Cutter strunind plictisitor. Catalog alfabetic
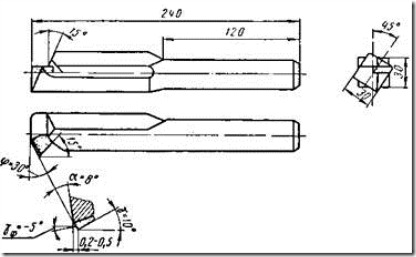
La strunguri se forează găuri cu freze de alezat (Fig. 118). În funcție de tipul găurii, există: freze de alezat pentru găuri traversante (Fig. 118, a) și freze de alezat pentru găuri oarbe (Fig. 118, b). Acești incisivi diferă unul de celălalt în unghiul principal în ceea ce privește f. Când găuriți prin găuri (Fig. 118, a), unghiul principal în termeni de f \u003d 60 °. Dacă o gaură oarbă este plictisită cu o margine de 90 °, atunci unghiul principal în termeni de f \u003d 90 ° (Fig. 118, b) și tăietorul funcționează ca un hard-through sau f = 95 ° (Fig. 118). , c) - freza funcționează cu avans longitudinal ca trecere, iar apoi cu avans transversal ca scor.
Energia necesară este obținută din unitatea de introducere a cartuşului fără contact cu bateria cu litiu a instrumentului. Toate valorile de reglare pentru un semnal pot fi primite și de la un afișaj extern sau un computer de control și pot fi transferate acolo după ce comanda de reglare a fost finalizată și confirmată cu titularul. Valoarea rezoluției este de 0,1 μm pe diametrul găurii, iar intervalul de reglare continuă este de 0,6 mm cu o precizie de peste 95% pe întregul interval.
Această soluție nu necesită ajustări ale arborelui, se potrivește tuturor barelor de foraj și tuturor modelelor de containere și se aplică tijei tijei de foraj. Tija cu mai multe foi poate fi echipată cu până la opt cartușe. La instalare, se introduce diametrul găurii, iar software nu numai pentru a preveni manipularea greșită, ci și a le reglementa marimea corectași își raportează pașii. La retur, acesta va primi o confirmare a comenzii cu o oferta si, in functie de marimea si natura comenzii, aceasta va fi livrata la serviciul de curierat in termen de 7-14 zile.
Unghiurile de ascuțire a sculelor de foraj
Pe fig. 118 prezintă unghiurile de șlefuire ale frezelor de alezat, care sunt alese practic la fel ca pentru frezele pentru strunjire exterioară, cu excepția unghiului din spate a, care are de obicei o valoare crescută pentru frezele de alezat. Valoarea unghiului din spate depinde de diametrul găurii: cu cât diametrul găurii este mai mic, cu atât ar trebui să fie mai mare unghiul din spate al frezei.
Materialul sculei este un aliaj special de aluminiu cu o rezistență de 530-560 N.mm -2. Elementul principal al unealtei este un braț de sprijin universal cu o canelură frontală subțire, pe care sunt montate unități de cuțit pentru operațiuni de degroșare, pentru contracția marginilor, readaptare sau pentru găurire fină. Uneltele sunt suficient de protejate de lichide agresive, așchii și alte influențe mecanice. Precis reglabil mașini de găurit, care se monteaza pe umeri in timpul operatiilor de finisare, sunt tot din aliaj de aluminiu.
Orez. 118. Freze de alezat echipate cu placi din aliaj dur: a - gaura de trecere pentru prelucrarea gaurilor traversante, b si c - gaura de trecere pentru prelucrarea gaurilor oarbe
Complexitatea operațiunii
Alezarea este o operație mai complicată decât strunjirea exterioară a suprafețelor, deoarece:
- atunci când găuriți, dimensiunea secțiunii transversale a frezei ar trebui să fie semnificativ mai mică decât diametrul găurii, iar proeminența frezei de la capul tăietorului este ceva mai mare decât lungimea găurii (Fig. 119), prin urmare, atunci când forați o gaură de lungime considerabilă, freza se poate îndoi, iar la viteze mari de tăiere - vibrații puternice. În consecință, astfel de tăietoare nu fac posibilă tăierea așchiilor de secțiune transversală mare;
- atunci când se plictisește, este mai puțin convenabil să se observe lucrul tăietorului, deoarece tăierea are loc în interiorul găurii.

