Makine 1k62 punta
Metrik, inç, modüler, adım ve Arşimet olmak üzere beş tip dişin gerekli tüm tornalama, delme ve kesme işlemlerini gerçekleştirmenize olanak tanır.
Önemli bir özellik, sertleştirilmiş çelikten yapılmış iş parçalarının işlenmesine olanak tanıyan özel yataklara monte edilen milin yüksek sertliğidir. Makine aynı zamanda şok yüklerle çalışmaya da olanak sağlar.
1K62'nin ana avantajları:
- Güçlü elektrik motoru.
- Yapısal bileşenlerin yüksek sertliği.
- Geniş işlem hızı aralığı.
- Yüksek performans.
- Minimum titreşim.
Aşağıda listelenmiş özellikler 1K62 makinesi, birinci doğruluk grubu “N”nin çok çeşitli işlemlerini gerçekleştirme olanağı sağlar.
| Teknik özellikler - makine 1K62 | Seçenekler |
| Yatağın üstünde işleme çapı, mm | 400 |
| Desteğin üzerindeki işleme çapı, mm | 220 |
| Merkezler arası mesafe | 1000 / 1500 |
| GOST 8-82'ye göre doğruluk sınıfı | H |
| Mildeki iç koninin boyutu | Mors 6 M80* |
| GOST 12593-72'ye göre mil ucu | 6K |
| Mildeki açık deliğin çapı, mm | 55 |
| 300 | |
| Merkezlere sabitlenen parçanın maksimum ağırlığı, kg | 1300 |
| Aynaya sabitlenen iş parçasının maksimum ağırlığı, kg | 23 |
| İş mili ters dönüş frekansı adımlarının sayısı | 12 |
| Doğrudan iş mili dönüşü için frekans sınırları, min-1 | 12,5 - 2000 |
| İş mili ters dönüş frekansı limitleri, min-1 | 19 - 2420 |
| Çalışma beslemelerinin aşama sayısı - boyuna | 42 |
| Çalışma besleme aşamalarının sayısı - enine | 42 |
| Çalışma ilerlemelerinin sınırları - boyuna, mm/dev | 0.7 - 4,16 |
| Çalışma ilerlemelerinin sınırları - enine, mm/dev | 0,035-2,08 |
| Kesilen metrik diş sayısı | 45 |
| Kesilen inç diş sayısı | 28 |
| Kesilecek modüler diş sayısı | 38 |
| Kesilen adımlı iplik sayısı | 37 |
| Kesilecek iplik sayısı - Arşimet spirali | 5 |
| Maksimum tork, kNm | 2 |
| Tüy kalemin maksimum hareketi, mm | 200 |
| Muhafazanın enine yer değiştirmesi, mm | ±15 |
| En büyük kesici bölüm, mm | 25 |
| Ana tahrik motor gücü | 10 kW |
| Kaliperin hızlı hareketi için elektrik motor gücü, kW | 0,75 veya 1,1 |
| Soğutma pompası gücü, kW | 0,12 |
| Makinenin genel boyutları (U x G x Y), mm | 2812/3200x1166x1324 |
| Makine ağırlığı, kg | 3035 |
1K62, büyük çaplı ancak nispeten kısa uzunluktaki iş parçalarıyla çalışmak için tasarlanmış ön makineler sınıfına aittir. Arka kirişin enine ayar imkanı sayesinde düz konilerin taşlanması mümkündür. Bir kilidin varlığı sayesinde, parçaları ve iş parçalarını delerken daha fazla işlevsellik sağlamak için kiriş desteğin alt kısmına bağlanabilir.
12,5 ila 2000 rpm arasında değişen 23 hız modu, geniş işleme yetenekleri sağlar ve makinenin amacı, her sertlikteki metalleri döndürmektir. Mod değiştirme, değiştirilebilir dişlilere sahip bir dişli kutusunda gerçekleştirilir. Makine donatılmıştır asenkron elektrik motoru 10 kW (2000 rpm) gücünde olan kaliper, 1 kW (1400 rpm) gücünde bir yardımcı motorla beslenir. Aşırı ısınmayı önlemek için motorlar termik rölelerle donatılmıştır. Yüksek güç ve geniş hız aralığı, makinenin hem güçlü hem de yüksek hızlı kesimde yüksek verimliliğini sağlar.
GOST No. 8-82 gerekliliklerine uygun olarak, bu makine birinci doğruluk grubu "N"ye aittir. İş parçalarını sabitlemek için üç çeneli (çap 250 mm) veya dört çeneli (400 mm) kendinden merkezlemeli aynalar kullanılabilir.
Makinenin analogları
Şu anda makine üretilmiyor ancak atölyelerde ve tamir atölyelerinde tek ve küçük ölçekli ürünlerin üretimi için yaygın olarak kullanılmaya devam ediyor. Yedek parça temininde herhangi bir sorun yok - geniş aralık 1K62 makinesinin ve diğer modellerin analogları için üniteler ve parçalar üretilmektedir. Parça ve aksesuarların çoğu değiştirilebilir ve birçok ekipman değişikliğine uygundur.
Birçok modern analogun tasarımı, modern bileşen çeşitlerini kullanır. Elektrikli ekipmanlarda da değişiklikler yapılıyor. 1K62 makinesinin en yaygın analog modellerinden, genişletilmiş bir iş mili deliğine (1K62'den 10 mm daha fazla) ve ayrıca apron koruma mekanizmasında düşen bir solucanın bulunmadığı 1K62D'ye dikkat çekebiliriz. Aksi halde bunlar neredeyse aynı modellerdir.
Daha modern bir analog, 1K625 modelidir. En önemli iyileştirmeler arasında, yatağın üzerindeki (500 mm'ye kadar) ve desteğin üzerindeki (250 mm'ye kadar) iş parçalarının işlenmesi için artan çapın belirtilmesi önemlidir. Büyük parçaların işlenmesi için taşıyıcının maksimum stroku da artırıldı. Genel olarak bu, 1971 yılında tasarlanan ve bugün hala büyük atölyelerde ve garajlarda talep gören makinenin aynısıdır.
İŞİN AMACI
Çalışmanın amacı, 1K62 model üniversal vida kesme tezgahının yapısı, kinematiği ve çalışması, kullanılan ekipman, makinenin bazı ortak işlemleri gerçekleştirmek için kurulması ve ayarlanması hakkında bilgi sahibi olmaktır.
