Marcarea sculelor de strunjire. Tipuri de scule de strunjire
Mecca Instrumenta vinde scule de strunjire de aproape toate tipurile și modelele existente. În același timp, întreprinderile pe care le furnizăm cu acest instrument pot achiziționa toate tipurile necesare dintr-un singur loc.
Principalele tipuri de scule de strunjire
Diviziile de scule de producție fabrică freze de strunjire de mai multe tipuri principale: gaură de trecere, alezat, teșire, tăiere, filetare, profilată. Numele grupurilor este în consonanță cu scopul funcțional al instrumentelor. Fiecare tip de tăietor strung este proiectat pentru o operațiune tehnologică specifică, ceea ce presupune caracteristicile proiectării acestora, condițiile de tăiere.
Frezele de strunjire pentru metal, indiferent de scop, se caracterizează prin identitatea designului. Ele constau dintr-un corp (suport), o parte de lucru (cap). Muchia principală de tăiere este plasată pe cap. Direct de această parte a frezei se realizează operația tehnologică de tăiere a stratului superior de metal (strunjire). Pentru diferiți incisivi, forma muchiei de tăiere poate fi arbitrară (în formă) și dreaptă.
Frezele de strunjire sunt la mare căutare în prelucrarea metalelor. Ei efectuează strunjirea circulară externă a pieselor de prelucrat. Se realizează vânzarea de freze de strunjire de următoarele tipuri: drepte, persistente, îndoite.
Următoarele în ceea ce privește aplicabilitatea sunt scule de strunjire plictisitoare. Ele sunt folosite pentru găuri interne. Aceste freze reușesc să proceseze prin găuri oarbe. În consecință, aceste scule de tăiere sunt fabricate în două tipuri - pentru găuri traversante și oarbe.
Dispozitivele de tăiere sunt folosite pentru tăierea canelurilor, tăierea pieselor de prelucrat. Frezele cu filet taie firele interne/exterioare. Frezele pentru teșituri îndepărtează teșiturile. Suprafețele curbilinii sunt plictisite cu scule de strunjire modelate.
Job 1
Freze de strunjire
1. Piese și elemente ale frezei
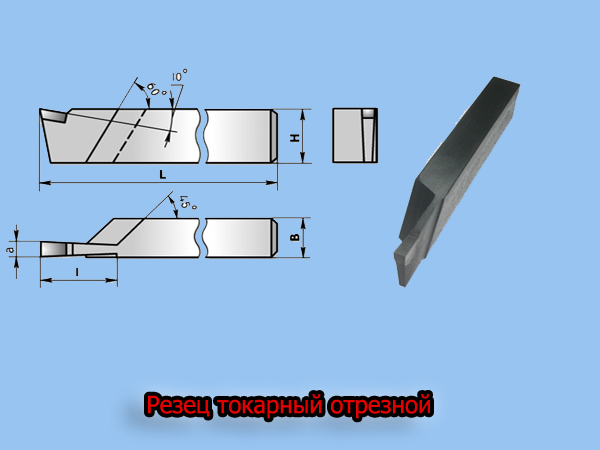
La tăiere, se folosesc unelte de tăiere de diferite forme și modele. Cea mai simplă formă de unealtă de tăiere este o unealtă de strunjire (Fig. 1). Cuțitul are o parte de lucru - capul B, pe care sunt amplasate elementele de tăiere, și suportul A, conceput pentru a instala și fixa cuțitul pe mașină (în suportul de scule).
Orez. unu. Elemente de scule de tăiere
Ascuțirea creează un cap de tăiere în formă de pană pentru o mai bună pătrundere în materialul prelucrat. Pe capul tăietorului se află elementele sale de lucru (vezi Fig. 1): 1 - suprafata frontala 3 – principal și 4 – suprafete auxiliare din spate 2 – principal și 6 – tăișuri auxiliare; 5 - vârful tăietorului.
2. Suprafețele de pe piesa de prelucrat, coordonate
și avioane de tăiere
Pe piesa de prelucrat (piesa de prelucrat), se disting următoarele suprafețe (Fig. 2, A): 1 - prelucrate, 2 – prelucrate și 3 - suprafata de taiere. Pentru a determina unghiurile tăietorului, se iau în considerare următoarele planuri de coordonate:
Avionul principal(OP) - un plan care trece prin baza suportului de tăiere (Fig. 2, A).
plan de tăiere(PR) - trece prin lama de tăiere principală a frezei, tangentă la suprafața de tăiere a piesei de prelucrat.
Planul principal de tăiere (N – N) este un plan perpendicular pe proiecția lamei de tăiere principale pe planul principal (Fig. 2, b).