Suprafața lor este protejată de un strat special format prin oxidare anodică dură. Factori de deteriorare pentru prelucrare au existat rupturi grele și duritate variabilă a materialului din cauza sudării în secțiune. În plus, gaura era ovală, iar adâncimea cipului a fluctuat semnificativ. Greutatea oțelului negru este de 40 kg. Viteza de tăiere a fost de 250 m.min -1, viteza de avans a fost redusă la 0,12 mm. -1 din cauza intersectiei sparte.
Viteza de avans normală pentru tăiere continuă de până la 0,8 mm. -unu. Adâncimea optimă a așchiilor s-a găsit a fi în intervalul de la 2 la 2,5 mm. Găurile au fost prelucrate cu o tijă de foraj cu o setare micrometrică precisă. Corpul principal al sculei este același ca și pentru tija de degroșare, nu pentru degroșare, este instalată o unitate de alezat reglabilă fin și, pe de altă parte, o contragreutate. Greutatea totală a bastonului scade la 32,2 kg. La o viteză de tăiere de 280 m.min -1 și o viteză de avans de 0,1 mm. -1, apoi s-a realizat o precizie dimensională de 0,03 mm cu o lungime de 665 mm cu o tăiere intermitentă de 80%.
Orez. 119. Alezarea unei gauri cu un cutter
Pentru găurile de găurit cu un diametru de până la 70 mm, strunjitorul inovator V.K. Seminsky a propus o freză de găurit specială echipată cu o placă de aliaj dur (Fig. 120). Tija de tăiere are o secțiune pătrată pe toată lungimea sa, partea de lucru a tăietorului este rotită prin răsucire în timpul fabricării la un unghi de 45° față de partea de susținere. Un astfel de tăietor se distinge prin rigiditate crescută în comparație cu un tăietor de alezat convențional și permite o creștere a secțiunii transversale a așchiilor de 4-5 ori. Atunci când se lucrează cu un astfel de tăietor cu o viteză de tăiere crescută, vibrațiile nu sunt observate chiar și cu o depășire semnificativă a suportului.
Pe lângă producția productivă, ne ocupăm de astfel de proiecte de proiectare în conformitate cu cerințele clienților noștri, pe care apoi le producem și le furnizăm integral. Nu ne interesează nicio colaborare interesantă pe diverse tipuri de proiecte.
Instrumente de cofraj pentru crearea unor cavități precise într-o gaură preîncărcată sau pregăurită. Forma necesară a cavității este formată printr-un aranjament adecvat de plăci cu palete interschimbabile în bobină cu fabricarea precisă a corpului dispozitivului.
Orez. 120. Freză de alezat echipată cu o placă din aliaj dur, proiectată de V. K. Seminsky
Pentru a crește rezistența la vibrații a frezei, strunjitorul inovator V. Lakur a propus un nou design al unei freze de alezat cu o placă din aliaj dur (Fig. 121). O caracteristică a acestor freze este că muchia lor principală de tăiere este situată la nivelul axei neutre a tijei. Acest aranjament al tăierii
Bobina reglabilă pentru cerc exterior

![]()

Capul este aplicat linii automate producție. 

Instrument rapid înainte și înapoi
Scula se deplasează excentric în gaură, este poziționată în continuare în centrul găurii, cu muchia de tăiere îndreptată în jos, rotind direcția exactă cu selecția dorită.
Orez. 121. Cutter alezat proiectat de V. Lakura
marginea oferă tăietorilor o creștere semnificativă a rezistenței la vibrații și, ca rezultat, face posibilă lucrul la viteze mari de tăiere și obținerea unui finisaj îmbunătățit al suprafeței.





Scule concepute și fabricate pentru degroșarea și finisarea matrițelor interne. Un instrument conceput și realizat pentru a înclina un suport în T într-o direcție în funcție de dimensiunile desenului. Instrument pentru rugozitatea calitativă a diametrului exterior la centrul de frecare.
