Abecedný katalóg
V súčasnosti pri spracovaní dielov na rôznych frézovacích a vyvrtávačky, v podmienkach hlavnej a opravárenskej výroby sa používa špeciálny nástroj. Jedným z týchto zariadení je nudná fréza. Používa sa na vytváranie otvorov veľkých a malých priemerov do rôznych hĺbok. Toto vyvrtávanie sa používa v častiach automobilového priemyslu, všeobecného strojárstva a prístrojovej techniky (skrinky ozubených kolies, vložky valcov, podpery ložísk atď.). 
Dizajn frézy
Tvorí ho karbidová tyč zaletovaná do oceľovej stopky, ktorá má plochú pracovnú časť. V súčasnosti existuje veľa nových modelov tohto zariadenia. Vďaka inováciám v týchto nástrojoch sa výrazne zlepšil odvod triesok z vyvrtávacej zóny. V každom prípade má však vyvrtávacia fréza tyč a pracovnú časť - hlavu. Preto dizajn tohto nástroja nie je zložitý.  Tyč má obdĺžnikovú alebo okrúhlu časť. Býva vyrobený z kvalitného karbónu 45. Zadná strana drieku slúži na upevnenie v tŕni a hlava je na montáž reznej časti, ktorá je podľa veľkosti a úpravy vo forme platničky alebo vložky a je vyrobený z P9, P18, P6M5. O niečo menej bežné sú tieto prvky z tvrdej zliatiny (VK8, T5K10, T15K6) alebo minerálnej keramiky.
Tyč má obdĺžnikovú alebo okrúhlu časť. Býva vyrobený z kvalitného karbónu 45. Zadná strana drieku slúži na upevnenie v tŕni a hlava je na montáž reznej časti, ktorá je podľa veľkosti a úpravy vo forme platničky alebo vložky a je vyrobený z P9, P18, P6M5. O niečo menej bežné sú tieto prvky z tvrdej zliatiny (VK8, T5K10, T15K6) alebo minerálnej keramiky. 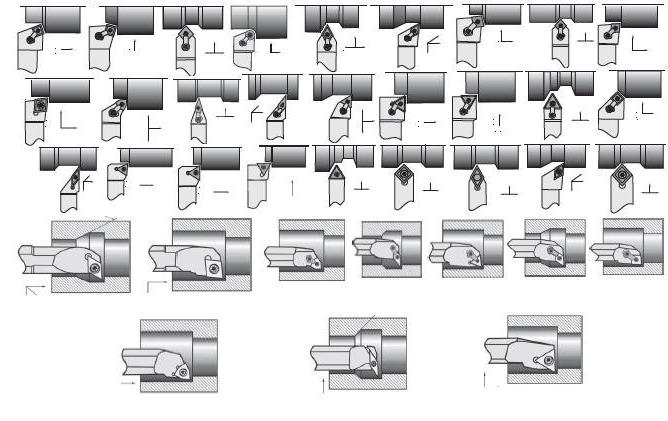
Vyvrtávanie frézy - ostrenie
Tento proces nie je ťažký, ak máte špeciálne vybavenie. Toto sa vykonáva na Výsledkom je požadovaná geometria rezu. Hlava tohto nástroja sa brúsi spolu s reznou doskou. Vytvára sa predný, zadný a pôdorysný uhol. Výber geometrie nástroja sa vykonáva s prihliadnutím na vlastnosti spracovávaného materiálu a režimy spracovania.
