Vyvrtávačka: účel, schéma, vlastnosti. Modely vyvrtávačiek.
AT rôznych odboroch výrobné činnosti často využívajú zariadenia, ako je koordinát vyvrtávací stroj. Toto zariadenie sa najčastejšie používa v hutníckom, strojárskom priemysle. Hlavným účelom tejto skupiny strojov je povrchová úprava kovov, vykonávanie takých operácií s obrobkami, ako je vŕtanie, dierovanie, zahlbovanie a mnoho ďalších operácií.
Zariadenie súradnicová vyvrtávačka
Súradnicová vyvrtávačka v skutočnosti vykonáva úplne všetky funkcie, ktoré vykonávajú bežné stroje, ale jej výhodou je, že takéto zariadenie vykonáva všetky činnosti s vysokým stupňom presnosti. Takáto presnosť spracovania dielov strojom je dosiahnutá tým, že toto zariadenie je vybavené všetkými druhmi prvkov optického, mechanického a automatického charakteru.
Podrobnosti o súradnicovej vyvrtávačke môžu byť spracované sériovo aj jednotlivo, závisí to od typu podniku, kde toto zariadenie pôsobí.
Hlavným pracovným prvkom tohto zariadenia je rovnako ako u iných sústruhov vreteno, ktoré môže byť umiestnené v stroji, a to v horizontálnej aj vertikálnej polohe. Na samotnom vretene sú už dodatočne pripevnené všetky druhy nástrojov, s ktorými sa bude práca vykonávať. Takýmito pracovnými prvkami môžu byť napríklad rezná vyvrtávacia tyč, záhlbníky, vrtáky a frézovacie zariadenia.
K dnešnému dňu sú najbežnejšie také súradnicové vyvrtávačky, ktoré vykonávajú prácu pomocou numerického riadenia, toto zariadenie vám umožňuje vykonávať všetky práce s vysokou presnosťou a minimalizuje náklady na personál obsluhujúci stroj.
Typy súradnicových vyvrtávačiek
Súradnicové vyvrtávačky sa delia na jednostĺpové a dvojstĺpové. Princíp fungovania týchto strojov je podobný a je nasledujúci. Obrobok pre jeho následné opracovanie je upevnený na stole, čo sa vykonáva v súradnicovej rovine, aby sa dosiahla čo najväčšia presnosť opracovania dielu. Samotný nástroj, potrebný pre špecifické typy práce, je upevnený na vretenovom prvku. Samotné vreteno sa nastavuje pomocou súradníc stola pre presný kontakt s obrobkom počas spracovania. Na tento účel sa tabuľka presúva, kým nie je nainštalovaná presne tak, ako to vyžaduje úloha.
Hlavnou výhodou použitia súradnicových vyvrtávačiek je, že sú vybavené špeciálnymi korekčnými zariadeniami, ktoré umožňujú minimalizovať chyby pri spracovaní obrobkov. Samotné súradnice sa čítajú automaticky, pomocou optického zariadenia, ktoré meria potrebné hodnoty pre nastavenie obrobku.
Charakteristika súradnicovej vyvrtávačky
Toto zariadenie má vynikajúcu odolnosť voči vibráciám, vďaka čomu je práca na takomto zariadení bezpečná. Okrem toho táto charakteristika priamo ovplyvňuje presnosť, s ktorou bude zariadenie pracovať.
Hlavná pracovná jednotka tohto zariadenia zahŕňa také prvky, ako sú regály, traverza, samotná vyvrtávacia hlava, vretenové zariadenie a pracovný stôl. Všetky zariadenia sú upevnené na pevnom oceľovom ráme, ktorý je stabilnou plošinou s veľkou hmotnosťou, ktorá zabezpečuje jeho nehybnosť pri práci.
Súradnicová vyvrtávačka je zariadenie na vysokej úrovni, navyše je všestranne použiteľné. Stroj je schopný vykonávať aj také práce, ako je plošné frézovanie, ako aj stroj možno použiť na rezanie koncov a označovanie obrobku. S týmto vybavením sa teda môžete vyhnúť dodatočným nákladom na nákup pomocných pracovných nástrojov, pretože tento stroj vykonáva širokú škálu funkcií.
Úvod
1. Zariadenie a princíp činnosti súradnicových vyvrtávačiek
2. Výpočet kritérií
2.1 Kritériá rozvoja technických objektov
2.2 Výpočet kritérií
2.3 Určenie zmeny kritérií
3. Perspektívy vývoja súradnicových vyvrtávačiek
Záver
Bibliografia
Úvod
Vyvrtávačky sú určené na spracovanie dielov v kusovej a sériovej výrobe. Ide o univerzálne stroje, ktoré je možné použiť na hrubé a jemné vyvrtávanie otvorov, sústruženie vonkajších valcových plôch a koncov otvorov, vŕtanie, zahlbovanie a vystružovanie otvorov, frézovacie roviny, závitovanie a iné operácie. Široká škála rôznych typov spracovania vykonávaných na vyvrtávacích strojoch umožňuje v niektorých prípadoch vykonať úplné spracovanie dielu bez jeho preskupenia na iné stroje, čo je dôležité najmä pre ťažké strojárstvo.
Charakteristickým znakom vyvrtávačiek je prítomnosť horizontálneho (alebo vertikálneho) vretena, ktoré vykonáva axiálny posuvný pohyb. Vo vretene je osadený rezný nástroj - vyvrtávacia lišta s frézami, vrták, záhlbník, fréza, závitník atď. .
V závislosti od povahy vykonávaných operácií, účelu a konštrukčných prvkov sú vyvrtávačky rozdelené na univerzálne a špecializované. Univerzálne stroje sa zase delia na horizontálne vyvrtávanie, súradnicové vyvrtávanie a diamantové vyvrtávanie (dokončovacie vyvrtávanie). Pre všetky typy obrábacích strojov je najvýznamnejším parametrom, ktorý určuje všetky hlavné rozmery stroja, priemer vyvrtávacieho vretena.
Zariadenie a princíp činnosti súradnicových vyvrtávačiek
obrábacie stroje
Súradnicové vyvrtávačky sú určené na obrábanie otvorov s presnými súradnicami. Stroje tohto typu majú dve verzie: jednostĺpové (obr. 1, a) a dvojstĺpové (obr. 1, b). Hlavnými časťami jednosúradnicovej vyvrtávačky sú rám 1, hrebeň 2, vyvrtávacia hlava 3, stôl so saňami 4. Dvojradová vyvrtávačka 2E470A má tieto hlavné časti: rám 1, stojany 2, vyvrtávacie hlavy 3, traverza 4, pracovný stôl 5 .
Obrobok je upevnený na rovine stola, rezný nástroj je upevnený vo vretene vyvrtávacích hláv. V závislosti od výšky obrobku sa traverza a vyvrtávacia hlava nastavia na určitú výšku a zafixujú sa. Nastavenie vretena na zadané súradnice sa vykonáva pohybom stola v dvoch na seba kolmých smeroch (pri práci na jednostĺpovom stroji) alebo posúvaním stola v pozdĺžnom smere po vedeniach lôžka a vyvrtávacej hlavy v priečnom smere. smer po traverze (v prípade práce na dvojstĺpovom portálovom stroji). Vlastnosti konštrukcie, inštalácie a údržby súradnicových vyvrtávačiek sú:
prítomnosť korekčných zariadení, ktoré kompenzujú chybu stúpania vodiacej skrutky (na starších modeloch strojov);
používanie optických zariadení na čítanie súradníc; použitie valčekových vodidiel, ktoré vnímajú hmotnosť saní, stola, produktu a reznú silu;
vysoká presnosť spracovania dielov a montáž jednotiek a vysoká kvalita opracovaného povrchu; dobrá odolnosť voči vibráciám a masívny základ; konštantná izbová teplota v rozmedzí (201,5) C;
vysoká kvalifikácia pracovníkov obsluhujúcich stroje; minimálne a regulované prídavky na spracovanie otvorov.
