを使用できます。
このシリーズの基本モデルは、1K62D 万能ねじ切り旋盤です。これは、以前はクラスニー プロレタリア工場で生産されていた、世界の多くの国で実績のある 1K62 マシンの改良されたプロトタイプです。
1K62ねじ切り旋盤は、優れた作業品質とメンテナンスの気取らない組み合わせが特徴です。
ねじ切り旋盤1K62の技術的特徴。
|
パラメータの名前 |
単位。 |
量 |
|
精度等級 | ||
|
ベッド上の加工ワークの最大径 | ||
|
サポート上の処理されたワークピースの最大直径 | ||
|
加工ワークの最大長さ | ||
|
スピンドルの内側コーンのサイズ |
モールス 6 M80* |
|
|
GOST 12593-72 に準拠したスピンドルエンド | ||
|
スピンドル貫通穴径 | ||
|
搭載ワークの最大質量 | ||
|
カートリッジに固定 | ||
|
センターで固定 | ||
|
主軸速度ステップ数 | ||
|
直接 | ||
|
逆行する | ||
|
スピンドル速度制限 | ||
|
直接 | ||
|
逆行する | ||
|
加工送り段数 | ||
|
縦方向 | ||
|
横方向 | ||
|
作業送り限界 | ||
|
縦方向 | ||
|
横方向 | ||
|
切る糸数 | ||
|
メトリック | ||
|
インチ | ||
|
基本単位 | ||
|
ピッチビー | ||
|
アルキメデスの螺旋 | ||
|
ねじピッチ制限 | ||
|
インチ |
スレッド/インチ | |
|
メトリック | ||
|
基本単位 | ||
|
ピッチビー | ||
|
アルキメデスの螺旋 |
3/8”, 7/16” |
|
|
アルキメデスの螺旋 | ||
|
最大トルク | ||
|
羽ペンの最大の動き | ||
|
体の横方向の変位 | ||
|
カッターの最大部分 | ||
|
機械寸法 |
2812x1166x1324 |
|
|
機械重量 | ||
|
メインドライブモーターパワー | ||
|
サポートの速い動きの駆動の電気モーターの力 |
0.75 または 1.1 |
|
|
冷却ポンプ動力 |
ねじ切り旋盤1K62のパスポート。
この取扱説明書「万能ねじ切り旋盤 1K62」には、本機の保守担当者および本機の作業に直接携わる方に必要な情報が記載されています。 このマニュアルは、元の紙のバージョンである PDF 形式の電子版です。 この文書には、万能ねじ切り旋盤 1K62 の操作に関するパスポートとマニュアル (説明書) が含まれています。 このドキュメントの内容:
技術的な説明
ユーザーマニュアル
パスポート
機械の目的と範囲
機械構成
機械とそのコンポーネントの装置と操作
電気設備
潤滑システム
セキュリティ対策の指定
インストール順序
設定、調整、操作モード
規制
軸受配置
一般情報
主な技術データと特徴
修理情報
マシンの変更に関する情報
納品内容
合格証明書
保全証明書
包装証明書
保証
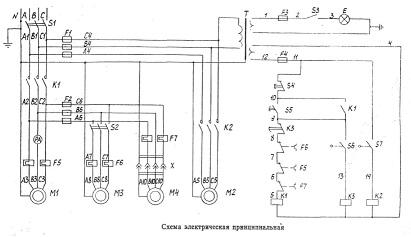
ねじ切り旋盤 1K62 の電気回路。
ユニバーサルねじ切り旋盤の電気回路図を次の図に示します。
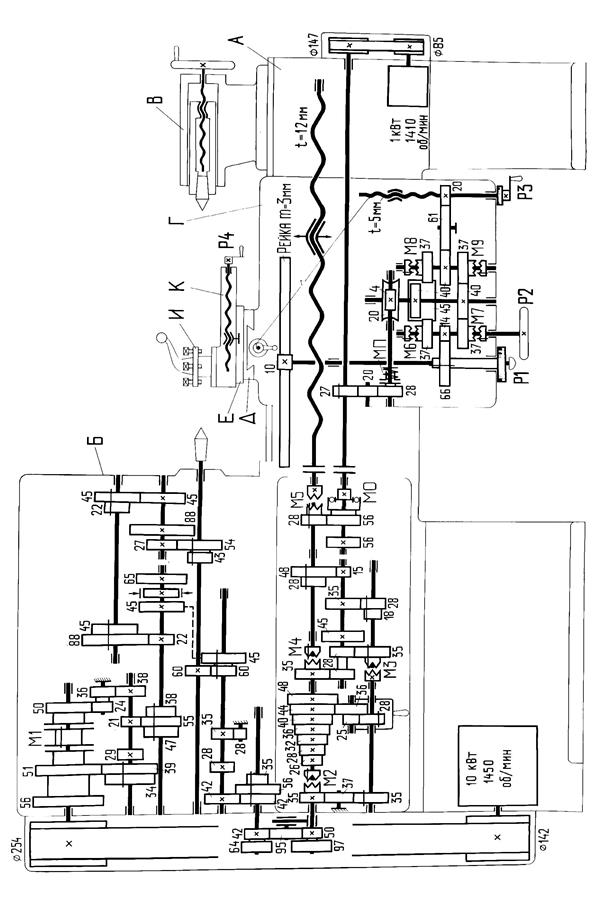
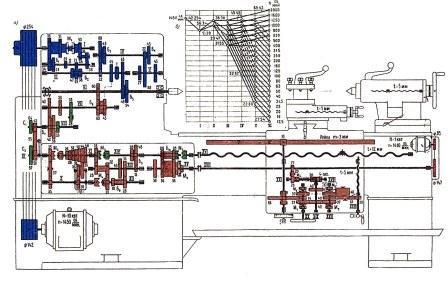
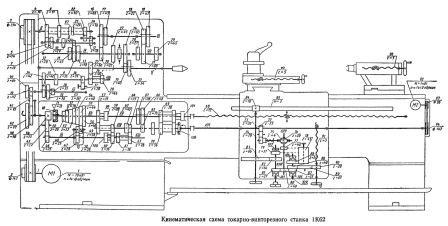
万能ねじ切り旋盤 1K62 の運動図。
ユニバーサルねじ切り旋盤 1K62 のキネマティック ダイアグラムを次の図に示します。
1K62 ねじ切り旋盤は、ソ連で最も一般的な金属加工機械でした。 その技術的特徴により、ほぼすべての標準サイズのあらゆる種類のワークピースで作業することが可能になりました。