Vlastnosti procesu
Špecifikom vyvrtávania, najmä malých priemerov, je náročné odstraňovanie triesok. Práca sa vykonáva v uzavretom priestore, triesky sa hromadia, odrážajú, v dôsledku toho sa sťažuje proces rezania, zhoršuje sa odvod tepla a môže dôjsť k poškodeniu opracovaného povrchu. Na vyriešenie tohto problému odoberá teplo a umýva triesky do špeciálnych drážok na lámanie triesok na prednej ploche reznej časti frézy. To je v tomto prípade dôležité. Uvedená drážka je studňa so zaobleným dnom. V dôsledku použitia prvkov na lámanie triesok je možné vyhnúť sa tvorbe odtokových triesok, ktoré sú votkané do „fúzov“ a blokujú činnosť nástroja, v dôsledku čoho môže vyvrtávacia fréza zlyhať. 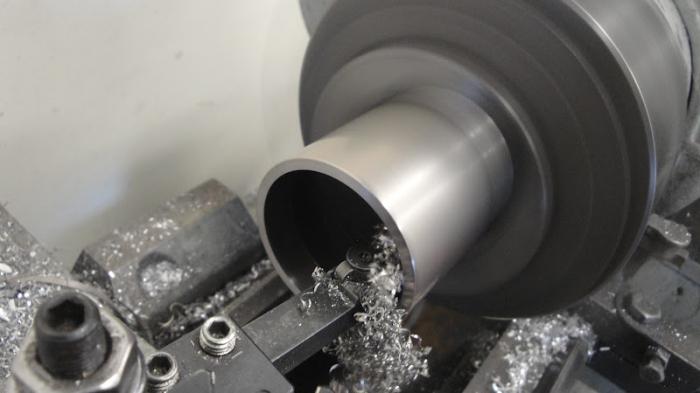
Montáž prípravku
V tŕňoch s objímkami je inštalovaná vyvrtávacia fréza na inštaláciu zodpovedajúceho profilu držiaka. Oni sú odlišné typy. Majú tiež kužeľovú stopku podľa GOST. Vyvrtávacia fréza je upevnená mechanicky. Pri spracovaní hlbokých otvorov alebo malých priemerov sa používajú tŕne adaptérov. Vyberajú sa tak, aby sa dali inštalovať do kužeľa vretena stroja. Krátke konzolové tŕne umožňujú nastaviť dve frézy súčasne a pracovať ako kombinovaný nástroj, čo zvyšuje produktivitu pri dokončovaní veľkých otvorov. V tomto prípade je to pohodlné. Spracovanie otvorov sa tiež vykonáva na univerzálne stroje kde sa uplatňuje nuda. Od bežného určeného nástroja sa líši veľkosťou držiaka a spôsobom upevnenia. Tŕň sa tu nepoužíva. Stopka frézy má masívny prierez (25x25, 32x25, 40x40 mm) a je upevnená v držiaku nástroja skrutkami.
Vlastnosti materiálov nástrojov Rezné nástroje pracujú v podmienkach výrazného silového zaťaženia, vysoké teploty , trenie a opotrebovanie. Nástrojové materiály preto musia mať určité prevádzkové a fyzikálno-mechanické vlastnosti. Materiál reznej časti nástroja má vysokú tvrdosť a vysoké hodnoty prípustných napätí v ohybe, ťahu, tlaku a krútení. Tvrdosť reznej časti nástroja musí výrazne prevyšovať tvrdosť materiálu obrobku. Uhlíkové nástrojové ocele obsahujú 1,0 ... 1,3 % C. Na výrobu nástrojov sa používajú vysokokvalitné ocele U10A, U11A, U13A. Ocele majú po tepelnom spracovaní červenú tvrdosť 200–240 °C. Pri tejto teplote tvrdosť ocele prudko klesá a nástroje nemôžu vykonávať prácu rezania. Prípustné rýchlosti rezania nepresahujú 0,2...0,3 m/s. Z týchto ocelí sa vyrábajú závitníky, matrice, pílové listy, vrtáky a záhlbníky malých priemerov. Legované nástrojové ocele sú uhlíkové nástrojové ocele legované chrómom, volfrámom, vanádom, kremíkom a inými prvkami. Legované ocele majú po tepelnom spracovaní červenú tvrdosť 220...260 °C. Oproti uhlíkovým legovaným oceliam majú zvýšenú húževnatosť v kalenom stave a vyššiu prekaliteľnosť, menší sklon k deformácii a praskaniu pri kalení. Prípustná rýchlosť rezania 0,25…0,5 m/s. Na výrobu preťahovačiek, vrtákov, závitníkov, zápustiek, výstružníkov sa používajú ocele 9X VG, KhVG, KhG, 6XC, 9XC. Rýchlorezné ocele obsahujú 5,5 ... ,19 % W, 0,7 ... 1,2 % C; 2 ... 10% Co a V. Na výrobu nástrojov sa používajú ocele R9, R12, R18, R6M3, R6M5, R9F5, R14F2, R9K5, R9K10, R10K5F2. Vo všetkých rýchlorezných oceliach je hmotnostný podiel chrómu 4%, preto písmeno X nie je uvedené v označení značky. Rezný nástroj vyrobený z rýchloreznej ocele má po tepelnom spracovaní červenú tvrdosť 600 ... 