Orez. 2. Planuri de coordonare și tăiere
Plan de tăiere auxiliar(N 1 – N 1) - un plan perpendicular pe proiecția lamei de tăiere auxiliare pe planul principal. Pe fig. 2, b urme de avion prezentate N – N și N 1 – N 1 .
3. Colțurile sculei de strunjire
Unghiurile tăietorului determină poziția în spațiu a elementelor părții sale de lucru. Aceste unghiuri se numesc unghiurile incisive în staticeși prezentată în fig. 3. Setul de unghiuri al tăietorului îl face geometrie.

Orez. 3. Unghiuri statice de tăiere
Măsurat în planul principal de tăiere unghiul principal γ, unghiul principal de relief α, unghiul conicβ și unghiul de tăiere δ(Fig. 3). Unghiul principal de greblare- unghiul cuprins intre suprafata frontala a frezei si planul perpendicular pe planul de taiere, trasat prin muchia taietoare principala. Pe fig. 3 este pozitiv, dar poate fi zero sau negativ.
Unghiul de relief α- acesta este unghiul cuprins între suprafața principală din spate a frezei și planul de tăiere.
unghi de conicitate β numit unghiul cuprins între suprafața frontală și suprafața principală din spate.
Se numesc unghiurile γ, α și β unghiurile principale, deoarece definesc geometria penei de tăiere. Suma acestor unghiuri este 90˚, adică γ + α + β = 90˚.
Valorile unghiurilor γ și α sunt în: γ = –10…+15˚; α = 6–12˚.
Poziția suprafeței auxiliare din spate este determinată de unghiul de joc auxiliar α 1 (în secțiunea N 1 – N 1).
Unghiurile planului sunt măsurate în planul de bază.
Unghiul de conducereφ – unghiul dintre proiecția muchiei principale de tăiere pe planul principal și direcția de avans.
Unghi de plumb auxiliarφ 1 – unghiul dintre proiecția muchiei secundare de tăiere pe planul principal și direcția de avans.
Colț în partea de susε este unghiul dintre proiecțiile muchiilor de tăiere pe planul principal. Suma unghiurilor φ + φ 1 + ε = 180˚. Pentru freze de tăiere φ = 30–90˚; φ 1 = 10–45˚.
Poziția muchiei principale de tăiere față de planul principal este determinată de unghiul λ - unghiul de înclinare a muchiei principale de tăiere. Acesta este unghiul cuprins între muchia principală de tăiere și o linie trasată prin partea superioară a frezei paralelă cu baza planului. Unghiul λ măsurată într-un plan care trece prin muchia principală de tăiere perpendiculară pe planul principal.
a B C
 Orez. patru. Unghiuri de înclinare a muchiei principale de tăiere
Orez. patru. Unghiuri de înclinare a muchiei principale de tăiere
Unghiul λ poate fi negativ (Fig. 4, A) egal cu 0 (Fig. 4, b) și pozitiv (Fig. 4, în). Pentru scule de strunjire λ = -5…+15˚.
Unghiul λ afectează direcția curgerii așchiilor și rezistența muchiei de tăiere.
4. Clasificarea sculelor de strunjire
Pe strunguri se efectuează multe tipuri de prelucrare, ceea ce a dus la crearea unui număr mare de freze pentru scopul și designul lor. Tipurile de scule de strunjire sunt împărțite în principal în funcție de următoarele caracteristici: tipul de prelucrare, natura prelucrării, forma capului, direcția de avans, metoda de fabricație și tipul de material al piesei tăiate.