İŞ yürütme sırası
1) Teorik kısımda uzmanlaşmak - aşağıdaki metinleri, çizimleri, diyagramları kullanarak ve doğrudan makine üzerinde makinenin yapısını, kinematiğini ve çalışmasını incelemek.
2) Sürücülerin rölantide açılması da dahil olmak üzere makineye ayrıntılı aşinalık.
3) Ayarları hesaplamak ve makineyi kurmak (gerekirse makineye erişim sağlayarak) ve çalışma hakkında bir rapor hazırlamak için bireysel görevlerin yerine getirilmesi.
4) Makineyi belirli bir işi gerçekleştirecek şekilde kurmak ve ayarlamak.
DİKKAT: Makinenin yakınında bulunmaya ve makineyle çalışmaya yalnızca bir öğretmen veya laboratuvar asistanı eşliğinde izin verilir!
Amaca aşinalık, teknik
Makinenin özellikleri, genel yapısı ve çalışması
Makinenin amacı ve kullanılan kesici takımlar
Torna grubunun en üniversal makinaları olan vida kesme tezgahlarının temel amacı, diş açma da dahil olmak üzere dönme yüzeyleri ile sınırlı çeşitli parçaların tek (bireysel) ve küçük ölçekli üretim koşullarında işlenmesidir. Makineler parça ham parçalarından ve çubuk malzemeden parça üretmeyi mümkün kılar. İş parçaları uzun (şaft tipi parçalar) veya kısa (disk tipi parçalar) olabilir.
1K62 model makinede dış silindirik, konik ve şekilli yüzeylerin taşlanması mümkündür; iç silindirik ve konik yüzeylerin delinmesi; kırpma uçları; deliklerin delinmesi, havşa açılması ve raybalanması; bir kesici ile çeşitli silindirik dişlerin (çeşitli profiller; metrik veya inç sistemlerde belirtilen; dış ve iç; sağ ve sol; tek ve çoklu başlangıç) ve ayrıca uç dişlerin kesilmesi; musluklar ve kalıplarla iplik kesme.
Dış yüzeyleri taşlamak için kesiciler kullanılır; kısa şekilli yüzeyler geniş şekilli kesicilerle, oluklarla - oluklu olanlarla işlenir. Sıkıcı bitti sıkıcı kesiciler, iplik kesme - dişli, kesme - kesme. Matkaplar, havşalar ve raybalar kullanılarak delik açmak ve işlemek mümkündür.
Makinenin teknik özellikleri
Merkezlerin yüksekliği, mm………………………………………….. 215
En büyük işleme çapı, mm *
yatağın üstü…………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………….. 400
pergelin üstünde.......………..................………………………………….. 220
İşlenen çubuğun en büyük çapı, mm *……………… 45
Merkezler arası maksimum mesafe, mm *......….…………....... 710
Kaliperin maksimum uzunlamasına stroku, mm……..……..…………… 640
Mil deliği konikliği *………………………………Morse No. 6
İş mili dönüş hızı limitleri, min –1 (dev/dak):
doğrudan (sağa) dönüş (23 seçenek)….…………………...12.5-2000
ters (sola) dönüş (12 seçenek)………………..19-2420
Boyuna ilerleme değerleri, mm/dev (48 seçenek)……………0,07-4,16
Enine ilerleme değerleri, mm/dev (48 seçenek)…………0,035-2,08
İpliklerin kesilmesi:
artışlarla metrik, mm.….……………….….……….…..….1-192
modüler modüler, mm………..………………..………..…0,5-48
inç ve 1" başına diş sayısı.….……………………..…… 24-2
atış sayısı ile atış.....…….……………………..….…. 96-1
Ana elektrik motorunun gücü, kW……….….…….……… 10
Not.
* ile işaretlenen verilerin yanı sıra en yüksek iş mili hızı, en yüksek kesici yüksekliği ve makine ağırlığı, GOST tarafından vida kesme tornalarının ana parametreleri olarak tanımlanır.
Makinenin tasarımı ve çalıştırılması
Makinenin yerleşimi (Şekil 1 ve 3), parçanın yatay eksen boyunca kurulumunu ve aletlerin yatay düzlemde hareketini sağlar. Makinenin tüm hareketli ve sabit bileşenleri, iki kaide T üzerinde bulunan A çerçevesine monte edilmiştir. Çerçevenin sol tarafında, mesnetli B sabit olarak sabitlenmiştir. Kontrollü bir dişli kutusu ve içi boş bir mil barındırır. ön ucunda, işlenen iş parçasının sabitlendiği cihazın montajı için yapısal elemanlar bulunur. Kısa iş parçalarını sabitlemek için aynalar ve koruyucu çerçeveler kullanılır. Parça üretmek için çubuk malzemesi kullanılıyorsa, fener milindeki bir delikten geçirilir ve bir ayna veya pens mekanizması kullanılarak sabitlenir. Uzun parçalar (şaftlar), biri mil deliğinin ön konik kısmında, ikincisi ise punta geri çekilebilir tüy ucunun deliğinde bulunan merkezlere monte edilir.
Pirinç. 1. Genel form makine
Punta B yatağın sağ tarafında bulunur. Kılavuzlar boyunca hareket ettirilebilir ve parçanın uzunluğuna bağlı olarak mesnetten gerekli mesafeye sabitlenebilir. Kısa parçaları ve çubuk malzemeyi işlerken, punta ucuna (merkez yerine) karşılık gelen bir aletin takıldığı parçadaki merkezi deliği delmek, havşa açmak ve raybalamak mümkündür. Aletler doğrudan veya adaptör manşonları veya bir mandren kullanılarak kalemin içine yerleştirilir.
Yatak kılavuzlarındaki ön ve puntalar arasında, aleti sabitlemek ve ona ayarlanabilir bir hızda (besleme) ve hızlı (kurulum hareketleri) uzunlamasına ve enine hareketler vermek için tasarlanmış bir destek grubu (veya basitçe: destek) vardır. Destek grubunun üniteleri ve parçaları, bir apron eklenmiş olarak taşıyıcı (boyuna veya alt kızak) G üzerine monte edilir. Taşıyıcının kılavuzlarında, dönen bir E parçası olan enine kızaklar D vardır. Dönen parça, üzerinde üst (kesme) kızakların K yerleştirildiği kılavuzlara sahiptir. Üst kızağa bir takım tutucu I monte edilmiştir. Dört kesici sabitlenebilir desteğin alet tutucusunda. Takım tutucuyu çevirerek kesicilerin her biri çalışma konumuna takılabilir. Dönen parça ve üst kızak, kesicinin iş parçasının eksenine belli bir açıyla hareket ettirilebilmesini sağlar. 1K62 makinasındaki bu hareket manuel olarak yapılmaktadır. Kanal açma veya ayırma kesicisi için ek bir alet tutucusu çapraz kızağın arkasına takılabilir.