640 ° C a má zvýšenú odolnosť proti opotrebeniu, takže môže pracovať pri rýchlosti rezania až 2 m / s. Na úsporu rýchlorezných ocelí je rezný nástroj vyrobený prefabrikovaný alebo zváraný. Rezná časť nástroja je vyrobená z rýchloreznej ocele, ktorá je privarená alebo mechanicky spojená so spojovacím dielom z konštrukčných ocelí 45, 50, 40X. Tvrdé zliatiny zahŕňajú nástrojové materiály pozostávajúce z vysoko tvrdých a žiaruvzdorných karbidov volfrámu, titánu, tantalu, spojených kovovým spojivom. Tieto materiály sa vyrábajú práškovou metalurgiou. Karbidové prášky sa zmiešajú s kobaltovým práškom, lisujú a spekajú pri 1400 °C. ...1550 °C. Počas spekania kobalt rozpúšťa časť karbidov a taví sa. V dôsledku toho sa získa hustý materiál, ktorého štruktúra pozostáva z 80 ... 85% karbidových častíc spojených spojivom. Tvrdé zliatiny sa používajú vo forme dosiek určitého tvaru a veľkosti, ktoré sú rozdelené do troch skupín: - volfrám - VK2, VK3, VK3M, VK8 atď.; - titán-volfrám - T30K4, T15K6, T14K8, T5K10, T5K12V; - titán-tantal-volfrám - TT7K12, T10K8B. Dosky z tvrdej zliatiny majú vysokú odolnosť proti opotrebeniu a červenú tvrdosť (800....1250 °C), čo umožňuje rezanie pri rezných rýchlostiach až 15 m/s. Doštičky sa pripájajú k držiakom alebo telám nástrojov medenými, mosadznými spájkami alebo sa upevňujú mechanicky. Medzi supertvrdými materiálmi (STM) sú najpoužívanejšie materiály na báze kubického bóru sodíka (Elbor, Hexanit - R, Cyborit atď.). Vyrábajú sa vo forme dosiek rôznych geometrických tvarov, ktoré sú vybavené reznými nástrojmi. STM sa používa na jemné, jemné sústruženie a frézovanie kalených ocelí a liatiny. Nástrojové keramické materiály možno rozdeliť do skupín, ktoré sa líšia chemické zloženie, spôsob výroby a oblasti racionálneho využitia. Oxidová „biela“ keramika, pozostávajúca z Al2O3 s legovacími prísadami MgO, ZrO2 a pod., sa používa na konečnú úpravu a polodokončovanie nekalených ocelí a sivej liatiny s reznými rýchlosťami do 15 m/s. Oxidokarbidová „čierna“ keramika, pozostávajúca z Al2O3, TiC, ZrO2 a iných karbidov žiaruvzdorných kovov, sa používa na spracovanie kujných, vysokopevnostných a chladených modifikovaných liatin a kalených ocelí. Keramika na báze nitridu kremíka sa používa na polodokončovanie liatiny. Na to, aby bol nástroj odolný voči zodpovedajúcim deformáciám pri procese rezania, sú potrebné vysoké pevnostné vlastnosti a dostatočná viskozita materiálu umožňuje absorbovať rázové dynamické zaťaženie. Nástrojové materiály musia mať vysokú červenú tvrdosť (tepelnú odolnosť), t.j. schopnosť udržať si tvrdosť pri zahrievaní. Červená tvrdosť sa hodnotí teplotou, pri ktorej dochádza k prudkému poklesu tvrdosti materiálu. Najdôležitejšia charakteristika materiál reznej časti nástroja slúži na odolnosť proti opotrebovaniu. Čím vyššia je odolnosť proti opotrebeniu, tým pomalšie sa nástroj opotrebováva a tým je jeho rozmerová stálosť vyššia. To znamená, že obrobky obrábané postupne tým istým nástrojom budú mať minimálny rozptyl v rozmeroch obrobených plôch. Materiály na výrobu nástrojov by mali mať, pokiaľ je to možné, najmenšie percento vzácnych prvkov. Nasledujúce materiály spĺňajú všetky vyššie uvedené požiadavky v tej či onej miere: nástrojové ocele, tvrdé zliatiny, syntetické supertvrdé a keramické materiály, abrazívne a diamantové materiály.