Orez. 5. Principalele tipuri de scule de strunjire
Pe fig. 5 prezintă tipurile de freze după tipul de prelucrare. Dispozitivele de tăiere 1,2 și 3 sunt utilizate pentru strunjirea suprafețelor netede cilindrice și conice. Dispozitivul de tăiere 4 funcționează cu avans transversal la întoarcerea suprafețelor de capăt plane. Pentru strunjirea longitudinală fină este utilizată o freză de tăiere largă 5. tăietor plictisitor 6 este utilizat la găuri traversante, iar tăietorul de oprire 7 este utilizat pentru găuri oarbe. Dispozitivul de tăiere 8 este utilizat pentru tăierea piesei de prelucrat și pentru rotirea canelurilor inelare. Pentru filetare, se folosește un tăietor filetat 9, iar pentru strunjirea suprafețelor modelate, se folosește un tăietor 10.
După natura prelucrării, frezele se împart în degrosare (degroșare) 2, finisare 5 și pentru strunjire fină. După forma capului: drept 1.3, îndoit 2, trasat 8 și curbat.
În funcție de direcția de alimentare, acestea sunt împărțite în dreapta și stânga. Cei din dreapta lucrează cu feedul de la dreapta la stânga, iar cei din stânga lucrează de la stânga la dreapta. Conform modului de fabricație, frezele sunt întregi, cu cap sudat cap la cap, cu placă lipită, cu fixare mecanică a plăcii de tăiere. După materialul folosit, frezele sunt din oțel rapid, cu plăci din aliaj dur sau mineralo-ceramice, cu cristale de diamant.
5. MĂSURAREA ȘI RAPORTAREA unghiului de tăiere
Unghiurile γ, α, α 1 , φ, φ 1 , λ măsurate cu ajutorul unui goniometru, iar unghiurile β, δ și ε sunt determinate prin calcul folosind formulele: β = 90 0 - (α + γ); δ \u003d α + β și ε \u003d 180 0 - (φ + φ 1).
Raportul ar trebui să descrie principalele tipuri de scule de strunjire, să furnizeze un desen al strunjirii prin cutter desemnarea pieselor și elementelor tăietorului. Măsurați și calculați unghiurile frezelor de tăiere, marcare și tăiere și introduceți datele în tabel. unu.
Tabelul 1.
|
Numele tăietorului |
Unghiuri de tăiere, grade. |
|||||||||
Faceți un desen al unui tăietor de strunjire cu secțiunile necesare și puneți toate desemnările unghiulare.
ÎNTREBĂRI DE TEST
Ce mișcări se disting în timpul tăierii?
Ce se numește mișcarea principală și mișcarea de alimentare?
Numiți părțile și elementele unei scule de strunjire.
Ce plan se numește principal și care este planul de tăiere?
Ce plan se numește secanta principală și ce unghiuri se măsoară în acest plan?
Numiți unghiurile din plan.
Cum se măsoară unghiurile planului?
Ce unghi se numește unghi de înclinare a muchiei principale de tăiere și ce afectează acesta?
Numiți tipurile de scule de strunjire și scopul acestora.
10. Cum se determină unghiurile de ascuțire ale tăierii și în partea de sus?
Salutare tuturor! Astăzi subiectul nostru se numește tipurile și scopul sculelor de strunjire pentru metal. Este necesar să știți acest lucru pentru a dezvolta un proces tehnologic de strunjire a aproape orice piesă. Dacă stăpânești bine acest subiect, atunci alegerea instrumentului potrivit pentru tine va fi o chestiune neînsemnată 🙂
Tipuri de scule de strunjire.
Toate sculele de strunjire care sunt folosite vin diverse modeleși sunt selectate în funcție de ce suprafață trebuie să procesați și să primiți. Ele sunt împărțite în următoarele grupuri:
Freze de trecere.
Sunt utilizate în principal pentru prelucrarea (întoarcerea) suprafețelor cilindrice exterioare ale corpurilor de revoluție. Sunt de trei tipuri:
Cutter curbat cu plumb

Prin tăietor drept


Freze de strunjire plictisitoare.
Utilizați acest tip de freze pentru a forța găurile interne la diametrul dorit. O metodă de procesare foarte convenabilă, care vă permite să obțineți o calitate destul de precisă atât a găurilor oarbe, cât și a găurilor traversante, spre deosebire de metoda -. Există două tipuri principale de scule de alezat de strunjire:
Dispozitiv de tăiere pentru găuri oarbe

Instrument de alezat pentru gauri traversante

Scule de strunjire filetate.
Acest tip este folosit pentru filetare atât pe suprafețele exterioare ale pieselor de prelucrat, cât și pe cele interioare. În funcție de designul frezei, se pot obține diverse tipuri de fire, atât metrice, cât și în inch. Sunt de două tipuri principale:
Scule de strunjire pentru tăierea filetelor exterioare