Delik açarken ve işlerken puntaya mekanik besleme sağlamak için, puntanın kaliper ile aynı hızda hareket etmesi nedeniyle pergeli punta tabanına bağlayan bir kilit sağlanmıştır.
İş mili mesnetinin yanında, çerçevenin dikey plakalarına bir besleme kutusu P sabitlenmiştir. Takımın gerekli uzunlamasına ve enine hareket hızlarını sağlar. Besleme kutusu alıcı milinin hareketi, bir dizi dişli aracılığıyla iş milinden iletilir. ve kasanın altına yerleştirilmiş bir dizi değiştirilebilir dişli. Besleme kutusu, tahrik milini veya kılavuz vidayı dönmeye yönlendirir. Silindirik ve uç yüzeyleri işlerken, aletli destek, ön milden apron dişlileri boyunca ve vida yüzeylerini işlerken (diş açma) kurşun vidadan hareket alır.
Makinenin çalışması sırasında endüstriyel yaralanmaları önlemek için çalışma bölgesi koruyucu bir ekran E ile kaplanmıştır.
Pirinç. 2. Parçayı makineye sabitlemek için cihazlar
mile monte edilmiş ön plaka. Sonuç olarak, mil ile birlikte dönen ön panel, kelepçeyi ve onunla birlikte iş parçasını da beraberinde taşır.
Merkezlere monte edilen iş parçalarına dönüş, kendinden kenetlemeli tahrik aynaları aracılığıyla iletilebilir (Şekil 2,e). Mil dönüşü açıldığında, eksenlerine göre dönen kamlar (4), oluklu bir çalışma yüzeyi ile iş parçasını tutar ve döndürür.
Deformasyonları azaltmak için, sert olmayan iş parçaları sabit destekler 1 kullanılarak desteklenir (Şekil 2, f).
Ana sürücü
Ana hareket zincirlerinin son bağlantıları, şaftı n motor = 1450 dak –1 (rpm) dönme hızına sahip olan bir elektrik motoru ve böyle bir n min – frekansıyla dönmesi gereken iş parçasına sahip bir iş milidir. 1 (rpm), gerekli kesme hızını sağlayacaktır.
Zincirin son bağlantılarının hesaplanan hareketlerinin kaydı şöyle görünecektir:
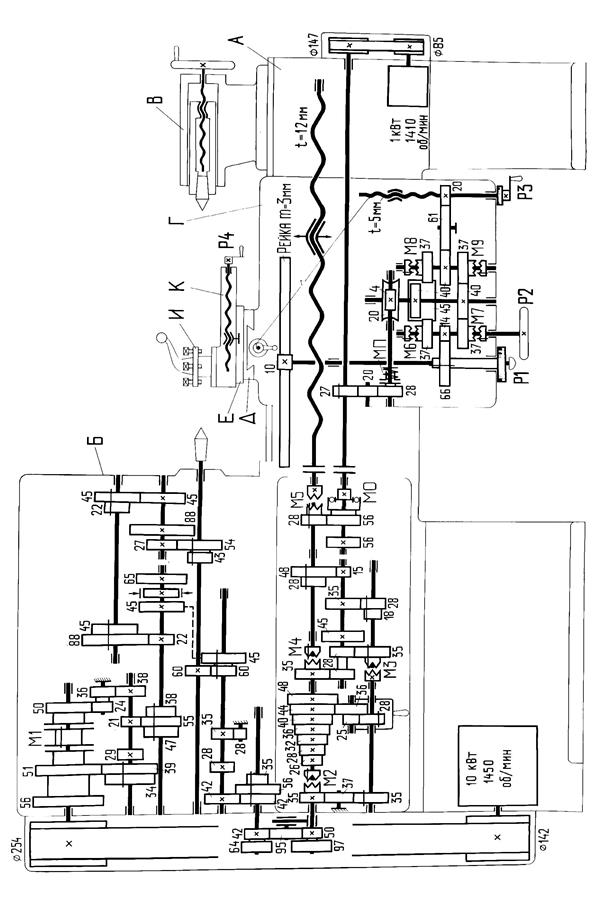
Elektrik motorunun mili, dişli kutusunun giriş miline bir V kayış tahrikiyle bağlanır. Ayrıca hareket, iki hızda (51:39; 56:34; bu grubun altında pa; p a = 2 olarak adlandırılacaktır) bir dişli grubu kullanılarak iletilebilir, bu arada iş miline sağa (“doğrudan”) dönüş verilir. veya iki ardışık vites (50:24 ve 36:38) ve ardından iş mili sola ("geri") dönüşe sahip olacaktır. İleri veya geri dönüşün etkinleştirilmesi ve iş mili dönüşünün devre dışı bırakılması, çift taraflı sürtünmeli çok plakalı kavrama M1 tarafından gerçekleştirilir.
Hareket, bir sonraki mile üç hızda (р b; р b =3) bir grup dişli tarafından iletilir ve buradan hareket, mile ya doğrudan 65:43 dişli aracılığıyla ya da iki grup aracılığıyla iletilebilir. dişliler (р в =2, р g =2 ) ve iş mili dişlisi 27:54. Bunu yapmak için, spline bağlantısı yoluyla dönüşü iş miline ileten çift blok (43-54) uygun konuma ayarlanır.
Böylece, çıkış milinin hareketi iki kinematik zincir aracılığıyla iletilir: daha yüksek hızların iletimini sağlayan kısa bir zincir (65:43 dişli devrede) ve uzun bir zincir (r in, r g grupları aracılığıyla) daha düşük hızların iletimini sağlar. Böyle bir kinematik yapıya katlanmış denir.
Sürücünün kinematik dengesine ilişkin denklem şu şekildedir:

Denklemde yazılan 0,98 sayısı kayış tahrikindeki kaymayı dikkate alan bir katsayıdır.