Na sústruhoch sa vyvrtávajú otvory vyvrtávacími frézami (obr. 118). V závislosti od typu vyvŕtaného otvoru existujú: vyvrtávacie frézy pre priechodné otvory (obr. 118, a) a vyvrtávacie frézy pre slepé otvory (obr. 118, b). Tieto rezáky sa navzájom líšia v hlavnom uhle v zmysle f. Pri vŕtaní cez otvory (obr. 118, a) je hlavný uhol z hľadiska f \u003d 60 °. Ak je slepý otvor vyvŕtaný s rímsou 90 °, potom hlavný uhol v zmysle f \u003d 90 ° (obr. 118, b) a fréza funguje ako tvrdopriechodná alebo f = 95 ° (obr. 118 , c) - fréza pracuje s pozdĺžnym posuvom ako pretlačením a potom s priečnym posuvom ako ryhovaním.
Uhly ostrenia vyvrtávacieho nástroja
Na obr. 118 sú znázornené brúsne uhly vyvrtávacích fréz, ktoré sa volia v podstate rovnako ako frézy na vonkajšie sústruženie, s výnimkou zadného uhla a, ktorý má pri vyvrtávačkách zvyčajne zvýšenú hodnotu. Hodnota uhla chrbta závisí od priemeru vyvŕtaného otvoru: čím menší je priemer otvoru, tým väčší by mal byť uhol chrbta frézy.
Ryža. 118. Vyvrtávacie frézy vybavené platňami z tvrdej zliatiny: a - priechodný otvor na spracovanie priechodných otvorov, b a c - tvrdý priechod na spracovanie slepých otvorov
Zložitosť operácie
Vŕtanie je zložitejšia operácia ako vonkajšie sústruženie povrchov, pretože:
- pri vyvrtávaní by mal byť prierez frézy podstatne menší ako priemer otvoru a presah frézy od hlavy frézy je o niečo väčší ako dĺžka vyvŕtaného otvoru (obr. 119), preto pri vŕtaní otvoru značnej dĺžky sa fréza môže ohnúť a pri vysokých rezných rýchlostiach - silné vibrácie. V dôsledku toho takéto frézy neumožňujú rezať triesky s veľkým prierezom;
- pri vyvrtávaní je menej vhodné pozorovať prácu frézy, pretože rezanie prebieha vo vnútri otvoru.

Ryža. 119. Vyvŕtanie otvoru frézou
Pre vyvrtávanie otvorov s priemerom do 70 mm navrhol inovátor sústružník V.K. Seminsky špeciálnu vyvrtávaciu frézu vybavenú doskou z tvrdej zliatiny (obr. 120). Tyč frézy má po celej dĺžke štvorcový prierez, pracovná časť frézy sa pri výrobe otáča skrúcaním pod uhlom 45° voči nosnej časti. Takáto fréza sa vyznačuje zvýšenou tuhosťou v porovnaní s konvenčnou vyvrtávacou frézou a umožňuje 4- až 5-násobné zvýšenie prierezu triesky. Pri práci s takouto frézou so zvýšenou rýchlosťou rezania nie sú pozorované vibrácie ani pri výraznom previse držiaka.