Orez. 122. Mandrin cu freza pentru alezarea unui orificiu traversant
Instalarea tăietorului
Găurile de lungime mare sunt forate cu freze fixate în dornuri speciale masive, ale căror dimensiuni depind de diametrul găurii și lungimea acesteia. Înlocuirea unei bare de foraj solidă cu o bară mică introdusă într-o bară de alezaj are drept rezultat economii semnificative de material scump pentru scule. Metoda de fixare a tăietorului în dorn depinde de scopul acestuia. Pe fig. 122 prezintă un dorn pentru găurirea unui orificiu traversant; aici freza este situată la o distanță considerabilă de capătul dornului. Pentru găuri oarbe, freza este montată în așa fel încât să iasă puțin dincolo de capătul frontal al dornului.
Dispozitiv pentru adâncituri încastrate pentru a economisi suprasarcină sau pentru a tăia o gaură în capul unui șurub într-o poziție inaccesibilă a produsului. Cap de finisare din aluminiu de înaltă rezistență cu suprafață anodizată dură și casete din oțel interschimbabile pentru lucrări de finisare.
Din partea inferioară, dinții sculei sunt îndepărtați, astfel încât pușca să poată fi acoperită complet de ac și de partea laterală a instrumentului la demontarea suprafețelor comune. Specificații pentru conducere eficientă pe bare în T de 60 mm lățime și 27 mm înălțime. Pentru palete tangențiale Ingersoll.
Înainte de a forța o gaură, este necesar să setați freza la diametrul necesar de-a lungul cadranului șurubului de alimentare în cruce și apoi să găuriți gaura prin avans manual la o lungime de 2-3 mm. După ce ați măsurat diametrul cu un șubler sau alt dispozitiv de măsurare și asigurându-vă că dimensiunea este corectă, efectuați gaura până la restul lungimii. Este deosebit de important să setați corect cuțitul la diametrul necesar atunci când găuriți fin.
Cabluri speciale cu o margine teșită mare și sunt disponibile pentru o adâncitură de 13 mm. Instrument special pentru tunderea inelului. Acest instrument a avut ca rezultat o reducere dramatică a timpului per utilizator de peste 60%, precum și o rentabilitate foarte rapidă a investiției. Colonelul Castres - Iskar s-a dovedit a avea mare succes.
Mașina de găurit este o mașină ideală pentru a face diverse găuri
Fotografia este făcută în timp ce instrumentul este la locul său, altfel instrumentul se fixează în centrul orizontal mai mare. Capul de frezat a fost proiectat și construit în așa fel încât corpul său să nu poată turbina palele piesei de prelucrat sub formă de lame complexe.
Tipuri de mașini de alezat și modul în care funcționează
Diverse aplicații ale mașinilor de alezat în industrie. Darius Pamachnkas: „O voi face”.Poziția muchiei tăietoare a frezei depinde de tipul de găurire. La găurirea grosieră, se recomandă să setați muchia de tăiere la înălțimea centrelor sau puțin mai jos. La găurirea fină, muchia de tăiere ar trebui să fie situată deasupra liniei centrale cu aproximativ 1/100 din diametrul găurii, având în vedere că datorită forței care decurge din rezistența așchiului forfecat, freza poate fi presată în jos.
Ce burghie sunt necesare pentru beton. Betonul este un material foarte rezistent, așa că găurirea necesită dur, nu „lemn”. Burghiile pentru beton sunt fabricate din duze speciale întărite. Acest material este un aliaj dur de wolfram, carbon și cobalt.
Un simplu burghiu nu poate găuri o gaură într-un perete de beton. Este mai ușor să găuriți prin beton acrilic, gaz silicat sau beton foarte moale. Este necesar un pumn pentru a funcționa. În același timp, este necesar un burghiu de lucru pentru astfel de lucrări și unelte. Burghiu cu burghiu cilindric sau multimodal.
- 6196 vizualizări
Sunt utilizate pentru prelucrarea (alezarea) găurilor, lucrul în condiții dificile (cinematică specială a procesului de tăiere, așchii dificil de îndepărtat, spațiu limitat pentru plasarea elementelor suplimentare pe cuțit pentru spargerea așchiilor sau fixarea mecanică a inserțiilor, dificultate în furnizarea lichidului de răcire, rigiditate scăzută).
