Makinë bishti 1k62
Ato ju lejojnë të kryeni të gjitha operacionet e nevojshme të kthesës, shpimin dhe prerjen e pesë llojeve të fijeve - metrike, inç, modulare, katran dhe Arkimede.
Një tipar i rëndësishëm është ngurtësia e lartë e boshtit të montuar në kushineta speciale, e cila lejon përpunimin e boshllëqeve të çelikut të ngurtësuar. Makina gjithashtu lejon punën me përdorimin e ngarkesave të goditjes.
Përparësitë kryesore të 1K62:
- Motor elektrik i fuqishëm.
- Ngurtësi e lartë e njësive strukturore.
- Gama e madhe e shpejtësive të përpunimit.
- Performancë e lartë.
- Dridhja minimale.
Më poshtë specifikimet makina 1K62 siguron aftësinë për të kryer një gamë të gjerë operacionesh të grupit të parë të saktësisë "H".
| Specifikimet - makina 1K62 | Opsione |
| Diametri i përpunimit mbi shtrat, mm | 400 |
| Diametri i përpunimit mbi kaliper, mm | 220 |
| Distanca midis qendrave | 1000 / 1500 |
| Klasa e saktësisë sipas GOST 8-82 | H |
| Madhësia e konit të brendshëm në bosht | Morse 6 M80* |
| Fundi i boshtit sipas GOST 12593-72 | 6K |
| Diametri i gishtit përmes vrimës, mm | 55 |
| 300 | |
| Masa maksimale e pjesës së fiksuar në qendra, kg | 1300 |
| Masa maksimale e pjesës së punës të fiksuar në çak, kg | 23 |
| Numri i hapave të shpejtësisë së kundërt të gishtit | 12 |
| Kufijtë e frekuencave të rrotullimit të drejtpërdrejtë të boshtit, min-1 | 12,5 - 2000 |
| Kufijtë e frekuencës së rrotullimit të kundërt të boshtit, min-1 | 19 - 2420 |
| Numri i hapave të furnizimit të punës - gjatësor | 42 |
| Numri i hapave të prurjeve të punës - tërthor | 42 |
| Kufijtë e furnizimeve të punës - gjatësore, mm / rev | 0.7 - 4,16 |
| Kufijtë e furnizimeve të punës - tërthor, mm / rev | 0,035-2,08 |
| Numri i fijeve metrike të prera | 45 |
| Numri i fijeve të prera inç | 28 |
| Numri i fijeve modulare të prera | 38 |
| Numri i fijeve të ngritura për t'u prerë | 37 |
| Numri i fijeve që do të priten - spirale arkimediane | 5 |
| Çift rrotullues maksimal, kNm | 2 |
| Lëvizja më e madhe e kupës, mm | 200 |
| Zhvendosja tërthore e trupit, mm | ±15 |
| Seksioni më i madh i prerësit, mm | 25 |
| Fuqia e motorit kryesor të makinës | 10 kW |
| Fuqia e motorit elektrik të ngasjes së lëvizjeve të shpejta të një mbështetëse, kW | 0,75 ose 1,1 |
| Fuqia e pompës ftohëse, kW | 0,12 |
| Dimensionet e përgjithshme të makinës (L x P x H), mm | 2812/3200x1166x1324 |
| Pesha e makinës, kg | 3035 |
1K62 i përket klasës së makinave ballore - të dizajnuara për të punuar me pjesë pune me diametër të madh, por gjatësi relativisht të shkurtër. Për shkak të mundësisë së rregullimit tërthor të rrezes së pasme, është e mundur të rrotullohen kone të buta. Falë pranisë së bllokimit, trau mund të lidhet me pjesën e poshtme të kalibrit për të rritur funksionalitetin gjatë shpimit të pjesëve dhe pjesëve të punës.
23 mënyra shpejtësie në rangun nga 12.5 deri në 2000 rpm ofrojnë mundësi të gjera përpunimi dhe qëllimin e makinës - kthimin e metaleve të çdo fortësie. Ndërrimi i modalitetit kryhet në një kuti ingranazhi me ingranazhe të këmbyeshme. Makina eshte e pajisur motor elektrik asinkron 10 kW (2000 rpm), furnizimi me kaliper sigurohet nga një motor ndihmës me fuqi 1 kW (1400 rpm). Motorët janë të pajisur me rele termike për të parandaluar mbinxehjen. Fuqia e lartë dhe një zgjedhje e gjerë shpejtësish sigurojnë efikasitet të lartë të makinës si në prerje me fuqi ashtu edhe në shpejtësi të lartë.
Në përputhje me kërkesat e GOST Nr. 8-82, kjo makinë i përket grupit të parë të saktësisë "H". Për fiksimin e pjesëve të punës mund të përdoren çanta vetëqendruese me tre nofulla (diametri - 250 mm) ose me katër nofulla (400 mm).
Analogët e makinës
Aktualisht, makina është jashtë prodhimit, por vazhdon të përdoret gjerësisht në punishte dhe riparime për prodhimin e produkteve të vetme dhe të vogla. Nuk ka probleme me sigurimin e pjesëve rezervë - gamë të gjerë njësitë dhe pjesët prodhohen për analoge të makinës 1K62 dhe modele të tjera. Shumica e pjesëve dhe aksesorëve janë të këmbyeshëm, të përshtatshëm për shumë modifikime të pajisjeve.
Në hartimin e shumë analogëve modernë, përdoren versione moderne të komponentëve. Janë bërë ndryshime në pajisjet elektrike. Nga modelet më të zakonshme të analogëve të makinës 1K62, mund të vërehet 1K62D me një vrimë të boshtit të zgjeruar (10 mm më shumë se në 1K62), si dhe një krimb që mungon në mekanizmin mbrojtës të platformës. Për më tepër, ato janë modele pothuajse identike.
Një analog më modern është modeli 1K625. Nga përmirësimet më të rëndësishme, vlen të përmendet diametri i rritur i përpunimit të pjesës së punës mbi shtrat (deri në 500 mm) dhe mbi suportin (deri në 250 mm). Goditja maksimale e karrocës është rritur gjithashtu për përpunimin e pjesëve të mëdha. Në përgjithësi, kjo është e njëjta makinë e krijuar në 1971, e cila është ende në kërkesë sot si në punëtori të mëdha ashtu edhe në garazhe.
QËLLIMI I PUNËS
Qëllimi i punës është njohja me pajisjen, kinematikën dhe funksionimin e tornosë universale prerëse me vida model 1K62, pajisjet e përdorura, vendosja dhe rregullimi i makinës për të kryer disa operacione të zakonshme.
Sekuenca e PUNËS
1) Përvetësimi i pjesës teorike - studimi i pajisjes, kinematikës dhe funksionimit të makinës sipas teksteve të mëposhtme, vizatimeve, diagrameve dhe direkt në makinë.
2) Njohja e detajuar me makinën, duke përfshirë përfshirjen e disqeve në boshe.
3) Kryerja e detyrave individuale për llogaritjen e cilësimeve dhe konfigurimin e makinës (me akses, nëse është e nevojshme, në makinë) dhe përpilimi i një raporti për punën.
4) Vendosja dhe rregullimi i makinës për të kryer një punë specifike.
KUJDES: qëndrimi pranë makinës dhe puna me të lejohet vetëm në prani të mësuesit ose laborantit!
Njohja me qëllimin, teknik
Karakteristikat, rregullimi i përgjithshëm dhe funksionimi i makinës
Qëllimi i makinës dhe mjetet prerëse të përdorura
Qëllimi kryesor i tornove me vidhos, të cilat janë makinat më të gjithanshme të grupit të tornimit, është përpunimi i pjesëve të ndryshme të kufizuara nga sipërfaqet e rrotullimit, duke përfshirë filetimin, në kushte prodhimi të vetëm (individual) dhe në shkallë të vogël. Në makineri, është e mundur të merren pjesë nga boshllëqet e pjesëve dhe materiali i shiritit. Pjesët e punës mund të jenë të gjata (pjesë të tipit bosht) dhe të shkurtra (pjesë të tipit disku).
Në makinën model 1K62, është e mundur të bluhen sipërfaqet e jashtme cilindrike, konike dhe në formë; shpimi i sipërfaqeve të brendshme cilindrike dhe konike; skajet e prerjes; vrima shpimi, kundërmbytjeje dhe rimbushjeje; prerja e fijeve të ndryshme cilindrike me prerës (profile të ndryshme; të specifikuara në sisteme metrike ose inç; të jashtëm dhe të brendshëm; djathtas dhe majtas; të vetëm dhe me shumë nisje), si dhe fijet e fytyrës; duke filetuar me çezma dhe ngordh.