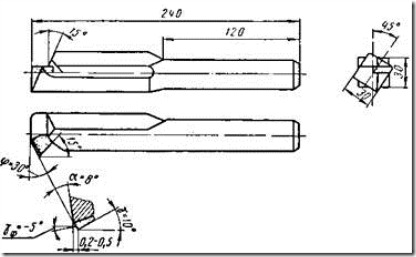
Ryža. 120. Vyvrtávacia fréza vybavená platňou z tvrdej zliatiny, navrhol V. K. Seminsky
Pre zvýšenie odolnosti frézy voči vibráciám navrhol inovátor sústružník V. Lakur novú konštrukciu vyvrtávacej frézy s platňou z tvrdej zliatiny (obr. 121). Charakteristickým znakom týchto fréz je, že ich hlavná rezná hrana je umiestnená na úrovni neutrálnej osi tyče. Toto usporiadanie rezania

Ryža. 121. Nudná fréza navrhnutá V. Lakurom
hrana poskytuje frézam výrazné zvýšenie odolnosti voči vibráciám a v dôsledku toho umožňuje pracovať pri vysokých rezných rýchlostiach a dosiahnuť zlepšenú povrchovú úpravu.
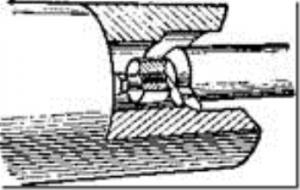
Ryža. 122. Tŕň s frézou na vyvŕtanie priechodného otvoru
Inštalácia frézy
Diery veľkej dĺžky sú vyvŕtané frézami upevnenými v špeciálnych masívnych tŕňoch, ktorých rozmery závisia od priemeru otvoru a jeho dĺžky. Nahradením pevnej vyvrtávacej tyče malou tyčou vloženou do vyvrtávacej tyče dochádza k výraznej úspore drahého materiálu nástroja. Spôsob upevnenia frézy v tŕni závisí od jej účelu. Na obr. 122 znázorňuje tŕň na vŕtanie priechodného otvoru; tu je fréza umiestnená v značnej vzdialenosti od konca tŕňa. Na vŕtanie slepých otvorov je fréza namontovaná tak, že trochu vyčnieva za predný koniec tŕňa.
Pred vyvŕtaním otvoru je potrebné nastaviť frézu na požadovaný priemer pozdĺž číselníka skrutky krížového posuvu a následne vyvŕtať otvor ručným posuvom na dĺžku 2-3 mm. Po odmeraní priemeru posuvným meradlom alebo iným meracím zariadením a uistením sa, že veľkosť je správna, vyvŕtajte otvor do zvyšku dĺžky. Pri jemnom vyvrtávaní je obzvlášť dôležité správne nastaviť frézu na požadovaný priemer.
Poloha reznej hrany frézy závisí od typu vŕtania. Pri hrubom vyvrtávaní sa odporúča nastaviť reznú hranu vo výške stredov alebo o niečo nižšie. Pri jemnom vyvrtávaní by mala byť rezná hrana umiestnená nad stredovou čiarou asi o 1/100 priemeru otvoru, pretože v dôsledku sily vznikajúcej v dôsledku odporu strihanej triesky môže byť fréza stlačená.
- 6196 videní
Vyvrtávacie frézy sú určené na vyvŕtanie priechodných alebo slepých otvorov už existujúcich vo výrobkoch. Čím hlbší je otvor, tým dlhšia by mala byť okrúhla časť hriadeľa frézy. Avšak fréza, ktorá je príliš tenká a počas prevádzky ďaleko vyčnieva, pruží a trochu sa vzďaľuje od obrábaného povrchu, čím sa znižuje presnosť obrábania aj povrchová úprava.