Vom lua în considerare doar tipul de burghiu pentru perforare. Viermi - pentru a face găuri adânci, spirală - pentru a găuri găuri mari, goale, tubulare, coroane pentru găuri de diametru mare. Designul unui astfel de burghiu este o formă de cap rotund pe axă.
Astfel de burghie în pereți sunt găuri pentru prize, întrerupătoare, țevi. Diamant. Un strat de praf de diamant fără adâncitură este atașat de semifabricatul lor. Aceste biți sunt proiectate pentru găurirea în materiale extrem de dure. Coroanele învingătoare au amigdale de la învingători.
Un burghiu pentru beton de diferite diametre are o lungime standard. Burghiu elicoidal cu impact pentru găuri mici. Vârf pobedit cu margini înălțate, adesea vopsit în roșu. Capătul mânerului este cilindric. Cu acest burghiu, sunt forate mici găuri oarbe pentru câmpiile inundabile. Poate fi găurit în beton moale cu un burghiu simplu. Diametrul burghiului nu este diametrul, dar ecartamentul este distanța dintre marginile duzei.
Caracteristici ale proiectării și instalării frezelor de alezat.
1. Consolă semnificativă a frezei 1 – l față de suportul sculei 2 (găuri l≈(6…8)d).
Vârful tăietorului trebuie să fie amplasat astfel încât sub acțiunea valorii medii a componentei tangențiale a forței de tăiere, vârful frezei în timpul tăierii să fie în punctul 2 - în acest caz, vectorul de deformare al vârfului de tăiere. freza coincide cu tangenta la cercul cu diametrul d resp la punctul 2. Dacă, în timpul tăierii, vârful frezei este situat deasupra (deplasat cu ∆) sau sub punctul 2 (în punctele 1 sau 3), atunci vectorul de deformare nu coincide cu tangenta, ceea ce va duce la inexactitate în prelucrarea găurii și la apariția vibrațiilor.
Este recomandat să cumpărați burghie într-un magazin și nu în piață, unde pot exista o mulțime de produse de proastă calitate. Burghiu perforator pentru gauri mari. Suprafața sa este făcută din praf de wolfram sau zirconiu și un întăritor. Cu cât diametrul este mai mare, cu atât viteza este mai mică. Datorită vitezei reduse a betonului, găurirea cu astfel de burghie este silentioasă și nu provoacă un numar mare praf.
Praful din gaura forată scapă din nor, dar curge printr-un pârâu îngust. Coroane cu lemn victorios sau tare. Burghiul de centrare este plasat în centrul coroanei. Faceți găuri pentru prize și întrerupătoare și sunt neprofesioniste. Modul preferat de găurire nu este tocit, ci rotativ. Poate găuri până la câteva sute de găuri. Briciul nu trebuie să fie găurit și presat. Burghiul sparge armătura din beton armat - foarfece.
În plus, prezența lui ∆ mărește unghiul de degajare. Forma suprafeței din spate a frezei de alezat este astfel încât să nu existe nicio intersecție cu suprafața găurii care este prelucrată.
2. Corpul tăietorului este realizat fie complet rotund pe toată lungimea frezei, fie rotund la partea sa de lucru și dreptunghiular sau pătrat la capătul de montare. De obicei, diametrul corpului tăietorului este de 0,5 ... 0,8 din găurile d.
Coroanele cu diamant și burghiile tubulare sunt concepute pentru profesioniști. Aceste elemente ale drumului de foraj, în mâinile unui începător în mâinile de presiune puternică, îndoire, alunecare se poate rupe. Dar performanța unor astfel de burghie este mult mai mare. Tipul de burghiu trebuie să se potrivească cu tipul de prindere al uneltelor dvs. Cele mai populare sunt burghiele cu cozi cilindrice, sunt potrivite pentru toate ciocanele rotopercutoare.
Tijele hexagonale se potrivesc unor burghie cu piston de ¼". Diametrul burghiului trebuie ales în mod responsabil. În timpul forării betonului, burghiul se sparge în pereții găurii, vibrează. Ca urmare, gaura devine ușor, cu 1 mm mai lată decât era planificat. Diametrul burghiului trebuie ales cu un milimetru mai mic decât diametrul proiecției.