Cutter de strunjire pentru tăierea filetelor interioare

Dispozitiv de tăiere.
Dispozitivele de tăiere pot fi utilizate atât pentru tăierea piesei de prelucrat, cât și pentru formarea canelurilor în corpul piesei. De asemenea, vin în diferite tipuri și modele. Vă voi arăta versiunea clasică a acesteia:
Tăiați instrumentul de strunjire
Desigur, mulți mă pot acuza și spun că există mult mai multe scule de strunjire, dar voi spune că aceasta este partea principală a sculei de tăiere (frezele) folosite la strunguri. Într-adevăr, de fapt, există o mulțime dintre ele cu plăci interschimbabile neascuțite și cu plăci lipite, diverse tipuri de prindere și multe altele, iar dacă aș începe să scriu despre toate acestea în acest articol, atunci nu aș avea suficient spațiu pe pagina mea de blog :-).
Ei bine, poate asta e tot pentru azi! V-am spus despre tipurile și scopul sculelor de strunjire pentru metal în versiunea lor clasică. Cred că totul este clar, iar dacă nu, scrieți comentarii și vorbim.
Frezele de strunjire pentru metal sunt proiectate pentru tăierea metalului, a materialelor sintetice și a altor materiale. Ele diferă unele de altele prin scop, design, direcție.
Constă din două părți:
- Capete;
- titularii.
Partea de lucru a tăietorului - capul, este echipată cu plăci de tăiere care sunt lipite de cap. Există modele în care sunt folosite capete aeriene - înlocuibile - sunt fixate mecanic de capul tăietorului. Montarea pe mașină se realizează prin prinderea suportului în suportul sculei. Prin design, capetele sunt împărțite în drepte, îndoite și trase.
Designul capului
Conform designului părții de tăiere a capului, uneltele de strunjire pot fi cu inserții brazate și înlocuibile, precum și cu cele solide.
În funcție de tipul de prelucrare, sculele de strunjire sunt clasificate pentru:
- degrosare;
- semifinisare;
- prelucrare de finisare.

Tipuri de freze
![]()
După scopul tehnologic, sculele de strunjire sunt împărțite în:
- A tăia calea. Fără ele, fabricarea a mai mult de un detaliu nu este completă. Acest grup poate fi utilizat nu numai în scopul propus - prelucrarea elementelor de capăt ale piesei și tăierea piesei finite din piesa din care a fost făcută. Cel mai adesea la vânzare puteți găsi incisivi de tăiere de formă clasică. Fiecare strunjitor folosește pentru el însuși cele mai convenabile freze de tăiat pe propriul strung folosind plăci de deasupra capului.
- Treapta de trecere este utilizată pentru prelucrarea pieselor de prelucrat cilindrice rotative. Unghiurile de ascuțire ale sculei pot varia în funcție de comoditatea strunjitorului la prelucrarea piesei.
- Scorizarea este utilizată la prelucrarea părților de capăt ale piesei de prelucrat și la crearea de margini pe exteriorul piesei fabricate. Când tăiați capete, este mai convenabil să conduceți dispozitivul de tăiere din centru către partea exterioară a piesei de prelucrat. Cu această metodă de avans, instrumentul de înțepare este poziționat pe suprafața de prelucrat astfel încât tăierea să fie asigurată de inserții cu muchii lungi. Când instrumentul de încâlcire este alimentat din exterior către axa de rotație a piesei, inserțiile de tăiere cu muchii scurte funcționează. Rezultatul procesării este mai puțin precis și mai curat. Instrumentul de marcare, atunci când este folosit pentru a tăia capetele unei piese fixate la centre, este folosit numai dacă centrul din spate va fi schimbat la jumătate de centru. Acest lucru este necesar pentru a salva plăcile. În caz contrar, nu va fi posibil să se evite deteriorarea acestora din cauza contactului cu centrul complet din spate.
- Dispozitivul de tăiere cu caneluri are o muchie de tăiere mai subțire decât freza de tăiere. La întoarcerea unei caneluri late, dar puțin adânci, unealta de canelare poate înlocui frezele de tăiere. Instrumentul de canelare este realizat din două tipuri - drept și îndoit. Marginea lor de tăiere este selectată în funcție de lățimea dorită a canelurii. Particularitatea canelurii este că înălțimea capului depășește semnificativ înălțimea muchiei de tăiere. Această caracteristică de design mărește rezistența, făcând unealta de strunjire cu caneluri cu muchii subțiri capabilă să reziste la sarcini grele.
- Mașinile de alezat sunt folosite pentru a face găuri oarbe și traversante fără utilizarea echipamentului de foraj. Găurile făcute cu freze sunt mai precise. Sunt folosite diferite tipuri pentru a face găuri închise și traversante.
- Filetat. Pentru a tăia fire pe suprafețele interioare și exterioare ale piesei, se folosesc unelte care diferă ca lățime și tipul de cap de lucru. Pentru a lucra la strung, nu este întotdeauna suficient să folosiți freze de formă clasică și să setați corect piesa. Tipurile de filete realizate pe echipamentele de strunjire au unghiuri diferite, ceea ce înseamnă o gamă largă de inserții care sunt șlefuite în unghiuri diferite. Tipurile de filete interne și externe sunt produse folosind diferite tehnologii. Pentru a face munca mai puțin consumatoare de timp, este mai bine să utilizați instrumentul potrivit pentru o anumită operație. Este mai convenabil să efectuați tăierea dacă unghiurile muchiei de tăiere și unghiul necesar filetului sunt aceleași. Pentru a face acest lucru, trebuie să ascuți singur plăcile de tăiere. Unghiurile de ascuțire ale majorității tăietorilor corespund la 60⁰. Dacă este necesar, puteți schimba colțurile capului, dacă nu aparține categoriei de neslefuit, este posibil pe o mașină de șlefuit.

