Makinë broaching dhe broaching: broaching metal
Makinat broaching janë ndër pajisjet që falë tyre Specifikimet teknike dhe aftësive, përdoret gjerësisht në ndërmarrje të ndryshme të angazhuara në përpunimin e metaleve, si dhe prodhimin në shkallë të gjerë, në masë, në shkallë të vogël dhe individuale të llojeve të ndryshme të pjesëve.
Në veçanti, makineritë e gërshetimit dallohen për shkathtësinë e tyre, janë të disponueshme për rirregullim, pajisen lehtësisht me lloje të ndryshme pajisjesh me të cilat mund të vizatoni sipërfaqen e jashtme të një pjese, madje mund të përpunohen mbi to edhe pjesë shumë të mëdha dhe të rënda.
Përveç kësaj, kjo pajisje pajiset lehtësisht me pajisje automatike që ngarkojnë dhe shkarkojnë pjesët e punës, gjë që e bën atë efektive për funksionimin në ndërmarrjet prodhuese, pasi mund të blini një makinë për përforcimin e përkuljes dhe t'i ndërtoni ato në një linjë automatike.
Qëllimi i makinave broaching është që të përpunojnë saktësisht sipërfaqet e brendshme dhe të jashtme të pjesës. Në këtë rast, pjesa mund të jetë e çdo madhësie, çdo forme gjeometrike dhe e bërë nga çdo metal me ngjyra ose me ngjyra. Përpunimi i pjesëve në makinë kryhet me metodën e tërheqjes, brenda kufijve të forcës tërheqëse të pajisjes dhe gjatësisë së goditjes së rrëshqitjes së punës.
Makinat e broaching mund të ndahen në disa lloje
Para së gjithash, ato ndryshojnë në qëllimin e tyre. Kjo do të thotë, ka makina për broaching të brendshëm dhe makina për broaching të jashtëm. Lloji i parë i makinerive më së shpeshti pjesë makine si disqe dhe tufa, si dhe sipërfaqe me formë të mbyllur.
Së dyti, sipas shkallës së shkathtësisë, ka pajisje speciale dhe Qëllimi i përgjithshëm.

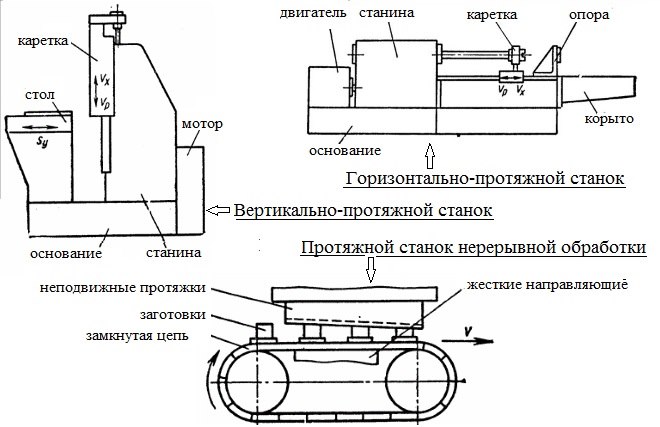
Për sa i përket karakteristikës së mëposhtme - drejtimin dhe natyrën e lëvizjes së punës, makineria e gërshetimit mund të jetë horizontale, vertikale, me veprim të vazhdueshëm me një lëvizje transportuesi drejtvizor, me një lëvizje rrethore të broshurës, e kombinuar.
Ndër shumëllojshmërinë e veglave të makinerisë ka makina të zakonshme, makina gjysmë automatike, makina të plota automatike. Ka edhe makineri të përshtatshme për futje linjat automatike dhe një linjë të tërë pajisjesh, në të cilat mund të kryhen disa operacione tërheqëse në një produkt në të njëjtën kohë.
Makina mund të ketë një numër të ndryshëm karrocash ose pozicionesh. Përveç makinave konvencionale (me një stacion), ka edhe ato me shumë stacione, në të cilat mund të instalohen disa pjesë njëkohësisht. Si rregull, makina të tilla janë të pajisura gjithashtu me tavolina rrotulluese të anulueshme (një tavolinë e pjerrët është më pak e zakonshme).
Ekziston edhe një grup i veçantë i makinave broaching, i cili përfshin pajisje të vazhdueshme (makinë rrotulluese dhe makinë zinxhir).
Shumica e këtyre makinave kanë makinë hidraulike, por modelet me shpejtësi më të lartë janë të disponueshme me një makinë mekanike ose më të avancuar elektromekanike.
Ekzistojnë parametra bazë me anë të të cilave mund të gjykohet fuqia dhe performanca e pajisjeve të gërmimit. Para së gjithash, kjo është forca tërheqëse e krijuar nga karroca, e cila mund të arrijë 1 Mn (100 tf). Parametri tjetër i rëndësishëm është gjatësia e goditjes së karrocës.
Shpejtësia e hapjes varet nga lloji i makinës (në makinat me qëllime të përgjithshme, shpejtësia është shumë më e ulët se në makinat speciale).
Fabrikat e veglave të makinerive mund të pajisin gjithashtu produktet e tyre me pajisje dhe mjete të ndryshme me të cilat mund të kryeni manipulime shtesë me pjesën.