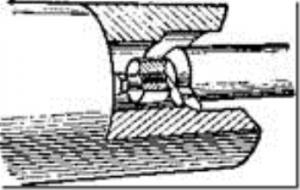
Rindeau și tăietor de fante
Pe rindeleîn momentul inițial al tăierii, frezele suferă sarcini de șoc, iar în timpul tăierii ulterioare sunt posibile vibrații, care sunt asociate cu montarea în consolă a frezei și o modificare a adâncimii de tăiere. În legătură cu fixarea în consolă a frezelor rindele, vârful tăietorului în timpul procesului de tăiere (ca urmare a presării) se va deplasa de-a lungul arcului de cerc.
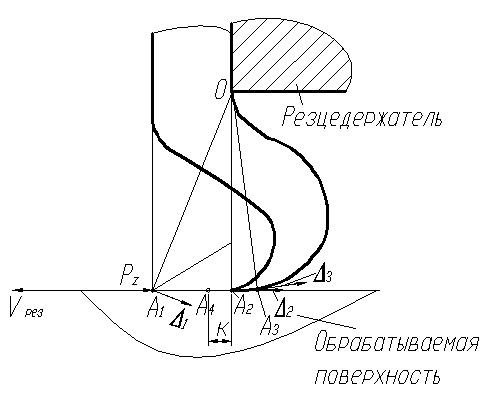
În acest caz, cu cât vârful lamei este mai îndepărtat de planul de referință al tăietorului, cu atât raza acestui cerc este mai mare. Mișcarea suplimentară a vârfului va duce la adâncirea acestuia în corpul piesei de prelucrat, iar aceasta, la rândul său, va schimba adâncimea de tăiere și va rupe freza. Pentru a evita acest lucru, este necesar ca partea superioară a lamei de tăiere să fie amplasată la nivelul planului său de sprijin, pentru care frezele sunt realizate cu un corp curbat. Frezele de rindeau ar trebui să mărească unghiul muchiei principale de tăiere la 20 de grade pentru a proteja vârful lamei de încărcarea șocurilor.
După natura lucrărilor efectuate, frezele de rindeau sunt împărțite în trecere, tăiere, marcare. Pentru finisare avioanele folosesc freze de finisare. În prelucrare se folosesc freze de tăiere suprafețe interioare pe mașini de crestat în producție unică și la scară mică.
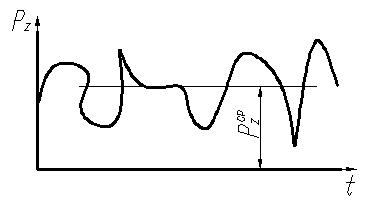
Pentru poziția vârfului frezei în punctul A 1, vectorul de deformare sub acțiunea forței P z - ∆ 1 va fi direcționat către „corpul” suprafeței prelucrate, ceea ce va duce la o modificare a adâncimii. de tăiere și apariția vibrațiilor - la scăderea calității prelucrării și a rezistenței RI. Pentru a elimina acest dezavantaj, vectorul de deformare in punctul A trebuie sa fie paralel cu suprafata de prelucrat, care va avea loc in punctul A 2. In acest caz, suportul sculei trebuie sa fie curbat. Totuși, sub acțiunea componentei medii a forței P z (Fig. 44), vârful frezei se va deplasa în punctul A 3 și vectorul de deformare va fi îndreptat în sus, ceea ce va duce și la o modificare a tăierii. grosime și vibrație. Pentru a elimina acest dezavantaj, vârful tăietorului în starea inițială fără sarcină ar trebui să fie situat în punctul A4 la o anumită distanță k de punctul A2, unde k este cantitatea de deplasare a vârfului tăietorului sub acțiunea componenta medie a forței P z , care depinde de diverși factori și în medie este de 1-1,5 mm.
Dispozitive de tăiere pentru caneluri
Ele lucrează în condiții dificile (tăiere restricționată, toate muchiile de tăiere sunt implicate în tăiere, îndepărtarea așchiilor din zona de tăiere este dificilă).
Caracteristicile de design ale frezelor.