Vyvrtávacie frézy sa používajú na spracovanie otvorov. Pracujú v menej priaznivých podmienkach ako externé sústružnícke frézy. Vyvrtávacie frézy by mali mať menšie priečne rozmery ako obrábaný otvor. Predlžujú sa. Presah frézy musí byť väčší ako dĺžka vyvŕtaného otvoru. Vďaka nízkej tuhosti sú vyvrtávacie frézy náchylné na vibrácie, čo znemožňuje odoberanie veľkých triesok.
Khrapunovský závod
Továreň na nástroje Khrapunovsky (Khrapunovsky tool) bola založená v roku 1960. Vyrába nástroje na obrábanie kovov vrátane fréz. Výrobný proces je organizovaný tak, že umožňuje plniť aj neštandardné zákazky.
rastlina Kanash
Závod na rezanie Kanash bol založený v roku 1937. Od prvej polovice 20. storočia vyrába vysokokvalitné rezné nástroje.
Rastlina Kirzhach
Kirzhach Tool Plant (KI3) bola založená v roku 1934. Vyrába široký sortiment nástrojov na rezanie kovov, vrátanespájkované sústružnícke frézy.
Sústružnícke frézy s spájkovanými doštičkami z tvrdých zliatin T15K6, T5K10, VK8, od T30K4 na objednávku.
Ceny sú platné pre nákupy od 30 tisíc rubľov. Konečnú cenu špecifikujte s manažérom.
Výroba fréz s doskou z rýchloreznej ocele P18 na zákazku.
| názov | cena, rub. |
|---|---|
| Vyvrtávacie frézy pre priechodné otvory typu 1 verzia 1 GOST 18882-73 | |
| Vyvrtávacia fréza na priechodné otvory typ 1 verzia 1 12x12x130 | 70,8 |
| Vyvrtávacia fréza na priechodné otvory typ 1 verzia 1 16x16x120 | 86,14 |
| Vyvrtávacia fréza na priechodné otvory typ 1 verzia 1 16x16x140 | 86,14 |
| Vyvrtávacia fréza na priechodné otvory typ 1 verzia 1 16x16x170 | 90,9 |
| Vyvrtávacia fréza na priechodné otvory typ 1 verzia 1 20x20x140 | 119,8 |
| Vyvrtávacia fréza na priechodné otvory typ 1 verzia 1 20x20x170 l=50 | 108,6 |
| Vyvrtávacia fréza na priechodné otvory typ 1 verzia 1 20x20x170 l=70 | 113,3 |
| Vyvrtávacia fréza na priechodné otvory typ 1 verzia 1 20x20x200 | 122,72 |
| Vyvrtávacia fréza na priechodné otvory typ 1 verzia 1 25x25x200 | 162,8 |
| Vyvrtávacia fréza na priechodné otvory typ 1 verzia 1 25x25x240 | 182,9 |
| Vyvrtávacie frézy pre priechodné otvory typu 1 verzia 2 GOST 18882-73 | |
| Vyvrtávacia fréza na priechodné otvory typ 1 verzia 2 16x10x170 | 181,72 |
| Vyvrtávacia fréza na priechodné otvory typ 1 verzia 2 16x12x170 | 141,6 |
| Vyvrtávacia fréza na priechodné otvory typ 1 verzia 2 20x16x170 | 188,8 |
| Vyvrtávacia fréza na priechodné otvory typ 1 verzia 2 25x16x200 | 236 |
| Vyvrtávacia fréza na priechodné otvory typ 1 verzia 2 25x20x240 | 283,2 |
| Vyvrtávacia fréza na priechodné otvory typ 1 verzia 2 32x25x280 | 696,2 |
| Vyvrtávacia fréza na priechodné otvory typ 1 verzia 2 40x32x300 | 849,6 |
| Vyvrtávacia fréza pre slepé otvory typu 1 verzia 1 GOST 18883-73 | |
| Vyvrtávacia fréza na slepé otvory typ 1 verzia 1 12x12x130 | 70,8 |
| Vyvrtávacia fréza na slepé otvory typ 1 verzia 1 16x16x120 | 86,15 |