Geometria frezei
Cutterul este format dintr-un cap și un suport (tijă rotundă sau dreptunghiulară). Capul are mai multe suprafete: fata, spate, margini de taiere si de sus.

Părți principale
Așchiile se desprind de-a lungul planului frontal în timpul întoarcerii pieselor. Spatele este împărțit în 2 suprafețe: principală și auxiliară, iar intersecția acestor suprafețe dă 2 margini de tăiere: principală și auxiliară.
avioane
Joncțiunea marginilor secundare și principale se numește vârful tăietorului.
În funcție de direcția de avans, frezele sunt clasificate în dreapta și stânga.
Pentru a determina ce tip aparține instrumentul, este necesar să îl puneți pe mâna dreaptă cu capul spre degete. Dacă muchia principală de tăiere este pe partea laterală a degetului mare, atunci incisivul este dreapta, altfel este stânga.
![]()
Dacă găsiți o eroare, evidențiați o bucată de text și faceți clic Ctrl+Enter.
Prelucrarea metalului pe un strung este de a da piesei forma dorită prin îndepărtarea excesului de material din piesa de prelucrat. Operația se efectuează cu incisivi de diverse tipuri, adaptați unei proceduri specifice. Mai presus de toate, există tipuri de scule de strunjire. Citiți mai departe pentru a afla ce sunt și cum diferă.
Design freza de strunjire
Este posibil să împărțiți orice tăietor pentru metal în două elemente: un cap și un suport. Capul este partea executivă, care constă din mai multe planuri și muchii tăietoare, ascunse la anumite unghiuri. În funcție de natura prelucrării materialului, se selectează și unghiul de ascuțire.
Suportul este necesar pentru fixarea frezei în suportul strungului. În tăietură, suportul este dreptunghi sau pătrat. Sunt câteva dimensiuni standard secțiuni ale fiecărei forme.
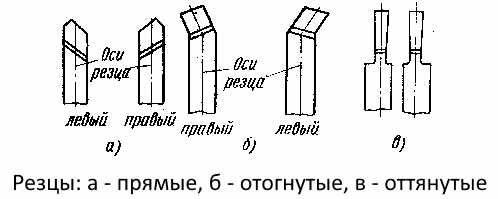
Există următoarele modele de scule de strunjire:
- drept - suportul și capul de lucru sunt situate pe aceleași axe sau paralele;
- curbat - suportul este îndoit când este privit din lateral;
- îndoit - capul de lucru al sculei este îndoit în raport cu suportul, când este privit de sus;
- trasat - lățimea capului este mai mică decât suporturile de scule. Capul poate fi pe aceeași axă cu suportul sau poate fi decalat față de acesta.
Clasificarea sculelor de strunjire
Conform clasificării general acceptate a GOST, toate sculele de strunjire pentru metal sunt împărțite în următoarele categorii:
- cu muchia taietoare din otel aliat - intreaga unealta este realizata dintr-o singura bucata de metal. Ele pot fi, de asemenea, fabricate din oțeluri pentru scule. Foarte rar folosit astăzi;
- cu lipire din aliaj dur - placa de margine din aliaj dur de lucru este sudată la bază - cap. Acesta este cel mai comun tip de instrument;
- cu fixare de inserţii din carbură mecanic- placa de tăiere se fixează pe cap cu șuruburi, cleme. Plăcile de aliaj dur înlocuibile sunt realizate din metal și materiale metalo-ceramice. Aceasta este cea mai rară categorie.
Există o clasificare în direcția mișcării de alimentare:
- stânga - servit la stânga: dacă îl iei în mâna stângă, marginea principală de lucru este situată sub degetul mare;
- dreapta - alimentată la mașină din dreapta: dacă este luată cu mâna dreaptă, marginea principală de lucru va fi sub degetul mare, mai frecvent în practică.
Conform clasificării bazate pe metoda de prelucrare, incisivii se disting:
- finisare;
- draft (peeling);
- semifinisare;
- pentru o muncă bună.
Rugozitatea piesei viitoare este afectată de raza de curbură a vârfului tăietorului. Se obțin suprafețe mai netede cu o rază mai mare.
Tipuri de scule de strunjire