1. Lungimea piesei de lucru a frezei trebuie să fie mai mare decât raza piesei tăiate.
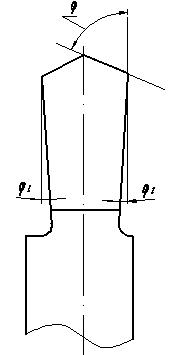
2. Datorită lățimii mici a marginilor principale de tăiere, rezistența acesteia este insuficientă; pentru a crește rezistența muchiei principale de tăiere, este necesar să se atribuie unghiuri auxiliare mici în termeni de φ 1 ≈ (1 - 2º) și unghiuri auxiliare posterioare α 1 ≈ (1 - 2º), ceea ce reduce rezistența tăietorilor.
Dispozitivele de tăiere pot avea următoarele modele:
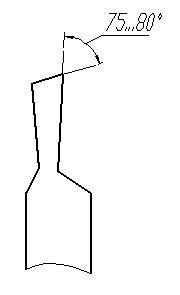
1. cu cap trasat HSS sau inserție din carbură lipită, cu un unghi de intrare φ = 90º sau
φ = (75…80º) pentru a evita ruperea piesei tăiate la capătul segmentului;
![]()
Orez. 45 Fig. 46
2. cu o înălțime crescută a părții de lucru a frezei pentru a crește rezistența acesteia;
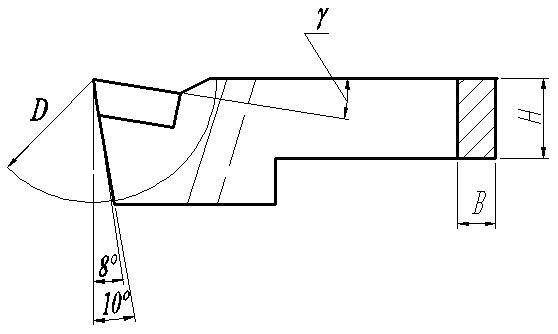
3. cu o inserție din carbură lipită cu un suport în formă de V pentru o atașare mai sigură a inserției la suportul sculei;
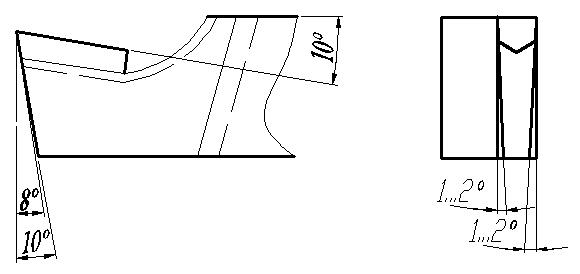
4. cu teșituri pe muchiile de tăiere de tranziție cu unghi de greblare negativ pentru a elimina eventualele așchii la colțurile muchiilor de tăiere;
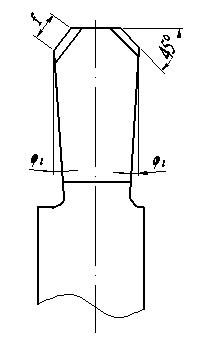
5. cu muchia principală de tăiere simetrică ruptă, cu un unghi principal în plan φ = (60…80º) pentru a facilita tăierea piesei de prelucrat, tăierea fără rupere și îmbunătățirea stării de rupere a așchiilor;
6. cu prindere mecanică a plăcii cu suport în formă de V;
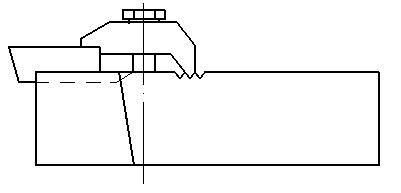
7. Cu inserție fermă australiană cu canelură în V pe două fețe.
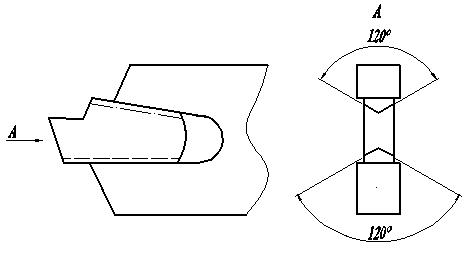 Orez. 52
Orez. 52


