Metode de obținere a suprafețelor conice. Marea enciclopedie a petrolului și gazelor
1. Cutter lat
La prelucrarea arborilor, există adesea tranziții între suprafețele prelucrate care au o formă conică, iar teșiturile sunt de obicei îndepărtate la capete. Dacă lungimea conului nu depășește 25 mm, atunci acesta poate fi prelucrat cu un tăietor lat (Fig. 2).
Unghiul de înclinare a muchiei tăietoare a tăietorului din plan trebuie să corespundă unghiului conicității pe piesa de prelucrat. Cuțitul este alimentat pe direcție transversală sau longitudinală.
Trebuie avut în vedere faptul că la prelucrarea unui con cu un tăietor cu o margine de tăiere mai mare de 10-15 mm pot apărea vibrații, al căror nivel este cu atât mai mare, cu cât lungimea piesei de prelucrat este mai mare, cu atât diametrul acestuia este mai mic și unghiul de înclinare al conului este mai mic. Ca urmare a vibrațiilor, pe suprafața tratată apar urme, iar calitatea acesteia se deteriorează. Acest lucru se datorează rigidității limitate a sistemului: mașină-uneltă - dispozitiv de fixare - unealtă - piesă (SIDA). La prelucrarea pieselor rigide cu o freză largă, vibrațiile pot fi absente, dar, în același timp, freza poate fi deplasată sub acțiunea componentei radiale a forței de tăiere, ceea ce duce la o încălcare a setării frezei la unghiul de înclinare necesar.
Avantajele metodei:
1. Ușor de configurat.
2. Independenta unghiului de panta A asupra dimensiunilor piesei de prelucrat.
3. Capacitate de prelucrare atât a suprafețelor conice externe, cât și interne.
Dezavantajele metodei:
1. Alimentare manuală.
2. Limitarea lungimii generatricei conului prin lungimea muchiei tăietoare a frezei (10–12 mm). Odată cu creșterea lungimii tăișului tăietorului, apar vibrații, ducând la formarea ondulației suprafeței.
2. Prin rotirea glisierei superioare a etrierului
 Suprafețele conice cu pante mari pot fi prelucrate prin rotirea glisierei superioare a etrierului cu stâlpul sculei într-un unghi A, egal cu unghiul de pantă al conului prelucrat
Suprafețele conice cu pante mari pot fi prelucrate prin rotirea glisierei superioare a etrierului cu stâlpul sculei într-un unghi A, egal cu unghiul de pantă al conului prelucrat
(Fig. 3).
Placa etrierului rotativ, împreună cu glisa superioară, pot fi rotite în raport cu glisa transversală, pentru aceasta se eliberează piulița șuruburilor de fixare a plăcii. Controlul unghiului de rotație cu o precizie de un grad se realizează în funcție de diviziunile plăcii rotative. Poziția etrierului este fixată cu piulițe de strângere. Dăruirea se face manual prin mânerul de mișcare al sănii superioare.
În acest fel, sunt prelucrate suprafețe conice, a căror lungime este proporțională cu lungimea cursei glisierei superioare (până la 200 mm).
Avantajele metodei:
1. Ușor de configurat.
2. Independenta unghiului de panta A asupra dimensiunilor piesei de prelucrat.
3. Prelucrarea unui con cu orice unghi de înclinare.
4. Capacitate de prelucrare atât a suprafețelor conice externe, cât și interne.
Dezavantajele metodei:
1. Limitarea lungimii generatricei conului.
2. Alimentare manuală.
Notă: Unele strunguri (16K20, 16A30) au un mecanism de transmitere a rotației la șurubul glisierei superioare a etrierului. Pe o astfel de mașină, indiferent de unghiul de rotație, se poate obține alimentarea automată a glisierei superioare.