Daha düşük hızlar için kinematik zincirde (pa · r b · r v · r g), p in ve p g grupları birlikte üç farklı dişli oranı sağlar (i = 1/16; 1/4; 1) ve dört değil, bu nedenle zincir iletir iş miline 24 (2·3·2·2) değil, 18 farklı dönüş hızı: 12,5; 16; 20; 25; 31.5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630 dev/dak Bazı hızların büyüklük olarak diğerleriyle çakıştığı ("örtüşme") kinematik yapıya örtüşen yapı adı verilir.
İş mili hızlarını artan sırayla değiştirmek için, dişlileri önce pa a grubunda, sonra p b grubunda ve tekrar pa a grubunda değiştirmeniz gerekir, ardından
p c ve p g gruplarında birlikte (artan dişli oranlarında) ve yine pa ve p b gruplarında.
Daha yüksek hızlara yönelik kinematik zincir (pa · p b grupları aracılığıyla iş miline) 6 dönüş hızının iş miline iletilmesini sağlar: 630; 800; 1000; 1250; 1600; 2000 rpm
İş mili dönüş frekansları serisi, paydası 1,25 (1,26) olan geometrik bir ilerleme (geometrik seri) oluşturur.
Not.
Yukarıda verilen frekanslar standart değerlere yuvarlanmıştır.
Vida besleme sürücüleri
Bu zincirlerin son bağlantıları, iş parçasıyla birlikte iş mili ve iş milinin dönüşü başına uzunlamasına yönde, kesilen ipliğin adımına (T) eşit bir miktarda hareket eden kesiciyle destektir.
zincirlerin uç bağlantılarının hesaplanmış hareketi:
1rev.shp → S vidası ve aynı zamanda vida kesme beslemeli S vidası = T.
tahrik milinin yanı sıra apronun dişlileri ve ters çevirme mekanizmaları vida kesme beslemesinin sağlanmasında yer almaz; Kaliperin hareketi, 12 mm aralıklı bir vida tahriki (kurşun vida - yarık somun) aracılığıyla iletilir. Bunu yapmak için, besleme kutusunda 28:56 dişli ayrılır ve M5 kavraması devreye alınır, çoğaltıcı dişli gruplarının tahrik milini kurşun vidaya bağlar ve apronda 22 kolu (bkz. Şekil 4) bulunur. çıkarılabilir (uterus) somunla birleştirilmiştir. Vida kesme beslemesini açarken, çalışan şafttan gelen uzunlamasına veya enine besleme açılmamalıdır (veya tam tersi), bu nedenle apron, 19 veya 22 numaralı kollardan herhangi birinin dönme olasılığını önleyen bir kilitleme mekanizmasına sahiptir. (bkz. Şekil 4) diğeri çalışma konumuna getirildiğinde.
Sağ veya sol dişleri kesmek için kaliperin hareket yönünün değiştirilmesi, yedek tekerleklerin önündeki tahrikte bulunan bir ters çevirme mekanizması kullanılarak yapılır. Dönme, bu mekanizmanın tahrik miline, uzunlamasına ve enine beslemelerin tahriklerinde olduğu gibi, iş milinden 60:60'lık bir dişli veya kademeli artan bir bağlantı aracılığıyla iletilir.
Sürücüyü iş parçacıklarını alacak şekilde yapılandırmak için farklı şekiller bazı yedek tekerlekler takılır ve Norton mekanizması, içindeki tahrik milinin ya koni dişlilerin (26, ..., 48) takılı olduğu ya da kayan dişlinin (28) bulunduğu şaft olacağı şekilde açılır.
4.3.1 Metrik dişlerin kesilmesi
Yukarıda belirtildiği gibi ilerleme, diş adımına eşit olmalıdır. Metrik dişler mm cinsinden adımlarla belirtilir. Farklı bir adıma sahip bir diş elde edecek şekilde ayar yapmak için, Norton mekanizması olan sürücünün belirleyici ayar halkasının dişli oranının, adım değişikliğiyle doğru orantılı olarak değiştirilmesi gerekir. Bu amaçla Norton mekanizmasındaki dişli konisi önde olmalıdır, bu da M2 ve M3 kaplinlerinin dahil edilmesiyle sağlanır. Yedek tekerlekler, dönüş beslemeleriyle aynı bırakılır: 42, 95, 50 (i cm1).
ZUSH devre dışı bırakılırsa (i ZUSH = 1, iş mili dönüş hızı 630-2000 rpm'dir) ve geri vites mekanizmasında ve çarpma gruplarında dişliler açılır, 1:1 (yani) dişli oranları sağlanırsa, o zaman hareket kaldırıldığında Norton mekanizmasının konisinin farklı dişlilerinden aşağıdaki beslemeler sağlanacaktır:
| Koni dişlisi | |||||||
| İlerleme, mm/dev | 6,5 |
I mn ve i roar'ın azalmasıyla yem miktarları azalacak, i zush'un artmasıyla ise artacaktır.
İkinci durumda, iş mili dönüş hızı açıldığında iş mili dönüş hızının değiştiği dikkate alınmalıdır; bu, gerekli ilerleme hızının farklı bir iş mili hızında sağlanamayacağı anlamına gelir. Bazı durumlarda, sırasıyla i mn ve i rev değiştirilerek bu durum önlenebilir. Örneğin i zush = 2 (n sh = 200-630 rpm) açıldığında ve diğer gruplarda aynı viteslerle aşağıdaki beslemeler sağlanır:
| Koni dişlisi | |||||||
| İlerleme, mm/dev |
n shp = 200-630 rpm'de (i zush = 2) 6,5-12 mm/dev'lik bir sıradan besleme sağlamak gerekiyorsa, o zaman i mn = 1/2 (veya i rev = 1/2) olmalıdır açıldı. .
Not.
Metrik dişlere ek olarak diğer dişler de (örneğin trapez, itme) mm'lik artışlarla belirtilir. Bunları kesmek için kurulum aynı şekilde yapılır.
4.3.2 Modüler diş açma
Modüler dişler dişli sonsuz dişlilerin sonsuz dişlileridir. Adım adım değil, mm cinsinden m modülüyle belirtilirler. Diş adımı hesaplanan T = πּm değeridir. Diş işleme için başka bir modül ayarlarken, ilerlemenin (hatveye eşit) modülle doğru orantılı olarak değiştirilmesi gerekir; bu, Norton mekanizmasındaki dişli konisinin önde olması gerektiği anlamına gelir. π'nin katı olan bir adımın elde edilmesini sağlamak için (metrik dişlerde durum böyle değildir), kinematik zincirde uygun değişikliklerin yapılması gereklidir. Bu değişiklikler diğer yedek tekerleklerin takılmasını içerir: 64, 95, 97 (i cm2), dişli oranı 42, 95, 50 (i cm1) tekerleklerin dişli oranından 0,785 = π/4 kat farklıdır.