1
私たちが興味を持っているねじ切り旋盤は、40年以上製造されていません。 同時に、1K62ユニットは、小さなバッチでのさまざまな部品の生産を専門とする小さな金属加工企業でまだ稼働しています。 この機器の人気は、メンテナンスの気取らないことと使用中の信頼性によるものです。 また、1K62ユニット保証の技術的特徴 高品質各種旋削加工の実績。 硬化金属製品を加工できることも重要です。
マシン 1K62
この可能性は、機械のスピンドルを取り付けるために使用される特別な設計のベアリングの存在によるものです。 説明されているねじ切り装置の剛性を高めるのはこれらの要素です。 現在、国内外の企業が1K62のさまざまな類似物を製造しています。 これらのほとんどは同じデザインです。 そして、1K62以降、それらはより優れた技術的特性が異なります。 ロシアの金属加工業界では、次のモデルの高度な工作機械が使用されています。
- MST1620M(ミンスク工場MZORで製造);
- TV-380K (Kimry の Savelovsky 工場);
- CD6140A、BJ1630G、CS6240、CS6140、CA6240A (中国メーカー);
- KA-280 (キエフの Verkon);
- 16V20 (アストラハン工場);
- 16D20P (カザフスタン);
- ZhA-805 (ジトーミル);
- サマット 400 (サマラ SVZS);
- CU402、C400TM (ブルガリア工場)。
1K62 および上記の単位を使用すると、単純なインチおよびメートル法からスパイラル (いわゆるアルキメデス) まで、必要なピッチ (8–12 mm、3/8–7/16 インチ) で、あらゆるタイプのねじを切断できます。 )。 マシンのスレッド ピッチを変更するには、ギター ホイール、ノートン モジュール、ギア リンク ホイールなど、さまざまなメカニズムが使用されます。
2
ユニットのパスポートには、金属加工装置 1K62 の主要な技術的特性がすべて記載されています。 この文書に従って、機械は最大 1500 kg のワークピースの旋削加工を実行することが許可されています。 ここには小さなニュアンスがあります。 500 ~ 1500 kg の部品は、機械の中央でのみ処理され、最大 500 kg のチャックで処理されます。 この場合のワークピースの長さは 200 cm に達することがあり、その最大断面は 22 cm (サポートの上) または 40 cm (ベッドの上) です。 State Standard 8–82 によると、ユニットは精度カテゴリ H に分類されます。 これは、機械が加工の品質を損なうことなく部品に衝撃荷重を適用できることを意味します。

仕事中の機械
前述のように、1K62 スピンドルはベアリングに取り付けられています。 構造の剛性が高いため、機械は、今日広く使用されている最新のミネラルセラミックおよび超硬工具を使用できます。 このような装置は、さまざまな金属から工作物の高性能切断を実行する必要がある場合に使用されます。 スピンドルの穴の断面は 47 mm です。 これにより、直径 45 mm までの棒材を扱うことができます。 スピンドルの主な特徴は次のとおりです。
- コーンのサイズ (内部) - モールス 6;
- 前進運動の頻度とステップ数 - それぞれ最大 2000 rpm と 24、逆方向 - 最大 2420 rpm と 12。
- エンディング - 6K (標準 12593 による)。