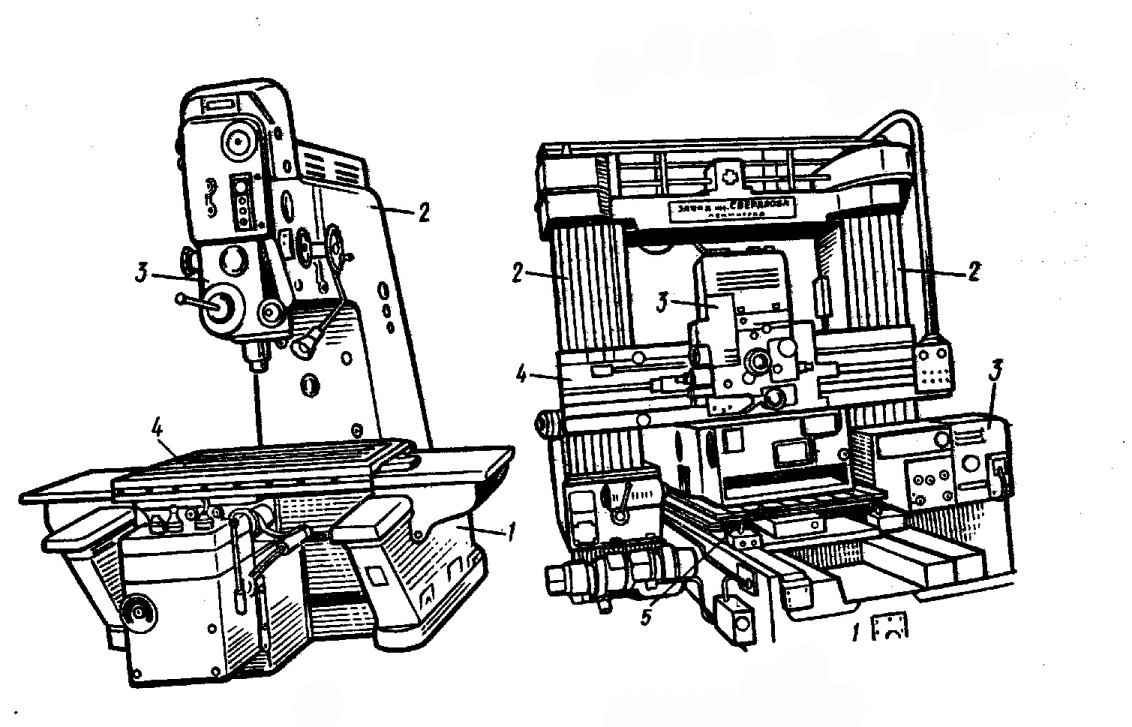
Obr.1. Súradnicové vyvrtávačky:
a - jednostĺpové: 1 - posteľ, 2 - stojan, 3 - vyvrtávacia hlava, 4 - stôl so saňami;
b - dvojstĺpové: 1 - posteľ, 2 - regály, 3 - vyvrtávacie hlavy, 4 - priečne, 5 - stolové
Jednostĺpové vertikálne súradnicové vyvrtávačky sú určené na obrábanie otvorov s presnými osami, medzi ktorými sú rozmery uvedené v pravouhlom súradnicovom systéme.
Okrem toho je stroj možné aj:
rezanie závitov;
jemné frézovanie povrchov čelnými alebo čelnými frézami;
orezávanie koncov;
označovanie a kontrola lineárnych rozmerov na dieloch.
Otočné stoly dodávané so strojmi umožňujú opracovanie otvorov špecifikovaných v polárnom súradnicovom systéme, ako aj vzájomne kolmých a naklonených otvorov a rovín.
Za normálnych prevádzkových podmienok stroje poskytujú presnosť stredových vzdialeností pri spracovaní v pravouhlom súradnicovom systéme až do 0,06 mm.
Stroje sú vybavené rôznymi nástrojmi a príslušenstvom na vŕtanie a vyvrtávanie otvorov, závitovanie, frézovanie a značenie:
klieština so sadou klieštin,
vŕtanie,
rezanie závitov,
nudný.
redukčné puzdrá pre nástroje s kužeľom Morse
tŕne pre frézy
sada nudných tyčí
univerzálny nástrojový stĺpik a stĺpik s jemným posuvom
mikroskop-centrový vyhľadávač, tŕň-stredový vyhľadávač
pružinové jadro
inštalačné centrum
široký sortiment vyvrtávačiek, vrtákov, výstružníkov, fréz, závitníkov.
Súradnicová vyvrtávačka mod.2E450
Mod stroja. 2E450A - jednostĺpový s rozmermi stola 630x1120 mm, vybavený optickým meracím systémom s odčítaním na obrazovke, zariadením na predbežné nastavenie súradníc, automatickým zastavením stola a saní vo vopred určených polohách pomocou fotoelektrického nulového indikátora. Dĺžkové štandardy sú mierky s plochým sklom. Doba otáčania vretena sa vykonáva z nastaviteľného jednosmerného motora cez trojstupňovú prevodovku. V rámci každého stupňa sa otáčky vretena plynule nastavujú v rozsahu 50-2500 ot./min. Posuv vretena je tiež plynule meniteľný pomocou trecieho variátora. K dispozícii je mechanizmus na automatické vypnutie posuvu vretena v danej hĺbke. K dispozícii sú mechanické stolové svorky a ručné upínanie vreteníka. Presnosť nastavenia súradníc je 0,004 mm, presnosť priemeru vyvŕtaného otvoru nie je povolená väčšia ako 0,005 mm.
Súradnicová vyvrtávačka mod.2D450
Jednosúradnicová vyvrtávačka mod. 2D450 s pracovnou plochou stola 630x1120 mm. vybavené optickými zariadeniami, ktoré umožňujú počítanie celých a zlomkových častí veľkosti súradníc. Stroj je možné použiť ako v nástrojárňach, tak aj vo výrobných prevádzkach na presné opracovanie dielov bez špeciálneho vybavenia. Za normálnych prevádzkových podmienok stroj poskytuje presnosť nastavenia vzdialeností medzi stredmi v pravouhlom súradnicovom systéme 0,004 mm. a v polárnom systéme - 5 oblúkových sekúnd. Presnosť vzdialeností medzi osami otvorov, obrobených za normálnych podmienok pre súradnicové vyvrtávanie, 0,006 mm.
Nastavenie osi otvoru na produkte vzhľadom na os vretena na požadovanú súradnicu sa vykonáva pohybom stola alebo saní, ktorých pohyb je riadený špeciálnym optickým zariadením. Ten je založený na presných pravítkoch, upevnených v jednom prípade na stole (pohyblivé pravítko), v druhom - na ráme (pevné pravítko). Pravítko stola má 1000 vysoko presných dielikov po 1 mm., Pravítko postele - 630 dielikov. Ťahy sa premietajú na matnú obrazovku pri 75-násobnom zväčšení. Na vyhodnotenie stotín intervalu pravítka v rovine obrazovky je k dispozícii stupnica so 100 dielikmi. Na získanie veľmi presného odčítania je na obrazovke dodatočná stupnica, ktorá umožňuje odčítanie až do 0,001 mm.