| Vyvrtávacia fréza na slepé otvory typ 1 verzia 1 16x16x140 | 86,15 |
| Vyvrtávacia fréza na slepé otvory typ 1 verzia 1 16x16x170 | 90,9 |
| Vyvrtávacia fréza na slepé otvory typ 1 verzia 1 20x20x140 | 119,1 |
| Vyvrtávacia fréza na slepé otvory typ 1 verzia 1 20x20x170 | 119,1 |
| Vyvrtávacia fréza na slepé otvory typ 1 verzia 1 20x20x200 | 121,6 |
| Vyvrtávacia fréza na slepé otvory typ 1 verzia 1 25x25x200 | 162 |
| Vyvrtávacia fréza na slepé otvory typ 1 verzia 1 25x25x240 | 182 |
| Vyvrtávacia fréza pre slepé otvory typ 1 verzia 2 GOST 18883-73 | |
| Vyvrtávacia fréza na slepé otvory typ 1 verzia 2 16x10x170 | 141,6 |
| Vyvrtávacia fréza na slepé otvory typ 1 verzia 2 20x16x200 | 240 |
| Vyvrtávacia fréza na slepé otvory typ 1 verzia 2 25x16x200 | 324,5 |
| Vyvrtávacia fréza na slepé otvory typ 1 verzia 2 25x20x240 | 356,95 |
| Vyvrtávacia fréza na slepé otvory typ 1 verzia 2 32x25x280 | 696,2 |
| Vyvrtávacia fréza na slepé otvory typ 1 verzia 2 40x32x300 | 849,6 |
| Jednodielna vyvrtávacia fréza st.hv. pre nepočujúcich VK6M 5x10x45 | 60 |
| Jednodielna vyvrtávacia fréza st.hv. pre nepočujúcich 3,8x6x20x50 VK6M GOST 18063-72 verzia 2 | 50 |
| Vyvrtávacia fréza na priechodné a slepé otvory D20x170 | 129,8 |
| Vyvrtávacia fréza na priechodné a slepé otvory D25x200 | 165,2 |
| Jemnotočiaca fréza široká 25x16x140 | 236 |
| Jemnotočiaca fréza široká 32x20x170 | 295 |
Kovové práce sa vždy robia s špeciálne zariadenia pretože bez nich by to bolo jednoducho nemožné. Frézy pevne vstúpili do kovospracujúceho priemyslu. Nezáleží na tom, čo sa používa nudný nástroj, rezačka závitov alebo niečo iné. Je dôležité, aby použitie tejto veci bolo spojené s určitou, špecifickou prácou.
Možno si myslíte, že frézy (karbidové, ohýbané, prítlačné atď.) sa používajú všetky rovnako, rozdiel je len v tvare. Ale nie je. Každý typ rezákov má svoje funkcie, ktoré plní lepšie ako ostatné, ako aj svoje nevýhody, na základe ktorých pochopíte, ako by sa konkrétny typ rezákov nemal používať.
Pri výbere potrebného rezača musíte pred výberom prevziať zodpovednosť za prípravu. Po preštudovaní navrhovaných možností vopred sa nebudete rozptyľovať, nebude možné vás rozptýliť krásnym menom - jednoducho sa okamžite zameriate na to, čo potrebujete v praxi, a nie teoreticky.
Špeciálne typy vyvrtávacích fréz
Rezačka je rezací nástroj (pomenovaný podľa druhu činnosti), určený na prácu s kovovými predmetmi (diely, prírezy). Používa sa hlavne na sústružníckych, drážkovacích, hobľovacích strojoch pre rovnaký druh práce. Princípom jeho fungovania je postupné, vrstvu po vrstve, odstraňovanie kovu na správnych miestach. Je zrejmé, že vzhľadom na špecifiká vykonávanej práce má fréza vždy reznú hranu. Najpopulárnejšie typy fréz sú vyvrtávacia fréza, priechodná fréza, odrezávacia fréza.
Ale rozmanitosť rezákov nie je obmedzená na tieto typy, jednoducho sa používajú menej často kvôli špecifickosti vykonávanej práce.
Nudná fréza má svoje špecifiká práce. Jeho použitie zahŕňa vŕtanie už vytvorených priechodných otvorov, slepých otvorov. Tieto otvory vznikajú pri vŕtaní, razení, odlievaní obrobku, ale je potrebné ich dokončiť frézou.
Vyvrtávacia fréza sa používa na vyvŕtanie otvorov s priemerom väčším ako 40 mm v častiach karosérie. Frézy sú upevnené v objímkach vyvrtávacích tyčí v kolmej (ξ = 90o) alebo šikmej (ξ = 45, 60o) polohe vzhľadom na os tŕňa.
Upevnenie držiakov nástrojov v objímkach tŕňov a vyvrtávacích tyčí sa vykonáva neregulované alebo nastaviteľné s presnosťou montáže do 0,005 mm.
Keď je fréza naklonená vzhľadom na os otvoru pod určitým uhlom ξ, uhly v pôdoryse pri fréze sa menia: φН = φ + ξ; φ1Н = φ1 – ξ. Toto je potrebné vziať do úvahy pri navrhovaní frézy.
Parametre rezného režimu: hĺbka rezu, 2 0 t mm D DP, kde Dp je priemer predbežného otvoru; D0 je priemer konečného otvoru; prípustná rýchlosť rezania m/min; T t S C K V m x v y v V V T - otáčky vretena; 1000 1 0 min D V n T - posuv pozdĺžny (Sp) alebo priečny (Sp) (mm / ot.); minútový posuv Smin=S∙n (mm/min).
Vyvrtávacia fréza má svoju vlastnú klasifikáciu.
Často sú rozdelené v závislosti od typu konštrukcie:
- Priame čiary (čiara osi hlavy je rovnobežná s osou držiaka).
- Ohnuté (hlava frézy sa odchyľuje na stranu).
- Zakrivené (os držiaka má ohyb).
- Nakreslené (varenie nástrojov už).
- Iné (výtvory inovátorov, ktoré nie sú široko používané).
Každý typ vyvrtávacej frézy má svoje špecifiká použitia, v niektorých prácach si poradí lepšie, v iných horšie. Vyvrtávacie frézy sa používajú v prípadoch, kde nie sú žiadne vrtáky alebo záhlbníky požadovaného priemeru, musí byť zabezpečená presnosť a priamosť vstupu otvoru, iné typy spracovania nie sú dostatočne presné a „čisté“, s malou dĺžkou otvoru , so šírkou otvoru, ktorá presahuje najväčšie priemery iného zariadenia. Môžeme s istotou povedať, že nudná fréza, aj keď nie je univerzálna, je pomerne žiadaným artiklom, ktorý nájde uplatnenie v každom kovospracujúcom podniku.
Často sa používa nudná lišta a ďalšie možnosti, aj keď vo väčšine prípadov existujú alternatívy. Ide len o to, že frézy sa používajú oveľa jednoduchšie, keďže pri spracovaní dielu frézou prakticky neexistuje ľudský faktor.
Musíte si kúpiť nudnú frézu opatrne, vedome. Prečítajte si informácie, urobte závery o tom, aké typy práce budú musieť vykonávať, aké vlastnosti od toho potrebujete. Venujte pozornosť výrobcom – vyhľadávanie na internete vám môže povedať, komu môžete dôverovať a ktorého produkty sú pre spotrebiteľov pochybné. Uvedomelé nákupy trvajú vždy oveľa dlhšie ako tie, ktoré boli uskutočnené na princípe „poď, kúp“. Špecialisti našej spoločnosti poradia vo všetkých otázkach záujmu.