Video: Makinë broaching për prerjen e përforcimit nga një gji
Artikuj më interesantë
Menu HOME SHËRBIMET TONA — rinovim apartamenti — projektim apartamenti — kërkoni për një mjeshtër privat tokë— pasuri e paluajtshme — blerja e pasurive të paluajtshme — shitje me qira NDËRTIM — themele — hidroizolim — mure dhe fasadë — çati dhe papafingo — termoizolim — dritare dhe dyer — dysheme dhe mbulesa dyshemeje— punimet e mbarimit — sistemet inxhinierike — Materiale Ndertimi- ventilim dhe ajër të kondicionuar - tavan - sisteme ngrohjeje - shtëpi dhe vila - projektim i dritareve - projektim i dyerve - punë riparimi - sisteme furnizimi me ujë - projektim - teknologji ndërtimi arkitekturë antike - arkitekturë moderne - dizajn të brendshëm - dizajn peizazhi— dekorim — mobilje dhe orendi — stile të brendshme TË DOBISHME — progresin shkencor dhe teknik— biblioteka e ndërtuesve — pajisje inxhinierike — vegla makinerish — pajisje dhe vegla — shërbime — pajisje ndërtimi — kursim energjie RRETH HARTA TË FITËS SË PROJEKTIT
Gjatë prerjes, patate të skuqura të hequra nga secili dhëmb duhet të vendosen në zgavrën midis dhëmbëve. Nëse vëllimi i patate të skuqura të prera, duke marrë parasysh tkurrjen e tij, është më i madh se vëllimi i zgavrës midis dhëmbëve, broshja do të bllokohet dhe mjeti do të thyhet.
Karakteristikat e procesit të broaching
Nga dhëmbi në dhëmb, gjatësia e skajit të prerjes rritet më pak sesa me skemën e profilit. Prandaj, është e mundur të caktohen ushqime të mëdha për dhëmb dhe të zvogëlohet gjatësia e broshit.
Me një skemë grupore (Fig. 10.34, në) shtesa e përafërt ndahet në sektorë, secili prej të cilëve përpunon grupin e vet të dhëmbëve të ashpër, të profilizuar sipas qarkut të gjeneratorit. Nga dhëmbi në dhëmb, gjatësia e skajit të prerjes rritet më pak se me një qark gjenerator, d.m.th., ju mund të caktoni furnizime edhe më të mëdha për dhëmb dhe të zvogëloni gjatësinë e broshurës. Kur përdorni skemat e gjeneratorit ose grupit, mprehja dhe profilizimi i dhëmbëve bëhet më i ndërlikuar, prandaj, një skemë profili përdoret gjithmonë në dhëmbët përfundimtarë të brokave.
Çdo dhëmb i broshurës funksionon si një rrafshues. Lartësia e vogël e dhëmbëve dhe ngurtësia e lartë e hapjes në rrafshin diametral bëjnë të mundur caktimin e kushteve mjaft të larta të prerjes. Me një goditje pune, gjenerohet i gjithë profili i sipërfaqes së përpunuar, kështu që gërshetimi është një proces me performancë të lartë, por ai ka veçori që duhen marrë parasysh kur zgjedh një skemë hapjeje dhe përpunimi.
Broaching me një lëvizje të drejtë prerje është një proces me ndërprerje. Kërkohet lëvizja reciproke e aktivizuesit kryesor të lëvizjes. Lëvizja e drejtpërdrejtë - lëvizjes punëtore, anasjelltas - boshe. Inercia e masave të aktivizuesit të lëvizjes kryesore nuk lejon punën me shpejtësi të lartë prerjeje, zakonisht 8–15 m/min.
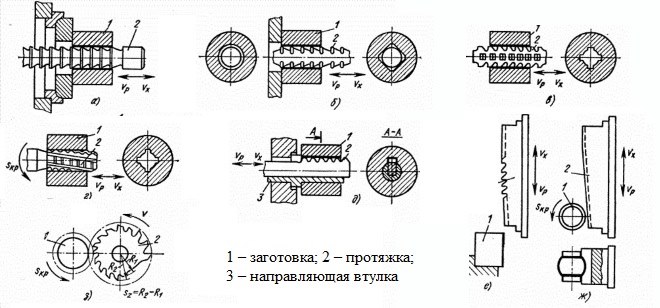
Përpunimi i pjesëve të punës në makineritë broaching. Thyerje ose hapje të procesit të vrimave cilindrike pas shpimit, shpimit, kundërmbytjes, si dhe vrimat e marra në fazën e operacioneve të prokurimit. Kur përpunoni një pjesë të punës me një hapje cilindrike 2 (Fig. 10.35, a) pjesa e punës 3 montuar në një bazë sferike 1 ose në një bazë të sheshtë.
Oriz. 10.35. Modelet e tërheqjes së vrimave: a- në një mbështetje sferike; b- shumëplanëshe; në- me vrima të drejta; G- vidë me çarje; d- çelësat; 1 - mbështetje sferike; 2 - brosh; 3 - përgatitja; 4 - tufa udhëzuese
Kur instalohet në një mbështetëse sferike, pjesa e punës vetë-rreshtohet përgjatë boshtit të broshurës, por fundi mund të mos jetë pingul me boshtin e vrimës, kështu që ky cilësim përdoret nëse fundi i pjesës së punës përpunohet pas hapjes. Kur montohet në një mbështetëse të sheshtë, fundi është pingul me boshtin e vrimës, por hapja mund të prishet për shkak të ndryshimit në lejimet në rrafshin diametral të hapjes. Vrimat poliedrike tërhiqen nga broadhat poliedrike(Fig. 10.35, b). Një vrimë e rrumbullakët është shpuar në pjesën e punës. Në varësi të madhësisë së shtesës së përpunimit, përdoret një ose një skemë tjetër për prerjen e shtesës. Vrimat me vrima fitohen nga broadhat e splinuara. Prerja e çarjeve kryhet me një lëvizje kryesore drejtvizore (Fig. 10.35, në), gjatë prerjes së vidhave (Fig. 10.35, G) broshit i jepet një lëvizje shtesë për të marrë një lëvizje prerëse spirale. Vrazda me çelës ose të tjera tërhiqen me broshura me çelës(Fig. 10.35, d). Profili i prerjes tërthore të dhëmbit duhet të përputhet me profilin e prerjes tërthore të brazdës.