3. Decalajul corpului contrapunctului mașinii
Suprafeţe conice de mare lungime cu
A= 8-10° pot fi prelucrate atunci când contrapunctul este decalat, a cărui valoare este determinată după cum urmează (Fig. 4):
H= L×păcat A ,
Unde H - cantitatea de deplasare a contrapuntului;
L- distanta dintre suprafetele de sprijin ale gaurilor centrale.
Din trigonometrie se știe că pentru unghiuri mici sinusul este practic egal cu tangentei unghiului. De exemplu, pentru un unghi de 7º, sinusul este 0,120, iar tangenta este 0,123. Metoda deplasării contrapuntului prelucrează piesele de prelucrat cu un unghi mic de înclinare, astfel încât putem presupune că sin A=tg A. Apoi
H= L×tg A = L×( D –d)/2l .
Piesa de prelucrat este instalată în centre. Corpul contrapuntului cu ajutorul unui șurub este deplasat în direcția transversală, astfel încât piesa de prelucrat să devină „înclinată”. Când alimentarea căruciorului etrierului este pornită, freza, mișcându-se paralel cu axa arborelui, va șlefui suprafața conică.
Cantitatea de deplasare a contrapuntului este determinată de scara imprimată la capăt placă de bază din partea volantului și riscul la capătul carcasei contrapuntului. Valoarea diviziunii pe scară este de obicei de 1 mm. În absența unei scale pe placa de bază, decalajul contrapuntului este citit de pe rigla atașată la placa de bază. Poziția contrapuntului pentru prelucrarea conică poate fi determinată din piesa finită. Piesa finită (sau proba) este instalată în centrele mașinii și contrapunctură se deplasează până când generatoarea suprafeței conice este paralelă cu direcția mișcării longitudinale a etrierului.
Pentru a asigura aceeași conicitate a unui lot de piese prelucrate în acest mod, este necesar ca dimensiunile pieselor de prelucrat și ale orificiilor centrale ale acestora să aibă ușoare abateri. Deoarece decalarea centrelor mașinii cauzează uzura găurilor centrale ale pieselor de prelucrat, se recomandă mai întâi prelucrarea suprafețelor conice, apoi corectarea găurilor centrale și apoi realizarea finală. finisare. Pentru a reduce defalcarea orificiilor centrale, este recomandabil să folosiți centre cu bile. Rotația piesei de prelucrat este transmisă printr-o mandrina de antrenare și cleme.
Avantajele metodei:
1. Posibilitate de alimentare automată.
2. Obținerea pieselor de prelucrat proporționale în lungime cu dimensiunile mașinii.
Dezavantajele metodei:
1. Imposibilitatea prelucrarii suprafetelor conice interne.
2. Imposibilitatea procesării conurilor cu unghi mare ( A³10º). Este permisă deplasarea contrapuntului cu ±15 mm.
3. Imposibilitatea folosirii găurilor centrale ca suprafețe de bază.
4. Dependența de unghi A asupra dimensiunilor piesei de prelucrat.
4. Folosind o riglă de copiere (con).
Prelucrarea suprafețelor conice cu ajutorul copiatoarelor este obișnuită (Fig. 5).
Pe cadrul mașinii este atașată o placă 1, cu o riglă de copiere 2, de-a lungul căreia se deplasează glisorul 4, conectată la căruciorul transversal al suportului superior 5 al mașinii printr-o tijă 6. Pentru deplasarea liberă a suportului în direcția transversală, este necesar să se deconecteze șurubul de alimentare transversal. La deplasarea suportului longitudinal 8 de-a lungul ghidajelor cadrului 7, tăietorul primește două mișcări: longitudinală de la suport și transversală de la rigla de copiere 2. Cantitatea de mișcare transversală depinde de unghiul de rotație al riglei de copiere 2. Unghiul de rotație al riglei este determinat de diviziunile de pe placa 1, rigla este fixată cu șuruburile de tăiere a mânerului 3 cu mânerul de tăiere. suportul.
Metoda oferă o prelucrare de înaltă performanță și precisă a conurilor externe și interne cu un unghi de înclinare de până la 20º.
Avantajele metodei:
1. Alimentare mecanică.
2. Independenta unghiului de conicitate A asupra dimensiunilor piesei de prelucrat.
3. Posibilitatea prelucrarii atat a suprafetelor exterioare cat si a celor interne.
Dezavantajele metodei:
1. Limitarea lungimii generatricei conului cu lungimea riglei conului (la mașini de putere medie - până la 500 mm).
2. Restricționarea unghiului de înclinare de către scara riglei de copiere.
Pentru prelucrarea conurilor cu unghiuri mari de pantă, se combină decalajul contrapuntului și reglarea de-a lungul riglei conului. Pentru a face acest lucru, rigla este rotită la unghiul de rotație maxim permis. A´, iar compensarea contrapunctului este calculată ca la întoarcerea unui con, în care unghiul de înclinare este egal cu diferența dintre unghiul dat Ași unghiul de rotație al riglei A´, adică
H= L×tg( A – A´) .
Strunjirea suprafețelor conice poate fi efectuată în diferite moduri, în funcție de dimensiunea conicității, de configurația și dimensiunile piesei de prelucrat:
Prin rotirea culisului superior al etrierului(Fig. 200, A). Sania / etrierul superior este rotit în jurul axei verticale a etrierului printr-un unghi conic A.
Întoarcerea suprafeței conice se realizează manual prin deplasarea frezei de-a lungul generatricei conului prin rotirea roții de mână 2. În acest fel, atât suprafețele exterioare cât și cele interioare sunt prelucrate cu orice unghi de conicitate a cu o lungime de prelucrare mai mică decât cursa glisierei superioare a etrierului.
Carcasă deconcentrată decalată(Fig. 200, b). Corpul contrapunctului este deplasat în direcția transversală față de glisier cu o cantitate de ft, drept urmare axa piesei de prelucrat instalată în centre formează cu linia de centre și, prin urmare, cu direcția de avans longitudinală a etrierului, unghiul conic al suprafeței prelucrate a. Generatoarea suprafeței conice cu această instalație este paralelă cu avansul longitudinal al frezei.
Cu lungimea suprafeței conice / și lungimea piesei de prelucrat L cantitatea deplasării necesare a corpului contrapuntului este determinată de formulă
h = L păcat a.
Orez. 200. Scheme de prelucrare a suprafeţelor conice
Pentru valori mici A: păcat A≈tga, prin urmare,
h = L tga = L (D - d) /2 l
La l=L

Această metodă este utilizată pentru rotirea suprafețelor conice puțin adânci (unghi a nu mai mult de 8 °).
Dezavantajul acestei metode este că, din cauza poziției incorecte a găurilor centrale ale piesei de prelucrat pe centrele mașinii, găurile centrale ale piesei de prelucrat și centrele în sine se uzează rapid.
Pentru fabricarea suprafețelor conice precise, această metodă este nepotrivită.
Folosind o riglă conică sau de copiere(Fig. 200, V). Rigla conică / se fixează din spatele mașinii pe consolele 2. Rigla este așezată la un unghi dat a. Glisorul 3 se așează liber pe riglă, conectat la glisiera transversală a etrierului. Glisiera transversală a etrierului este pre-deconectată de la căruciorul inferior al etrierului prin deșurubarea șurubului transversal.
Odată cu mișcarea longitudinală a etrierului, tăietorul primește mișcarea rezultată: împreună cu mișcarea longitudinală transversală datorită mișcării glisierei 3 de-a lungul liniei /. Mișcarea rezultată este direcționată de-a lungul generatricei suprafeței conice.
Această metodă este utilizată pentru rotirea suprafețelor conice la un unghi de până la 12 °.
Cu ajutorul tăietorilor de formă largă. Lamele de tăiere ale dispozitivului de tăiere sunt așezate la un unghi de conicitate a suprafeței prelucrate față de linia centrelor mașinii paralele cu generatoarea suprafeței conice.
Strunjirea poate fi efectuată atât cu avans longitudinal, cât și transversal.
Această metodă este potrivită pentru prelucrarea suprafețelor conice externe și interne scurte cu o lungime a generatricei de cel mult 25 mm, deoarece la lungimi mari ale generatricei apar vibrații, ducând la o suprafață prelucrată de calitate scăzută.
Prelucrarea suprafețelor modelate
Suprafețe de formă scurtă (nu mai mult de 25-30 mm) prelucrate cu freze profilate: rotunde, prismatice și tangenţiale.
Precizia prelucrării suprafețelor modelate cu freze de formă rotundă prismatică, lucrând cu un punct în centru și cu o bază paralelă cu axa piesei, depinde de precizia calculului de corecție a profilului sculei în funcție de profilul piesei (de obicei precizia calculului de corecție este de până la 0,001). mm). Cu toate acestea, această precizie calculată se aplică numai punctelor nodale ale profilului frezei.
Pe secțiunea conică a piesei prelucrate vor exista generatrice curbilinie cu eroare totală Δ. Eroarea totală Δ constă din două componente Δ 1 și Δ 2 . Eroare Δ 1 inerente tăietorilor formați datorită instalării unui singur punct la înălțimea centrului și amplasării altor puncte sub linia centrală, ceea ce duce la formarea unui hiperboloid pe piesă în loc de cilindru sau con. Pentru a elimina eroarea Δ 1, este necesar să instalați lama de tăiere în centru cu toate punctele, adică în același plan cu axa piesei.
Eroarea Δ 2 apare numai la lucrul cu freze rotunde. Deci, un tăietor rotund pentru prelucrarea unei suprafețe conice este un trunchi de con, traversat de un plan (suprafața frontală), paralel cu axa conului, dar care nu trece prin axă. Prin urmare, lama de tăiere are o formă hiperbolică convexă. Această convexitate este eroarea Δ 2 . Pentru o freză prismatică, eroarea Δ 2 este zero. În medie, eroarea Δ 2 este de 10 ori mai mare decât valoarea lui Δ 1 . Cu cerințe ridicate pentru precizia de prelucrare, ar trebui utilizate freze prismatice.
Frezele tangenţiale sunt utilizate în principal la finisarea pieselor lungi nerigide, deoarece prelucrarea nu are loc imediat pe toată lungimea piesei, ci treptat.
Profilele lungi sunt prelucrate folosind copiatoare mecanice montate pe spatele patului pe un suport special, în același mod ca o riglă de copiator (Fig. 200, V).În aceste cazuri, copiatorul are un profil profilat.
Copiatoarele mecanice au astfel de dezavantaje precum complexitatea fabricării unui copiator tratat termic, eforturi semnificative la punctul de contact al crackerului sau rolei copiatorului cu suprafața de lucru a copiatorului.
Acest lucru a condus la utilizarea pe scară largă a copiatoarelor hidraulice și electromecanice cu servomotor.
La copiatoarele hidraulice, există un efort mic la punctul de contact dintre vârful pârghiei și copiator, ceea ce permite ca copiatorul să fie fabricat din materiale moi.
Copiatoarele hidraulice oferă o precizie de copiere de la ±0,02 la ±0,05 mm. 284
Pagina 1
Prelucrarea suprafețelor conice pe strunguri se realizează în trei moduri.
Prelucrarea suprafețelor conice este un caz special de strunjire profilată (Fig.
Prelucrarea suprafețelor conice în timpul instalării mașinii necesită uneori unele calcule. Această metodă este utilizată, de exemplu, la prelucrarea teșiturilor.
Prelucrarea suprafețelor conice se realizează: a) cu freza lată; b) prin rotirea culisului superior al etrierului; c) deplasarea contrapuntului; d) folosind o riglă.
Prelucrarea suprafețelor conice se poate face cu un tăietor lat, rotind culisul superior al etrierului, deplasând corpul contrapuntului, folosind o riglă conică. Prelucrarea suprafețelor conice (vezi Fig. 237) se realizează prin deplasarea contrapuntului în direcția transversală atunci când se prelucrează conuri exterioare lungi și blânde, cu o pantă de până la 8 ° C.
Prelucrarea suprafețelor conice prin metoda deplasării contrapuntului este utilizată pe scară largă, deoarece în acest caz nu este necesară dispozitive speciale iar prelucrarea poate fi efectuată pe orice strung. Pentru a evita uzura neuniformă a găurilor centrale la prelucrarea conurilor precise, uneori se folosește un centru de bile special cu o suprafață sferică în locul unui con.
| Tăierea în centre. |
Prelucrarea suprafețelor conice se poate face cu un tăietor lat, rotind culisul superior al etrierului, deplasând corpul contrapuntului, folosind o riglă conică.
| Metode de rotire a conurilor. |
Prelucrarea suprafețelor conice prin metoda deplasării contrapuntului este utilizată pe scară largă, deoarece în acest caz nu sunt necesare dispozitive speciale și prelucrarea poate fi efectuată pe orice strung.
Prelucrarea suprafețelor conice pe mașini rotative poate fi efectuată în mai multe moduri.
Metode de prelucrare a suprafețelor conice. Prelucrarea suprafețelor conice pe strunguri se realizează în următoarele moduri: prin rotirea glisierei superioare a etrierului, prin deplasarea transversală a corpului contrapuntului, folosind o riglă conică, cu o freză specială lată.
Prin rotirea saniei superioare a etrierului,șlefuiți suprafețe conice scurte cu diferite unghiuri de înclinare a. Glisamentul superior al etrierului este setat la valoarea unghiului de pantă în funcție de diviziunile aplicate în jurul circumferinței flanșei de sprijin a etrierului. Dacă VÎn desenul piesei, unghiul de pantă nu este specificat, apoi este determinat de formula: și tabelul tangentelor.
Alimentarea cu această metodă de funcționare se realizează manual prin rotirea mânerului șurubului glisierei superioare a etrierului. Glisierele longitudinale și transversale trebuie blocate în acest moment.
Suprafețe conice cu un unghi mic de con cu o lungime relativ mare a piesei de prelucrat mâner Cu aplicând deplasarea transversală a corpului contrapuntului. Cu această metodă de prelucrare, tăietorul se mișcă cu o avans longitudinală în același mod ca la întoarcerea suprafețelor cilindrice. Suprafața conică se formează ca urmare a deplasării centrului din spate al piesei de prelucrat. Când centrul din spate este deplasat „departe de tine”, diametrul D baza mare a conului este formată la capătul drept al piesei de prelucrat, iar atunci când este deplasată „spre ea însăși” - la stânga. Cantitatea de deplasare transversală a carcasei contrapuntului b determinată de formula: unde L- distanța dintre centre (lungimea întregii piese de prelucrat), l- lungimea părții conice. La L = l(con pe toată lungimea piesei de prelucrat). Dacă sunt cunoscute K sau a, atunci , sau
Decalaj carcasa spate bani produs folosind diviziunile aplicate la capătul plăcii de bază și riscul la capătul carcasei contrapuntului. Dacă nu există diviziuni la capătul plăcii, atunci corpul contrapunctului este deplasat folosind o riglă de măsurare.
Conic folosind o riglă conică se realizează cu implementarea simultană a avansurilor longitudinale și transversale ale frezei. Alimentarea longitudinală se realizează, ca de obicei, din rola rulantă, iar avansul transversal se realizează cu ajutorul unei rigle conice. O placă este atașată de patul mașinii , pe care este instalată rigla conică . Rigla poate fi rotită în jurul degetului la unghiul necesar a° față de axa piesei de prelucrat. Poziția riglei este fixată cu șuruburi . Glisorul care alunecă de-a lungul riglei este conectat la partea transversală inferioară a etrierului prin intermediul unei tije de cleme . Pentru ca această parte a etrierului să alunece liber de-a lungul ghidajelor sale, este deconectată de la cărucior , prin îndepărtarea sau dezactivarea șurubului de alimentare în cruce. Dacă acum căruciorul este informat despre avansul longitudinal, atunci împingerea va deplasa glisorul de-a lungul riglei conice. Deoarece glisorul este conectat la glisiera transversală a etrierului, acestea, împreună cu tăietorul, se vor deplasa paralel cu rigla conică. Astfel, freza va prelucra o suprafață conică cu un unghi de înclinare egal cu unghiul de rotație al riglei conice.
Adâncimea de tăiere este setată cu ajutorul mânerului glisierei superioare a etrierului, care trebuie rotit cu 90° față de poziția sa normală.
Uneltele de tăiere și condițiile de tăiere pentru toate metodele luate în considerare de prelucrare a conurilor sunt similare cu cele pentru strunjirea suprafețelor cilindrice.
Suprafețele conice cu lungimi conice scurte pot fi prelucrate freza lată specială cu un unghi în plan corespunzător unghiului conicului. Avansarea tăietorului în acest caz poate fi longitudinală sau transversală.
§ 1. Informații generale
1. Domeniul de aplicare a conurilor. Alături de piesele cilindrice în inginerie mecanică, piesele cu suprafețe conice sunt destul de răspândite. Exemple dintre ele sunt conurile centrelor, tijele de foraj, frezele, alezele. Pentru a monta aceste unelte, secțiunile frontale ale găurilor axului și a penei strung au si forma conica.
Cu toate acestea, utilizarea conurilor nu se limitează la unelte de tăiere. Multe piese ale mașinii au suprafețe conice.
Utilizarea pe scară largă a îmbinărilor conice se explică printr-o serie de avantaje ale acestora.
1. Ele asigură centrarea de înaltă precizie a pieselor.
2. Cu contactul strâns al conurilor blânde, se obține o legătură fixă.
3. Prin schimbarea poziției axiale a părților conexiunii conice, puteți regla distanța dintre ele.
2. Conul și elementele sale. Un con este un corp geometric, a cărui suprafață se obține prin rotirea unei linii drepte (generator), situată oblic față de axa de rotație (Fig. 129, a).
Punctul de intersecție al generatricei cu axa se numește vârful conului.
Planurile perpendiculare pe axa conului se numesc baze.
Există conuri pline și trunchiate. Primul este situat între bază și vârf, al doilea - între cele două baze (mari și mai mici).
Conul se caracterizează prin următoarele elemente: diametrul bazei mai mari D; diametrul de bază mai mic d; lungime l; unghiul de panta a dintre generatoare si axa conului; unghi de con 2a între generatoarele opuse.
În plus, în desenele de lucru ale pieselor conice, conceptele de conicitate și pantă sunt adesea folosite.
Conicitatea este raportul dintre diferența dintre diametrele a două secțiuni transversale ale unui con și distanța dintre ele. Este determinat de formula
Panta este raportul dintre diferența dintre razele a două secțiuni transversale ale unui con și distanța dintre ele. Este determinat de formula
Din formulele (9) și (10) se poate observa că panta este egală cu jumătate din conicitatea. 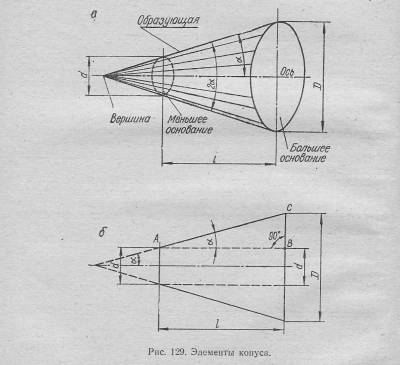
Trigonometric, panta este egală cu tangenta unghiului de pantă (vezi Fig. 129, b, triunghiul ABC), adică.
În desen (Fig. 130), conicitatea este indicată prin semn<, а уклон -, острие которых направляется в сторону вершины конуса. После знака указывается отношение двух цифр. Первая из них соответствует разности диаметров в двух принятых сечениях конуса, вторая для конусности- расстояние между сечениями, для уклона - удвоенной величине этого расстояния.
Conicitatea și panta sunt uneori scrise cu numere zecimale: 6,02; 0,04; 0,1 etc. Pentru conicitate, aceste cifre corespund diferenței de diametre a conurilor pe o lungime de 1 mm, pentru o pantă - diferența de raze pe aceeași lungime.
Pentru a prelucra un con plin, este suficient să cunoașteți două elemente: diametrul bazei și lungimea; pentru un trunchi de con - trei elemente: diametrele bazelor mai mari și mai mici și lungimea. În locul unuia dintre elementele specificate, se poate specifica unghiul de înclinare a, panta sau conicitatea. În acest caz, formulele de mai sus (9), (10) și (11) sunt utilizate pentru a determina dimensiunile lipsă. 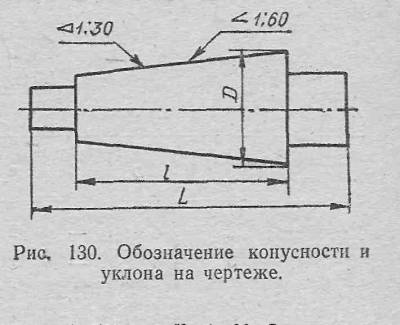
Exemplul 1. Dat un con cu d=30 mm, /=500 mm, K=1: 20. Determinați diametrul mai mare al conului.
Soluţie. Din formula (9)
Exemplul 2. Este dat un con, în care D \u003d 40 mm, l \u003d 100 mm, a \u003d 5, Determinați diametrul mai mic al conului.
Soluţie. Din formula (11)
Conform tabelului tangentelor găsim tg5°=0,087. Prin urmare, d=40-2*100X X0,87=22,6 mm.
Exemplul 3. Determinați unghiul de înclinare a, dacă dimensiunile conului sunt indicate pe desen: D-50 mm, d=30 mm, /=200 mm.
Soluţie. Prin formula (11)
Din tabelul tangentelor găsim un \u003d 2 50.
Exemplul 4. Este dat un con, în care D \u003d 60 mm, / \u003d 150 mm, K \u003d 1: 50. Determinați unghiul de pantă a.
Soluţie. Deoarece panta este jumătate din conicitate, putem scrie:
Conform tabelului tangentelor, găsim un \u003d 0 30.
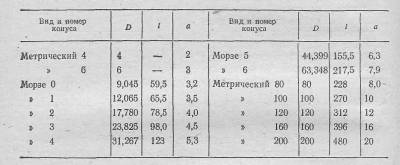
3. Conuri normale. Conurile ale căror dimensiuni sunt standardizate se numesc normale. Acestea includ conuri Morse, metrice, conuri pentru alezoare și freze cu conicitate de 1:50 0, pentru știfturi conici cu conicitate de 1:50, pentru filete conice cu conicitate de 1:16 etc.
Cele mai utilizate în inginerie mecanică sunt instrumentele Morse și conurile metrice, ale căror dimensiuni principale sunt date în tabel. 13. 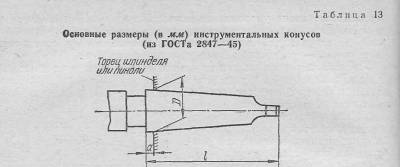
Dimensiunile conicilor Morse sunt exprimate în numere fracționale. Acest lucru se datorează faptului că pentru prima dată standardul pentru ei a fost adoptat în sistemul de măsurare în inchi, care s-a păstrat până în prezent. Conurile Morse au o conicitate diferită (aproximativ 1 20), conurile metrice sunt aceleași - 1:20.