Për kthimin e sipërfaqeve të jashtme përdoren prerëse përmes; Sipërfaqet me formë të shkurtër përpunohen me prerëse me formë të gjerë, brazda - me hulli. Është bërë mërzitja prerëse të mërzitshme, filetim - filetuar, prerje - prerje. Marrja dhe përpunimi i vrimave është i mundur me ndihmën e stërvitjeve, kundërmbytjeve dhe gërmuesve.
Karakteristikat teknike të makinës
Lartësia e qendrës, mm ………………………………………………………………………………………… ..... 215
Diametri më i madh i përpunimit, mm *
sipër shtratit ……………………………………………………………………………………………………………………………………………………………
mbi kaliper ........................................... 220
Diametri më i madh i shiritit të përpunuar, mm *……………… 45
Distanca më e madhe ndërmjet qendrave, mm *.................................. 710
Udhëtimi më i madh gjatësor i kalibrit, mm…………………………………… 640
Konik boshti i boshtit *………………………………… Morse nr. 6
Kufijtë e shpejtësisë së gishtit, min -1 (rpm):
rrotullim i drejtpërdrejtë (djathtas) (23 opsione)…………………….12.5-2000
rrotullimi i kundërt (majtas) (12 opsione)…………………………………………………………………………….
Vlerat e prurjeve gjatësore, mm/rev (48 opsione)……………0,07-4,16
Vlerat e prurjeve tërthore, mm / rev (48 opsione) ....... 0.035-2.08
Prerja e fijeve:
lartësia metrike, mm…………………….……………..….1-192
modulare me modul, mm ……………………………..………..…0.5-48
fije inç për 1"…………………………………… 24-2
e vendosur me numrin e zërave………………………………..….…. 96-1
Fuqia e motorit kryesor elektrik, kW ……………………………… 10
Shënim.
Të dhënat e shënuara me *, si dhe shpejtësia më e lartë e boshtit, lartësia më e madhe e mjetit dhe pesha e makinës, përcaktohen nga GOST si parametrat kryesorë të tornove me vida.
Pajisja dhe funksionimi i makinës
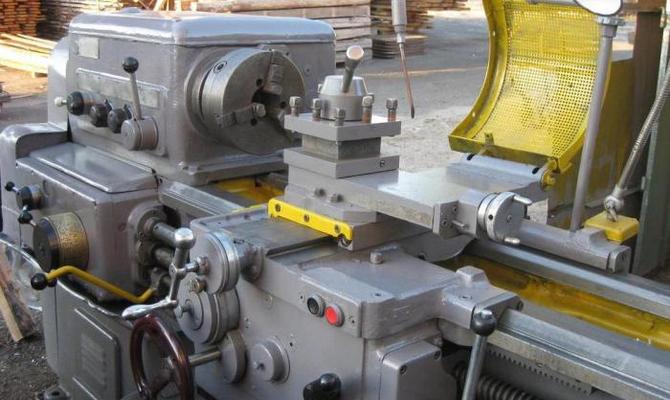
Paraqitja e makinës (Fig. 1 dhe 3) siguron instalimin e pjesës përgjatë boshtit horizontal dhe lëvizjen e veglave në rrafshin horizontal. Të gjitha njësitë e lëvizshme dhe të fiksuara të makinës janë montuar në kornizën A, e cila ndodhet në dy piedestale T. Në anën e majtë të kornizës është fiksuar koka B. e cila është e fiksuar pjesa e punës. Për të rregulluar pjesët e shkurtra të punës, përdoren çanta dhe pllaka ballore. Nëse materiali i shiritit përdoret për të marrë pjesë, atëherë ai kalohet përmes një vrime në bosht dhe sigurohet duke përdorur një mekanizëm çak ose këllëf. Pjesët e gjata (boshtet) janë instaluar në qendra, njëra prej të cilave është e vendosur në pjesën e përparme konike të vrimës së boshtit, dhe e dyta në vrimën e bishtit të tërhequr.
Oriz. 1. Forma e përgjithshme vegël makine
Tailstock B ndodhet në kornizën në të djathtë. Mund të zhvendoset përgjatë udhëzuesve dhe të fiksohet në distancën e kërkuar nga koka, në varësi të gjatësisë së pjesës. Gjatë përpunimit të pjesëve të shkurtra dhe materialit të shufrës, është e mundur të shponi, të zhyteni dhe të rimbushni vrimën qendrore në pjesën, për të cilën është instaluar një mjet i përshtatshëm në kutinë e bishtit (në vend të qendrës). Mjetet futen në kupë ose drejtpërdrejt ose me ndihmën e mëngëve të përshtatësit ose një çak.
Midis kokave të përparme dhe të pasme në udhëzuesit e kornizës, vendoset një grup mbështetës (ose thjesht: një mbështetës), i krijuar për të siguruar mjetin dhe për të komunikuar lëvizjet gjatësore dhe tërthore me të me shpejtësi të rregullueshme (ushqime) dhe të shpejta (lëvizjet e instalimit ). Nyjet dhe pjesët e grupit mbështetës janë montuar në një karrocë (rrëshqitje gjatësore ose të poshtme) D me një platformë të bashkangjitur në të. Në udhëzuesit e karrocës ka rrëshqitje tërthore D me një pjesë rrotulluese E. Pjesa rrotulluese ka udhërrëfyes mbi të cilët ka rrëshqitje të sipërme (prerëse) K. Në rrëshqitjen e sipërme është instaluar një mbajtës prerës I. Mund të fiksohen katër prerës mbajtësja e veglave të suportit. Duke e rrotulluar mbajtësin e veglave, secili prej prerësve mund të vendoset në pozicionin e punës. Pjesa rrotulluese dhe rrëshqitja e sipërme ofrojnë aftësinë për të lëvizur prestarin në një kënd me boshtin e pjesës së punës. Kjo lëvizje në makinën 1K62 kryhet me dorë. Në pjesën e pasme të rrëshqitjes kryq mund të ngjitet një mbajtëse veglash shtesë për një vegël groove ose ndarëse.
Për të informuar bishtin për ushqimin mekanik gjatë shpimit dhe hapjes së vrimave, sigurohet një bravë që lidh kaliperin me bazën e bishtit, në mënyrë që bishti të lëvizë me të njëjtën shpejtësi si kaliperi.
Pranë kokës në pllakat vertikale të shtratit është fiksuar kutia e ushqimit P. Ai siguron shpejtësitë e kërkuara të lëvizjeve gjatësore dhe tërthore të veglës. Nga kutia e ushqimit, boshti lëvizës ose vidhosja e plumbit futet në rrotullim. Kur përpunoni sipërfaqet cilindrike dhe fundore, kaliperi me mjet merr lëvizje nga boshti i drejtimit përmes ingranazheve të platformës, dhe kur përpunoni sipërfaqet spirale (filesë) - nga vidhosja e plumbit.
Për të parandaluar dëmtimet industriale gjatë funksionimit të makinës zona e punës mbuluar me një ekran mbrojtës.
Oriz. 2. Pajisjet për fiksimin e pjesës në makinë
pllakë ballore e montuar në bosht. Si rezultat, ndërsa rrotullohet me boshtin, pllaka e fytyrës mbart përgjatë kapëses, dhe bashkë me të edhe pjesën e punës.
Për pjesët e punës të instaluara në qendra, rrotullimi mund të transmetohet nga çanta lëvizëse vetë-shtrënguese (Fig. 2,e). Kur ndizni rrotullimin e boshtit, kamerat 4, duke u kthyer në lidhje me boshtet e tyre, kapin pjesën e punës me një sipërfaqe pune të valëzuar dhe e rrotullojnë atë.
Pjesët e punës jo të ngurtë mbështeten nga mbështetëse të qëndrueshme 1 për të reduktuar deformimet (Fig. 2, f).
Makinë kryesore
Lidhjet e fundit të zinxhirëve të lëvizjes kryesore janë motori elektrik, boshti i të cilit ka një shpejtësi rrotullimi n dv = 1450 min -1 (rpm), dhe boshti me pjesën e punës, i cili duhet të rrotullohet me një frekuencë të tillë n. min -1 (rpm), i cili do të sigurojë shpejtësinë e kërkuar të prerjes.
Regjistrimi i zhvendosjeve të llogaritura të lidhjeve përfundimtare të zinxhirit do të duket kështu:
Boshti i motorit është i lidhur me boshtin hyrës të kutisë së shpejtësisë me anë të një ngasjeje me rrip V. Më tej, lëvizja mund të transmetohet duke përdorur një grup ingranazhesh me dy shpejtësi (51:39; 56:34; më poshtë ky grup do të shënohet me p a; p a \u003d 2), ndërsa rrotullimi i djathtë ("i drejtpërdrejtë") do të jetë raportohet te boshti, ose dy ingranazhe të njëpasnjëshme (50:24 dhe 36:38), dhe më pas boshti do të ketë një rrotullim majtas ("të kundërt"). Përfshirja e rrotullimit përpara ose mbrapa dhe fikja e rrotullimit të boshtit kryhet nga një tufë me shumë pllaka me fërkim me dy drejtime M1.
Lëvizja raportohet në boshtin tjetër nga një grup ingranazhesh me tre shpejtësi (p b; p b \u003d 3), dhe prej tij lëvizja mund të transferohet në bosht ose menjëherë përmes ingranazhit 65:43, ose përmes dy grupeve të ingranazhet (p në \u003d 2, p g \u003d 2 ) dhe ingranazhet e boshtit 27:54. Për ta bërë këtë, blloku-dy 43-54, i cili transmeton rrotullimin në bosht përmes lidhjes spline, vendoset në pozicionin e duhur.
Kështu, lëvizja e boshtit të daljes transmetohet përmes dy zinxhirëve kinematikë: një i shkurtër (ingranazhi 65:43 është i ndezur), duke siguruar transferimin e shpejtësive më të larta dhe një i gjatë (përmes grupeve p in, p g), duke siguruar transferimi i shpejtësive më të ulëta. Një strukturë e tillë kinematike quhet e palosur.
Ekuacioni i bilancit kinematik të makinës është:

Numri 0.98 i shkruar në ekuacion është një koeficient që merr parasysh rrëshqitjen në ngasjen e rripit.
Në zinxhirin kinematik për shpejtësi më të ulëta (r a r b r në r g), grupet p c dhe p g së bashku ofrojnë tre raporte të ndryshme ingranazhesh (i = 1/16; 1/4; 1), dhe jo katër, prandaj zinxhiri transmeton në bosht jo 24 (2 3 2 2), por 18 shpejtësi të ndryshme: 12.5; 16; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630 rpm një strukturë kinematike në të cilën disa nga shpejtësitë përkojnë në madhësi me të tjerat ("mbivendosje") quhet një strukturë e mbivendosur.
Për të zhvendosur shpejtësitë e boshtit në rend rritës, është e nevojshme të ndërroni ingranazhet fillimisht në grupin p a, pastaj në grupin p b dhe përsëri p a, më pas
në grupet p in dhe p g së bashku (me rritjen e raporteve të ingranazheve) dhe përsëri në grupet p a dhe p b.
Zinxhiri kinematik për shpejtësi më të larta (përmes grupeve ra r b për bosht) siguron transmetimin e 6 shpejtësive rrotulluese në bosht: 630; 800; 1000; 1250; 1600; 2000 rpm
Numri i shpejtësive të gishtit është një progresion gjeometrik (seri gjeometrike) me një emërues 1.25 (1.26).
Shënim.
Frekuencat e mësipërme janë të rrumbullakosura në vlera standarde.
Disqet e ushqimit me vida
Lidhjet e fundit të këtyre zinxhirëve janë një bosht me një pjesë pune dhe një mbështetëse me një prerës, i cili lëviz në drejtimin gjatësor në një rrotullim të boshtit me një sasi të barabartë me hapin e fillit që do të pritet T.
Lëvizja e llogaritur e lidhjeve përfundimtare të zinxhirëve:
1ob.shp → vidhos S, dhe në të njëjtën kohë vidhos me vidhos S vid = T.
boshti i lëvizjes, si dhe ingranazhet dhe mekanizmat e kundërt të platformës, nuk marrin pjesë në sigurimin e ushqimit të prerjes së vidave; lëvizja e kalibrit transmetohet përmes një ingranazhi me vidë (vidhos plumbi - arrë e ndarë) me një hap prej 12 mm. Për ta bërë këtë, ingranazhi 28:56 shkëputet në kutinë e furnizimit dhe tufa M5 ndizet, duke lidhur boshtin e shtyrë të grupeve të ingranazheve të shumëzuesit me vidën e plumbit, dhe në platformë, dorezën 22 (shih Fig. 4 ) ndez arrën e ndarë (uterine). Kur ndizni ushqimin e prerjes së vidhave, furnizimi gjatësor ose tërthor nga boshti i makinës nuk duhet të ndizet (dhe anasjelltas), prandaj, platforma ka një mekanizëm mbyllës që parandalon mundësinë e rrotullimit të ndonjë prej dorezave 19 ose 22 (shih Fig. 4) kur tjetra kthehet në pozicionin e punës.
Ndryshimi i drejtimit të lëvizjes së kalibrit për prerjen e fijeve djathtas ose majtas kryhet me anë të një mekanizmi kthimi të vendosur në makinën përpara rrotave të ndërrimit. Rrotullimi në boshtin lëvizës të këtij mekanizmi raportohet, si në ngasjet e prurjeve gjatësore dhe tërthore, nga boshti përmes një ingranazhi 60:60 ose përmes një lidhjeje të rritjes së shkallës.
Për të vendosur një aktivizues për filetim tipe te ndryshme janë instaluar disa rrota të këmbyeshme dhe mekanizmi Norton është i ndezur në mënyrë që boshti i lëvizjes në të të jetë ose ai në të cilin janë fiksuar ingranazhet e konit të ingranazhit 26, ..., 48, ose ai në të cilin ingranazhet rrëshqitëse 28 ndodhet.
4.3.1 Prerja e fijeve metrike
Ushqimi, siç u përmend më lart, duhet të jetë i barabartë me hapin e fillit. Fijet metrike janë të specifikuara saktësisht në mm. Për të akorduar për të marrë një fill me një hap tjetër, raporti i marsheve të lidhjes përcaktuese të akordimit të makinës, që është mekanizmi Norton, duhet të ndryshohet në përpjesëtim të drejtë me ndryshimin e hapit. Për këtë qëllim, koni i ingranazhit në mekanizmin Norton duhet të jetë drejtues, i cili sigurohet nga përfshirja e tufave M2 dhe M3. Rrotat e zëvendësueshme mbeten të njëjta si për furnizimet e rrotullimit: 42, 95, 50 (i cm1).
Nëse ZUSh është i çaktivizuar (i Zush = 1, shpejtësia e boshtit është 630-2000 rpm), dhe ingranazhet përfshihen në mekanizmin e kundërt dhe grupet e shumëzuesit që ofrojnë raporte ingranazhesh 1: 1 (d.m.th.), pastaj me heqjen e lëvizjes nga të ndryshme ingranazhet e konit të mekanizmit Norton do të ofrojnë furnizime:
| veshje kon | |||||||
| Dorëzimi, mm/rev | 6,5 |
Me një rënie në i mn dhe i zhurmshëm, madhësia e ushqimit do të ulet, me një rritje në i zush - rritet.
Në rastin e fundit, duhet të kihet parasysh se kur ndizet SG, shpejtësitë e boshtit ndryshojnë, që do të thotë se është e mundur një situatë kur furnizimi i kërkuar me një shpejtësi të ndryshme boshti nuk do të sigurohet. Në disa raste, kjo mund të shmanget duke ndërruar, përkatësisht, i mn dhe i rev. Për shembull, kur ndizni i zush = 2 (n sh = 200-630 rpm) dhe me të njëjtat ingranazhe në grupe të tjera, sigurohen furnizime:
| veshje kon | |||||||
| Dorëzimi, mm/rev |
Nëse është e nevojshme të sigurohet furnizime nga një gamë prej 6,5-12 mm / rrotullim në n sh = 200-630 rpm (i zush = 2), atëherë duhet të përfshihet i mn = 1/2 (ose i zhurmshëm = 1/2 ) .
Shënim.
Përveç fijeve metrike, fijet e tjera (për shembull, trapezoidale, shtytje) vendosen në mm. Vendosja për prerjen e tyre bëhet në të njëjtën mënyrë.
4.3.2 Prerja modulare me fileto
Fijet modulare janë ingranazhet e krimbave të ingranazheve me krimba. Ato vendosen jo nga një hap, por nga moduli m në mm. Lartësia e fillit është vlera e llogaritur T = πּm. Kur vendoset për filetimin e një moduli tjetër, furnizimi (i barabartë me hapin) duhet të ndryshohet në përpjesëtim të drejtë me modulin, që do të thotë se koni i ingranazhit në mekanizmin Norton duhet të jetë drejtues. Për të siguruar që të merret një shumëfish hap i π (që nuk është rasti me fijet metrike), është e nevojshme të bëhen ndryshimet e duhura në zinxhirin kinematik. Këto ndryshime konsistojnë në vendosjen e rrotave të tjera zëvendësuese: 64, 95, 97 (i cm2), raporti i marsheve të të cilave ndryshon me 0,785=π/4 herë nga raporti i marsheve të rrotave 42, 95, 50 (i cm1).
Kështu, për vendosjen për prerjen e fijeve modulare, përfshihen të njëjtat bashkime si për prerjen e fijeve metrike, por janë instaluar rrota të tjera të këmbyeshme.

4.3.3 Prerja me fije inç
Fijet inç nuk përcaktohen nga një lartësi, si ato metrike, por nga numri i fijeve (kthesave) k për inç (1 "≈25.4 mm) të gjatësisë së filetos, d.m.th. reciproke e hapit T, që do të thotë se furnizimi duhet të ndryshojë në përpjesëtim të zhdrejtë k.
Në këtë rast, ndryshe nga vendosja për filetimin metrikë, duhet të drejtohet koni i mekanizmit Norton. Për ta bërë këtë, çiftet 37:35 (rrotat 35, 37, 35 transmetojnë lëvizjen nga ingranazhet e këmbyeshme në boshtin e ingranazhit rrëshqitës 28) dhe 28:35 (rrotat 35, 28, 28, 35 transmetojnë lëvizjen nga mekanizmi Norton në ingranazhet e lëvizjes) duhet të bashkohen në kutinë e ushqimit.boshti i grupeve të ingranazheve të shumëzuesit); duhet të përfshihet edhe bashkimi M5.
4.3.4 Prerja me katran
Lartësia jepet nga krimbat në sistemin inç të matjes. Pika p është reciproke e modulit, por e shprehur jo në 1/mm, por në 1/inç. Atëherë hapi i fillit në mm do të jetë i barabartë me. Është e qartë nga e para se me këtë cilësim kutia e ushqimit ndizet si kur priten fijet inç, dhe rrotat e ndërrimit vendosen njësoj si kur priten fijet modulare.
4.3.5 Bërja e fijeve të imta ose jo standarde
Me këtë cilësim, kutia e furnizimit nuk përdoret si një trup akordues, zinxhiri shkurtohet sa më shumë që të jetë e mundur dhe vidhosja e plumbit ndizet "direkt", duke e lidhur atë me ndihmën e bashkimeve M2, M4, M5 me boshtin e daljes. e kitarës me ingranazhe të këmbyeshme. Mekanizmi i kundërt përdor ingranazhe me një raport ingranazhi 1:1. Në kitarën e ingranazheve të këmbyeshme, janë instaluar rrota të tilla A, B, C, D (i cm), të cilat do të japin hapin e kërkuar, dhe jo ato të paraqitura në diagram.
Ekuacioni i bilancit kinematik për këtë rast është:
Nga ekuacioni, duke marrë parasysh atë që u përmend, nxirret formula e akordimit:
![]() .
.
Udhëtime të shpejta
Këto disqe ju lejojnë të lëvizni të gjithë kaliperin në rrëshqitjet gjatësore dhe tërthore në drejtim tërthor shpejt me shpejtësi, përkatësisht, v b.prod = 3,4 m/min dhe v b. pop = 1,7 m/min. Disqet marrin lëvizje nga një motor elektrik i veçantë (n dv.b = 1410 rpm) në modalitetin e lëvizjes kur shtypet butoni në dorezën e aktivizimit të furnizimit. Lëvizja e shpejtë ndodh në drejtim të ushqimit të ndërruar. Për të parandaluar prishjet në zinxhirin kinematik duke transmetuar njëkohësisht rrotullimin e ngadaltë në boshtin e lëvizjes përmes kutisë së furnizimit dhe rrotullimin e shpejtë nga motori elektrik i specifikuar, është instaluar një tufë tejkalimi MO.
zhvendosjet e llogaritura të lidhjeve fundore dhe ekuacioni i bilancit kinematik të zinxhirëve janë si më poshtë:
n dv.b → v b.prod;
n dv.b → v b.pop;
Shënim.
Në ekuacionet e balancës kinematike, moduli i raftit dhe pinionit dhe hapi i vidhos së plumbit jepen në m.
KONTROLL MAKINER
Për të ndezur dhe fikur makinën dhe disqet e saj, ndryshoni drejtimin e rrotullimit të boshtit dhe lëvizjen e kalibrit, ndryshoni vlerat e shpejtësive dhe furnizimeve rrotulluese, kryeni lëvizje manuale të pjesëve lëvizëse dhe kryeni të tjera veprimet e kontrollit, makina ka kontrollet e duhura. Vendndodhja e tyre është treguar në Fig. 4 .
Figura thekson pjesët e mëposhtme të makinës, kontrollet dhe pjesët e kontrollit:
1 - koka;
2, 5 - doreza për vendosjen e makinës në shpejtësinë e kërkuar të boshtit;
3 - doreza e lidhjes për të rritur hapin dhe furnizimet;
4 - doreza e mekanizmit të kundërt të ushqimit të prerjes së vidhave;
6 - fishek;
7 - ekran mbrojtës;
8 - dorezë për lëvizjen manuale të sajë të sipërme (incizale);
9 - dorezë për fiksimin e kupës së bishtit;
10 - tailstock;
11 - levë për sigurimin e bishtit në shina;
12 - kaloni kryesor (linear);
13 - ndërprerësi i pompës elektrike për furnizimin e lëngut prerës;
14 - ndërprerës i ndriçimit lokal;
15 - ampermetër për të kontrolluar ngarkesën e motorit kryesor elektrik;
16 - kabineti i djathtë;
17 - vidë plumbi;
18 - bosht drejtimi;
19 - dorezë për të mundësuar lëvizjet gjatësore dhe tërthore të kaliperit;
20, 26 - doreza për ndezjen, fikjen dhe kthimin e boshtit;
21 - stacion me butona për ndezjen dhe ndalimin e motorit kryesor elektrik;
22 - dorezë për ndezjen e dados së ndarë (mitrës) të vidës së plumbit;
23 - platformë;
24 - dorezë për lëvizjen manuale të rrëshqitjes kryq;
25 - rrota dore për lëvizjen gjatësore manuale të karrocës së kaliperit;
27 - piedestali i majtë;
28 - kazan i ushqimit (doreza për vendosjen e shpejtësisë së ushqimit dhe hapit të fillit);
29 - kuti ushqimore;
30 - doreza e llojit të punës (përzgjedhja e ushqimit ose lloji i fillit që pritet).
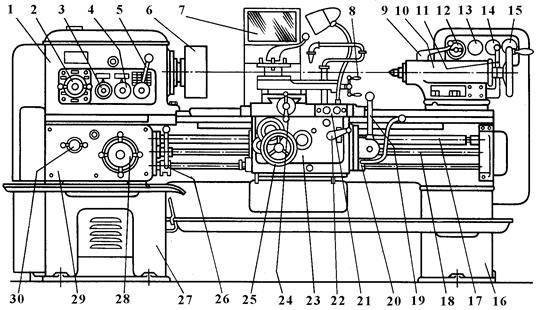
Oriz. 4. Nyjet, elementët e disqeve dhe mekanizmat e kontrollit të modës së makinës. 1K62
Përfshirja e një shpejtësie të caktuar (ose kalimi) të boshtit kryhet me kutinë e marsheve të fikur, për të cilën doreza 20 ose 26 është vendosur në pozicionin e mesëm. Në këtë rast, tufa M1 (shih Fig. 3) vendoset në pozicionin neutral, lëvizja nuk transmetohet në kuti dhe frena e lidhur me këtë tufë ndalon transmetimin e saj.
Për të rregulluar makinën në shpejtësinë e kërkuar të boshtit, është e nevojshme të rrotulloni dorezën 2 (Fig. 5 dhe pozicioni 5 në Fig. 4) derisa treguesi i saj të përafrohet me kolonën në tabelën e shpejtësive të rrotullimit në të cilën është shpejtësia e vendosur. tregohet dhe doreza 1 (shih Fig. 5 dhe poz. 2 në Fig. 4) vendoset në mënyrë që pika në diskun e dorezës të drejtojë dritaren me këtë frekuencë.
Për të vendosur makinën, për shembull, me një shpejtësi gishti prej 1000 rpm, është e nevojshme që fillimisht të devijoni dorezën 2 (shih Fig. 5), pastaj ta ktheni atë majtas derisa treguesi i saj të përafrohet me kolonën e shpejtësive të rrotullimit 630- 2000 në tavolinë dhe instaloni dorezën 1 në mënyrë që rreziku në diskun e dorezës të tregojë në dritaren me numrin 1000. Doreza 2 devijon nga vetvetja vetëm kur rrotullohet nga një numër numrash 630-2000, në raste të tjera kjo është nuk kërkohet.
Shënim.
Për disa modifikime të makinave të këtij modeli, doreza 1 ka një gjymtyrë me gjashtë seksione. Kur konfiguroni makinën, doreza 1 rrotullohet derisa pjesa e gjymtyrëve që korrespondon me shpejtësinë e caktuar të përafrohet me shigjetën në pllakën e treguesit.
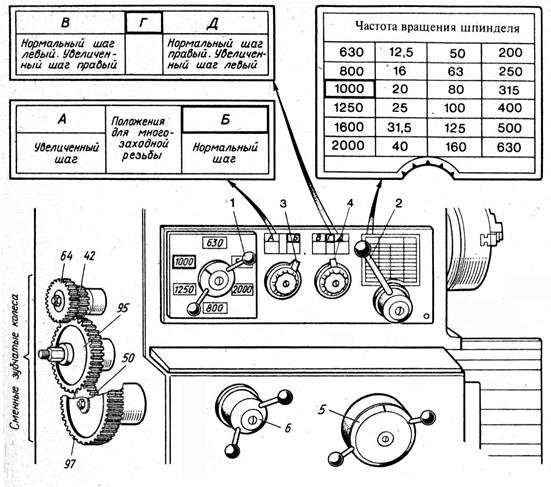
Oriz. 5. Dorezat për vendosjen e shpejtësisë së boshtit dhe furnizimit
Përfshirja e rrotullimit të djathtë (të drejtpërdrejtë) të boshtit kryhet nga doreza 1 (Fig. 6,) nga pozicioni i mesëm I (shih Fig. 6, a) deri në dështimin në pozicionin II (shih Fig. 6, b). Në këtë rast, boshti do të rrotullohet në drejtim të kundërt të akrepave të orës kur shikohet nga ana e bishtit.
 |
a B C)
Oriz. 6. Fikni, ndizni dhe kthejeni boshtin
Kthimi i dorezës 1 nga pozicioni i mesëm I poshtë në dështim në pozicionin III (shih Fig. 6, c) e kthen boshtin në rrotullimin e majtë (të kundërt) (në drejtim të akrepave të orës).
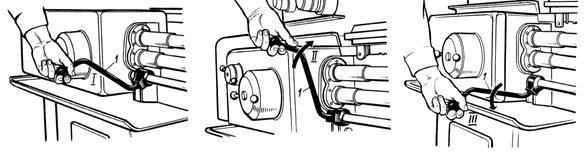
Përfshirja e lëvizjes gjatësore ose tërthore të kaliperit kryhet me një dorezë (poz. 19 në figurën 4; poz. 3 në figurën 7, 8 dhe 9), e cila është mnemonike, d.m.th. lëvizja e kalibrit do të ndodhë në drejtimin në të cilin është kthyer doreza. Kur kjo dorezë është e kthyer, njëra nga katër tufat M6-M9 ndizet (shih Fig. 3).
 |  |
||
Oriz. 7. Ndezja e mekanizmit të kaliperit për ushqim gjatësor
Kur rrotullimi përpara i boshtit është i ndezur, rrotullimi i dorezës 3 nga pozicioni i mesit (neutral) I (Fig. 7, a) majtas deri në dështim në pozicionin II (Fig. 7, b) do të ndezë gjatësinë e drejtpërdrejtë ushqeni dhe lëvizni kaliperin nga e djathta në të majtë, d.m.th. nga bishti në pjesën e përparme. Fikja e furnizimit gjatësor kryhet duke e kthyer dorezën 3 në pozicionin e mesëm (neutral) I.
Mekanizmi i kaliperit ndizet për ushqim gjatësor të kundërt duke lëvizur dorezën 3 nga pozicioni i mesëm I (shih Fig. 7, a) djathtas derisa të dështojë në pozicionin III (Fig. 7, c).
Tabela 1
| Fijet | Pozicioni i dorezës | Fijet | Shpejtësia e gishtit | ||||||||||||||
| katran. | 12,5-40 | ||||||||||||||||
| A | Zmadhoni hap | 2 3 / 4 | 2 1 / 2 | 2 1 / 4 | 1 3 / 4 | 50-160 | |||||||||||
| B | Norma. hap | 12,5-2000 | |||||||||||||||
| fije 1". | B | Norma. hap | 4 1 / 2 | 3 1 / 2 | 3 1 / 4 | 12,5-2000 | |||||||||||
| modulare | A | Zmadhoni hap | 12,5-40 | ||||||||||||||
| 6,5 | 50-160 | ||||||||||||||||
| 2,75 | 2,5 | 2,25 | 1,75 | 1,5 | 1,25 | 12,5-2000 | |||||||||||
| metrikë | B | Norma. hap | 12,5-40 | ||||||||||||||
| A | Zmadhoni hap | 50-160 | |||||||||||||||
| B | Norma. hap | 5,5 | 4,5 | 3,5 | 12,5-2000 | ||||||||||||
| ushqim kryq = 0.5 gjatësore | |||||||||||||||||
| 4,16 | 3,8 | 3,48 | 3,12 | 2,8 | 2,42 | 2,28 | radhët | A | NË | 50-160 | |||||||
| 2,08 | 1,9 | 1,47 | 1,56 | 1,4 | 1,21 | 1,14 | B | D | |||||||||
| 1,04 | 0,95 | 0,87 | 0,78 | 0,7 | 0,61 | 0,57 | B | G | 0,52 | 0,47 | 0,43 | 0,39 | 0,34 | 0,3 | 0,28 | 12,5-2000 |
| 1 1 / 2 | 1 1 / 4 | katran. | A | Zmadhoni hap | 2 3 / 4 | 2 1 / 2 | 2 1 / 4 | 1 3 / 4 | 12,5-40 | ||||||||
| 3 1 / 2 | 50-160 | ||||||||||||||||
| B | Norma. hap | 12,5-2000 | |||||||||||||||
| fije 1". | Norma. hap | 12,5-2000 | |||||||||||||||
| modulare | A | Zmadhoni hap | 6,5 | 12,5-40 | |||||||||||||
| 5,5 | 4,5 | 3,5 | 3,22 | 50-160 | |||||||||||||
| 0,5 | B | Norma. hap | 12,5-2000 | ||||||||||||||
| metrikë | A | Zmadhoni hap | 12,5-40 | ||||||||||||||
| 50-160 | |||||||||||||||||
| 2,5 | 1,75 | B | Norma. hap | 1,5 | 1,25 | 12,5-2000 | |||||||||||
| ushqim kryq = 0.5 gjatësore | ushqim kryq = 0.5 gjatësore | ||||||||||||||||
| 4,16 | 3,8 | 3,48 | 3,12 | 2,8 | 2,28 | A | NË | 200-630 | |||||||||
| 0,26 | 0,23 | 0,21 | 0,195 | 0,17 | 0,14 | B | G | 0,13 | 0,12 | 0,11 | 0,097 | 0,084 | 0,074 | 0,07 | 12,5-2000 |
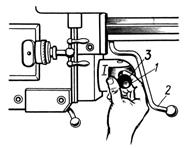
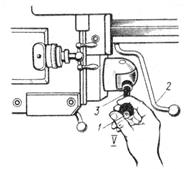
Mekanizmi i furnizimit kryq të kalibrit ndizet duke e kthyer dorezën 3 nga pozicioni i mesëm I (shih Fig. 7, a) në pozicionin IV (Fig. 8, a) ose V (Fig. 8, b). përkatësisht për depozitim të drejtpërdrejtë (nga ana) ose të kundërt. Për të fikur furnizimin kryq, doreza 3 kthehet në pozicionin e mesëm (neutral).
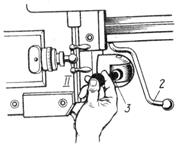
Për të lëvizur shpejt kaliperin, është e nevojshme të rrotulloni dorezën 3 në përputhje me drejtimin e zgjedhur të lëvizjes dhe të shtypni butonin 1 në dorezën 3 me gishtin e madh të dorës së djathtë (Fig. 8, c). Kjo ndez (shih Fig. 2) tufën përkatëse në platformë dhe motorin e makinës së udhëtimit të shpejtë.
Dorezat 3,4,5,6 përdoren për të vendosur makinën në furnizimin ose fillin e kërkuar (shih Fig. 5).
 |
a B C)
 |  |
||
Oriz. 8. Ndezja e mekanizmit të kaliperit
DHE PLOTËSIMI I TYRE
Në punën laboratorike, si shembull, merren parasysh metodat për vendosjen e një makine për përpunimin e sipërfaqeve konike.
Oriz. 10. Kthimi i sipërfaqeve të shkurtra konike
Oriz. 11. Rrotullimi i koneve me rrëshqitjen e sipërme të kalibrit të rrotulluar
3) Përcaktoni këndin e rrotullimit të rrëshqitjes së sipërme sipas vizatimit të konit të përpunuar
ku D, d, l janë diametrat më të mëdhenj dhe më të vegjël dhe gjatësia e konit.
4) Rrotulloni pllakën rrotulluese 3 të rrëshqitjes së sipërme në këndin e dëshiruar të konik α. Kur pjesa e sipërme e konit 2 është përballë bishtit, pllaka rrotulluese B me prerësin 1 largohet nga vetja, duke numëruar këndin e rrotullimit në shkallën (vernier) B (Fig. 11, a). Nëse maja e konit është e kthyer drejt boshtit, atëherë sajëja e kalibrit rrotullohet në drejtim të kundërt (Fig. 11, b).
5) Kthejeni sipërfaqe konike(paraprake dhe përfundimtare), duke e kthyer vidën e rrëshqitjes së sipërme të kalibrit me të dy duart (Fig. 11, c) në drejtim të akrepave të orës.
6) Kontrolloni këndin e konit me një goniometër universal (Fig. 11, d) ose kufizoni mëngën e matësit V (Fig. 11, e).
Oriz. 12. Skemat për vendosjen e një makinerie për përpunimin e konëve
Oriz. 13. Kontrolli i zhvendosjes së trupit të kokës me vernier dhe vizore
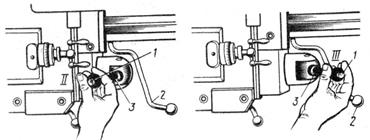
- zhvendosja e trupit të bishtit përgjatë gjymtyrëve të vidës së ushqimit kryq. Kthejeni prerësin 1 (Fig. 14, a) dhe fiksoni atë në mbajtësen e prerësit me anën e pasme. Zgjatni kutinë 2 të bishtit. Ngjitni një rrip të hollë letre 3 (ose një sondë) në tepsi dhe sillni prerësin në të në mënyrë që të mund ta hiqni lirisht letrën. Në çelësin e tërthortë të ushqimit, largojeni prestarin nga kunja me sasinë H të zhvendosjes së trupit të bishtit. Lëvizni kutinë e bishtit në mënyrë që shiriti i letrës 3 të mbërthehet si më parë;
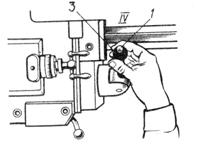
- zhvendosja e trupit të bishtit sipas treguesit. Fiksoni treguesin 4 në mbajtësen e veglës (Fig. 14, b). Lëvizni treguesin derisa kërcelli i tij A të përshtatet fort në kupë. Cakto numrin tregues në<0>. Lëvizni trupin e bishtit në vlerën e kërkuar sipas treguesve të shkallës së treguesit.
Shënim.
Përdorimi i një qendre të pasme lëvizëse (Fig. 14, c) ju lejon të mos zhvendosni trupin e bishtit. Por meqenëse me këtë metodë, si me ato të mëparshme, detyra është në zhvendosjen e qendrës së bishtit, Nuk këshillohet të veçohet metoda si e pavarur, megjithëse formalisht nuk i përket titullit të këtij paragrafi.
Me anë të boshtit konik të trupit 1, struktura është instaluar në kutinë e bishtit. Për të kryer rregullimin, është e nevojshme: të lëvizni rrëshqitjen 3 me ndihmën e vidës rregulluese 2 së bashku me vetë qendrën 4 përgjatë udhëzuesve A të trupit me sasinë H larg jush ose drejt jush, në varësi të vendndodhjen e majës së konit që përpunohet, duke kontrolluar sasinë e zhvendosjes në një shkallë me ndarje Г; fiksoni sajën me vida B.
Qendra 4 (si të tjerat, më e thjeshtë, përdoret kur punoni me një shtyllë të kompensuar) ka një top top B, i cili zvogëlon konsumin për shkak të mospërputhjes midis akseve të pjesës dhe qendrave.
3) Instaloni pjesën e punës në qendrat e shtyllës së kokës dhe të bishtit dhe të çezmës lëvizëse.
4) Fikni sipërfaqen konike.
 |
a B C)
Oriz. 14. Mënyrat e kontrollit të zhvendosjes së trupit të bishtit
Kjo metodë e përpunimit të koneve të gjata përdoret gjerësisht, sepse. nuk kërkon pajisje shtesë dhe mund të kryhet në çdo torno. Disavantazhi kryesor i metodës është se qendrat e makinës, kur bishti zhvendoset, ndodhen në vrimat qendrore të pjesës me një deformim, si rezultat i së cilës ka një konsum të shtuar dhe të pabarabartë të sipërfaqeve të vrima dhe qendra. Si rezultat, nëse pjesa pas rrotullimit të konit me bisht të zhvendosur vendoset në qendra të vendosura normalisht dhe pjesa cilindrike e saj përpunohet, boshtet e kësaj pjese dhe pjesa konike e përpunuar më parë nuk do të përkojnë. Në këtë drejtim, fillimisht duhet të bëni tornime të përafërt të pjesës konike të pjesës, pastaj të përafërt dhe të përfundoni pjesën cilindrike dhe më pas të përfundoni pjesën konike.
DIZAJNI I RAPORTIT
Universale torno me vida 1K62.
Torno me vida 1K62është makinë universale dhe është projektuar për të kryer një sërë operacionesh kthese, duke përfshirë prerjen e fijeve majtas dhe djathtas: metrikë, inç, modular, me hap dhe spirale arkimediane me hapje 3/8 "", 7/16"", 8. 10 dhe 12 mm .
Torno me vida 1K62 mund të përdoret për përpunimin e pjesëve të punës të ngurtësuara, pasi boshti i makinës është montuar në kushineta speciale që sigurojnë ngurtësinë e saj. Kthimi i një sërë materialesh mund të kryhet me ngarkesë ndikimi pa ndryshuar saktësinë e përpunimit.
Fuqia e lartë e makinës kryesore të makinës, ngurtësia dhe forca e lartë e të gjitha lidhjeve të zinxhirëve kinematikë të lëvizjes kryesore dhe furnizimit, rezistenca ndaj dridhjeve, një gamë e gjerë shpejtësish dhe furnizimesh bëjnë të mundur kryerjen e prerjes me performancë të lartë me karabit. dhe vegla mineralo-qeramike në një torno me vida 1K62.
Makina 1K62 i referohet tornove ballore, d.m.th. lejon përpunimin e pjesëve relativisht të shkurtra të punës me diametër të madh.
Dizajni i rrezes së pasme torno lejon zhvendosjen e saj tërthore, në mënyrë që makina të mund të përpunojë kone të buta. Është e mundur të lidhni rrezen e pasme dhe pjesën e poshtme të kalibrit duke përdorur një bllokues të veçantë, i cili ndonjëherë kërkohet gjatë shpimit të rrezes së pasme dhe duke përdorur lëvizjen mekanike të rrezes nga kaliperi.
Në torno 1K62, mund të instalohen mbështetësit e mëposhtëm të qëndrueshëm: të lëvizshëm, diametri i instalimit të të cilit është 20-80 mm dhe i fiksuar, diametri i instalimit të tij është 20-130 mm.
Ingranazhet e përdorura për të transmetuar lëvizjen nga koka në kutinë e marsheve janë të zëvendësueshme në makinën 1K62.
Lëvizja gjatësore e karrocës së makinës 1K62 mund të kufizohet nga një ndalesë e veçantë e montuar në raftin e përparmë të kornizës. Kështu, me ndalesën e instaluar, shpejtësia e lëvizjes së kaliperit nuk mund të kalojë 250 mm/min.
Diametri maksimal i pjesës së punës kur instalohet mbi shtrat është 400 mm. Diametri maksimal i një shufre që mund të përpunohet në një torno 1K62 është 45 mm. Makina 1K62 ka 23 shpejtësi gishtash (minimumi - 12,5 rpm, maksimumi - 2000 rpm).
Një motor asinkron me kafaz ketri me fuqi 10 kW me një shpejtësi prej 1450 rpm u përdor si makinë kryesore. Rregullimi i shpejtësisë së boshtit, si dhe vlerave të ingranazheve gjatësore dhe tërthore të kalibrit, kryhet duke ndërruar ingranazhet e kutisë së marsheve (për të rregulluar shpejtësinë e boshtit dhe furnizimin e kalibrit përdoren shkopinj të ndryshëm kontrolli ).
Për të siguruar lëvizjen e shpejtë të kalibrit në torno me vida 1K62, përdoret një motor shtesë asinkron. Fuqia e tij është 1.0 kW me një shpejtësi rrotullimi prej 1410 rpm.
Torno 1K62 të pajisura me reletë termike që mbrojnë motorët nga mbingarkesat e zgjatura, si dhe siguresat që mbrojnë nga qarqet e shkurtra.
Karakteristikat e projektimit të torno 1K62 (dallohet nga besueshmëria, qëndrueshmëria, rezistenca ndaj dridhjeve, e pajisur me një makinë kryesore me fuqi të lartë) bëjnë të mundur përdorimin e barabartë të makinës si për prerje me shpejtësi të lartë ashtu edhe për prerje të energjisë.
Në hartimin e torno 1K62, sigurohen kushineta speciale për instalimin e boshtit, i cili siguron ngurtësinë e kërkuar dhe saktësinë e lartë në përpunimin e pjesëve të punës. Sipas GOST 8-82, torno 1K62 i përket klasës së saktësisë H. Saktësia e përpunimit do të sigurohet edhe në modalitetin e ngarkesës së goditjes.
Tornoja 1K62, për shkak të kombinimit të shkëlqyeshëm të cilësisë dhe besueshmërisë së punës, si dhe jopretenciozitetit gjatë mirëmbajtjes, është një nga më të njohurit në prodhimin në shkallë të vogël dhe me një copë.
Tornoja mund të përdorë një çakëll me tre nofulla me diametër 250 mm ose me katër nofulla me diametër 400 mm.
Modeli bazë i serisë është torno universale prerëse me vida 1K62D, e cila është një prototip i përmirësuar i makinës 1K62 që e ka provuar veten në shumë vende të botës, i prodhuar më parë nga uzina Krasny Proletare.
Tornoja me vida 1K62 dallohet nga një kombinim i shkëlqyer i cilësisë së punës dhe jopretenciozitetit në mirëmbajtje.
Karakteristikat teknike të tornos prerëse me vida 1K62.
|
Emri i parametrave |
Njësia. |
Sasitë |
|
Klasa e saktësisë | ||
|
Diametri më i madh i pjesës së punës të përpunuar mbi shtrat | ||
|
Diametri më i madh i pjesës së përpunuar të punës mbi suportin | ||
|
Gjatësia më e madhe e pjesës së përpunuar të punës | ||
|
Madhësia e konit të brendshëm në bosht |
Morse 6 M80* |
|
|
Fundi i boshtit sipas GOST 12593-72 | ||
|
Diametri i gishtit përmes vrimës | ||
|
Masa më e madhe e pjesës së punës të instaluar | ||
|
Fiksuar në një fishek | ||
|
fiksuar në qendra | ||
|
Numri i hapave të shpejtësisë së gishtit | ||
|
e drejtpërdrejtë | ||
|
E kundërta | ||
|
Kufijtë e shpejtësisë së gishtit | ||
|
e drejtpërdrejtë | ||
|
E kundërta | ||
|
Numri i hapave të furnizimit të punës | ||
|
Gjatësore | ||
|
tërthore | ||
|
Kufijtë e furnizimit të punës | ||
|
Gjatësore | ||
|
tërthore | ||
|
Numri i fijeve që do të priten | ||
|
Metrikë | ||
|
inç | ||
|
Modular | ||
|
Pitchevyh | ||
|
Spiralja e Arkimedit | ||
|
Kufijtë e hapit të fillit | ||
|
inç |
fije/inç | |
|
Metrikë | ||
|
Modular | ||
|
Pitchevyh | ||
|
Spiralja e Arkimedit |
3/8”, 7/16” |
|
|
Spiralja e Arkimedit | ||
|
Çift rrotullues maksimal | ||
|
Lëvizja më e madhe e gjilpërës | ||
|
Zhvendosja anësore e trupit | ||
|
Seksioni më i madh i prerësit | ||
|
Dimensionet e makinës |
2812x1166x1324 |
|
|
Pesha e makinës | ||
|
Fuqia e motorit kryesor të makinës | ||
|
Fuqia e motorit elektrik të ngasjes së lëvizjeve të shpejta të një mbështetëseje |
0,75 ose 1,1 |
|
|
Fuqia e pompës së ftohjes |
Pasaporta e një torno me vida 1K62.
Ky manual udhëzimi "Torno universale prerëse me vida 1K62" përmban informacionin e nevojshëm si për personelin e mirëmbajtjes së kësaj makine, ashtu edhe për punonjësin e përfshirë drejtpërdrejt në punën në këtë makinë. Ky manual është një version elektronik në formatin PDF, versioni origjinal në letër. Ky dokumentacion përmban pasaportën dhe manualin (udhëzimin) për funksionimin e tornos universale me vida 1K62. Përmbajtja e këtij dokumentacioni:
PËRSHKRIMI TEKNIK
MANUALI I PERDORUESIT
PASAPORT
Qëllimi dhe qëllimi i makinës
Përbërja e makinës
Pajisja dhe funksionimi i makinës dhe përbërësve të saj
Pajisje elektrike
Sistemi i vajosjes
Specifikimi i masave të sigurisë
Urdhri i instalimit
Vendosja, rregullimi dhe mënyrat e funksionimit
Rregullore
Paraqitja e kushinetave
Informacion i pergjithshem
Të dhënat dhe karakteristikat kryesore teknike
Informacione për riparimin
Informacion rreth ndryshimeve në makinë
Përmbajtja e dorëzimit
Certifikata e pranimit
certifikatën e ruajtjes
Certifikata e paketimit
Garancitë
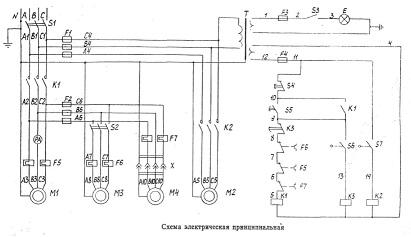
Qarku elektrik i një torno me vida 1K62.
Skema e qarkut elektrik të një torno universale prerëse me vida është paraqitur në figurën e mëposhtme:
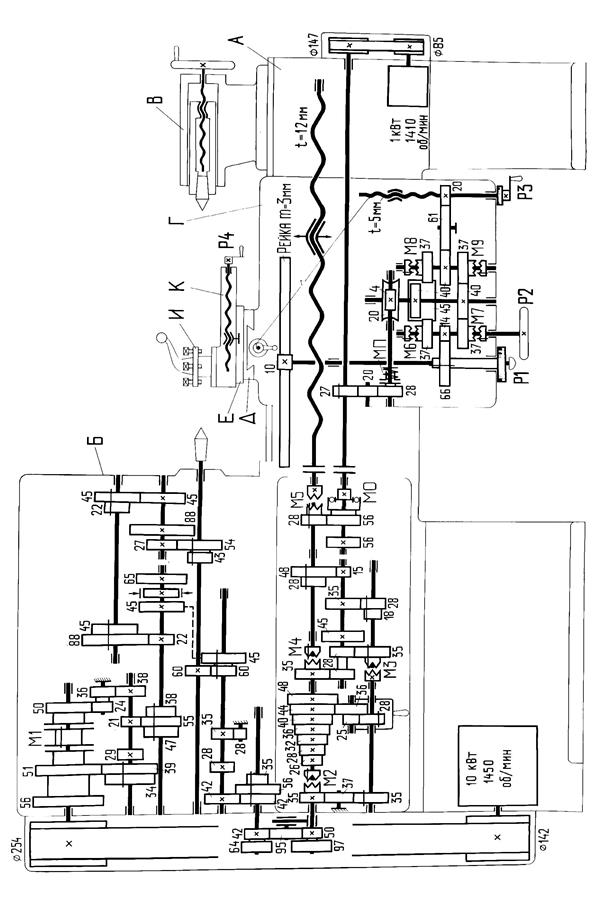
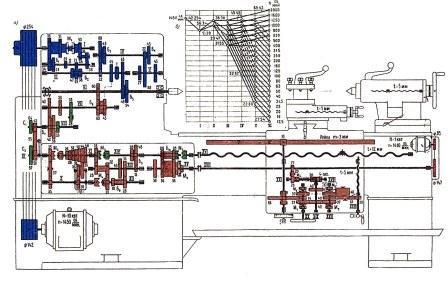
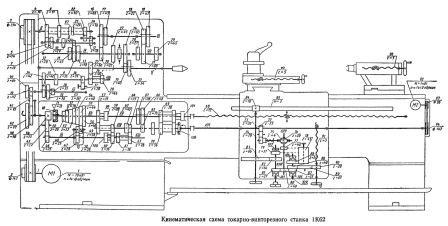
Diagrami kinematik i tornosë universale prerëse me vida 1K62.
Diagrami kinematik i tornos universale të prerjes së vidave 1K62 është paraqitur në figurat e mëposhtme:
Tornoja me vida 1K62 ishte makina më e zakonshme e përpunimit të metaleve në BRSS. Karakteristikat e tij teknike bënë të mundur punën me të gjitha llojet e pjesëve të punës të pothuajse të gjitha madhësive standarde.
1
Tornoja me vida që na intereson nuk prodhohet prej më shumë se 40 vitesh. Në të njëjtën kohë, njësitë 1K62 janë ende në funksionim në ndërmarrjet e vogla të përpunimit të metaleve të specializuara në prodhimin e pjesëve të ndryshme në tufa të vogla. Popullariteti i kësaj pajisje është për shkak të thjeshtësisë së saj në mirëmbajtje dhe besueshmërisë në përdorim. Për më tepër, karakteristikat teknike të njësisë 1K62 garantojnë cilesi e larte kryerja e punimeve të ndryshme tornuese. Është gjithashtu e rëndësishme që produktet metalike të ngurtësuara të mund të përpunohen në të.
Makina 1K62
Kjo mundësi është për shkak të pranisë së kushinetave të projektimit të veçantë të përdorur për montimin e boshtit të makinës. Janë këta elementë që sigurojnë ngurtësinë e shtuar të pajisjeve të përshkruara të prerjes së vidhave. Aktualisht, ndërmarrjet vendase dhe të huaja prodhojnë analoge të ndryshme të 1K62. Shumica e tyre kanë të njëjtin dizajn. Dhe nga 1K62 ato ndryshojnë në karakteristika më të mira teknike. Industria ruse e përpunimit të metaleve përdor modelet e mëposhtme të mjeteve të përparuara të makinerive:
- MST1620M (prodhuar në uzinën e Minskut MZOR);
- TV-380K (fabrika Savelovsky në Kimry);
- CD6140A, BJ1630G, CS6240, CS6140, CA6240A (prodhuesit kinezë);
- KA-280 (Verkon në Kiev);
- 16V20 (uzina në Astrakhan);
- 16D20P (Kazakistan);
- ZhA-805 (Zhytomyr);
- Samat 400 (Samara SVZS);
- CU402, C400TM (fabrika në Bullgari).
1K62, si dhe njësitë e mësipërme, ju lejojnë të prisni çdo lloj fije, nga inç i thjeshtë dhe metrikë, në spirale (të ashtuquajturat Arkimede) me hapin e kërkuar (8–12 mm, 3/8–7/16 inç ). Për të ndryshuar hapin e fillit në makinë, përdoren mekanizma të ndryshëm - rrotat e kitarës, modulet Norton dhe rrotat e lidhjes së ingranazheve.
2
Pasaporta e njësisë përshkruan të gjitha karakteristikat kryesore teknike të pajisjeve të përpunimit të metaleve 1K62. Në përputhje me këtë dokument, makina lejohet të kryejë operacione rrotullimi me pjesë pune me peshë deri në 1500 kg. Këtu ka një nuancë të vogël. Pjesët me peshë 500-1500 kg përpunohen ekskluzivisht në qendrat e makinës, me peshë deri në 500 kg - në çak. Gjatësia e pjesës së punës në këtë rast mund të arrijë 200 cm, dhe seksioni kryq maksimal i saj është 22 cm (mbi mbështetës) ose 40 cm (mbi shtrat). Sipas Standardit Shtetëror 8-82, njësia klasifikohet si kategoria e saktësisë H. Kjo do të thotë që makina bën të mundur aplikimin e ngarkesave të goditjes në pjesë pa humbur cilësinë e përpunimit të tyre.

Makinë në punë
Siç u përmend, boshti 1K62 është montuar në kushineta. Për shkak të ngurtësisë së lartë të strukturës, makina mund të përdorë mjete moderne mineralo-qeramike dhe karabit që përdoren gjerësisht sot. Pajisjet e tilla përdoren në rastet kur kërkohet të kryhet prerja me performancë të lartë të pjesëve të punës nga metale të ndryshme. Vrima në bosht ka një seksion kryq prej 47 mm. Kjo ju lejon të punoni me shufra me diametër deri në 45 mm. Karakteristikat kryesore të boshtit janë:
- madhësia e konit (e brendshme) - Morse 6;
- frekuencat e lëvizjes përpara dhe numri i hapave - deri në 2000 rpm dhe 24, anasjelltas - deri në 2420 rpm dhe 12, përkatësisht;
- përfundimi - 6K (sipas standardit 12593).
Mbështetja e njësisë prerëse me vidhos ofron mundësinë e prerjes së fijeve me 37 hap, 20 modulare, 38 inç dhe 44 me kufizime të hapit përkatësisht 1–96, 0,5–48, 2–24, 1–192. Një ndalesë e veçantë mund të instalohet në makinë. Është montuar në kornizën përpara (në një raft të veçantë) dhe ju lejon të kufizoni shpejtësinë e lëvizjes së kalibrit në 25 cm / min (që do të thotë lëvizje tërthore). Nëse ndalesa nuk është e instaluar, makina funksionon në modalitetin e prerjes së shpejtë të metaleve. Në këtë rast, kaliperi lëviz me një shpejtësi prej 1.7 m/min në tërthor dhe 3.4 m/min në drejtimin gjatësor.
Karroca e pajisjes në fjalë ka një goditje maksimale prej jo më shumë se 192 cm. Funksionet e punës së kaliperit janë të kufizuara në 0,035–2,08 mm / rrotullim (lëvizje tërthore) dhe 0,07–4,16 (gjatësore). Numri i hapave të ushqimit në këtë rast është 49 në çdo drejtim. Shënim! Seksioni i poshtëm i kalibrit mund të lidhet me rrezen e pasme të makinës. Kjo mundësi ka një rëndësi të madhe. Ai lejon lëvizjen (mekanike) të rrezes direkt nga kaliperi. Mbërthimi i përkohshëm i këtyre nyjeve kryhet me anë të një lidhjeje të veçantë mbyllëse.
Pasaporta e pajisjes përmban informacione se torno prerëse me vida 1K62 mund të përdorë dy lloje të çantave vetëqendruese - me katër nofulla dhe me tre nofulla.
Seksioni kryq i të parës është 40 cm, i dyti - 25 cm. Njësia, përveç kësaj, punon me dy luneta. Njëra prej tyre është e palëvizshme (vlera e instalimit të saj është nga 2 në 13 cm), e dyta është e lëvizshme (nga 2 në 8 cm). Nëpër të gjitha këto veçoritë e projektimit 1K62 përdoret në mënyrë aktive si për përpunimin me fuqi ashtu edhe për përpunimin me shpejtësi të lartë të pjesëve të punës. Shtojmë se pesha totale e makinës është 2140 kg, dhe e saj dimensionet në milimetra, në vijim janë 1324 (lartësia), 1166 (gjerësia), 2812 (gjatësia).
3
Motori asinkron me kafaz ketri AO2-52-4F është përgjegjës për funksionimin e makinës kryesore 1K62. Shpejtësia e saj është 1450 rpm, fuqia është 10 kW. Motori furnizohet me një siguresë PP-1. Kjo pajisje ndërpret furnizimin me energji elektrike të makinës në rast të një qarku të shkurtër. Mbrojtja zero e motorit kryesor sigurohet nga spiralja KG e montuar në kontaktor. Ndalon motorin kur voltazhi i rrjetit bie me 50% të vlerës standarde.
Torno 1K62
Motori mbrohet nga mbingarkesa nga një stafetë termike. Ai hap automatikisht qarkun e punës. Mund të ktheheni në punë në makinë pasi stafeta të jetë aktivizuar vetëm pas 2 minutash. Për ta bërë këtë, duhet të gjeni butonin e vendosur nën kokën (në pjesën e pasme të torno) në kapakun e kamares dhe shtypni atë. Fillimi i motorit kryesor bëhet me butonin përkatës. Vini re se kur makina është në punë, ajo nuk mund të shtypet përsëri. Motori ndalet nga butoni Stop.
1K62 është i pajisur me tre motorë shtesë:
- PA-22 - për pompën e ftohjes, fuqia e saj është 0,125 kW;
- AOL2-22-6F - për një hidrocentral (1 kW);
- AOL2-12-4F - për lëvizje të shpejta (0,8 kW).
Pompa e ftohjes mund të ndizet vetëm kur motori kryesor është në punë. Për ta bërë këtë, duhet të vendosni VP-2 (çelësi i paketës së njësisë) në modalitetin e pikës së bardhë. Pompa fiket duke kaluar VP-2 në modalitetin Red dot. Shpejtësia e rrotullimit të motorit asinkron për stacionin hidraulik 1K62 është 1410 rpm.
Pajisjet elektrike funksionojnë nga 380 V. Është e domosdoshme të izoloni telin neutral të makinës ose të tokëzoni njësinë në një qark të verbër. Qarku i energjisë i pajisjes funksionon në 3–50 Hz, dhe qarku i kontrollit funksionon në 50 Hz (e njëjta frekuencë kërkohet për të ndezur qarkun e ndriçimit të instalimit).