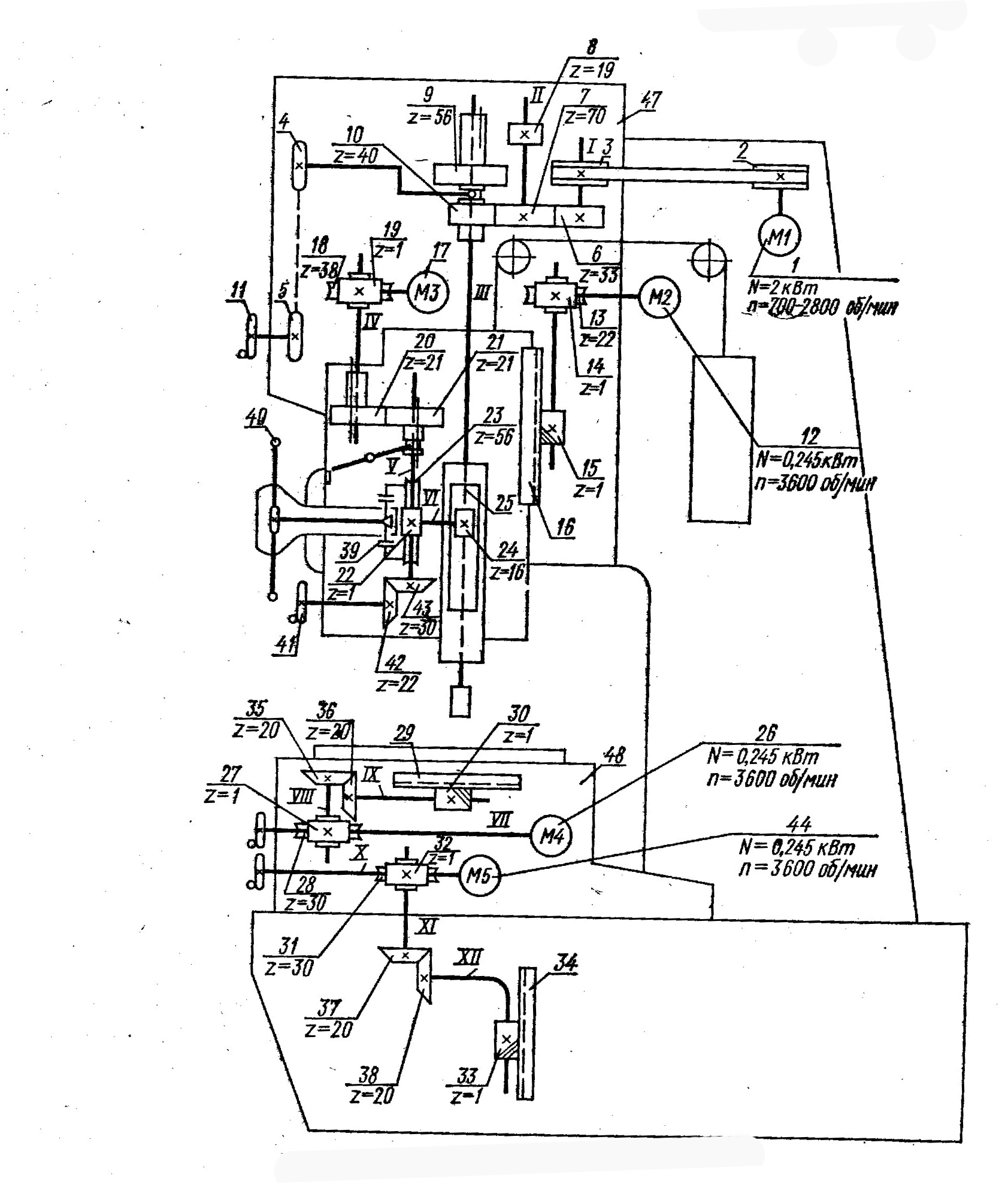
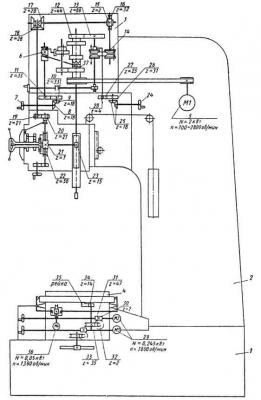
Ryža. 2. Kinematická schéma stroja mod. 2D450
Obrázok 2 zobrazuje kinematický diagram stroja mod. 2D450. Reťaz hlavného pohybu určuje otáčanie vretena s rezným nástrojom, ktoré sa vykonáva z nastaviteľného jednosmerného motora 1 cez remeňový pohon 2-3, hriadeľ I, ozubené kolesá 6-7, hriadeľ II, kolesá alebo 7- 10 do vretena III. Otáčky vretena sa plynule menia nastavením elektromotora 1 v rozsahu 700-2800 ot./min. Prepínanie stupňov rýchlosti dvojstupňovej prevodovky sa vykonáva ručným kolesom 11 cez reťazový prevod 4-5. Otáčky sú riadené tachogenerátorom namontovaným na hriadeli I.
Vertikálne napájanie objímky, vretena je realizované zo samostatného elektromotora 17 DC so širokým rozsahom regulácie. Otáčanie cez závitovkové koleso 18-19, drážkovaný hriadeľ IV, ozubené kolesá 20-21, hriadeľ V a závitovkový pár 22-23, treciu spojku s koľajnicou 25 puzdra vretena. Rukoväte 40 s vypnutou spojkou môžete manuálne zdvihnúť alebo spustiť puzdro vretena. Pre presnejšie pohyby objímky je tu ručné koleso 41 spojené s hriadeľom V kužeľovými kolesami 42-43. Automatické vypnutie posuvu puzdra vretena pri dosiahnutí stanovenej hĺbky vŕtania sa vykonáva vypnutím 17. mikrospínača.
Nastavovací pohyb vretenovej hlavy je robený asynchrónnym elektromotorom 12 cez závitovkové koleso 13-14 a ozubenú tyč s pastorkom 15-16. Obrobok sa pohybuje v pravouhlom súradnicovom systéme pohybom stola v pozdĺžnom smere a sane v priečnom smere od dvoch nezávislých jednosmerných motorov 44 a 26 cez podobné závitovkové prevody 27-28 a 31-32, kužeľové prevody 35-36 a 37-38, ozubené kolesá 29-30 a 33-34.
Na upevnenie stola, saní a vretenovej hlavy v požadovaných polohách sa používajú unifikované svorky.
Stôl 1.
Modelový rad súradnicových vyvrtávačiek
| Model | Charakteristika |
| 2A450 | Stroj s optickým súradnicovým referenčným systémom pozdĺž osí X a Y |
| 2A450AF10, 2D450AF10 | Obrábacie stroje s elektronickým čítacím a meracím systémom, vrátane digitálneho zobrazovacieho zariadenia, pozdĺž osi X a Y. Režim elektronického zotrvačníka. |
| 2L450AF11-01 | Stroj s digitálnym indikačným zariadením pozdĺž osí X, Y a Z a predbežnou sadou súradníc pozdĺž osí X a Y. K dispozícii je režim sledovania polohy a režim elektronického zotrvačníka s rozlíšením pohybu stola 0,001 a 0,01 mm. |
| 2E450AFZ0 | Obrábací stroj s CNC zariadením, s možnosťou nastavenia programu spracovania v interaktívnom režime pozdĺž osí X a Y a digitálnej indikácie súradníc pozdĺž osi Z. |
| 2L450AF4 | Stroj s CNC, s kontúrovaním pozdĺž osí X, Y a Z. Grafický monitor umožňuje ladiť programy bez pohybu pozdĺž osí. Partprogramy môžu byť pripravené online pomocou štandardných textových súborov alebo automatizovaných systémov. |
2. Výpočet kritérií
2.1 Kritériá rozvoja technických objektov
Medzi parametrami a ukazovateľmi, ktoré charakterizujú akýkoľvek technický objekt, sú vždy také, ktoré majú tendenciu sa dlhodobo monotónne meniť alebo majú tendenciu udržiavať sa na určitej úrovni, keď je dosiahnutá ich hranica. Tieto ukazovatele každý uznáva ako meradlo dokonalosti a progresívnosti a majú silný vplyv na vývoj jednotlivých tried technických predmetov a techniky ako celku.