Pjesa e punës është montuar në një mbështetëse të sheshtë për të drejtuar broshurën 2 përdorni tufa udhëzuese 4 .
Oriz. 10.36. Skemat për tërheqjen e sipërfaqeve të jashtme: a- banesë; b- në formë; në– prerje me frezë
Sipërfaqet e jashtme me gjenerator drejtvizor përpunohen në makineritë vertikale broaching(Fig. 10.36, a, b).
Sipërfaqet me formë komplekse në prodhim në shkallë të gjerë përpunohen me gërvishtje rrethore. Për të marrë një gjenerator drejtvizor, përdoren dy lloje veglash: brokë me element të lëvizshëm (rrëshqitës ose karrige lëkundëse) ose pa element të lëvizshëm. Nëse mbi elementin e lëvizshëm vendosen dhëmbë fundorë, diagonale rrethore ose të kombinuara, kryhet tërheqja. Gjatë funksionimit të dhëmbëve përfundimtarë, një këmishë pa element lëvizës i jepet një lëvizje shtesë drejtvizore (Fig. 10.36, në) përgjatë gjeneratorit të sipërfaqes së përpunuar - freza.
Makinat broach karakterizohen nga dizajn i thjeshtë dhe ngurtësi e lartë.. Kjo për faktin se nuk ka zinxhir lëvizjeje të ushqimit në makina. Karakteristikat kryesore të makinës broaching janë forca tërheqëse në shufër dhe goditja e shufrës së cilindrit të punës.
Makinë për gërvishtje horizontale(Fig. 10.37, a) - një makinë për tërheqjen e sipërfaqeve të brendshme. Ne krevat 1 cilindër hidraulik i vendosur 3 dhe stacioni i pompimit 2. Në pjesën e përparme të kërcellit 4 kapja e instaluar 5 me karrocë 7 , e cila mund të lëvizë përgjatë udhëzuesve të kornizës.
Broshja është e instaluar në dorezë 5 dhe tërhiqet përmes një vrime në pjesën e punës, duke u mbështetur me fundin e saj në sipërfaqen mbështetëse të kllapës 6. Lëvizja përkthimore e këllëfit raportohet derisa të dalë nga vrima në pjesën e punës. Pjesa e punës bie në paletë 8. Broshja kthehet në pozicionin e saj origjinal dhe procesi përsëritet.
Makinë vertikale broçuese(Fig. 10.37, b) - një makinë për përpunimin e sipërfaqeve të jashtme. Ne krevat 1 kolona vertikale e instaluar 9 me cilinder hidraulik pune, stacion pompimi 2 dhe karrocë 7. Tavolina ndodhet në skajin e majtë të shtratit. 10 , në pajisjen e punës së cilës është instaluar pjesa e punës. Broshja është e fiksuar në karrocë.
Cilindri hidraulik e lëviz shufrën nga lart poshtë (goditje). Shpërthimi i makinerive të përpunimit të vazhdueshëm horizontal (Fig. 10.38, a) përdoren në prodhim në shkallë të gjerë. Ne krevat 1 raftet vertikale të instaluara 2 dhe 5 , i lidhur me një travers 4. Një tavolinë veglash është e varur në travers 6 me seksione fikse 9. Boshllëqe 7 instaluar në pajisjet e punës të vendosura në një qark të mbyllur 3. Udhëzues i ngurtë 8 tabela siguron lëvizjen e zinxhirit me boshllëqe paralele me broshurën.
Oriz. 10.37. Makinat e broaching: a– zgjatur horizontalisht; b– e zgjatur vertikalisht; 1 - krevat; 2 - stacioni i pompimit; 3 - cilindër hidraulik; 4 - aksione; 5 - kapja; 6 - kllapa; 7 - karrocë; 8 - paletë; 9 - kolona vertikale; 10 - tavolinë; V– lëvizje prerëse
Oriz. 10.38. Makina speciale për gërshetim: a- Makina e përpunimit të vazhdueshëm: 1 - krevat; 2 , 5 - racks vertikale; 3 - zinxhir; 4 - travers; 6 - tavolina e mjeteve; 7 - përgatitja; 8 - udhëzues tavoline; 9 - seksion brosh; b– Makinë për hapjen diagonale rrethore të buzëve të ingranazheve: 1 - koka e produktit; 2 – transportues vertikal; 3 - përgatitja; 4 - operator automobilistik; 5 – transportues horizontal; 6 – dyqan pjesësh; 7 - boshti i produktit; 8 - broshurë rrethore; 9 – bosht mjeti; 10 - krevat; 11 - ruani boshllëqet
Vegla makine për hapje rrethore diagonale (të kombinuara) të buzëve të ingranazheve(Fig. 10.38, b) përdoren për prerjen e ingranazheve në prodhim në shkallë të gjerë. Ne krevat 10 bosht veglash i vendosur vegla makine 9 dhe produktet e gjyshes 1 , brenda kornizës është mekanizmi i lëvizjes kryesore. Brosh rrethore 8 montuar në bosht 9.
koka 1 të instaluar në udhëzuesit e kornizës me aftësinë për të lëvizur në drejtimin radial në lidhje me broshurën.
Brenda kokës së produktit ka një cilindër hidraulik dhe një mekanizëm ndarës (kryq maltez). Cilindri hidraulik 88 e lëviz・ kokën e produktit drejt këllëfit në fillim të përpunimit dhe larg këmishës në fund të përpunimit të të gjithë pajisjes unazore.
Pas përpunimit të zgavrës së ardhshme midis dhëmbëve, pjesa e punës bën një kthesë ndarëse duke përdorur një mekanizëm ndarës. Boshllëqet e papërfunduara vendosen në revistën e kunjit të majtë 11. majtas vertikale 2 dhe horizontale 5 transportues biletash 3 dorëzuar tek operatori i automjeteve 4 dhe montuar në bosht 7. Pjesa e përpunuar e punës instalohet nga autooperatori në transportuesin vertikal të djathtë dhe futet në magazinë kunj 6 .
Broaching është një mjet që përdoret për të përpunuar metalin me gërvishtje (një nga operacionet më të zakonshme teknologjike në prerjen e metaleve). Kjo teknologji përdoret për pjesët e përdorura në shumë industri.
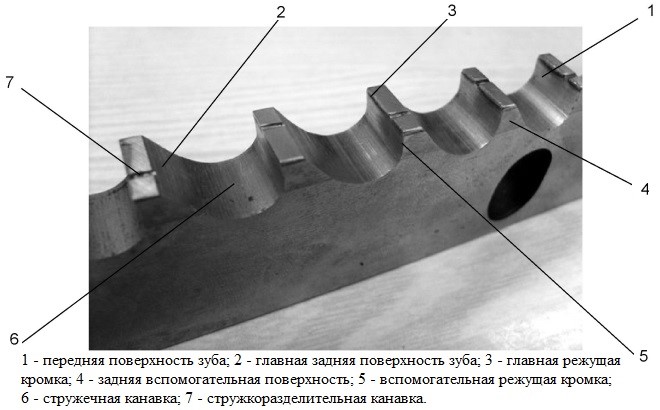
Sipërfaqja e punës e broave mund të ketë një profil të ndryshëm në varësi të qëllimit dhe llojit të mjetit.
Për çfarë është shtrirja?
Një operacion i tillë teknologjik si broaching konsiderohet një nga më mënyra efektive prerje metalike. Për zbatimin e tij, kërkohet një makinë gërmuese dhe një mjet i veçantë, përdorimi i të cilave jep një sipërfaqe me vrazhdësi të rendit 0,32 mikron dhe një saktësi të parametrave gjeometrikë që korrespondojnë me klasën 6.
Mjeti me të cilin kryhet prerja e metaleve përbëhet nga shumë dhëmbë. Secila është më e gjatë se tjetra kur matet në lartësinë e tyre në një plan pingul me drejtimin në të cilin ndodh lëvizja kryesore e prerjes. Pajisja e shufrës me një mori tehe prerëse dhe vendosja e tyre në një pozicion të caktuar bën të mundur përdorimin e vetëm një mjeti të tillë për të hequr të gjithë vëllimin e kërkuar të patate të skuqura si në procesin e ashpërsimit të sipërfaqes ashtu edhe gjatë kalibrimit të saj.

Duke përdorur makineri gërshetimi, si dhe mjete të specializuara, është e mundur të përpunohen si sipërfaqet e jashtme ashtu edhe ato të brendshme të produkteve të konfigurimeve të ndryshme. Broaching nuk përdor një lëvizje ushqyese: i gjithë përpunimi kryhet duke kryer një lëvizje kryesore me broaching, e cila mund të jetë rrotulluese ose përkthimore. Një mjet vrimash punon në një parim të ngjashëm. Pavarësisht nga të gjitha ngjashmëritë e këtyre operacioneve teknologjike, ndryshimi themelor midis tyre është se mjeti i firmuerit funksionon në kompresim, dhe broshja punon në tension.
Videoja më poshtë tregon përpunimin sipërfaqe e brendshme tuba duke tërhequr.
Broaching, kur krahasohet me metodat e tjera të prerjes së metaleve, ka një listë të tërë avantazhesh, të cilat përfshijnë:
- mundësia e uljes së kostos së funksionimit të pajisjeve të përdorura;
- rezistencë e lartë ndaj konsumit të broshurës;
- shkalla e lartë e ushqimit në minutë për shkak të faktit se përpunimi kryhet nga disa dhëmbë prerës njëherësh;
- aftësia për të punuar në makineri broaching edhe për specialistë me një nivel të ulët trajnimi profesional;
- heqja e stokut nga sipërfaqja me një shpejtësi të lartë relative (kjo do të thotë performancë e lartë e përpunimit);
- aftësia për të eliminuar çdo lloj martese të sipërfaqes së trajtuar;
- përpunimi me precizion të lartë të produkteve metalike.