Bu nedenle, modüler dişlerin kesilmesine yönelik kurulum için, metrik dişlerin kesilmesiyle ilgili aynı kaplinler dahil edilmiştir, ancak farklı yedek tekerlekler takılmıştır.

4.3.3 İnç diş açma
İnç dişler, metrik dişler gibi adımla değil, inç başına diş sayısı (dönüş) k (1"≈25,4 mm) diş uzunluğuyla, yani T adımının tersiyle belirtilir; bu, ilerlemenin ters orantılı olarak değişmesi gerektiği anlamına gelir k.
Bu durumda, metrik dişleri kesme ayarından farklı olarak Norton mekanizmasının konisinin tahrik edilmesi gerekir. Bunu yapmak için, 37:35 çifti (35, 37, 35 numaralı tekerlekler, yedek dişlilerden 28 numaralı kayan dişli miline hareketi iletir) ve 28:35 (35, 28, 28, 35 numaralı tekerlekler, Norton mekanizmasından tahrike hareketi iletir) dişli) çoğaltıcı dişli gruplarının besleme kutusu miline bağlanmalıdır); M5 kavramasının da devreye alınması gerekir.
4.3.4 Diş adımlarının kesilmesi
Pitch, inç ölçüm sistemindeki solucanlar tarafından ayarlanır. P aralığı modülün tersidir ancak 1/mm olarak değil 1/inç olarak ifade edilir. Daha sonra mm cinsinden iplik adımı eşit olacaktır. Bu ayarla besleme kutusunun inç dişleri keserken olduğu gibi açıldığı ve yedek tekerleklerin modüler dişleri keserken olduğu gibi takıldığı önceki bilgilerden açıkça görülmektedir.
4.3.5 Hassas veya düzensiz dişlerin kesilmesi
Bu ayarla besleme kutusu akort elemanı olarak kullanılmaz, zincir mümkün olduğu kadar kısaltılır ve kurşun vida "doğrudan" döndürülerek M2, M4, M5 kaplinleri kullanılarak gitarın çıkış miline bağlanır. değiştirilebilir dişlilerden oluşur. Ters mekanizma, 1:1 dişli oranına sahip dişliler kullanır. Değiştirilebilir dişli setinde, şemada gösterilenleri değil, gerekli adımı sağlayacak A, B, C, D (i cm) tekerlekleri monte edilmiştir.
Bu durum için kinematik denge denklemi:
Yukarıdakiler dikkate alınarak denklemden ayarlama formülü türetilir:
![]() .
.
Hızlı hareket sürücüleri
Bu sürücüler, sırasıyla v b.prod =3,4 m/dak ve v b.pop =1,7 m/dak hızlarda tüm kızağı uzunlamasına yönde ve enine kızağı enine yönde hızlı bir şekilde hareket ettirmenize olanak tanır. Sürücüler, ilerleme anahtarı kolundaki düğmeye basıldığında jog modunda ayrı bir elektrik motorundan (n dv.b =1410 rpm) hareket alır. Açılan besleme yönünde hızlı hareket meydana gelir. Besleme kutusu aracılığıyla tahrik miline yavaş dönüş ve belirtilen elektrik motorundan hızlı dönüş aynı anda iletilirken kinematik zincirdeki arızaları önlemek için, bir tek yönlü kavrama MO takılıdır.
Uç baklaların hesaplanan hareketleri ve zincirlerin kinematik denge denklemi aşağıdaki gibidir:
n dv.b → v b.koşul;
n dv.b → v b.pop;
Not.
Kinematik denge denklemlerinde kremayer ve pinyon modülü ve kılavuz vida adımı m cinsinden verilmiştir.
MAKİNE KONTROL
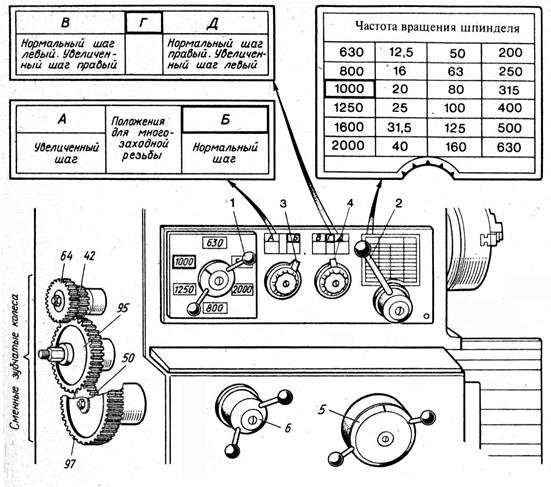
Makineyi ve tahriklerini açmak ve kapatmak, iş milinin dönüş yönünü ve desteğin hareketini değiştirmek, dönüş hızı ve ilerleme değerlerini değiştirmek, hareketli parçaların manuel hareketlerini gerçekleştirmek ve diğer kontrol işlemlerini gerçekleştirmek için , makinenin uygun kontrolleri vardır. Konumları Şekil 2'de gösterilmektedir. 4.
Makinenin aşağıdaki parçaları, kontrolleri ve kontrolleri şekilde vurgulanmıştır:
1 – ön mesnet;
2, 5 – makineyi gerekli iş mili hızına ayarlamak için kulplar;
3 – adımın kolu ve ilerleme artırıcı bağlantı;
4 – ters vidalı besleme mekanizmasının kolu;
6 – kartuş;
7 – koruyucu ekran;
8 - üst (kesici) kızağın manuel hareketi için tutamak;
9 – punta başlığını sabitlemek için tutamak;
10 – punta;
11 - punta başlığını kılavuzlara sabitlemek için kol;
12 – ana (hat) şalter;
13 - yağlayıcı ve soğutma sıvısı sağlamak için elektrikli pompanın anahtarı;
14 – yerel aydınlatma anahtarı;
15 – ana elektrik motorunun yükünü izlemek için ampermetre;
16 – sağ dolap;
17 – kurşun vida;
18 – çalışan şaft;
19 - kaliperin uzunlamasına ve enine hareketlerini döndürmek için tutamak;
20, 26 - iş milini açmak, kapatmak ve ters çevirmek için kulplar;
21 – ana elektrik motorunu çalıştırmak ve durdurmak için basmalı düğme istasyonu;
22 – kurşun vidanın sökülebilir (ana) somununu açmak için tutamak;
23 – önlük;
24 - çapraz sürgünün manuel hareketi için tutamak;
25 - kaliper taşıyıcısının manuel uzunlamasına hareketi için el çarkı;
27 – sol dolap;
28 – besleme tamburu (besleme miktarını ve iplik adımını ayarlama kolu);
29 – besleme kutusu;
30 – işin türü için tutamak (besleme seçimi veya kesilecek iplik türü).