Takéto parametre a ukazovatele sa nazývajú kritériá pre vývoj technických objektov. Ich dôležitosť možno usúdiť z toho, že technický pokrok v oblasti akýchkoľvek technických objektov zvyčajne spočíva v zlepšovaní niektorých kritérií bez zhoršenia (aspoň bez výrazného zhoršenia) iných. Pri vytváraní systému kritérií rozvoja je potrebné splniť niekoľko podmienok:
merateľnosť: za vývojové kritérium možno brať len taký parameter technického objektu, ktorý umožňuje kvantitatívne hodnotenie podľa niektorej z meracích škál;
porovnateľnosť: kritérium rozvoja by malo mať taký rozmer, ktorý vám umožní porovnávať technické objekty rôznych časov a krajín;
výnimky: za vývojové kritériá možno považovať len tie parametre technického objektu, ktoré primárne charakterizujú jeho účinnosť a majú rozhodujúci vplyv;
minimalita a nezávislosť: celý súbor rozvojových kritérií by mal obsahovať len tie kritériá, ktoré nemožno logicky odvodiť z iných kritérií a nemôžu byť ich priamym dôsledkom.
Posúdenie technickej úrovne a kvality produktu sa vykonáva porovnávacou (porovnávacou) analýzou v tomto poradí:
je vybraný základný produkt (ideálny variant, analóg alebo prototyp);
odhalia sa číselné hodnoty hlavných technických a ekonomických ukazovateľov hodnotených a základných produktov:
vypočítajú sa úrovne relatívnych ukazovateľov technickej úrovne a kvality;
vypočítava sa hodnota zovšeobecnených ukazovateľov technickej úrovne a kvality výrobkov.
Treba si uvedomiť, že hlavnou podmienkou porovnania hodnoteného a základného produktu je porovnateľnosť prvkov produktu, identita funkčného účelu.
Ako základný produkt pre porovnanie sa vyberie najlepšia, reálna vzorka tohto typu a štandardnej veľkosti produktov, dostupná vo svetovej praxi. Môže byť domáci aj zahraničný a nazýva sa analógový. Niekedy sa pri riešení problémov pri modernizácii produktov tohto typu berie ako základný produkt prototypový produkt, ktorý sa vylepšuje odstránením existujúcich nedostatkov.
V niektorých prípadoch možno za základný produkt považovať vybavenie budúcnosti - ideálna možnosť. Ukazovatele charakterizujúce ideálny variant z hľadiska technickej úrovne a kvality sú vypočítané na základe zákonitostí vývoja technológie tohto typu podľa kritérií vývoja.
Pri hodnotení technickej úrovne a kvality výrobkov by sa hodnoty hlavného rozmerového parametra (kapacita, pracovná plocha, užitočný objem atď.) nemali líšiť od hodnôt základného výrobku o viac ako 20 %.
2.2 Výpočet
Tabuľka 2
Technické údaje súradnicových vyvrtávačiek so stolovou pracovnou plochou 630x1120 mm
| Rok vydania | Model stroja | Najväčší priemer vŕtania/vyvrtávania, mm | Dosah vretena, mm | Najväčšia vzdialenosť od konca k pracovnej ploche stola, mm | Obmedzenia otáčok vretena, ot./min | Výkon, kWt | Hmotnosť, kg | Rozmery | ||
| Dĺžka, mm | Šírka, mm | Výška, mm | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 10 | 11 | 12 |
| 1968 | 2A450 | 30/250 | 710 | 750 | 50-2000 | 2,0 | 7800 | 2670 | 3305 | 2660 |
| 1973 | 2D450 | 30/250 | 710 | 800 | 50-2000 | 2,2 | 7800 | 3305 | 2705 | 2800 |
| 1978 | 2450A | 40/250 | 715 | 750 | 32-2000 | 6,3 | 7920 | 2430 | 2750 | 3400 |
| 1983 | 2E450AF1-1 | 30/250 | 710 | 770 | 10-2000 | 7,2 | 8500 | 2760 | 2765 | 3000 |
| 1990 | 2E450A | 30/250 | 710 | 770 | 10-2500 | 7,2 | 8050 | 3350 | 2500 | 2885 |
| 1992 | 2E450AF30 | 30/250 | 710 | 770 | 10-2500 | 7,2 | 8000 | 2760 | 2980 | 2980 |
Analýzou prezentovaných údajov je možné zostaviť nomenklatúru kritérií pre vývoj súradnicových vyvrtávačiek. Vypočítajme skúmané kritériá, ktorých výsledky výpočtu sú uvedené v tabuľke 2.
1. Špecifická spotreba materiálu.
kde: Km - merná spotreba materiálu. (kg/mm.)
M - hmotnosť (kg)
N je hodnota hlavného parametra (mm).
2. Špecifická energetická náročnosť.
kde: Ey - merná energetická náročnosť (kW/m);
P - výkon (kW);
N je hodnota hlavného parametra (m).
3. Špecifická oblasť, ktorú stroj zaberá.
kde: Sy – konkrétna oblasť obsadená takto. (m2/m)
S - plocha, ktorú stroj zaberá (m2)
N - jednotka hlavného parametra (m)
4. Jednotka výkonu elektromotora na jednotku hmotnosti stroja.
Tabuľka 3. Kritériá rozvoja.
| rok | Špecifická spotreba materiálu, kg/mm | Merná spotreba energie, kW/m | Jednotka výkonu na jednotku hmotnosti, W/kg | Špecifická obývaná plocha, m2/m |
| 1968 | 31,2 | 8 | 0,25 | 35,29 |
| 1973 | 31,2 | 8,8 | 0,28 | 35,76 |
| 1978 | 31,68 | 25,2 | 0,79 | 26,73 |
| 1983 | 34 | 28,8 | 0,84 | 30,52 |
| 1990 | 32,2 | 28,8 | 0,89 | 33,5 |
| 1992 | 32 | 28,8 | 0,9 | 32,8 |
Na základe údajov získaných z kritérií vývoja zostavíme grafy, vďaka ktorým je možné sledovať trend zmeny kritérií a urobiť prognózu na rok 2007.
2.3 Určenie zmeny kritérií
Špecifická energetická náročnosť
Vzhľadom na zmenu hodnôt mernej spotreby energie stroja je možné sledovať trend zvyšovania tohto parametra. Pomocou aproximačnej metódy je možné urobiť predpoveď na rok 2007, hodnota parametra bude 45 kW/m.
Špecifická spotreba materiálu
Pomocou metódy aproximácie trendu zistíme úroveň kritéria v roku 2007. S určitou mierou pravdepodobnosti môžeme tvrdiť, že hodnota kritéria bude 32 kg/mm.
Jednotka výkonu na jednotku hmotnosti
Výsledná krivka ukazuje zrejmé zvýšenie jednotky výkonu na jednotku hmotnosti súradnicovej vyvrtávačky. Pomocou aproximačnej metódy môžeme predpokladať možnú hodnotu tohto parametra v roku 2007, ktorá bude 1,42 W/kg.
Špecifická obsadená oblasť
Pomocou metódy aproximácie trendu zistíme úroveň kritéria v roku 2007. S určitou mierou pravdepodobnosti môžeme povedať, že hodnota kritéria bude klesať a bude dosahovať 30 m2/m.
3. Perspektívy ďalšieho rozvoja súradnicového vyvrtávania
obrábacie stroje
Modernizácia práce
V súčasnosti má ruský priemysel veľkú flotilu zastaraných a zastaraných súradnicových vyvrtávačiek modelov 2A450, 2D450, 2E450 a ich modifikácií. Vek týchto strojov dosahuje 30-40 rokov, takže ich konštrukčné riešenia nezodpovedajú moderným požiadavkám na stroje. Okrem toho vysoké opotrebovanie jednotiek a strata parametrov presnosti spôsobujú problémy s ich prevádzkou. To všetko si vyžaduje obnovu strojového vybavenia, ale väčšina podnikov v súčasnom ekonomickom prostredí na to nemá dostatok financií. Preto je za týchto podmienok ekonomicky účelné modernizovať existujúce zariadenia, v dôsledku čoho by spotrebiteľ dostal moderný stroj, ktorého konštrukcia by zahŕňala dlhoročné skúsenosti s výrobou obrábacích strojov, ktoré spĺňajú všetky požiadavky na polohovacie (pre tento stroj), vybavené modernými komponentmi a riadiacimi systémami. Zákazník zároveň po odovzdaní stroja na modernizáciu nemusí čakať na modernizáciu celého výrobného cyklu stroja, ale dostane modernizovaný stroj tohto modelu (alebo stroj iného modelu) od zásoby strojov dostupných v závode. V tomto prípade budú z ceny zakúpeného stroja odpočítané predpokladané náklady na odovzdaný stroj.
Hlavnými komponentmi modernizácie súradnicových vyvrtávačiek s ručným ovládaním sú vo všeobecnosti:
inštalácia elektronického čítacieho a meracieho systému vrátane fotoelektrických prevodníkov lineárnych posuvov typu LIR a digitálneho indikačného zariadenia namiesto optických čítacích zariadení;
použitie programovateľného ovládača na zostavenie elektrického obvodu stroja namiesto reléového riadiaceho obvodu;
guľôčkové skrutky a motory na jednosmerný prúd s premenlivým vysokým krútiacim momentom v pohonoch pohybu stola a saní namiesto ozubených kolies a ozubených kolies, jednoduché motory s premenlivým jednosmerným prúdom a závitovkové prevody;
inštalácia pneumatických stolových svoriek a klzákov namiesto elektromechanických svoriek;
mechanizácia pohybu vretenovej skrine;
aplikácia konštrukcie pohonu pre pohyb objímky s nastaviteľným jednosmerným motorom.
Záver
V mojej semestrálnej práci som vypracoval nomenklatúru kritérií vývoja pre súradnicové vyvrtávačky s povrchom stola 630x1120 mm, pričom ako hlavný parameter som bral najväčší priemer vyvrtávačky. Dynamiku týchto kritérií som analyzoval podľa rokov výroby obrábacích strojov. Zistil som, vďaka akým faktorom došlo k zmene hodnôt kritérií. Dal schému stroja, opísal jeho zariadenie, princíp činnosti. Analyzoval závislosť konkrétnych ukazovateľov (merná spotreba energie, spotreba materiálu) od veľkosti stroja.
Uviedol prognózu hodnôt kritérií na rok 2007. Číselné hodnoty ukazovateľov sú uvedené v tabuľkovej a grafickej forme. Prácu som ukončil popisom perspektív vývoja súradnicových vyvrtávačiek.
Bibliografia:
Polovinkin A.I. Základy inžinierskej tvorivosti. - M: Mashinostroenie, 1988, -368s.
Belik V.G. Technická úroveň strojov a zariadení: spôsoby, ako ju zlepšiť. - Kyjev, Technika, 1991.-200s.
Mogunov V.I. Stroje na rezanie kovov. Rýchla referencia. - M.: Gosinti, 1964. -505 rokov.
Príručka nomenklatúry. Univerzálne stroje na rezanie kovov vyrábané podnikmi Minstankoprom v rokoch 1978-1979 - M .: NIIMASH, 1968. - 219s.
Stroje na rezanie kovov. Adresár adresára. Časť 3 - Obrábacie stroje skupiny vŕtanie a vyvrtávanie - M .: NIIMASH, 1973.
Stroje na rezanie kovov. Adresár adresára. Časť 2 - Obrábacie stroje skupiny vŕtanie a vyvrtávanie. - M.: NIIMASH, 1965.
Stroje na rezanie kovov. Ed. V.E. Pusha.-M.: Mashinostroenie, 1986. -571s.
ZSSR Minstankoprom. Univerzálne kovoobrábacie stroje vyrábané podnikmi Minstankoprom v rokoch 1973 – 1974. Referenčná kniha nomenklatúry. - M.: NIIMASH, 1973. -173s.
ZSSR Minstankoprom. Univerzálne kovoobrábacie stroje vyrobené podnikmi Minstankoprom v roku 1970. Referenčná kniha nomenklatúry. - M.: NIIMASH, 1970.- 123s.
Stroje na rezanie kovov. Katalóg nomenklatúry. Časť 1. 1992-1993 - M.: ENIMS, VNIITEMR, 1992.
Zohľadnenie kinematickej schémy a ladiacich vlastností stolových (obrábanie otvorov malého priemeru), vertikálnych (jednovretenové, viacvretenové s pevnými a nastaviteľnými vretenami), radiálnych, horizontálnych a vŕtacích-centrovacích strojov.
Technologické určenie stroja, analýza schém spracovania a metód tvarovania povrchov dielov. Funkčné podsystémy navrhovaného modulu. Vývoj kinematickej schémy modulu. Výpočty a vývoj návrhu modulu pomocou počítača.
CNC sústružnícky nástroj riadenie programu(CNC). Nástroj pre vŕtačky, frézky a vyvrtávačky s CNC. Prístroje na ladenie nástrojov. Vlastnosti a klasifikácia zariadení na automatickú výmenu nástrojov.
Obrábací stroj model 7V36: účel, kinematická schéma. Výpočet automatickej prevodovky: konštrukcia konštrukčnej mriežky, graf počtu otáčok; určenie počtu zubov ozubeného kolesa. Rozloženie ACS pomocou trecích spojok.
Štandardný súradnicový systém CNC stroja. Smery štandardný systém súradnice rôznych typov strojov. Metodika a symboly súradnicových osí a smerov pohybu na schémach modulárnych CNC strojov.
Klasifikačný systém a symbolov frézky. Teória kovoobrábacích strojov. Kopírovacie frézky pre obrysové a objemové kopírovanie s horizontálnym vretenom. Vytvorenie vedeckej a experimentálnej základne konštrukcie obrábacích strojov.
Klasifikácia strojov skupiny vŕtanie a vyvrtávanie, ktoré sú určené na vŕtanie slepých a priechodných otvorov do plného materiálu. Princíp ich činnosti a schémy konštrukcie vertikálneho vŕtania, radiálneho vŕtania, súradnicových vyvrtávačiek.
Klasifikácia obrábacích strojov na rezanie kovov podľa technologických vlastností. Abecedné a číselné označenie modelov. všeobecné charakteristiky radiálne vŕtačky. Účel, zariadenie, princíp činnosti stroja 2A554 a jeho technické údaje.
Vlastnosti a požiadavky na prevodovky. Výber optimálneho rozloženia kinematickej schémy pohonu stroja. Výber drážok, ložísk, mazacích systémov pre návrh prevodovky vertikálnej vŕtačky.
Skladba technických zariadení na monitorovanie HPS, bežné prostriedky priameho riadenia s vysokou presnosťou obrobkov, dielov a nástrojov. Moduly na monitorovanie dielov mimo stroja. Charakteristika a možnosti súradnicového meracieho stroja KIM-600.
rezacie režimy. Dráha nástroja. Definícia sady nástrojov. Kinematická schéma rýchlostné boxy. graf otáčok. Výber motora. Voľba technologické vybavenie. Stručné technické vlastnosti stroja.
Zariadenie a princíp činnosti strojov na rezanie ozubených kolies. Rezanie kužeľových ozubených kolies na špeciálnych strojoch na obrábanie ozubených kolies. Technické vlastnosti obrábacích strojov. Cyklus stroja na jemné rezanie ozubených kolies. Perspektívy vývoja obrábacích strojov.
Medzi zariadeniami sa súradnicové vyvrtávačky nazývajú zvláštnymi "aristokratmi", ktoré sú navrhnuté tak, aby vytvárali najkritickejšie časti - otvory s malými odchýlkami v ich relatívnom umiestnení. Na takýchto strojoch existuje špeciálne čítacie zariadenie, pomocou ktorého sa môže obrobok pohybovať voči nástroju s chybou nie väčšou ako 0,001 mm, a kontrolné zariadenie na kontrolu rozmerových odchýlok obrábaných dielov.
Účel súradnicovej vyvrtávačky
Súradnicové vyvrtávačky sú určené na opracovanie stredových otvorov, ktorých vzdialenosť musí byť presne dodržaná od základných plôch v pravouhlom súradnicovom systéme, bez použitia nástrojov na vedenie nástroja.
Takéto stroje vykonávajú vŕtanie, jemné frézovanie, vyvrtávanie, vystružovanie a zahlbovanie otvorov, kontrolu a meranie dielov, jemné frézovanie koncov, ako aj značkovacie práce. Stroje sa používajú na zhotovovanie otvorov do dielov karosérií a prípravkov, ako aj vodičov, ktoré vyžadujú značnú presnosť vzájomného umiestňovania otvorov, v malosériovej, kusovej a hromadnej výrobe.
Na strojoch sa spolu s vyvrtávaním vykonáva označovanie a kontrola rozmerov vrátane osových vzdialeností. Pomocou otočných stolov, ktoré sa dodávajú so strojom, môžete spracovávať otvory, ktoré sú špecifikované v polárnom súradnicovom systéme, vzájomne kolmé a šikmé otvory, ako aj čelné plochy stroja.

Stroj je vybavený optickými čítacími zariadeniami, ktoré umožňujú počítať celé číslo a zlomkové časti veľkosti súradníc. Keďže zariadenie súradnicových vyvrtávačiek je kombináciou meracieho stroja a kovoobrábacieho stroja, pracujúceho na takomto zariadení, je možné riadiť diely spracovávané na iných strojoch.
V normálnej prevádzke je vertikálna súradnicová vyvrtávačka schopná poskytnúť presnosť stredových vzdialeností v súradnicovom systéme rádovo 0,004 milimetra. Pre získanie presnejšej vzdialenosti medzi stredmi otvorov je súradnicová vyvrtávačka vybavená digitálnym zobrazovacím zariadením, ktoré dáva operátorovi možnosť nastaviť súradnice s rozlíšením cca 0,001 milimetra.
Klasifikácia súradnicových vyvrtávačiek
Existujú súradnicové vyvrtávačky s jedným a dvoma stojanmi. Vo svojom prevedení majú jednostĺpové stroje s krížovým stolom, ktorý je určený na posúvanie obrobku v dvoch na seba kolmých smeroch. Hlavným pohybom je tu rotačný pohyb vretena a posuvný pohyb je vertikálny pohyb vretena.
Dvojstĺpové stroje vo svojom dizajne majú stôl, ktorý je umiestnený na vodidlách. Stôl je schopný posunúť inštalovaný obrobok v smere súradnice X. Pri pohybe vreteníka sa os vretena pohybuje vzhľadom na výrobok inštalovaný na stole v smere súradnice Y.

Na základe úrovne automatizácie sú súradnicové vyvrtávačky rozdelené na stroje s CNC, digitálnym displejom a sadou súradníc, ako aj s automatickou výmenou obrobkov a nástrojov, ktoré vám umožňujú vykonávať rôzne frézovacie práce s vysokou úrovňou presnosti.
V závislosti od povahy transakcií, dizajnové prvky a účel, súradnicové vyvrtávačky sú univerzálne a špecializované. Univerzálne stroje, sa zase delia na horizontálne vyvrtávanie a dokončovacie vyvrtávanie. Najdôležitejším parametrom pre všetky typy obrábacích strojov je priemer vyvrtávacieho vretena.
Modely súradnicových výpočtových strojov
Populárne modely súradnicových vyvrtávačiek majú vo svojom dizajne obdĺžnikový stôl s priečnym a pozdĺžnym pohybom. Zabezpečuje sa nastavovací pohyb hlavy vretena. Vykonáva sa zrýchlený a pracovný pohyb stola v priečnom a pozdĺžnom smere elektrické pohony s najširším rozsahom regulácie, ktorý umožňuje zvýšiť tuhosť a produktivitu súradnicovej vyvrtávačky pri frézovaní. Poďme sa na to pozrieť bližšie technické údaje obľúbené modely súradnicových vyvrtávačiek.
Súradnicová vyvrtávačka 2a450
Rozmery súradnicovej vyvrtávačky 2a450 vrátane pojazdu saní a stola sú 2670 x 3305 x 2660 milimetrov. Pracovná plocha stola má rozmery 1100 x 630 milimetrov. Hmotnosť stroja, bez hmotnosti príslušenstva a elektrickej skrine, je 7300 kilogramov. S týmto strojom je možné pri použití produktu s maximálnou hmotnosťou 600 kilogramov dosiahnuť maximálny priemer vŕtania 30 milimetrov a maximálny priemer vŕtania 250 milimetrov. Otáčky vretena dosahujú 50-2000 ot./min., rýchlosť pohybu produktu pri frézovaní dosahuje 30-200 ot./min. Pri použití súradnicovej vyvrtávačky 2a450 dosahuje výkon elektromotora 4,5 VKt, frekvencia otáčania je 1800 ot./min.
Súradnicová vyvrtávačka 2d450
Súradnicová vyvrtávačka 2d450 má nasledujúce rozmery (s posuvom a pojazdom stola) - 3305 x 2705 x 2800 milimetrov. Pracovná plocha má rozmery 1100 x 630 milimetrov. Hmotnosť stroja bez elektrickej skrine a potrebného príslušenstva je 7800 kilogramov. Najväčší priemer vývrtu je 250 milimetrov, pričom je možné použiť výrobok s hmotnosťou až 600 kilogramov. Otáčky vretena sú 50-2000 za minútu. Výkon elektromotora inštalovaného na stroji je 2 VKt, rýchlosť otáčania je 700 ot./min.
Súradnicová vyvrtávačka 2v440a
Rozmery súradnicovej vyvrtávačky 2v440a vrátane posuvu a posuvu stola sú 2520 x 2195 x 2430 milimetrov. Dĺžka pracovnej plochy stola je 800 a šírka 400 milimetrov. Hmotnosť stroja s externým príslušenstvom je 3630 kilogramov. Pri použití súradnicovej vyvrtávačky 2v440a je možné dosiahnuť maximálny priemer vŕtania v plnom materiáli 25 milimetrov a maximálny priemer vŕtania 250 milimetrov pri použití produktov s maximálnou hmotnosťou 320 kilogramov. Hranica otáčok vretena dosahuje 50-2000 ot./min., výkon elektromotora 2,2 WK, otáčky 800 ot./min.

Súradnicová vyvrtávačka 2431
Model 2431 má rozmery- 1900 x 1445 x 2435 milimetrov a hmotnosť bez elektrického zariadenia - 2510 kilogramov. Hmotnosť elektrovýzbroje súradnicovej vyvrtávačky 2431 je 420 kg a súpravy príslušenstva 380 kg. Rozmery pracovnej plochy stola - 560 x 320 milimetrov. Pomocou tohto modelu sa pri použití produktov s maximálnou hmotnosťou 250 kilogramov dosiahne maximálny priemer vŕtania 18 milimetrov a maximálny priemer vŕtania 125 milimetrov. Hranica otáčok vretena za minútu je od 75 do 3000 ot./min., celkový výkon elektromotorov je 2,81 WK, výkon hlavného motora je 2,2 kW.
Súradnicová vyvrtávačka 2421
Rozmery súradnicovej vyvrtávačky 2421 sú 900 x 1615 x 2207 milimetrov. Pracovná plocha má rozmery 450 x 250 milimetrov. Hmotnosť stroja so sadou príslušenstva je 1610 kilogramov. Pomocou tohto modelu je možné dosiahnuť maximálny priemer vŕtania v plnom materiáli 12 milimetrov a maximálny priemer vŕtania 80 milimetrov pri použití produktov s maximálnou hmotnosťou 150 kilogramov. Otáčky vretena sa pohybujú od 135 do 3000 ot./min. Výkon elektromotora - 10 VKt.
Súradnicové vyvrtávačky teda vykonávajú najdôležitejšiu funkciu - vytváranie otvorov a riadenie ich odchýlok. Stroj je vybavený digitálnym indikačným zariadením, ktoré umožňuje operátorovi nastaviť súradnice s rozlíšením 0,001 mm, ako aj čítacími zariadeniami na čítanie celých a zlomkových častí veľkosti súradníc.
Všeobecná charakteristika: Súradnicové vyvrtávačky patria do skupiny obrábacích strojov, ktoré poskytujú univerzálne prostriedky na obrábanie otvorov s presnými osami. Vlastnosťou súradnicových vyvrtávačiek je pohyb obrobkov v pravouhlých alebo polárnych súradniciach. Okrem vyvŕtavania stroj vykonáva vŕtanie, dokončovacie frézovanie, značenie, kontrolu lineárnych rozmerov a pod. Pomocou otočných stolov spracovávajú (v polárnom súradnicovom systéme) otvory so sklonenými vzájomne kolmými osami, ako aj sústruženie koncových plôch.
Súradnicové vyvrtávačky sa používajú v kusovej a malosériovej výrobe pri obrábaní otvorov v upínacích doskách, upínacích telesách a kritických strojných súčiastkach, kedy je potrebné dosiahnuť vysokú presnosť relatívnej polohy osí otvorov v obrobkoch bez špeciálneho vybavenia. .
Presnosť lineárnych pohybov na súradnicových vyvrtávačkách je v nasledujúcich medziach: pre stroje malých rozmerov 2 µm, stredné 3-4 µm a veľké 6-8 µm. V strojoch zvýšená presnosť(hlavné stroje) rozmerová presnosť dosahuje 1 mikrón a uhlový posun do 5". vyvrtávačka je v podstate kombináciou kovoobrábacieho stroja a meracieho stroja, čo umožňuje kontrolovať diely spracovávané na iných strojoch. Tieto stroje sa používajú na presné označovanie, delenie a iné práce. Súradnicové vyvrtávačky sa delia podľa usporiadania, typu meracie zariadenia a stupeň automatizácie.
Podľa usporiadania sú súradnicové vyvrtávačky rozdelené na jedno- a dvojstĺpové (obr. 7, a, b).
Jednostĺpové stroje majú väčšinou jedno vreteno a stôl, ktorý sa pohybuje v pozdĺžnom a priečnom smere. V dvojstĺpových strojoch má stôl pozdĺžny pohyb a vreteník sa môže pohybovať pozdĺž traverzy v priečnom smere kolmom na smer pohybu stola.
> Súradnicová vyvrtávačka model 2D450
Jednosúradnicová vyvrtávačka mod. 2D450 je vybavený optickými zariadeniami, ktoré umožňujú počítať celé číslo a zlomkové časti veľkosti súradníc. Stroj je možné použiť ako v nástrojárňach, tak aj vo výrobných prevádzkach na presné opracovanie dielov bez špeciálneho vybavenia.
|
Technické vlastnosti stroja mod. 2D 450 |
|
|
Rozmery pracovnej plochy stola (šírka x dĺžka) .. |
|
|
Presúvanie stola, mm už nie. |
|
|
Pozdĺžne.. |
|
|
Priečne. |
|
|
Posuv vretena, mm, nie viac. |
|
|
Zdvih vreteníka, mm, už nie.. |
|
|
Priemer vŕtania, mm, viac nie.... |
|
|
Priemer vŕtania, mm, nie viac.. |
|
|
Vzdialenosť, mm: |
|
|
Od nosa vretena po povrch stola. |
|
|
Os vretena k hrebeňu (výška) |
Základ jednoradovej vyvrtávačky mod. 2450 je lôžko I, ktoré susedí so zvislým stĺpom II (obr. 8). Vreteník IV je samostatný mechanizmus, ktorého telo má dve prizmatické vedenia v tvare V a môže sa pohybovať po zvislých vedeniach III. Na vrchu vreteníka je prevodovka XI na odovzdávanie rotačného pohybu vretene V. Na lôžku I je ovládací panel VI a mechanizmus na prednastavenie súradníc VIII. Stôl a sane VII majú samostatný pohon; IX - pohon pohybu stola, X - pohon posuvného pohybu. Stôl sa pohybuje po vodorovných vodidlách postele. Jedno vedenie na posúvanie stola je ploché a druhé má tvar V. Valivé prvky - valčeky uzavreté v kovových klietkach a opierajúce sa priamo o povrch podstavca a stola.
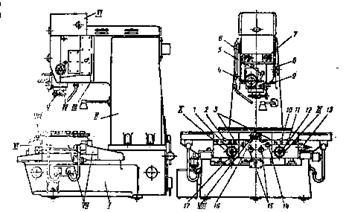
Hlavné jednotky stroja: 1 ručné koleso na ručný pohyb posúvača; 2-posuvný regulátor rýchlosti; 3 - ovládací panel stroja; 4 - rukoväť zrýchleného pohybu vretena; 5 - rukoväť mechanizmu na vypnutie prívodu objímky v danej hĺbke; 6 - indikátor otáčok vretena; 7 - indikátor rýchlosti pohybu objímky; 8 - ručné koliesko na nastavenie rýchlostných stupňov vretena; 9 - vreteno ručného podávania ručného kolesa; 10 - regulátor posuvu objímky vretena; 11 - regulátor otáčok stola; 12 - ručné koleso na ručný pohyb stola; 13 - mechanizmus súboru súradníc saní; ručné koliesko mikrónová stupnica stola; 15 - tlačidlá na vynulovanie čítania optickej sústavy; 16 - mechanizmus na získanie súradníc tabuľky; 17 - sane s mikrónovým podávaním ručného kolesa.
Za normálnych prevádzkových podmienok stroj poskytuje presnosť nastavenia vzdialeností medzi stredmi v pravouhlom súradnicovom systéme 0,004 mm. a v polárnom systéme - 5 oblúkových sekúnd. Presnosť vzdialeností medzi osami otvorov, obrobených za normálnych podmienok pre súradnicové vyvrtávanie, 0,006 mm. Nastavenie osi otvoru na produkte vzhľadom na os vretena na požadovanú súradnicu sa vykonáva pohybom stola alebo saní, ktorých pohyb je riadený špeciálnym optickým zariadením. Ten je založený na presných pravítkoch, upevnených v jednom prípade na stole (pohyblivé pravítko), v druhom - na ráme (pevné pravítko). Stolové pravítko má 1000 vysoko presných dielikov po 1 mm., posteľové pravítko - 630 dielikov. Ťahy sa premietajú na matnú obrazovku pri 75-násobnom zväčšení. Na vyhodnotenie stotín intervalu pravítka v rovine obrazovky je k dispozícii stupnica so 100 dielikmi. Na získanie veľmi presného odčítania je na obrazovke dodatočná stupnica, ktorá umožňuje odčítanie až do 0,001 mm.
Súradnicové vyvrtávačky sú určené na spracovanie otvorov vo vodičoch, upínacích prípravkoch a častiach, ktoré vyžadujú vysokú presnosť relatívnej polohy otvorov. Spolu s vyvrtávaním, vŕtaním, jemným frézovaním, označovaním a kontrolou lineárnych rozmerov, najmä vzdialeností medzi stredmi, je možné vykonávať na strojoch. Pomocou otočných stolov a ďalšieho príslušenstva dodávaného so strojom je možné obrábať aj otvory špecifikované v polárnom súradnicovom systéme, šikmé a vzájomne kolmé otvory a čelné plochy.
Ryža. 31. Súradnicová vyvrtávačka 2A450: 1 - lôžko; 2 - stojan; 3 - vreteník; 4 - tabuľka
Na obr. 31 znázorňuje súradnicovú vyvrtávačku 2A450 vybavenú optickými zariadeniami, ktoré umožňujú počítať celé číslo a zlomkové časti veľkosti súradníc. Stroj 2A450 je vhodný do nástrojárskych aj výrobných dielní na presné obrábanie dielov bez špeciálneho vybavenia.
Za normálnych prevádzkových podmienok stroj zaisťuje presnosť nastavenia vzdialeností medzi stredmi v pravouhlom súradnicovom systéme - 0,004 mm, v polárnom systéme - 5 oblúkových sekúnd. Presnosť vzdialeností medzi osami otvorov obrobených za normálnych podmienok súradnicového vyvrtávania je 0,006 mm.
Počet súradníc
Súradnice sa merajú pomocou presných zrkadlových valčekov a optických prístrojov. Zrkadlové valčeky sú tyče z nehrdzavejúcej ocele, na ktorých sú nanesené šupiny vo forme zárezov. Povrch valčekov bol upravený do zrkadlového lesku. Súradnice sa nastavujú na presných mierkach pozorovaním cez špeciálne mikroskopy.
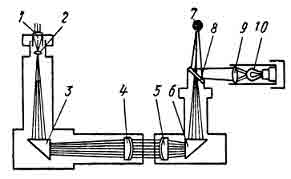
Ryža. 32. Schéma zostupu trámov pri dodržaní pozdĺžnej mierky
Na obr. 32 je znázornená schéma dráhy lúčov pri pozorovaní pozdĺžnej mierky. Lúče zo zdroja 10 svetla cez šošovky 9 dopadajú v usmernenom lúči na povrch plochého skla 8 umiestneného pod uhlom 45°, odrážajú sa od neho a dopadajú na zrkadlový povrch valčeka 7 stupnice. valčekom 7 prechádzajú cez ploché sklo 5, sú lámané hranolom 6, prechádzajú šošovkami 5 v paralelnom zväzku a von zo šošovky. Po prejdení vzdialenosti medzi vozíkom stroja a ovládacím panelom vstupujú lúče do okuláru. Potom lúče prechádzajú cez šošovku 4, sú lámané hranolom 3 a sú zhromažďované v ohnisku okuláru 1. V zornom poli okuláru 1 je tenká sklenená platňa 2 s dvoma paralelnými terčovými rizikami, medzi ktorými mal by byť umiestnený obrázok rizika valčekovej stupnice 7.
Pohyby pomocou mierok zrkadlových valcov sa merajú nasledovne. Množstvo pohybu, rovnajúce sa celým milimetrom, sa meria na mierkových pravítkach s milimetrovými dielikmi. Pohyby, ktoré sú zlomkami milimetrov, počítajú končatiny upevnené na valčekoch so stupnicami. Presnosť získaných odčítaní závisí od presnosti kroku zárezov valčeka stupnice.
Kinematická schéma
Na obr. 33 je znázornená kinematická schéma stroja 2A450. Reťaz hlavného pohybu zabezpečuje otáčanie vretena s rezným nástrojom. Vreteno sa otáča pomocou nastaviteľného elektromotora priamy prúd 5 cez remeňový pohon a trojrýchlostnú prevodovku.V rámci každého z krokov sa plynule menia otáčky vretena rovnajúce sa 700-2800 ot./min., nastavením elektromotora 5.
Obr. 33. Kinematická schéma stroja 2A450
Ozubené kolesá prevodovky a vačková spojka 37 sú spínané pákami, ktoré sú ovládané bubnom 69 otáčaným zotrvačníkom 7 cez ozubené kolesá 8-9-10-11.
kŕmny reťazec
Vertikálny posuvný reťazec, t.j. vertikálny pohyb vretenového puzdra (objímky) s otáčajúcim sa vretenom, sa uskutočňuje od ozubeného kolesa 12 cez ozubené koleso 13, trecí plynulý pohon 14, závitovku 15, závitovkové koleso 16. vratný mechanizmus s ozubenými kolesami 17, 18, ozubenými kolesami 19, 20, závitovkou 21, závitovkovým kolesom 22 a ozubeným kolesom 23, ktorý zaberá s ozubenou tyčou vretena. Na zmenu veľkosti posuvu zotrvačníka 24 cez kužeľové kolesá 25 a ozubené koleso 26 sa ozubená matica 27 otáča, čím sa pohybuje skrutkovacia tyč 28. Skrutková tyč 28 je spojená s horným hnacím a spodným hnaným kužeľom trecím plynulým pohonom 14. Takto je možné zmenšiť alebo roztiahnuť kužele pohonu 14 a dosiahnuť plynulú zmenu prevodového pomeru, a teda posuvu v rozsahu 0,03-0,16 mm/ot vretena.
Pohon pozdĺžneho pohybu stola je realizovaný od nastaviteľného jednosmerného motora M2 s výkonom 0,245 kW cez šnekové páry 30-31, 32-33, ozubené koleso 34 a ozubené koleso 35 upevnené na stole. . Frekvencia otáčania elektromotora je nastaviteľná v širokom rozsahu. Priečny pohyb stola je zabezpečený elektromotorom MZ cez podobný kinematický reťazec.
Stôl v požadovanej polohe je upevnený z prevodovky namontovanej na saní, poháňanej elektromotorom 36. Upínacie mechanizmy stola sa zapínajú a vypínajú stlačením príslušných tlačidiel.
- 1195 videní