Diagramet e llojeve të ndryshme të vrimave dhe sipërfaqeve të shpimit
Mjeti me të cilin pajisen makineritë e furrës është kryesisht prej materialesh me lidhje mesatare, të cilat janë mjaft të shtrenjta. Për këtë arsye, përdorimi i tij rekomandohet për industritë që prodhojnë produktet e tyre në tufa të mëdha dhe masive.
Ndërkaq, makineritë broaching dhe broaching mund të përdoren edhe në prodhimin në shkallë të vogël dhe një copë të produkteve metalike, nëse parametrat e tyre gjeometrikë janë të standardizuar. Ju nuk mund të bëni pa një operacion të tillë teknologjik dhe në ato raste kur është mënyra e vetme e mundshme ose më fitimprurëse e përpunimit.
Varietetet dhe dizajni i broçave
Broacat klasifikohen sipas një numri parametrash. Ekzistojnë llojet e mëposhtme të shufrave:
- me një pjesë prerëse prej çeliku me shpejtësi të lartë, veglash ose aliazh të fortë;
- të ngurta ose të parafabrikuara - në varësi të dizajnit;
- të vetme ose me shumë kalime - në varësi të numrit të broshurave të përfshira në një grup pune;
- duke punuar sipas një metode të shkallëzuar, profili ose progresive - në varësi të mënyrës se si hiqet lejimi nga sipërfaqja e pjesës;
- me vendosje të drejtë dhe të pjerrët ose spirale dhe unazore të teheve prerëse në pjesën e punës.
Sipas qëllimit të tyre kryesor dallohen edhe lloje të ndryshme broshesh dhe ky klasifikim mund të quhet një nga më të rëndësishmit. Pra, në varësi të këtij parametri, dallohen broshurat për sipërfaqet e jashtme dhe të brendshme. Me ndihmën e një vegle të krijuar për punë në natyrë, është e mundur të përpunohen sipërfaqe të konfigurimeve të ndryshme (ingranazhe, profile të tipit kurriz peshku, brazda, duke përfshirë ato në formë T-je, boshte cilindrike, brazda të formave të ndryshme, duke përfshirë bishtin e pëllumbit, boshtet me shirita, etj).
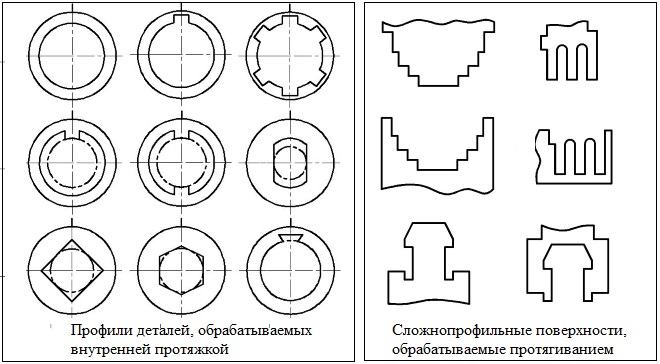
Broach mund të përpunojë sipërfaqe të profileve të ndryshme
Thyerja me vrima është një operacion prodhimi më i zakonshëm sesa hapja e sipërfaqes së jashtme. Duke përdorur një makinë broaching dhe broaching, ju mund të përpunoni llojet e mëposhtme të sipërfaqeve të brendshme:
- çelësa;
- brazda të tipit vidë;
- vrima të rrumbullakëta (broka për vrima të rrumbullakëta);
- vrima me një numër të ndryshëm fytyrash (shfrykë me faqe);
- vrima me sloted (broaches slotted).

Broshkë me vrima për të bërë vrima
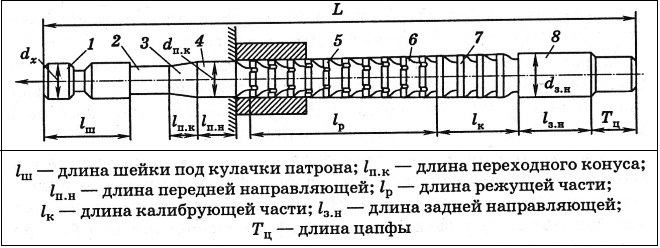
Pavarësisht se për trajtimin e sipërfaqeve të brendshme përdoren tipe te ndryshme broaçe, dizajni i këtyre mjeteve është pothuajse identik dhe përfshin disa komponentë.pjesa e përparme e
Ky është elementi udhëzues. Para përpunimit, pjesa fiksohet saktësisht në pjesën e përparme të veglës, e cila më pas transferon pa probleme sipërfaqen e pjesës së punës në skajet prerëse të broshurës. Seksioni nominal i pjesës së përparme të veglës dhe madhësia e vrimës që do të përpunohet duhet të përputhen, dhe zgjedhja e shkallës së përshtatjes kryhet duke marrë parasysh hendekun e kërkuar midis hapjes dhe mureve të vrimës.
ShakDuke përdorur këtë element, broshja fiksohet në fishekun e pajisjes së përdorur. Për broshurat e të dy llojeve të rrumbullakëta dhe të sheshta, dimensionet e krahëve janë të specifikuara rreptësisht nga dispozitat përkatëse dokumentet normative(GOST 4043-70 dhe 4044-70).

pjesë prerëse
Ky element brosh përbëhet nga shumë dhëmbë dhe është përgjegjës për heqjen e lejimit të kërkuar nga sipërfaqja e përpunuar. Parametrat gjeometrikë të dhëmbëve prerës të shufrës, duke filluar nga pjesa e përparme e saj dhe duke përfunduar me pjesën e pasme, ndryshojnë gradualisht. Pra, dhëmbi i përparmë ka formën dhe dimensionet e vrimës që do të përpunohet, dhe elementi prerës i pasmë ka parametra gjeometrikë që korrespondojnë me karakteristikat e vrimës së përfunduar. Për shkak të faktit se lartësia e dhëmbëve të broshurës rritet gradualisht drejt pjesës së pasme të saj, nuk ka lëvizje të ushqimit gjatë përpunimit, ndërsa lejimi hiqet efektivisht nga sipërfaqja e përpunuar.
Broshat e gjata dhe të rënda janë të pajisura me këtë element për t'u siguruar atyre mbështetje me një pushim të qëndrueshëm.
Udhëzues i pasmëKjo pjesë e shufrës është e nevojshme në mënyrë që pjesa e punës të mos deformohet kur dhëmbi i fundit prerës të lë vrimën e tij.
Pjesë kalibrimiKy element karakterizohet nga një numër më i vogël dhëmbësh se pjesa prerëse e broshit. Forma dhe dimensionet e dhëmbëve të vendosur në pjesën e kalibrimit janë plotësisht identike me ato të vrimës së përfunduar.
Llojet e broshurave me vrima dhe shtrirja e tyre
Gryka e çarë, siç u përmend më lart, përdoret për të përpunuar sipërfaqet e brendshme në të cilat ka elementë të splinuar. Mjete të tilla, në varësi të numrit dhe llojit të prerësve me të cilët janë të pajisur, mund të jenë:
- involute;
- me vrima të mprehta;
- 6 splined;
- 8 splined;
- 10 splined.

Gryka me çarje, në varësi të llojit të saj, mund të prodhohet sipas një prej dokumenteve rregullatore të mëposhtme:
- me një profil të tipit involute: 50038-92 - kombinuar me dy kalime; 50035-92, 28050-89 - tip i kombinuar konvencional; 25158-82, 25159-82 - për përpunimin e një vrime me një seksion prej 15-90 mm; 25157-82 - për përpunimin e vrimave me një seksion kryq prej 12–14 mm; 25160-82 - për përpunimin e vrimave me një seksion kryq prej 45-90 mm;
- me një profil të njëanshëm: 25971-83, 25972-83 - për përpunimin e vrimave me tetë spina; 25969-83, 25970-83 - për përpunimin e vrimave me gjashtë spina; 24822-81, 24823-81 - për vrima me dhjetë spina;
- me bosht vidhe: R 50035-92, 50036-92, 50037-92, 28048-89, 28049-89, etj.
Në disa raste, kur nuk është e mundur të zgjidhet një mjet standard, prodhimi i grilave mund të kryhet sipas dokumentacionit të projektimit të zhvilluar posaçërisht.
Duke përdorur broshurat me vrima, ju mund të kryeni në mënyrë efektive operacionet e mëposhtme teknologjike:
- prerja e çelësave dhe e çarjeve;
- përpunimi i tytës së armëve me pushkë;
- kalibrimi i vrimave të brendshme të llojeve të ndryshme;
- prodhimi i elementeve të turbinës për motorët e avionëve;
- hapja e sipërfaqeve të jashtme me një konfigurim kompleks.
Pajisje tërheqëse
Makinat broaching ndahen në lloje të ndryshme sipas një numri parametrash. Këto opsione janë në veçanti:
- qëllim - për të kryer përpunimin e sipërfaqeve të jashtme ose të brendshme;
- shkalla e universalitetit - makina për qëllime të përgjithshme dhe shumë të specializuara;
- drejtimi në të cilin lëviz elementi i tërhequr (lëvizja e punës) - makineritë e gërvishtjes horizontale ose makineritë vertikale të broshurës;
- lloji i lëvizjes së punës së kryer - me një lëvizje rrethore, me një gërshërë ose lëvizje të pjesës së punës;
- numri i karrocave të instaluara në makinë - të vetme ose me shumë karroca;
- numri i pozicioneve të zëna nga mekanizmi i punës i makinës - me një dhe me shumë pozicione (me një desktop rrotullues);
- niveli i automatizimit - me dhe pa CNC.
Llojet më të zakonshme të pajisjeve të tilla janë:
- horizontalisht i zgjatur makinë universale përdoret për përpunimin e sipërfaqeve të brendshme;
- makina të tipit vertikal që mund të përdoren si për sipërfaqe të jashtme ashtu edhe për të brendshme;
Pajisja e një makine broaching është thelbësisht e ndryshme nga pajisjet që kryejnë funksionet e thërrmimit, bluarjes, kundërmbytjes dhe planifikimit. Në këtë rast, metoda e veprimit mekanik mund të përkojë me operacionet e përpunimit të listuara, megjithatë, parimi i ushtrimit të forcës në këtë rast është i ndryshëm. Në disa aspekte, makineria broaching ofron produktivitet më të lartë, por tiparet e dizajnit nuk lejojnë që ajo të përdoret në ndërmarrje në një shkallë masive.
Informacione të përgjithshme në lidhje me makinat e gërmimit
Teknologjia e broaching, sipas parimit të saj të veprimit mekanik, korrespondon me llojet tradicionale dhe më të zakonshme të pajisjeve të përpunimit të metaleve. Dallimi qëndron në kushtet për kryerjen e këtij operacioni. Për shembull, makinat e hapjes horizontale ju lejojnë të përpunoni sipërfaqet e brendshme të pjesëve të ndryshme të punës me saktësi të lartë. Kjo pajisje përdoret për të formuar anime speciale në vende të vështira.
Nuk është e pazakontë që një operacion tërheqës në një linjë prodhimi masiv të jetë faza përfundimtare e prodhimit, duke ndjekur llojet më të njohura të bluarjes ose kundërmbytjes. Një veçori tjetër që e dallon makinën broaching është përdorimi i elementeve të veçanta prerëse. Këto janë të ashtuquajturat broakë, të cilat kryejnë një efekt të drejtpërdrejtë mekanik në material.

Specifikimet
Një nga disavantazhet e makinave të tilla është madhësia. Si rregull, kjo është një platformë e zgjatur në të cilën vendoset pjesa e punës. Karakteristikat dimensionale mesatarisht janë rreth 2 m në gjatësi, 0.5 m në gjerësi dhe 1.5 m në lartësi. Sidoqoftë, konfigurimet mund të jenë të ndryshme - në përputhje me rrethanat, madhësitë gjithashtu ndryshojnë. Masa është rreth 500 kg, kështu që nuk do të jetë e tepërt të sigurohet një themel i besueshëm përpara instalimit. Për sa i përket performancës, shpejtësia e tërheqjes, domethënë e përpunimit, është gjithashtu e rëndësishme. Për shembull, një makinë broaching nga kompania "Flexible Connections" në modifikimin SGP.12.35 siguron një ritëm pune prej 220 mm / min. Me fjalë të tjera, në një minutë pajisja mund të presë sipërfaqen e brendshme me një gjatësi prej më shumë se 20 cm. Këtu vlen të merret parasysh edhe zona maksimale e përpunimit, pasi në shumicën e rasteve ekzekutimi i të njëjtave linja prerjeje në dy qasje është teknologjikisht. e papranueshme. Gjatësia mesatare e një shërbimi të vetëm varion nga 4 në 5 m.
Varietetet

Ka modifikime horizontale, vertikale dhe të vazhdueshme të hapjes. Opsioni i parë, i vërejtur tashmë, karakterizohet nga thjeshtësia strukturore, prandaj është i përshtatshëm për kryerjen e operacioneve tipike për formimin e prerjeve të drejta lineare me lejime të ndryshme përgjatë profilit. Më e vështirë në pajisjen e saj është një makinë broaching vertikale. Kjo është në thelb e njëjta bazë horizontale, por e instaluar vetëm në një pozicion vertikal, i cili ofron disa avantazhe. Së pari, eliminohet rreziku i varjes së gërvishtjeve të gjata, dhe së dyti, bëhet e mundur të rritet produktiviteti duke zgjeruar linjën e prodhimit. Sa i përket makinerive me shtrirje të vazhdueshme, ato përdoren kryesisht për përpunim përmes sipërfaqeve të jashtme. Ato dallohen nga produktiviteti më i lartë dhe aftësia për të servisuar pjesët e punës në prodhim me vëllim të lartë.
Ku përdoret makina?
Vetë specifikat e përpunimit me broaches përcakton kërkesat jo standarde për rezultatin e marrë. Prandaj, zonat e përdorimit produkte të gatshme jo më i zakonshmi. Për shembull, ato përdoren në prodhimin dhe përsosjen e armëve të zjarrit. Për operacione të tilla, ato përdoren me ndihmën e të cilave prodhojnë tyta mitralozë dhe pistoleta. Gjithashtu, kjo makinë përdoret në prodhimin e profileve komplekse të dekorimit të jashtëm, në prerjen e çelësave dhe splinave, si dhe në kalibrimin e vrimave poliedrike dhe cilindrike. tipar i përbashkët nga të gjitha llojet e broaching janë pikërisht mundësitë e gjera të punës me prerje kaçurrela, dhe në kushte të vështira. Përveç kësaj, makina mund të përdoret si për materiale jo metalike ashtu edhe për materiale të ngurta. Fakti është se aftësia për të përpunuar pjesët atipike të punës me veti të rritura të ngurtësisë dhe ngurtësisë përcaktohet nga elementët e veprimit mekanik, d.m.th. Dhe ata vetë mund të kenë karakteristika të ndryshme.
Prodhuesit dhe modelet

I gjerë formacionin ofron kompania “Giant”. Gama e tij përfshin modifikime të makinerive broaching 7A523, 7A612, 7555, etj. Modelet ndryshojnë në shpejtësinë e përpunimit, tërheqje, fuqi, dimensione dhe karakteristika të tjera. Ndër prodhuesit e huaj, kompania HOFFMANN Raumtechnik ka fituar besim, e cila është e angazhuar jo vetëm në zhvillimin e modeleve klasike me një rregullim vertikal dhe horizontal të linjës së përpunimit. Në familjen e saj mund të gjeni makineri të specializuara për gërshetim. Modelet e serisë RAWX-M, për shembull, janë projektuar posaçërisht për brazda dhe përfundimin e marsheve. Modifikimi RASA-M karakterizohet nga prania e katër gjurmëve, të dizajnuara për përpunimin e brazdave në formë topi të bashkimeve të ndryshme. Për nevoja të specializuara, mund të shikoni dhe model i përshtatshëm në familjen e prodhuesit Yaroslavl Forst Technologie, i cili është i famshëm për qasjen e tij të kujdesshme në prodhimin e elementeve prerëse të një dizajni të veçantë.
Kostoja e makinës

Korridori mesatar i çmimit për makinat e gërmimit është 2-3 milion rubla. Në këtë segment mund të gjeni modele të thjeshta horizontale dhe modifikime të ndërlikuara të tipit vertikal. Meqë ra fjala, është makineria vertikale e broshurës ajo që kushton më shumë. Çmimi i modelit 7A612 nga fabrika e lartpërmendur Giant, për shembull, është rreth 2 milion, por ky është çmimi më i ulët, pasi pjesa më e madhe e pajisjeve shitet ende për 2.5-3 milion. Kjo është pajisje industriale e teknologjisë së lartë. , e cila ndryshon jo vetëm cilesi e larte përpunimi, por edhe sistemet e kontrollit ergonomik. Mjafton të thuhet se modelet më të fundit nga prodhuesit kryesorë po marrin gjithnjë e më shumë panele kontrolli elektronik.
Karakteristikat e funksionimit
Personeli operativ kërkohet të vendosë pjesën e punës në kamaren e punës të pajisjes. Më tej, pas nisjes, fillon procesi i përpunimit të drejtpërdrejtë. Karakteristika kryesore e funksionimit të makinave të tilla është fakti që elementët e punës në formën e broshurave nuk heqin patate të skuqura menjëherë pas prerjes, por i shtyjnë ato vetëm pas daljes përfundimtare nga trupi i pjesës së punës. Prandaj, gama e detyrave të operatorit po zgjerohet gjithashtu për shkak të nevojës për të monitoruar se sa saktë kryhet përpunimi. Në makineritë vertikale të broshurës, rreziqet e devijimeve dhe linjave të gabuara të prerjes nuk janë aq të larta, pasi përjashtohet lakimi i një pjese të gjatë të punës për shkak të peshës së vet.

konkluzioni
Në disa fusha të përdorimit të përpunimit të metaleve mund të vërehen kërkesa të ngjashme për kryerjen e operacioneve të punës në broaching dhe ato konvencionale.Në të njëjtën kohë, është e qartë se këto të fundit përfshijnë më pak telashe për mirëmbajtjen dhe përgjithësisht janë më të lira për t'u mirëmbajtur. Sidoqoftë, makineria e gërshetimit mund ta justifikojë veten si një pajisje universale. Nëse makina të tilla mund të përballojnë si detyrat tipike të zakonshme ashtu edhe përpunimin sipas detyrave teknike të specializuara, atëherë njësitë standarde të bluarjes, për shembull, zbatojnë vetëm gamën e tyre të kufizuar të veprimeve. Sidoqoftë, pajisja broaching ka kufizimet e veta, por vetë segmenti ofron mundësi shumë të gjera përpunimi - gjëja kryesore është të krahasoni saktë aftësitë e një modifikimi të veçantë me kërkesat e detyrave teknike të prodhimit.
Makinat broaching janë të dizajnuara për përpunimin e saktë të sipërfaqeve të brendshme dhe të jashtme të profileve të ndryshme.
Kjo pajisje ndahet sipas kritereve të mëposhtme:
- me takim: për tërheqje të brendshme dhe të jashtme;
- sipas shkallës së universalitetit: qëllimi i përgjithshëm dhe i veçantë;
- sipas drejtimit dhe natyrës së lëvizjes së punës: veprimi horizontal, vertikal, i vazhdueshëm me lëvizje transportuese drejtvizore, me lëvizje rrethore të broshurës ose pjesës së punës, me një kombinim të lëvizjeve të ndryshme të njëkohshme të pjesës së punës dhe broshurës;
- nga numri i vagonave ose pozicioneve - me një ose dy karroca; me një pozicion (normal) dhe me shumë pozicione (me tavolina rrotulluese).
Ato sigurojnë 8 deri në 15 herë më shumë produktivitet sesa bluarja (Makina bluarëse metalike) dhe e mërzitshme (makina e mërzitshme).
Broaching është një nga metodat më të avancuara të prerjes së metaleve. Sweep zëvendëson me sukses pamje të tilla përpunimit si:
- bluarje;
- planifikimi;
- gdhendje;
- reaming;
- vendosja;
- i mërzitshëm;
- bluarje;
- duke u kthyer.
Disavantazhi kryesor i gërshetimit është kostoja e lartë dhe kompleksiteti i prodhimit të një vegle - broshurat, të cilat gjithashtu kanë qëndrueshmëri të ulët.
Blini një makinë gërshetimi në Moskë
Blini një makineri broaching me një çmim të përballueshëm dhe vendoseni në prodhim, kështu do të merrni një efekt të rëndësishëm ekonomik. Makinat kanë një cikël gjysmë automatik ose automatik dhe janë përshtatur për t'u integruar në linja automatike.Për shkak të veçorive të veglës broaching, shumica e makinerive broaching janë të veçanta dhe të specializuara, pasi ato janë të rregulluara për përpunimin e një ose një grupi pjesësh të të njëjtit lloj, sipas vizatimeve të të cilave dhe duke marrë parasysh karakteristikat e prodhimit tuaj, modeli optimal i makinës do të zgjidhet për blerje. Pjesa më e madhe e makinerive gërmuese kanë saktësi normale, gjë që bën të mundur marrjen e vrimave dhe dimensioneve të sipërfaqeve të gërmimit sipas cilësisë 7 ... 9.
Blini makinë broaching(makina broaching) të një kompanie gjermane, kineze ose prodhim vendas në Rusi, ju lutemi kontaktoni