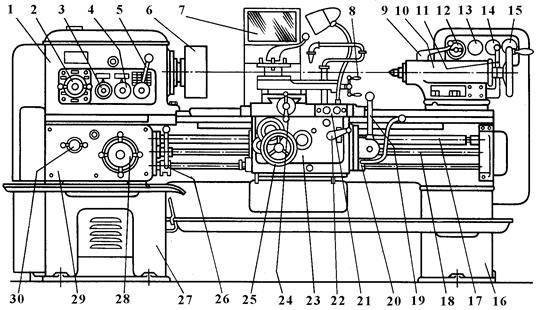
Pirinç. 4. Makine modunun birimleri, sürücü elemanları ve kontrol mekanizmaları. 1K62
Ayarlanan (veya değiştirilen) iş mili dönüş hızı, dişli kutusu kapalıyken açılır, bunun için kol 20 veya 26 orta konuma ayarlanır. Bu durumda M1 kavraması (bkz. Şekil 3) boş konuma getirilir, kutuya hareket iletilmez ve bu kavrama ile kilitlenen fren aktarımı durdurur.
Makineyi gerekli iş mili dönüş hızına ayarlamak için, kolu 2'yi (Şekil 5 ve Şekil 4'te konum 5), işaretçisi, ayarlanan dönüş hızını gösteren dönüş hızı tablosundaki sütunla aynı hizaya gelinceye kadar çevirmeniz gerekir ve tutamak 1'i (bkz. Şekil 5 ve Şekil 4'teki konum 2), tutamak diski üzerindeki işaret bu frekanstaki pencereyi işaret edecek şekilde ayarlayın.
Makineyi örneğin 1000 rpm'lik bir iş mili hızına ayarlamak için, önce kolu 2 eğmeniz (bkz. Şekil 5), ardından işaretçisi 630-2000 dönüş hızları sütunu ile aynı hizaya gelene kadar sola çevirmeniz gerekir. tabloyu açın ve tutamaç diskindeki işaret 1000 numaralı pencereyi gösterecek şekilde tutamaç 1'i takın. Sap 2 yalnızca 630-2000 sayıları dizisi tarafından döndürüldüğünde kendisinden sapar, diğer durumlarda bu gerekli değildir .
Not.
Bu modelin makinelerinin bazı modifikasyonlarında, tutamak 1'in altı bölümlü bir kadranı vardır. Makineyi kurarken, ayarlanan dönüş hızına karşılık gelen kadran bölümü gösterge plakasındaki okla aynı hizaya gelinceye kadar kol 1 döndürülür.
Pirinç. 5. İş mili hızını ve ilerlemeyi ayarlamak için düğmeler
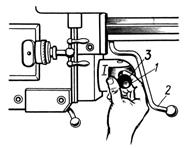
Milin sağa (doğrudan) dönüşünün döndürülmesi, sap 1 (Şekil 6,) orta konum I'den (bkz. Şekil 6, a) konum II'deki arızaya kadar (bkz. Şekil 6, b) gerçekleştirilir. . Bu durumda iş mili, puntadan bakıldığında saat yönünün tersine dönecektir.
 |
a B C)
Pirinç. 6. İş milinin kapatılması, açılması ve ters çevrilmesi
Kolu 1 orta konum I'den tam konum III'e çevirmek (bkz. Şekil 6, c), iş milini sola (geri) dönüşe (saat yönünde) döndürür.
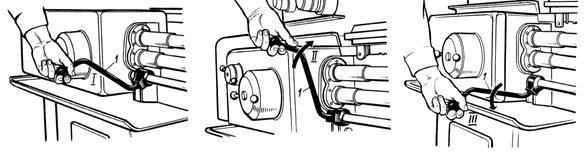
Kaliperin uzunlamasına veya enine hareketi, anımsatıcı olan bir kol (Şekil 4'te konum 19; Şekil 7, 8 ve 9'da konum 3) ile etkinleştirilir; Pergel, kolun döndürüldüğü yönde hareket edecektir. Bu kolu çevirdiğinizde M6-M9 dört kavramadan biri etkinleştirilir (bkz. Şekil 3).
 |  |
||
Pirinç. 7. Boyuna besleme için kaliper mekanizmasının açılması
Milin doğrudan dönüşü açıldığında, kolu 3 orta (nötr) konum I'den (Şek. 7, a) tamamen sola, II konumuna kadar (Şek. 7, b) çevirmek, aşağıdakilerin dahil edilmesine yol açacaktır: kaliperin doğrudan uzunlamasına ilerlemesi ve sağdan sola hareketi, yani. puntadan öne doğru. Uzunlamasına besleme, kolun (3) orta (nötr) konuma I döndürülmesiyle kapatılır.
Ters uzunlamasına besleme için destek mekanizmasının etkinleştirilmesi, kolun (3) orta konum I'den (bkz. Şekil 7, a) III konumunda durana kadar sağa doğru hareket ettirilmesiyle gerçekleştirilir (Şekil 7, c).
tablo 1
| İş Parçacığı | Kol konumu | İş Parçacığı | Mil hızı | ||||||||||||||
| saha. | 12,5-40 | ||||||||||||||||
| A | Büyüt adım | 2 3 / 4 | 2 1 / 2 | 2 1 / 4 | 1 3 / 4 | 50-160 | |||||||||||
| B | Normal adım | 12,5-2000 | |||||||||||||||
| 1" başına iplik | B | Normal adım | 4 1 / 2 | 3 1 / 2 | 3 1 / 4 | 12,5-2000 | |||||||||||
| modüler | A | Büyüt adım | 12,5-40 | ||||||||||||||
| 6,5 | 50-160 | ||||||||||||||||
| 2,75 | 2,5 | 2,25 | 1,75 | 1,5 | 1,25 | 12,5-2000 | |||||||||||
| metrik | B | Normal adım | 12,5-40 | ||||||||||||||
| A | Büyüt adım | 50-160 | |||||||||||||||
| B | Normal adım | 5,5 | 4,5 | 3,5 | 12,5-2000 | ||||||||||||
| çapraz ilerleme = 0,5 boyuna | |||||||||||||||||
| 4,16 | 3,8 | 3,48 | 3,12 | 2,8 | 2,42 | 2,28 | vuruş sırası | A | İÇİNDE | 50-160 | |||||||
| 2,08 | 1,9 | 1,47 | 1,56 | 1,4 | 1,21 | 1,14 | B | D | |||||||||
| 1,04 | 0,95 | 0,87 | 0,78 | 0,7 | 0,61 | 0,57 | B | G | 0,52 | 0,47 | 0,43 | 0,39 | 0,34 | 0,3 | 0,28 | 12,5-2000 |
| 1 1 / 2 | 1 1 / 4 | saha. | A | Büyüt adım | 2 3 / 4 | 2 1 / 2 | 2 1 / 4 | 1 3 / 4 | 12,5-40 | ||||||||
| 3 1 / 2 | 50-160 | ||||||||||||||||
| B | Normal adım | 12,5-2000 | |||||||||||||||
| 1" başına iplik | Normal adım | 12,5-2000 | |||||||||||||||
| modüler | A | Büyüt adım | 6,5 | 12,5-40 | |||||||||||||
| 5,5 | 4,5 | 3,5 | 3,22 | 50-160 | |||||||||||||
| 0,5 | B | Normal adım | 12,5-2000 | ||||||||||||||
| metrik | A | Büyüt adım | 12,5-40 | ||||||||||||||
| 50-160 | |||||||||||||||||
| 2,5 | 1,75 | B | Normal adım | 1,5 | 1,25 | 12,5-2000 | |||||||||||
| çapraz ilerleme = 0,5 boyuna | çapraz ilerleme = 0,5 boyuna | ||||||||||||||||
| 4,16 | 3,8 | 3,48 | 3,12 | 2,8 | 2,28 | A | İÇİNDE | 200-630 | |||||||||
| 0,26 | 0,23 | 0,21 | 0,195 | 0,17 | 0,14 | B | G | 0,13 | 0,12 | 0,11 | 0,097 | 0,084 | 0,074 | 0,07 | 12,5-2000 |
Kaliperin çapraz besleme mekanizması, sapın (3) orta konum I'den (bkz. Şekil 7, a) sırasıyla IV konumuna (Şekil 8, a) veya V'ye (Şekil 8, b) döndürülmesiyle açılır. doğrudan (parçaya) veya ters gönderimler için. Çapraz beslemeyi kapatmak için kol 3 orta (nötr) konuma döner.
Pergeli hızlı bir şekilde hareket ettirmek için, kolu 3 seçilen hareket yönüne göre çevirmeniz ve sağ elinizin başparmağıyla sapın 3 sapındaki düğmeye 1 basmanız gerekir (Şek. 8, c). Bu durumda aprondaki ilgili bağlantı ve hızlı hareket tahrikinin motoru açılır (bkz. Şekil 2).
Makineyi gerekli ilerlemeye veya ipliğe ayarlamak için 3,4,5,6 numaralı tutamakları kullanın (bkz. Şekil 5).
 |
a B C)
 |  |
||
Pirinç. 8. Kaliper mekanizmasının devreye alınması
VE ONLARI TAKİP ETMEK
Laboratuvar çalışmasında örnek olarak konik yüzeyleri işlemek için bir makine kurma yöntemleri dikkate alınmıştır.
Pirinç. 10. Kısa uzunluktaki konik yüzeylerin döndürülmesi
Pirinç. 11. Kaliperin üst sürgüsü döndürülmüş taşlama konileri
3) İşlenmekte olan koninin çizimine göre üst sürgünün dönme açısını belirleyin
burada D, d, l koninin daha büyük ve daha küçük çapları ve uzunluğudur.
4) Üst sürgüdeki döner plakayı 3 gerekli koni eğim açısına α kadar döndürün. Koninin (2) tepesi puntaya baktığında, kesici (1) ile birlikte döner plaka B, ölçekte (verniye) B (Şekil 11, a) üzerindeki dönüş açısını sayarak kendisinden uzağa doğru çevrilir. Koninin tepe noktası mile bakıyorsa kaliper sürgüsü diğer yöne döndürülür (Şekil 11,b).
5) Öğütme konik yüzey(ön ve son), üst kaliper kızağının vidasını iki elinizle (Şek. 11, c) saat yönünde döndürerek.
6) Koni açısını evrensel bir açıölçer (Şek. 11,d) veya limit mastar burcu V (Şek. 11,e) ile kontrol edin.
Pirinç. 12. Konileri işlemek için bir makine kurma şemaları
Pirinç. 13. Mesnet gövdesinin yer değiştirmesinin verniye ve cetvelle kontrolü
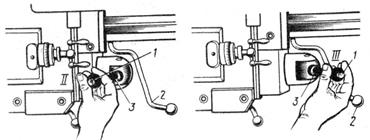
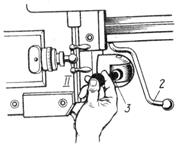
- punta mahfazasının çapraz besleme vida kadranı boyunca yer değiştirmesi. Kesiciyi 1 (Şek. 14, a) ters çevirin ve ters tarafıyla alet tutucusuna sabitleyin. Punta ucunu 2 dışarı çekin. Tüy kaleme ince bir kağıt şeridi 3 (veya bir prob) takın ve kağıdı serbestçe çıkarabilmeniz için kesiciyi ona doğru hareket ettirin. Çapraz besleme kadranı boyunca, kesiciyi punta gövdesi yer değiştirmesinin H miktarı kadar puntadan uzaklaştırın. Punta gövdesini, kağıt şeridi 3 daha önce olduğu gibi sıkıştırılacak şekilde hareket ettirin;
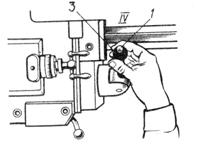
- punta gövdesinin göstergeye göre yer değiştirmesi. Göstergeyi 4 alet tutucusuna sabitleyin (Şek. 14, b). Göstergeyi A çubuğu kalemin içine sıkıca oturuncaya kadar hareket ettirin. Gösterge kadranını şuna ayarlayın:<0>. Punta gövdesini gösterge ölçeğine göre gereken miktarda hareket ettirin.