ねじ切りユニットのサポートにより、37 ピッチ、20 モジュラー、38 インチ、および 44 メートルねじを、それぞれ 1 ~ 96、0.5 ~ 48、2 ~ 24、1 ~ 192 のピッチ制限で切断できます。 機械に特殊なストッパーを取り付けることができます。 前面のフレーム (別の棚) に取り付けられており、キャリパーの移動速度を 25 cm / 分 (横方向の動きを意味します) に制限できます。 ストップが取り付けられていない場合、機械は高速金属切断モードで動作します。 この場合、キャリパーは横方向に 1.7 m/min、縦方向に 3.4 m/min の速度で移動します。
問題の機器のキャリッジの最大ストロークは 192 cm 以下で、キャリパーの作動送りは 0.035 ~ 2.08 mm / rev (横方向の動き) および 0.07 ~ 4.16 (縦方向) に制限されています。 この場合の送りステップ数は、任意の方向で 49 ステップです。 ノート! キャリパーの下部は、機械の後部ビームに接続できます。 この機会は非常に重要です。 これにより、キャリパーから直接ビームを (機械的に) 動かすことができます。 これらのノードの一時的な固定は、特別なロック接続によって実行されます。
機器のパスポートには、1K62 ねじ切り旋盤が 4 つ爪と 3 つ爪の 2 種類のセルフ センタリング チャックを使用できるという情報が含まれています。
最初の断面は40cm、2番目の断面は25cmで、さらに2つのルネットで動作します。 そのうちの1つは動かず(取り付けの値は2〜13 cm)、2番目は可動(2〜8 cm)です。 これらすべてを通して 設計上の特徴 1K62は、ワークのパワーと高速処理の両方に積極的に使用されています。 機械の総重量は 2140 kg であり、その 寸法ミリメートル単位では、1324 (高さ)、1166 (幅)、2812 (長さ) です。
3
AO2-52-4F かご形非同期モーターは、メイン ドライブ 1K62 の機能を担います。 その速度は 1450 rpm、出力は 10 kW です。 エンジンにはヒューズ PP-1 が付属しています。 この装置は、短絡が発生した場合に機械への電源供給を遮断します。 メイン エンジンのゼロ保護は、コンタクタに取り付けられた KG コイルによって提供されます。 主電源電圧が標準値の 50% 低下すると、モーターが停止します。
旋盤 1K62
エンジンは、サーマル リレーによって過負荷から保護されています。 作動回路を自動的に開きます。 リレーが作動してから 2 分後にのみ、機械での作業に戻ることができます。 これを行うには、ニッチカバーのヘッドストックの下(旋盤の背面)にあるボタンを見つけて押す必要があります。 メインエンジンの始動は、対応するボタンによって行われます。 機械が作動中は、再度押すことはできませんのでご注意ください。 停止ボタンでモーターを停止します。
1K62 には 3 つの追加エンジンが装備されています。
- PA-22 - 冷却ポンプの場合、その出力は 0.125 kW です。
- AOL2-22-6F - 水力発電所用 (1 kW);
- AOL2-12-4F - 高速移動用 (0.8 kW)。
冷却ポンプは、メイン エンジンが作動しているときにのみ始動できます。 これを行うには、VP-2 (ユニットのパッケージ スイッチ) をホワイト ポイント モードに設定する必要があります。 VP-2 を Red dot モードに切り替えると、ポンプがオフになります。 1K62 油圧ステーションの非同期エンジンの回転速度は 1410 rpm です。
電気機器は 380 V で動作します。機械の中性線を絶縁するか、ブラインド回路でユニットを接地することが不可欠です。 装置の電源回路は 3 ~ 50 Hz で動作し、制御回路は 50 Hz で動作します (装置の照明回路をオンにするには、同じ周波数が必要です)。