Există multe varietăți de scule de strunjire, iată cele mai comune:
- prin: folosit pentru a crea contururile unei piese rotative, strunjirea, tăierea cu avans transversal și longitudinal;
- freza de foraj: folosită pentru a crea diverse caneluri, adâncituri, găuri. Face găuri prin;
- freza de încâlcire: utilizată numai cu avans transversal pentru strunjirea pieselor trepte, capete;
- tăiere: alimentată pe axa de rotație, face caneluri și caneluri în jurul piesei, este folosită pentru a separa produsul finit;
- filetat: taie fire de orice tip pe piese cu orice forma de sectiune. Uneltele cu filet pot fi curbate, drepte sau rotunde;
- modelate: șlefuiesc detalii de configurație complexă, scot diverse teșituri în exterior și în interior.
Materiale pentru incisivi

Partea executivă a tăietorului trebuie să fie suficient de dură, să-și păstreze proprietățile atunci când este încălzită și să fie rezistentă la abraziune și impact.
Materialele sunt împărțite în trei grupe:
Primul este pentru sculele care taie la viteze mici. Acestea sunt clase de scule și oțel carbon cu o duritate după întărire de 60 - 64. Odată cu creșterea temperaturii unealta de strunjire mai mult de 200 - 240 de grade, calitățile sale de tăiere sunt reduse drastic, așa că sunt rareori utilizate în practică. Această categorie include unelte din crom-tungsten, crom-siliciu și oțel aliat crom-mangan cu rezistență la temperatură de până la 300 de grade.
Al doilea este pentru frezele care efectuează strunjiri la viteze mari. Include oțeluri din categoria de viteză mare R12, R9, R9K5F2. După întărire, materialul atinge o duritate de 62-65, își păstrează proprietățile la temperaturi de până la 650 de grade și nu se uzează mult timp.
Al treilea este aliajele cermet. Acestea sunt materiale din carbură care pot rezista la lucru la viteze mari și temperaturi de până la 1000 de grade. Fonta și unele aliaje neferoase sunt ascuțite cu unelte dintr-un amestec de tungsten-cobalt: VK6 - pentru lucrări de finisare și semifinisare, VK8 - pentru prelucrare primară. Oțelul este strunjit cu freze din carbură de titan-tungsten-cobalt: T15K6 - finisare, T5K10 pentru strunjire intermitentă și primară. Inserțiile înlocuibile sunt fabricate din nitrură de bor cubică pentru orice tip de prelucrare a materialelor deosebit de dure, inclusiv fontă. Metalele neferoase sunt complet ascuțite cu plăci de carbură de diamant policristalin.
Plăcile de material sunt interschimbabile, sunt introduse în suport, unele modele sunt echipate cu spargetoare de așchii care zdrobesc perfect așchiile chiar și la avans scăzut și la strunjirea suprafeței. Aceste inserții de carbură înlocuibile sunt utilizate pentru tăierea super-fină a oțelului inoxidabil și a altor tipuri de oțel pe mașini-unelte.
Tutorial video despre cum să instalați corect freze în strunguri și tipurile acestora:


