Mașină cu contrapunctură 1k62
Acestea vă permit să efectuați toate operațiunile de strunjire necesare, găurirea și tăierea a cinci tipuri de filet - metric, inch, modular, pitch și arhimedean.
O caracteristică importantă este rigiditatea ridicată a arborelui montat pe rulmenți speciali, care permite prelucrarea semifabricatelor din oțel călit. Mașina permite, de asemenea, lucrul cu utilizarea sarcinilor de șoc.
Principalele avantaje ale 1K62:
- Motor electric puternic.
- Rigiditate ridicată a unităților structurale.
- Gamă mare de viteze de procesare.
- Performanta ridicata.
- Vibrații minime.
De mai jos specificații mașina 1K62 oferă capacitatea de a efectua o gamă largă de operațiuni din primul grup de precizie „H”.
| Specificații - mașină 1K62 | Opțiuni |
| Diametrul de prelucrare deasupra patului, mm | 400 |
| Diametrul de prelucrare peste etrier, mm | 220 |
| Distanța dintre centre | 1000 / 1500 |
| Clasa de precizie conform GOST 8-82 | H |
| Dimensiunea conului interior în ax | Morse 6 M80* |
| Capătul axului conform GOST 12593-72 | 6K |
| Diametrul orificiului prin ax, mm | 55 |
| 300 | |
| Masa maximă a piesei fixate în centre, kg | 1300 |
| Masa maximă a piesei de prelucrat fixată în mandrina, kg | 23 |
| Numărul de trepte de viteză inversă a axului | 12 |
| Limitele frecvențelor de rotație directă a axului, min-1 | 12,5 - 2000 |
| Limitele frecvenței de rotație inversă a axului, min-1 | 19 - 2420 |
| Numărul de trepte de alimentare de lucru - longitudinal | 42 |
| Numărul de trepte de alimentare de lucru - transversal | 42 |
| Limitele avansurilor de lucru - longitudinale, mm / turație | 0.7 - 4,16 |
| Limitele avansurilor de lucru - transversale, mm / rev | 0,035-2,08 |
| Numărul de fire metrice tăiate | 45 |
| Numărul de fire tăiate în inch | 28 |
| Numărul de fire modulare tăiate | 38 |
| Numărul de fire înclinate de tăiat | 37 |
| Numărul de fire de tăiat - spirală arhimediană | 5 |
| Cuplul maxim, kNm | 2 |
| Cea mai mare mișcare a penei, mm | 200 |
| Deplasarea transversală a corpului, mm | ±15 |
| Cea mai mare secțiune de tăiere, mm | 25 |
| Puterea motorului de antrenare principal | 10 kW |
| Puterea motorului electric de antrenare a mișcărilor rapide a unui suport, kW | 0,75 sau 1,1 |
| Puterea pompei de răcire, kW | 0,12 |
| Dimensiunile totale ale mașinii (L x l x H), mm | 2812/3200x1166x1324 |
| Greutatea mașinii, kg | 3035 |
1K62 aparține clasei de mașini frontale - concepute pentru a lucra cu piese de diametru mare, dar de lungime relativ scurtă. Datorită posibilității de reglare transversală a fasciculului din spate, este posibilă întoarcerea conurilor blânde. Datorită prezenței blocajului, grinda poate fi conectată la secțiunea inferioară a etrierului pentru o funcționalitate sporită la găurirea pieselor și pieselor de prelucrat.
23 de moduri de viteză în intervalul de la 12,5 la 2000 rpm oferă posibilități largi de prelucrare și scopul mașinii - strunjirea metalelor de orice duritate. Comutarea modului se realizează într-o cutie de viteze cu viteze interschimbabile. Mașina este echipată motor electric asincron 10 kW (2000 rpm), alimentarea etrierului este asigurată de un motor auxiliar cu o putere de 1 kW (1400 rpm). Motoarele sunt echipate cu relee termice pentru a preveni supraîncălzirea. Puterea mare și o gamă largă de viteze asigură o eficiență ridicată a mașinii atât în putere, cât și în tăierea la viteză mare.
În conformitate cu cerințele GOST nr. 8-82, această mașină aparține primului grup de precizie „H”. Mandrinele cu autocentrare cu trei fălci (diametru - 250 mm) sau cu patru fălci (400 mm) pot fi folosite pentru a fixa piesele de prelucrat.
Analogi de mașină
În prezent, mașina este scoasă din producție, dar continuă să fie utilizată pe scară largă în ateliere și ateliere de reparații pentru producția de produse unice și la scară mică. Nu există probleme cu furnizarea de piese de schimb - o gamă largă de componente și piese este produsă pentru analogii mașinii 1K62 și alte modele. Majoritatea pieselor și accesoriilor sunt interschimbabile, potrivite pentru multe modificări ale echipamentelor.
În proiectarea multor analogi moderni, sunt utilizate versiuni moderne de componente. Se fac modificări la echipamentul electric. Dintre cele mai comune modele de analogi ale mașinii 1K62, se poate remarca 1K62D cu o gaură mărită a axului (cu 10 mm mai mult decât în 1K62), precum și un vierme care căde lipsește în mecanismul de protecție al șorțului. În afară de asta, sunt modele aproape identice.
Un analog mai modern este modelul 1K625. Dintre cele mai importante îmbunătățiri, este de remarcat diametrul crescut al prelucrării piesei de prelucrat deasupra patului (până la 500 mm) și deasupra suportului (până la 250 mm). Cursa maximă a căruciorului a fost mărită și pentru prelucrarea pieselor mari. În general, aceasta este aceeași mașină proiectată în 1971, care este și astăzi solicitată atât în atelierele mari, cât și în garaje.
SCOPUL LUCRĂRII
Scopul lucrării este familiarizarea cu dispozitivul, cinematica și funcționarea strungului universal de șuruburi model 1K62, echipamentele utilizate, configurarea și reglarea mașinii pentru a efectua unele operații comune.
Secvență de lucru
1) Însușirea părții teoretice - studierea dispozitivului, cinematicii și funcționării mașinii conform următoarelor texte, desene, diagrame și direct pe mașină.
2) Familiarizare detaliată cu mașina, inclusiv includerea unităților la ralanti.
3) Efectuarea sarcinilor individuale pentru calcularea setărilor și configurarea mașinii (cu acces, dacă este necesar, la mașină) și întocmirea unui raport de lucru.
4) Configurarea și reglarea mașinii pentru a efectua o anumită lucrare.
ATENTIE: starea langa aparat si lucrul cu acesta este permis numai in prezenta unui profesor sau asistent de laborator!
Familiarizarea cu scopul, tehnic
Caracteristicile, dispunerea generală și funcționarea mașinii
Scopul mașinii și sculele de tăiere utilizate
Scopul principal al strungurilor de șurub, care sunt cele mai versatile mașini ale grupului de strunjire, este prelucrarea diferitelor piese limitate de suprafețele de rotație, inclusiv filetarea, în condiții de producție unică (individuală) și la scară mică. Pe mașini, este posibil să se obțină piese din piese semifabricate și material de bară. Piesele de prelucrat pot fi lungi (piese de tip arbore) și scurte (piese de tip disc).
La mașina model 1K62 este posibilă șlefuirea suprafețelor exterioare cilindrice, conice și profilate; găurirea suprafețelor interne cilindrice și conice; capete tăiate; găurirea, frezarea și alezarea găurilor; tăierea diferitelor fire cilindrice cu un tăietor (diferite profile; specificate în sisteme metrice sau în inch; extern și intern; dreapta și stânga; single și multi-start), precum și fire frontale; filetare cu robinete și matrițe.
Pentru intoarcerea suprafetelor exterioare se folosesc freze prin intermediul; suprafețele de formă scurtă sunt prelucrate cu freze de formă largi, caneluri - cu caneluri. Plictisirea este făcută freze plictisitoare, filetare - filetare, tăiere - tăiere. Obținerea și prelucrarea găurilor este posibilă cu ajutorul burghiilor, frezei și alezoarelor.
Caracteristicile tehnice ale mașinii
Înălțimea centrului, mm ……………………………………………………………………………… ..... 215
Cel mai mare diametru de prelucrare, mm *
deasupra patului ……………………………………………………………………… 400
deasupra etrierului .......……………………………………………………………....... 220
Cel mai mare diametru al barei prelucrate, mm *……………… 45
Cea mai mare distanță între centre, mm *......….…………....... 710
Cea mai mare cursă longitudinală a etrierului, mm……..……..…………… 640
Conic al alezajului axului *……………………………………… Morse nr. 6
Limitele vitezei axului, min -1 (rpm):
rotație directă (dreapta) (23 opțiuni)….……………...12.5-2000
rotație inversă (stânga) (12 opțiuni)………………....19-2420
Valorile avansurilor longitudinale, mm/rev (48 opțiuni)……………0,07-4,16
Valori ale avansurilor transversale, mm / rev (48 opțiuni)………......0,035-2,08
Tăiați fire:
pas metric, mm….…….….……….…..….1-192
modular cu modul, mm ………..………………..………..…0,5-48
fire de inci pe 1" .….…………..…… 24-2
înclinat cu numărul de lansări……….…………..….…. 96-1
Puterea motorului electric principal, kW ……….….…….……… 10
Notă.
Datele marcate cu *, precum și cea mai mare viteză a axului, cea mai mare înălțime a sculei și greutatea mașinii, sunt determinate de GOST ca parametri principali ai strungurilor de șurub.
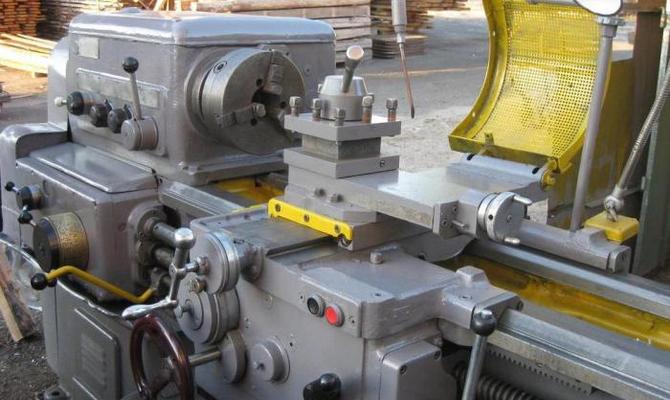
Dispozitivul și funcționarea mașinii
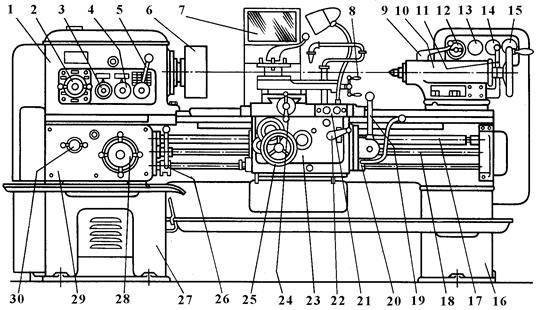
Dispunerea mașinii (Fig. 1 și 3) asigură instalarea piesei de-a lungul axei orizontale și deplasarea sculelor în plan orizontal. Toate unitățile mobile și fixe ale mașinii sunt montate pe cadrul A, care se află pe două piedestale T. Pe partea stângă a cadrului este fixat capul B. pe care se fixează piesa de prelucrat. Pentru a fixa piesele scurte, se folosesc mandrine și plăci frontale. Dacă materialul de bară este utilizat pentru obținerea pieselor, atunci acesta este trecut printr-un orificiu din ax și fixat cu ajutorul unui mecanism de mandră sau mandră. Părțile lungi (arborii) sunt instalate în centre, dintre care unul este situat în partea conică frontală a orificiului axului, iar al doilea în orificiul penei contrapunctului retractabil.
Orez. unu. Forma generală mașină unealtă
Conceptorul B este situat pe cadru din dreapta. Poate fi mutat de-a lungul ghidajelor și fixat la distanța necesară față de cap, în funcție de lungimea piesei. La prelucrarea pieselor scurte și a materialului de bară, este posibil să găuriți, să ștergeți și să alezați orificiul central al piesei, pentru care este instalată o unealtă adecvată în suportul contrapuntului (în loc de centru). Uneltele sunt introduse în pană fie direct, fie cu ajutorul manșoanelor adaptoare sau a unei mandrine.
Între capotele din față și din spate de pe ghidajele cadrului, este amplasat un grup de sprijin (sau pur și simplu: un suport), conceput pentru a fixa unealta și a comunica mișcări longitudinale și transversale către aceasta cu viteză reglabilă (avans) și rapidă (mișcări de instalare). ). Nodurile și părțile grupului de sprijin sunt montate pe un cărucior (glisier longitudinal sau inferior) G cu un șorț atașat. Pe ghidajele căruciorului se află glisiere transversale D cu o parte rotativă E. Partea rotativă are ghidaje pe care se află glisiere superioare (de tăiere) K. Pe glisa superioară este instalat un suport de tăiere I. Pot fi fixate patru freze în suportul de scule al suportului. Prin rotirea suportului de scule, fiecare dintre freze poate fi setat în poziția de lucru. Partea rotativă și glisiera superioară oferă posibilitatea de a deplasa cuțitul într-un unghi față de axa piesei de prelucrat. Această mișcare pe mașina 1K62 este efectuată manual. Un suport suplimentar de scule pentru o unealtă de canelare sau de despărțire poate fi atașat pe partea din spate a glisierei transversale.
Pentru a informa contrapunctul de avans mecanic în timpul forajului și al găurii, este prevăzut un blocaj care conectează etrierul de baza contrapunctului, astfel încât contrapuntul să se miște cu aceeași viteză ca și etrierul.
Lângă capul de pe plăcile verticale ale patului se fixează cutia de alimentare P. Acesta asigură vitezele necesare mișcărilor longitudinale și transversale ale sculei. Din cutia de alimentare, arborele de antrenare sau șurubul este antrenat în rotație. La prelucrarea suprafețelor cilindrice și de capăt, etrierul cu unealta primește mișcare de la arborele de rulare prin angrenajele șorțului, iar la prelucrarea suprafețelor elicoidale (filetare) - de la șurubul.
Pentru a preveni vătămările industriale în timpul funcționării mașinii zona de lucru acoperit cu un ecran de protecție.
Orez. 2. Dispozitive pentru fixarea piesei pe mașină
placa frontală montată pe ax. Ca rezultat, în timp ce se rotește cu axul, placa frontală poartă de-a lungul clemei și, odată cu ea, piesa de prelucrat.
Pentru piesele de prelucrat instalate în centre, rotația poate fi transmisă prin mandrine de antrenare cu autostrângere (Fig. 2,e). Când pornesc rotația axului, camele 4, rotindu-se față de axele lor, captează piesa de prelucrat cu o suprafață de lucru ondulată și o rotesc.
Piesele de prelucrat nerigide sunt susținute de suporturi stabile 1 pentru a reduce deformațiile (Fig. 2, f).
Unitatea principală
Verigile finale ale lanțurilor mișcării principale sunt motorul electric, al cărui arbore are viteza de rotație n dv = 1450 min -1 (rpm), și axul cu piesa de prelucrat, care trebuie să se rotească la o astfel de frecvență n. min -1 (rpm), care va asigura viteza de tăiere necesară.
Înregistrarea deplasărilor calculate ale verigilor finale ale lanțului va arăta astfel:
Arborele motorului este conectat la arborele de intrare al cutiei de viteze printr-o transmisie prin curea trapezoidale. În plus, mișcarea poate fi transmisă folosind un grup de viteze la două viteze (51:39; 56:34; sub acest grup va fi notat cu p a; p a \u003d 2), în timp ce rotația dreaptă („directă”) va fi raportat la ax sau două trepte consecutive (50:24 și 36:38), iar apoi axul va avea o rotație la stânga ("invers"). Includerea rotației înainte sau înapoi și oprirea rotației axului este realizată de un ambreiaj cu mai multe plăci cu frecare în două sensuri M1.
Mișcarea este raportată la următorul arbore de un grup de viteze la trei viteze (p b; p b \u003d 3), iar de la acesta mișcarea poate fi transferată la ax fie imediat prin angrenajul 65:43, fie prin două grupuri de roți dințate (p în \u003d 2, p g \u003d 2 ) și angrenaj cu ax 27:54. Pentru a face acest lucru, blocul doi 43-54, care transmite rotația axului prin conexiunea canelară, este setat în poziția corespunzătoare.
Astfel, mișcarea arborelui de ieșire este transmisă prin două lanțuri cinematice: unul scurt (angrenajul 65:43 este pornit), asigurând în același timp transferul de viteze mai mari, și unul lung (prin grupele p in, p g), asigurând totodată transferul de viteze mai mici. O astfel de structură cinematică se numește pliată.
Ecuația echilibrului cinematic de antrenare este:

Numărul 0,98 scris în ecuație este un coeficient care ține cont de alunecarea în transmisia prin curea.
În lanțul cinematic pentru viteze mai mici (r a r b r în r g), grupurile p c și p g oferă împreună trei rapoarte de transmisie diferite (i = 1/16; 1/4; 1), și nu patru, prin urmare lanțul transmite la ax nu. 24 (2 3 2 2), dar 18 viteze diferite: 12,5; 16; douăzeci; 25; 31,5; 40; cincizeci; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630 rpm o structură cinematică în care unele dintre viteze coincid ca mărime cu altele ("suprapunere") este numită structură suprapusă.
Pentru a schimba vitezele axului în ordine crescătoare, este necesar să schimbați treptele mai întâi în grupul p a, apoi în grupul p b și din nou p a, apoi
în grupele p in și p g împreună (pe măsură ce rapoartele de transmisie cresc) și din nou în grupurile p a și p b.
Lantul cinematic pentru viteze mai mari (prin grupele ra r b pe ax) asigura transmiterea a 6 viteze de rotatie catre ax: 630; 800; 1000; 1250; 1600; 2000 rpm
Numărul de viteze ale axului este o progresie geometrică (serie geometrică) cu un numitor de 1,25 (1,26).
Notă.
Frecvențele de mai sus sunt rotunjite la valori standard.
Unități de alimentare cu șurub
Verigile finale ale acestor lanțuri sunt un ax cu o piesă de prelucrat și un suport cu un tăietor, care se deplasează pe direcția longitudinală într-o rotație a arborelui cu o cantitate egală cu pasul filetului de tăiat T.
mișcarea calculată a verigilor finale ale lanțurilor:
1ob.shp → șurub S și, în același timp, avans de tăiere a șurubului S șurub = T.
arborele de antrenare, precum și angrenajele și mecanismele de inversare ale șorțului nu participă la furnizarea de alimentare cu șuruburi; mișcarea etrierului se transmite printr-un angrenaj cu șurub (șurub de plumb - piuliță despicată) cu pas de 12 mm. Pentru a face acest lucru, angrenajul 28:56 este decuplat în cutia de alimentare și ambreiajul M5 este pornit, conectând arborele condus al grupurilor de angrenaje multiplicatoare cu șurubul, iar în șorț, mânerul 22 (vezi Fig. 4). ) pornește piulița despicată (uterină). La pornirea avansului de tăiere cu șurub, avansul longitudinal sau transversal de la arborele de antrenare nu trebuie pornit (și invers), prin urmare, șorțul are un mecanism de blocare care împiedică posibilitatea de a roti oricare dintre mânerele 19 sau 22. (vezi fig. 4) când celălalt este rotit în poziția de lucru.
Schimbarea direcției de mișcare a etrierului pentru tăierea firelor din dreapta sau din stânga se realizează prin intermediul unui mecanism de inversare situat în sistemul de antrenare în fața roților de schimbare. Rotația la arborele de antrenare a acestui mecanism este raportată, ca în antrenările de avans longitudinal și transversal, de la ax printr-o angrenare 60:60 sau printr-o legătură de creștere a treptei.
Pentru a configura un actuator pentru filetare tipuri diferite sunt instalate anumite roți interschimbabile și mecanismul Norton este pornit astfel încât arborele de antrenare din acesta să fie fie cel pe care sunt fixate angrenajele conului de viteză 26, ..., 48, fie cel pe care angrenajul culisant 28. este localizat.
4.3.1 Tăierea firelor metrice
Avansul, după cum sa menționat mai sus, trebuie să fie egal cu pasul filetului. Filetele metrice sunt specificate exact în mm. Pentru a regla pentru a obține un filet cu o pasă diferită, raportul de transmisie al legăturii de reglare de antrenare determinantă, care este mecanismul Norton, trebuie schimbat direct proporțional cu modificarea pasului. În acest scop, conul de viteză din mecanismul Norton trebuie să fie condus, ceea ce este asigurat de includerea ambreiajelor M2 și M3. Roțile înlocuibile rămân aceleași ca pentru avansurile de rotire: 42, 95, 50 (i cm1).
Dacă ZUSh este dezactivat (i Zush = 1, viteza axului este de 630-2000 rpm), iar angrenajele sunt incluse în mecanismul de marșarier și grupurile multiplicatoare care oferă rapoarte de transmisie de 1: 1 (adică), apoi cu eliminarea mișcării de la diferite angrenajele conului mecanismului Norton vor furniza alimente:
| angrenaj conic | |||||||
| Depunerea, mm/rev | 6,5 |
Odată cu o scădere a i mn și i vuiet, mărimea furajului va scădea, cu o creștere a i zush - creștere.
În acest din urmă caz, trebuie avut în vedere că atunci când SG este pornit, vitezele axului se modifică, ceea ce înseamnă că este posibilă o situație în care nu se va asigura avansul necesar la o viteză diferită a axului. În unele cazuri, acest lucru poate fi evitat prin comutarea, respectiv, a i mn și i rev. De exemplu, la pornirea i zush = 2 (n sh = 200-630 rpm) și cu aceleași trepte de viteză în alte grupuri, sunt furnizate alimentări:
| angrenaj conic | |||||||
| Depunerea, mm/rev |
Dacă este necesar să se furnizeze avansuri dintr-un interval de 6,5-12 mm / turație la n sh = 200-630 rpm (i zush = 2), atunci ar trebui inclus i mn = 1/2 (sau i roar = 1/2 ).
Notă.
Pe lângă firele metrice, alte fire (de exemplu, trapezoidale, de tracțiune) sunt setate în mm. Setarea pentru tăierea lor se face în același mod.
4.3.2 Filetare modulară
Firele modulare sunt angrenajele melcate ale angrenajelor melcate. Acestea sunt setate nu printr-o treaptă, ci prin modulul m în mm. Pasul filetului este valoarea calculată T = πּm. La configurarea pentru filetarea unui alt modul, avansul (egal cu pasul) trebuie schimbat direct proporțional cu modulul, ceea ce înseamnă că conul angrenajului din mecanismul Norton trebuie să fie condus. Pentru a se asigura că se obține un multiplu de trepte de π (ceea ce nu este cazul firelor metrice), este necesar să se facă modificări corespunzătoare în lanțul cinematic. Aceste modificări constau în montarea altor roți de schimb: 64, 95, 97 (i cm2), al căror raport de transmisie diferă de 0,785=π/4 ori de raportul de transmisie al roților 42, 95, 50 (i cm1).
Astfel, pentru amenajarea pentru tăierea filetelor modulare sunt incluse aceleași cuplaje ca și pentru tăierea filetelor metrice, dar sunt instalate și alte roți interschimbabile.

Tăiere cu filet de 4.3.3 inch
Filetele in inchi nu sunt specificate printr-un pas, ca cele metrice, ci prin numărul de filete (spire) k per inch (1 "≈25,4 mm) din lungimea filetului, adică inversul pasului T, ceea ce înseamnă că avansul ar trebui să se schimbe invers proporțional k.
În acest caz, spre deosebire de setarea pentru filetare metrică, conul mecanismului Norton trebuie antrenat. Pentru a face acest lucru, perechile 37:35 (roțile 35, 37, 35 transmit mișcarea de la angrenajele interschimbabile la arborele angrenajului culisant 28) și 28:35 (roțile 35, 28, 28, 35 transmit mișcarea de la mecanismul Norton la angrenajul de antrenare) trebuie cuplate în cutia de alimentare.arborele grupurilor de angrenaje multiplicatoare); trebuie inclus și cuplajul M5.
4.3.4 Tăierea pasului
Pasul este dat de viermii din sistemul de măsurare în inch. Pasul p este reciproca modulului, dar exprimată nu în 1/mm, ci în 1/inch. Apoi pasul filetului în mm va fi egal cu. Este evident din precedentul că, cu această setare, cutia de alimentare este pornită la fel ca atunci când tăiați fire de centimetri, iar roțile de schimbare sunt setate la fel ca la tăierea firelor modulare.
4.3.5 Realizarea de fire fine sau non-standard
Cu această setare, cutia de alimentare nu este folosită ca corp de tuning, lanțul este scurtat cât mai mult și șurubul este pornit „direct”, conectându-l cu ajutorul cuplajelor M2, M4, M5 la arborele de ieșire. a chitarei de viteze interschimbabile. Mecanismul de marșarier folosește trepte cu un raport de transmisie de 1:1. În chitara cu angrenaje interschimbabile, sunt instalate astfel de roți A, B, C, D (i cm), care vor oferi pasul necesar, și nu cele prezentate în diagramă.
Ecuația de echilibru cinematic pentru acest caz este:
Din ecuație, ținând cont de cele notate, se derivă formula de reglare:
![]() .
.
Conduceri rapide
Aceste acționări vă permit să deplasați rapid întregul etrier în glisiere longitudinale și transversale în direcția transversală, cu viteze, respectiv, v b.prod = 3,4 m/min și v b. pop = 1,7 m/min. Acționările primesc mișcare de la un motor electric separat (n dv.b = 1410 rpm) în modul Jog atunci când butonul din mânerul de activare a avansului este apăsat. Mișcarea rapidă are loc în direcția de alimentare comutată. Pentru a preveni defecțiunile lanțului cinematic în timp ce se transmite simultan rotația lentă arborelui de antrenare prin cutia de alimentare și rotația rapidă de la motorul electric specificat, este instalat un ambreiaj de rulare MO.
deplasările calculate ale verigilor de capăt și ecuația echilibrului cinematic al lanțurilor sunt următoarele:
n dv.b → v b.prod;
n dv.b → v b.pop;
Notă.
În ecuațiile de echilibrare cinematică, modulul de cremalieră și pasul șurubului sunt date în m.
CONTROLUL MAȘINII
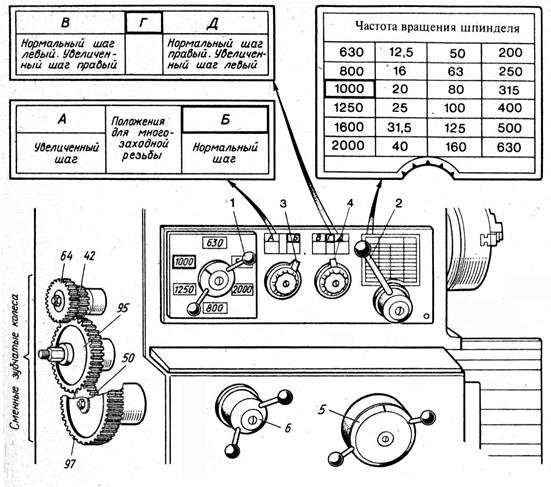
Pentru a porni și opri mașina și acționările sale, schimbați direcția de rotație a axului și mișcarea etrierului, modificați valorile vitezei de rotație și avansurilor, efectuați mișcări manuale ale pieselor în mișcare și efectuați alte acțiuni de control, mașina are comenzile corespunzătoare. Locația lor este prezentată în Fig. patru .
Figura evidențiază următoarele părți ale mașinii, comenzi și părți ale comenzii:
1 - pată;
2, 5 - mânere pentru setarea mașinii la viteza dorită a axului;
3 - mânerul link-ului pentru a crește pasul și hrana;
4 - mânerul mecanismului invers al avansului de tăiere cu șurub;
6 - cartus;
7 - ecran de protectie;
8 - maner pentru deplasarea manuala a saniei superioare (incizale);
9 - mâner pentru fixarea penei contrapuntului;
10 - contrapunctură;
11 - pârghie pentru fixarea contrapuntului pe șine;
12 - comutator principal (liniar);
13 - comutator al electropompei pentru alimentarea fluidului de taiere;
14 - comutator local de iluminat;
15 - ampermetru pentru controlul sarcinii motorului electric principal;
16 - dulap dreapta;
17 - șurub de plumb;
18 - arbore de rulare;
19 - maner pentru a permite miscarile longitudinale si transversale ale etrierului;
20, 26 - mânere pentru pornirea, oprirea și inversarea axului;
21 - stație buton pentru pornirea și oprirea motorului electric principal;
22 - mâner pentru rotirea piuliței despicate (uterină) a șurubului de plumb;
23 - șorț;
24 - mâner pentru deplasarea manuală a glisierei transversale;
25 - roată de mână pentru deplasarea manuală longitudinală a căruciorului etrierului;
27 - piedestal stâng;
28 - tambur de alimentare (mâner pentru setarea vitezei de avans și a pasului filetului);
29 - cutie de alimentare;
30 - mânerul tipului de lucru (alegerea avansului sau a tipului de fir de tăiat).
Orez. 4. Noduri, elemente de antrenare și mecanisme de control ale mașinii mod. 1K62
Includerea unei viteze date (sau de comutare) a axului se realizează cu cutia de viteze oprită, pentru care mânerul 20 sau 26 este setat în poziția de mijloc. În acest caz, ambreiajul M1 (vezi Fig. 3) este setat în poziția neutră, mișcarea nu este transmisă cutiei și frâna interblocata cu acest ambreiaj oprește transmisia acestuia.
Pentru a regla mașina la viteza dorită a axului, este necesar să rotiți mânerul 2 (Fig. 5 și poz. 5 din Fig. 4) până când indicatorul acestuia se aliniază cu coloana de pe tabelul vitezelor de rotație pe care este viteza setată. indicat, iar mânerul 1 (vezi Fig. 5 și poz. 2 din Fig. 4) se fixează astfel încât crestătura de pe discul mânerului să fie orientată spre fereastra cu această frecvență.
Pentru a configura mașina, de exemplu, la o viteză a axului de 1000 rpm, este necesar să deviați mai întâi mânerul 2 (vezi Fig. 5), apoi să îl rotiți la stânga până când indicatorul său se aliniază cu coloana de viteze de rotație 630- 2000 pe masă și instalați mânerul 1, astfel încât riscul de pe discul mânerului să indice fereastra cu numărul 1000. Mânerul 2 se abate de la sine numai atunci când este rotit de un număr de numere 630-2000, în alte cazuri acesta este nu este necesar.
Notă.
Pentru unele modificări ale mașinilor acestui model, mânerul 1 are un membru cu șase secțiuni. La instalarea mașinii, mânerul 1 este rotit până când secțiunea membrului corespunzătoare vitezei setate este aliniată cu săgeata de pe placa index.
Orez. 5. Mânere pentru reglarea vitezei axului și a avansurilor
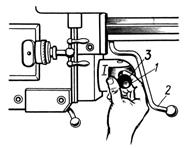
Includerea rotației la dreapta (directă) a axului se realizează de către mânerul 1 (Fig. 6), de la poziția mijlocie I (vezi Fig. 6, a) până la defecțiunea în poziția II (vezi Fig. 6, b). În acest caz, axul se va roti în sens invers acelor de ceasornic când este privit din partea contrapunctului.
 |
a B C)
Orez. 6. Opriți, porniți și inversați axul
Rotirea mânerului 1 din poziția de mijloc I în jos până la defecțiunea în poziția III (vezi Fig. 6, c) rotește axul pe rotirea stângă (în sens invers) (în sensul acelor de ceasornic).
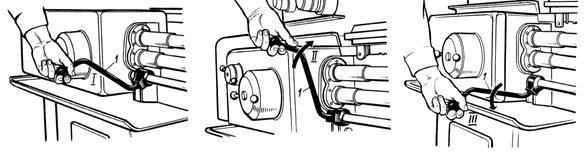
Includerea mișcării longitudinale sau transversale a etrierului se realizează cu un mâner (poz. 19 în Fig. 4; poz. 3 în Fig. 7, 8 și 9), care este mnemonic, adică. mişcarea etrierului se va produce în direcţia în care este rotit mânerul. Când acest mâner este rotit, unul dintre cele patru ambreiaje M6-M9 este pornit (vezi Fig. 3).
 |  |
||
Orez. 7. Pornirea mecanismului etrierului pentru avans longitudinal
Când rotația înainte a arborelui este activată, rotirea mânerului 3 din poziția mijlocie (neutră) I (Fig. 7, a) la stânga până la defecțiunea în poziția II (Fig. 7, b) va activa direct longitudinala. alimentați și mutați etrierul de la dreapta la stânga, adică . de la contrapunc până în faţă. Oprirea avansului longitudinal se realizează prin readucerea mânerului 3 în poziția intermediară (neutră) I.
Mecanismul etrierului este pornit pentru avans longitudinal invers prin deplasarea mânerului 3 din poziția mijlocie I (vezi Fig. 7, a) spre dreapta până când nu ajunge în poziția III (Fig. 7, c).
tabelul 1
| Fire | Poziția mânerului | Fire | Viteza axului | ||||||||||||||
| pas. | 12,5-40 | ||||||||||||||||
| DAR | Zoom Etapa | 2 3 / 4 | 2 1 / 2 | 2 1 / 4 | 1 3 / 4 | 50-160 | |||||||||||
| B | Normă. Etapa | 12,5-2000 | |||||||||||||||
| Filet de 1". | B | Normă. Etapa | 4 1 / 2 | 3 1 / 2 | 3 1 / 4 | 12,5-2000 | |||||||||||
| modulare | DAR | Zoom Etapa | 12,5-40 | ||||||||||||||
| 6,5 | 50-160 | ||||||||||||||||
| 2,75 | 2,5 | 2,25 | 1,75 | 1,5 | 1,25 | 12,5-2000 | |||||||||||
| metric | B | Normă. Etapa | 12,5-40 | ||||||||||||||
| DAR | Zoom Etapa | 50-160 | |||||||||||||||
| B | Normă. Etapa | 5,5 | 4,5 | 3,5 | 12,5-2000 | ||||||||||||
| avans transversal = 0,5 longitudinal | |||||||||||||||||
| 4,16 | 3,8 | 3,48 | 3,12 | 2,8 | 2,42 | 2,28 | reprize | DAR | LA | 50-160 | |||||||
| 2,08 | 1,9 | 1,47 | 1,56 | 1,4 | 1,21 | 1,14 | B | D | |||||||||
| 1,04 | 0,95 | 0,87 | 0,78 | 0,7 | 0,61 | 0,57 | B | G | 0,52 | 0,47 | 0,43 | 0,39 | 0,34 | 0,3 | 0,28 | 12,5-2000 |
| 1 1 / 2 | 1 1 / 4 | pas. | DAR | Zoom Etapa | 2 3 / 4 | 2 1 / 2 | 2 1 / 4 | 1 3 / 4 | 12,5-40 | ||||||||
| 3 1 / 2 | 50-160 | ||||||||||||||||
| B | Normă. Etapa | 12,5-2000 | |||||||||||||||
| Filet de 1". | Normă. Etapa | 12,5-2000 | |||||||||||||||
| modulare | DAR | Zoom Etapa | 6,5 | 12,5-40 | |||||||||||||
| 5,5 | 4,5 | 3,5 | 3,22 | 50-160 | |||||||||||||
| 0,5 | B | Normă. Etapa | 12,5-2000 | ||||||||||||||
| metric | DAR | Zoom Etapa | 12,5-40 | ||||||||||||||
| 50-160 | |||||||||||||||||
| 2,5 | 1,75 | B | Normă. Etapa | 1,5 | 1,25 | 12,5-2000 | |||||||||||
| avans transversal = 0,5 longitudinal | avans transversal = 0,5 longitudinal | ||||||||||||||||
| 4,16 | 3,8 | 3,48 | 3,12 | 2,8 | 2,28 | DAR | LA | 200-630 | |||||||||
| 0,26 | 0,23 | 0,21 | 0,195 | 0,17 | 0,14 | B | G | 0,13 | 0,12 | 0,11 | 0,097 | 0,084 | 0,074 | 0,07 | 12,5-2000 |
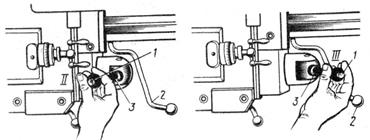
Mecanismul de avans încrucișat al etrierului este pornit prin rotirea mânerului 3 din poziția mijlocie I (vezi Fig. 7, a) în poziția IV (Fig. 8, a) sau V (Fig. 8, b), respectiv, pentru depunere directă (pe piesă) sau inversă. Pentru a opri alimentarea transversală, mânerul 3 revine în poziția de mijloc (neutru).
Pentru a muta rapid etrierul, este necesar să rotiți mânerul 3 în conformitate cu direcția de mișcare selectată și să apăsați butonul 1 din mânerul 3 cu degetul mare al mâinii drepte (Fig. 8, c). Aceasta pornește (vezi fig. 2) ambreiajul corespunzător din șorț și motorul unității de deplasare rapidă.
Mânerele 3,4,5,6 sunt folosite pentru a seta mașina la avansul sau filetul necesar (vezi Fig. 5).
 |
a B C)
 |  |
||
Orez. 8. Pornirea mecanismului etrierului
SI ÎMPLINIREA LOR
În munca de laborator, de exemplu, sunt luate în considerare metode de montare a unei mașini pentru prelucrarea suprafețelor conice.
Orez. 10. Întoarcerea suprafețelor conice scurte
Orez. 11. Rotirea conicilor cu glisiera superioară a etrierului rotită
3) Determinați unghiul de rotație al glisierei superioare conform desenului conului prelucrat
unde D, d, l sunt diametrele mai mari și mai mici și lungimea conului.
4) Rotiți placa rotativă 3 a glisierei superioare la unghiul de conicitate dorit α. Când partea superioară a conului 2 este îndreptată către contrapunctură, placa rotativă B cu freza 1 este întoarsă de la sine, numărând unghiul de rotație pe scara (vernier) B (Fig. 11, a). Dacă vârful conului este întors spre ax, atunci sania etrierului este rotită în sens opus (Fig. 11, b).
5) Întoarceți-vă suprafata conica(preliminar și final), rotind șurubul culisului superior al etrierului cu ambele mâini (Fig. 11, c) în sensul acelor de ceasornic.
6) Verificați unghiul conului cu un goniometru universal (Fig. 11, d) sau cu manșonul de limită V (Fig. 11, e).
Orez. 12. Scheme de amenajare a unui utilaj pentru prelucrarea conurilor
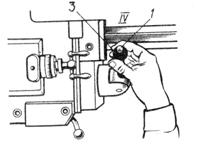
Orez. 13. Controlul deplasării corpului capului prin vernier și riglă
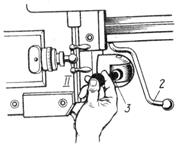
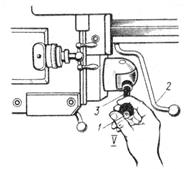
- deplasarea corpului contrapuntului de-a lungul brațului șurubului de alimentare în cruce. Întoarceți tăietorul 1 (Fig. 14, a) și fixați-l în suportul tăietorului cu partea din spate. Extindeți cana 2 a contrapuntului. Atașați o bandă subțire de hârtie 3 (sau o sondă) pe pană și aduceți tăietorul la ea, astfel încât să puteți îndepărta liber hârtia. Pe cadranul de avans transversal, deplasați cuțitul departe de cană cu valoarea H a deplasării corpului contrapuntului. Deplasați carcasa contrapuntului astfel încât banda de hârtie 3 să fie prinsă ca înainte;
- deplasarea corpului contrapunctului conform indicatorului. Fixați indicatorul 4 în suportul sculei (Fig. 14, b). Deplasați indicatorul până când tulpina A se potrivește perfect în pană. Setați cadranul indicator la<0>. Mutați corpul contrapuntului la valoarea necesară conform indicațiilor scalei indicatorului.
Notă.
Utilizarea unui centru din spate mobil (Fig. 14, c) vă permite să nu deplasați corpul contrapuntului. Dar din moment ce cu această metodă, ca și cu cele anterioare, sarcina esteîn decalajul centrului contrapuntului, nu este recomandabil să se evidențieze metoda ca fiind una independentă, deși formal nu se încadrează în titlul acestui paragraf.
Prin intermediul tijei conice a corpului 1, structura este instalată în suportul contrapunctului. Pentru a efectua reglarea, este necesar să: deplasați glisiera 3 cu ajutorul șurubului de reglare 2 împreună cu centrul 4 însuși de-a lungul ghidajelor A ale corpului cu cantitatea H departe de dvs. sau spre dvs., în funcție de locația vârfului conului care se prelucrează, controlând cantitatea de deplasare pe o scară cu diviziunile Г; fixați sania cu șuruburi B.
Centrul 4 (ca și alții, mai simplu, folosit atunci când se lucrează cu o contrapunctură decalată) are un blat superior B, care reduce uzura din cauza nepotrivirii dintre axele piesei și centre.
3) Instalați piesa de prelucrat la centrele capului și contracopii și mandrina de antrenare.
4) Opriți suprafața conică.
 |
a B C)
Orez. 14. Modalități de control al deplasării corpului contrapuntului
Această metodă de prelucrare a conurilor lungi este utilizată pe scară largă, deoarece. nu necesita dispozitive suplimentare si poate fi realizat pe orice strung. Principalul dezavantaj al metodei este că centrele mașinii, atunci când contrapunctul este deplasat, sunt situate în găurile centrale ale piesei cu un urzeală, ca urmare a faptului că există o uzură crescută și neuniformă a suprafețelor piesei. gaura si centrul. Ca urmare, dacă piesa, după rotirea conului cu contrapunta deplasată, este așezată pe centre fixate în mod normal și piesa sa cilindrică este prelucrată, axele acestei piese și ale piesei conice prelucrate anterior nu vor coincide. În acest sens, ar trebui să faceți mai întâi strunjirea brută a părții conice a piesei, apoi degroșați și finisați partea cilindrică, apoi terminați partea conică.
PROIECTAREA RAPORTULUI
universal strung de debitat 1K62.
Strung de tăiere cu șuruburi 1K62 este mașină universalăși este proiectat pentru a efectua o varietate de operații de strunjire, inclusiv tăierea filetelor din stânga și din dreapta: metric, inch, modular, pas și helix arhimedian cu pas de 3/8 "", 7/16"", 8, 10 și 12 mm .
Strung de tăiere cu șuruburi 1K62 poate fi folosit pentru prelucrarea pieselor călite, deoarece axul mașinii este montat pe rulmenți speciali care îi asigură rigiditatea. Strunjirea unei varietăți de materiale poate fi efectuată cu sarcină de impact fără a modifica precizia de prelucrare.
Puterea mare a motorului principal al mașinii, rigiditatea și rezistența ridicată a tuturor legăturilor lanțurilor cinematice ale mișcării și avansurilor principale, rezistența la vibrații, o gamă largă de viteze și avansuri fac posibilă efectuarea de tăiere de înaltă performanță cu carbură. și scule mineralo-ceramice pe un strung de șurub 1K62.
Mașina 1K62 se referă la strunguri frontale, de exemplu. permite prelucrarea pieselor relativ scurte de diametru mare.
Design fascicul spate strung permite deplasarea transversală, astfel încât mașina să poată prelucra conuri blânde. Este posibil să conectați grinda din spate și partea inferioară a etrierului utilizând o blocare specială, care este uneori necesară la găurirea grinzii din spate și la utilizarea mișcării mecanice a grinzii de la etrier.
Pe strungul 1K62 pot fi instalate următoarele suporturi fixe: mobile, al căror diametru de instalare este de 20-80 mm, și fixe, cu diametrul de instalare de 20-130 mm.
Angrenajele folosite pentru a transmite mișcarea de la capul la cutia de viteze sunt înlocuibile pe mașina 1K62.
Mișcarea longitudinală a căruciorului mașinii 1K62 poate fi limitată de un opritor special montat pe raftul frontal al patului. Astfel, cu opritorul instalat, viteza de deplasare a etrierului nu poate depasi 250mm/min.
Diametrul maxim al piesei de prelucrat atunci când este instalată deasupra patului este de 400 mm. Diametrul maxim al unei bare care poate fi prelucrată pe un strung 1K62 este de 45 mm. Mașina 1K62 are 23 de viteze ale axului (minim - 12,5 rpm, maxim - 2000 rpm).
Ca motor principal a fost folosit un motor asincron cu o cușcă de veveriță cu o putere de 10 kW la o viteză de 1450 rpm. Reglarea vitezei axului, precum și a valorilor angrenajelor longitudinale și transversale ale etrierului, se realizează prin comutarea treptelor de viteză ale cutiei de viteze (se folosesc diferite butoane de control pentru a regla viteza axului și avansurile etrierului). ).
Pentru a asigura mișcarea rapidă a etrierului în strungul de șurub 1K62, este utilizat un motor asincron suplimentar. Puterea sa este de 1,0 kW la o viteză de rotație de 1410 rpm.
Strung 1K62 echipat cu relee termice care protejează motoarele de suprasarcini prelungite, precum și siguranțe care protejează împotriva scurtcircuitelor.
Caracteristicile de proiectare ale strungului 1K62 (se distinge prin fiabilitate, durabilitate, rezistență la vibrații, echipat cu o unitate principală de putere mare) fac posibilă utilizarea mașinii în mod egal atât pentru tăierea de mare viteză, cât și pentru tăierea electrică.
În proiectarea strungului 1K62 sunt prevăzuți rulmenți speciali pentru instalarea axului, ceea ce asigură rigiditatea necesară și precizia ridicată la prelucrarea pieselor de prelucrat. Conform GOST 8-82, strungul 1K62 aparține clasei de precizie H. Precizia de prelucrare va fi asigurată chiar și în modul de încărcare șoc.
Strungul 1K62, datorită combinației excelente de calitate și fiabilitate a muncii, precum și nepretențioșii în timpul întreținerii, este unul dintre cele mai populare în producția la scară mică și dintr-o singură piesă.
Strungul poate folosi o mandrina cu trei fălci cu autocentrare cu un diametru de 250 mm sau o mandrina cu patru fălci cu un diametru de 400 mm.
Modelul de bază al seriei este strungul universal de șurub 1K62D, care este un prototip îmbunătățit al mașinii 1K62 care s-a dovedit în multe țări ale lumii, produs anterior de uzina Krasny Proletarian.
Strungul de șurub 1K62 se remarcă printr-o combinație excelentă de calitate a muncii și nepretențiozitate în întreținere.
Caracteristicile tehnice ale strungului de șurub 1K62.
|
Denumirea parametrilor |
Unitate. |
Cantitati |
|
Clasa de precizie | ||
|
Cel mai mare diametru al piesei prelucrate deasupra patului | ||
|
Cel mai mare diametru al piesei prelucrate peste suport | ||
|
Cea mai mare lungime a piesei prelucrate | ||
|
Dimensiunea conului interior în ax |
Morse 6 M80* |
|
|
Capătul axului conform GOST 12593-72 | ||
|
Diametrul găurii axului | ||
|
Cea mai mare masă a piesei de prelucrat instalate | ||
|
Fixat într-un cartuş | ||
|
fixate în centre | ||
|
Numărul de trepte de viteză a axului | ||
|
direct | ||
|
Verso | ||
|
Limitele de viteză ale axului | ||
|
direct | ||
|
Verso | ||
|
Numărul de trepte de alimentare de lucru | ||
|
Longitudinal | ||
|
transversal | ||
|
Limite de alimentare de lucru | ||
|
Longitudinal | ||
|
transversal | ||
|
Numărul de fire de tăiat | ||
|
Metric | ||
|
inch | ||
|
Modular | ||
|
Pitchevyh | ||
|
Spirala arhimediană | ||
|
Limitele pasului filetului | ||
|
inch |
fir/inch | |
|
Metric | ||
|
Modular | ||
|
Pitchevyh | ||
|
Spirala arhimediană |
3/8”, 7/16” |
|
|
Spirala arhimediană | ||
|
Cuplu maxim | ||
|
Cea mai mare mișcare a penei | ||
|
Deplasarea laterală a corpului | ||
|
Cea mai mare secțiune a tăietorului | ||
|
Dimensiunile mașinii |
2812x1166x1324 |
|
|
Greutatea mașinii | ||
|
Puterea motorului de antrenare principal | ||
|
Puterea motorului electric de antrenare a mișcărilor rapide ale unui suport |
0,75 sau 1,1 |
|
|
Puterea pompei de racire |
Pașaportul unui strung de șuruburi 1K62.
Acest manual de instructiuni „Strung universal 1K62” contine informatii necesare atat pentru personalul de intretinere al acestei masini, cat si pentru angajatul direct implicat in lucrarea la aceasta masina. Acest manual este o versiune electronică în format PDF, versiunea originală pe hârtie. Această documentație conține Pașaportul și Manualul (instrucțiuni) pentru funcționarea strungului universal de șuruburi 1K62. Conținutul acestei documentații:
DESCRIERE TEHNICA
MANUAL DE UTILIZARE
PASAPORTUL
Scopul și domeniul de aplicare al mașinii
Compoziția mașinii
Dispozitivul și funcționarea mașinii și a componentelor sale
Echipament electric
Sistem de lubrifiere
Specificarea măsurilor de securitate
Comanda de instalare
Setare, reglare și moduri de funcționare
Regulament
Dispunerea rulmentului
Informatii generale
Principalele date tehnice și caracteristici
Informații despre reparații
Informații despre modificările aduse aparatului
Conținutul livrării
Certificat de acceptare
certificat de conservare
Certificat de ambalare
garanții
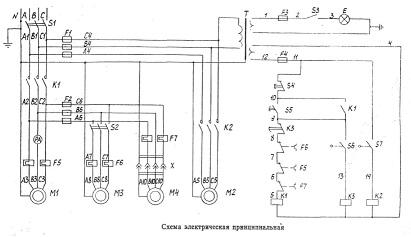
Circuitul electric al unui strung de șurub 1K62.
Schema circuitului electric a unui strung universal de șuruburi este prezentată în următoarea figură:
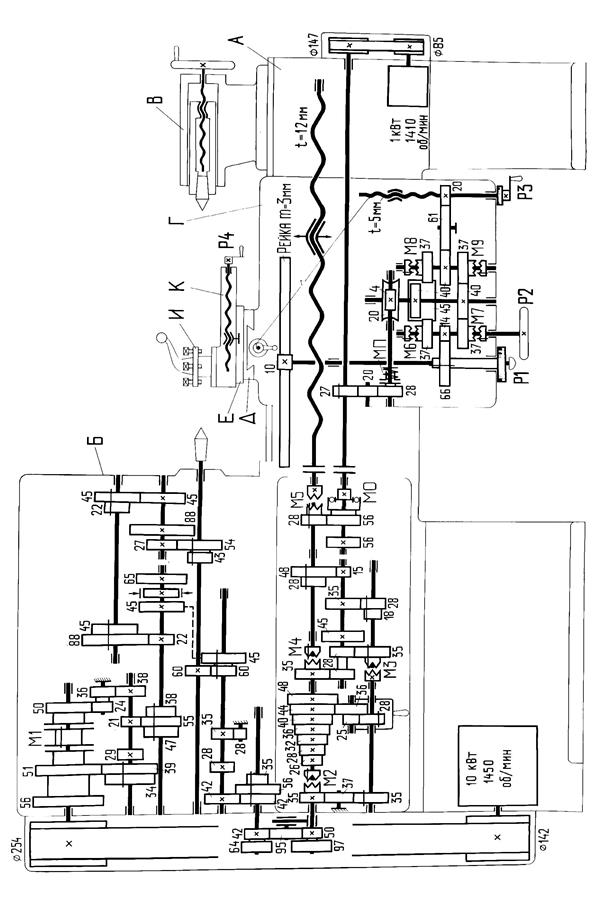
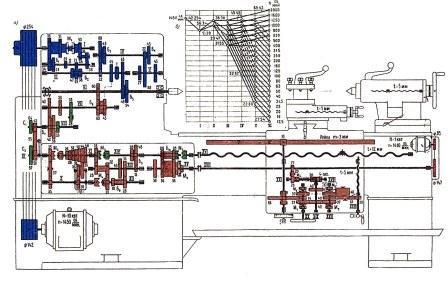
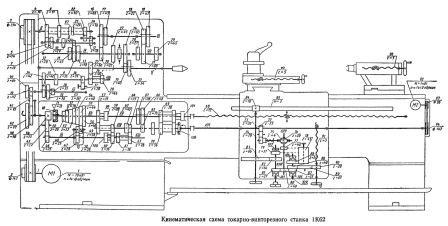
Schema cinematică a strungului universal de șuruburi 1K62.
Schema cinematică a strungului universal de șuruburi 1K62 este prezentată în următoarele figuri:
Strungul de șurub 1K62 a fost cea mai comună mașină de prelucrare a metalelor din URSS. Caracteristicile sale tehnice au făcut posibilă lucrul cu tot felul de piese de prelucrat de aproape toate dimensiunile standard.
1
Strungul de surub care ne interesează nu a fost produs de mai bine de 40 de ani. În același timp, unitățile 1K62 sunt încă în funcțiune la micile întreprinderi de prelucrare a metalelor specializate în producția de diverse piese în loturi mici. Popularitatea acestui echipament se datorează lipsei de pretenții în întreținere și fiabilității în utilizare. În plus, caracteristicile tehnice ale unității 1K62 garantează calitate superioară efectuarea diferitelor lucrări de strunjire. De asemenea, este important ca pe el să poată fi prelucrate produse din metal întărit.
Mașină 1K62
Această posibilitate se datorează prezenței rulmenților de design special utilizați pentru montarea axului mașinii. Aceste elemente sunt cele care asigură o rigiditate sporită a echipamentului de tăiere a șuruburilor descris. În prezent, întreprinderile interne și străine produc diverși analogi ai 1K62. Cele mai multe dintre acestea au același design. Și de la 1K62 diferă prin caracteristici tehnice mai bune. Industria rusă de prelucrare a metalelor folosește următoarele modele de mașini-unelte avansate:
- MST1620M (fabricat la uzina MZOR din Minsk);
- TV-380K (uzina Savelovsky din Kimry);
- CD6140A, BJ1630G, CS6240, CS6140, CA6240A (producători chinezi);
- KA-280 (Verkon în Kiev);
- 16V20 (plantă din Astrakhan);
- 16D20P (Kazahstan);
- ZhA-805 (Zhytomyr);
- Samat 400 (Samara SVZS);
- CU402, C400TM (usine din Bulgaria).
1K62, precum și unitățile de mai sus, vă permit să tăiați orice tip de filet, de la inch simplu și metric, la spirală (așa-numita arhimedeană) cu pasul necesar (8–12 mm, 3/8–7/16 inch) ). Pentru a schimba pasul filetului în mașină, sunt utilizate diferite mecanisme - roți de chitară, module Norton și roți de legătură cu angrenaj.
2
Pașaportul unității descrie toate caracteristicile tehnice cheie ale echipamentului de prelucrare a metalelor 1K62. În conformitate cu acest document, mașina poate efectua operațiuni de strunjire cu piese de prelucrat cu o greutate de până la 1500 kg. Există o mică nuanță aici. Piesele cu o greutate de 500-1500 kg sunt prelucrate exclusiv în centrele mașinii, cântărind până la 500 kg - în mandrina. Lungimea piesei de prelucrat în acest caz poate ajunge la 200 cm, iar secțiunea transversală maximă a acesteia este de 22 cm (deasupra suportului) sau 40 cm (deasupra patului). Conform standardului de stat 8-82, unitatea este clasificată ca categoria de precizie H. Aceasta înseamnă că mașina face posibilă aplicarea unor sarcini de șoc pieselor fără a pierde calitatea procesării acestora.

Masina la lucru
După cum sa menționat, axul 1K62 este montat pe rulmenți. Datorită rigidității ridicate a structurii, mașina poate folosi unelte moderne din ceramică minerală și carbură, care sunt utilizate pe scară largă astăzi. Astfel de dispozitive sunt utilizate în cazurile în care este necesar să se efectueze tăierea de înaltă performanță a pieselor de prelucrat din diferite metale. Orificiul din ax are o secțiune transversală de 47 mm. Acest lucru vă permite să lucrați cu bare cu diametre de până la 45 mm. Principalele caracteristici ale axului sunt:
- dimensiunea conului (internă) - Morse 6;
- frecvențele de mișcare înainte și numărul de pași - până la 2000 rpm și 24, înapoi - până la 2420 rpm și, respectiv, 12;
- terminare - 6K (conform standardului 12593).
Suportul unității de tăiere a șuruburilor oferă capacitatea de a tăia filete cu pas de 37, 20 modulare, 38 inci și 44 metrice cu limite de pas de 1–96, 0,5–48, 2–24, respectiv 1–192. Un opritor special poate fi instalat pe mașină. Se montează pe cadru în față (pe un raft separat) și vă permite să limitați viteza de deplasare a etrierului la 25 cm/min (adică mișcarea transversală). Dacă opritorul nu este instalat, mașina funcționează în modul de tăiere rapidă a metalelor. În acest caz, etrierul se deplasează cu o viteză de 1,7 m/min în sens transversal și 3,4 m/min în direcția longitudinală.
Transportul echipamentului în cauză are o cursă maximă de cel mult 192 cm.Avansele de lucru ale etrierului sunt limitate la 0,035–2,08 mm / turație (mișcare transversală) și 0,07–4,16 (longitudinală). Numărul de pași de alimentare în acest caz este de 49 în orice direcție. Notă! Secțiunea inferioară a etrierului poate fi conectată la grinda din spate a mașinii. Această oportunitate este de mare importanță. Permite deplasarea (mecanica) a fasciculului direct de la etrier. Fixarea temporară a acestor noduri se realizează prin intermediul unei conexiuni speciale de blocare.
Pașaportul echipamentului conține informații că strungul de șurub 1K62 poate folosi două tipuri de mandrine cu autocentrare - cu patru fălci și cu trei fălci.
Secțiunea transversală a primului este de 40 cm, a doua - 25 cm.Unitatea, în plus, funcționează cu două lunete. Unul dintre ele este nemișcat (valoarea instalării sale este de la 2 la 13 cm), al doilea este mobil (de la 2 la 8 cm). Prin toate acestea caracteristici de proiectare 1K62 este utilizat în mod activ atât pentru prelucrarea cu putere, cât și pentru prelucrarea de mare viteză a pieselor de prelucrat. Adăugăm că greutatea totală a mașinii este de 2140 kg, iar aceasta dimensiuniîn milimetri, următoarele sunt 1324 (înălțime), 1166 (lățime), 2812 (lungime).
3
Motorul asincron cu cușcă de veveriță AO2-52-4F este responsabil pentru funcționarea unității principale 1K62. Viteza sa este de 1450 rpm, puterea este de 10 kW. Motorul este furnizat cu o siguranță PP-1. Acest dispozitiv întrerupe alimentarea cu energie a mașinii în cazul unui scurtcircuit. Protecția zero a motorului principal este asigurată de bobina KG montată pe contactor. Oprește motorul când tensiunea de la rețea scade cu 50% din valoarea standard.
Strung 1K62
Motorul este protejat de suprasarcină printr-un releu termic. Deschide automat circuitul de lucru. Puteți reveni la lucru la mașină după ce releul a fost activat numai după 2 minute. Pentru a face acest lucru, trebuie să găsiți butonul situat sub capul (pe spatele strungului) pe capacul nișei și să îl apăsați. Pornirea motorului principal se face prin butonul corespunzător. Rețineți că atunci când aparatul funcționează, nu poate fi apăsat din nou. Motorul este oprit de butonul Stop.
1K62 este echipat cu trei motoare suplimentare:
- PA-22 - pentru pompa de racire, puterea acesteia este de 0,125 kW;
- AOL2-22-6F - pentru o centrală hidroelectrică (1 kW);
- AOL2-12-4F - pentru mișcări rapide (0,8 kW).
Pompa de răcire poate fi pornită numai când motorul principal este pornit. Pentru a face acest lucru, trebuie să setați VP-2 (comutatorul de pachet al unității) în modul punct alb. Pompa este oprită prin comutarea VP-2 în modul Red Dot. Viteza de rotație a motorului asincron pentru stația hidraulică 1K62 este de 1410 rpm.
Echipamentul electric funcționează de la 380 V. Este imperativ să izolați firul neutru al mașinii sau să împămânțiți unitatea într-un circuit orb. Circuitul de alimentare al echipamentului funcționează la 3–50 Hz, iar circuitul de control funcționează la 50 Hz (aceeași frecvență este necesară pentru a porni circuitul de iluminat al instalației).