Not.
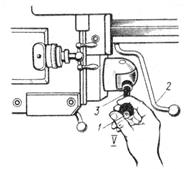
Hareketli bir arka merkezin kullanılması (Şekil 14, c), punta gövdesinin hareket etmemesine olanak tanır. Ancak bu yöntemde, öncekilerde olduğu gibi, görev punta merkezinin yer değiştirmesinde, Her ne kadar resmi olarak bu paragrafın başlığı kapsamına girmese de, yöntemi bağımsız bir yöntem olarak ayırmak tavsiye edilmez.
Muhafazanın (1) konik sapı vasıtasıyla yapı, punta başlığına monte edilir. Ayarlamayı gerçekleştirmek için şunları yapmak gerekir: sürgüyü (3) merkez (4) ile birlikte gövdenin kılavuzları (A) boyunca, konuma bağlı olarak sizden bir miktar H uzağa veya kendinize doğru hareket ettirmek için ayar vidasını (2) kullanın. işlenen koninin üst kısmı, D bölmeleri ile ölçekteki yer değiştirme miktarını kontrol eder; sürgüyü B vidalarıyla sabitleyin.
Merkez 4 (kaydırılmış bir punta ile çalışırken kullanılan diğer basit olanlar gibi), parçanın eksenleri ile merkezlerin uyumsuzluğundan kaynaklanan aşınmayı azaltan bir bilyeli B tepesine sahiptir.
3) İş parçasını mesnetli, puntalı ve tahrik aynasının merkezlerine yerleştirin.
4) Konik yüzeyi taşlayın.
 |
a B C)
Pirinç. 14. Punta mahfazasının yer değiştirmesini kontrol etme yöntemleri
Uzun konileri işlemenin bu yöntemi yaygın olarak kullanılmaktadır, çünkü ek cihaz gerektirmez ve herhangi bir torna tezgahında gerçekleştirilebilir. Bu yöntemin ana dezavantajı, punta yer değiştirdiğinde makinenin merkezlerinin parçanın merkez deliklerine çarpık bir şekilde yerleştirilmesi, bunun sonucunda delik ve merkez yüzeylerinin artan ve eşit olmayan aşınmasıdır. meydana gelmek. Sonuç olarak parça, punta kaydırılmış olarak koniyi döndürdükten sonra normal olarak belirlenmiş merkezlere yerleştirilirse ve silindirik kısmı işlenirse, bu parçanın eksenleri ile daha önce işlenmiş konik parça çakışmayacaktır. Bu bakımdan önce parçanın konik kısmının kaba tornalanmasını, ardından silindirik kısmının kaba ve ince talaş işlemesini, ardından da konik kısmının bitirme işlemini gerçekleştirmelisiniz.
RAPORUN FORMÜLASYONU
Evrensel vida kesme tezgahı 1K62.
Vida kesme tornası 1K62 dır-dir evrensel makine ve sol ve sağ yönlü dişlerin kesilmesi de dahil olmak üzere çeşitli tornalama işlemlerini gerçekleştirmek üzere tasarlanmıştır: metrik, inç, modüler, adım ve 3/8"", 7/16"", 8 adımlı Arşimet spirali 10 ve 12 mm.
Vida kesme tezgahı 1K62 Makine mili, sertliğini sağlayan özel yataklara monte edildiğinden, sertleştirilmiş iş parçalarının işlenmesi için kullanılabilir. Çeşitli malzemelerin tornalanması, işleme doğruluğunu değiştirmeden darbeli yükleme ile gerçekleştirilebilir.
Makinenin ana tahrikinin yüksek gücü, ana hareket ve ilerlemelerin kinematik zincirlerinin tüm bağlantılarının yüksek sertliği ve mukavemeti, titreşim direnci, geniş hız ve ilerleme aralığı, karbür ve mineral ile yüksek performanslı kesme yapmanızı sağlar -1K62 vida kesme tezgahında seramik aletler.
Makine 1K62 ön tornaları ifade eder, yani. büyük çaplı nispeten kısa iş parçalarını işlemenizi sağlar.
Arka kiriş tasarımı torna Makinenin düz konileri işleyebilmesi sayesinde enine yer değiştirmeye izin verir. Arka kirişi ve kaliperin alt kısmını, bazen arka kirişle delik açarken ve kirişin kaliperden mekanik hareketini kullanarak gerekli olan özel bir kilit kullanarak bağlamak mümkündür.
1K62 torna tezgahına aşağıdaki sabit destekler monte edilebilir: montaj çapı 20-80 mm olan hareketli ve 20-130 mm montaj çapına sahip sabit.
Hareketi mesnetten dişli kutusuna aktarmaya yarayan dişli çarklar 1K62 makinede değiştirilebilir.
1K62 makinesinin taşıyıcısının uzunlamasına hareketi, çerçevenin ön rafına monte edilen özel bir durdurucu ile sınırlanabilir. Böylece stoper takılıyken kaliper hareket hızı 250 mm/dk'yı aşamaz.
Yatağın üzerine monte edildiğinde iş parçasının maksimum çapı 400 mm'dir. 1K62 torna tezgahında işlenebilecek bir çubuğun maksimum çapı 45 mm'dir. 1K62 makinesinin 23 iş mili dönüş hızı vardır (minimum - 12,5 rpm, maksimum - 2000 rpm).
Ana tahrik olarak 1450 rpm hızda 10 kW gücünde sincap kafesli asenkron motor kullanılmıştır. İş mili dönüş hızının yanı sıra kaliperin uzunlamasına ve enine transmisyon değerlerinin ayarlanması, dişli kutusunun dişlileri değiştirilerek gerçekleştirilir (iş mili hızını ve kaliper beslemesini ayarlamak için farklı kontrol kolları kullanılır).
1K62 vida kesme tezgahında desteğin hızlı hareket etmesini sağlamak için ek bir asenkron motor kullanılır. Gücü 1410 rpm dönüş hızında 1,0 kW'tır.
Torna 1K62 motorları uzun süreli aşırı yüklerden koruyan termik rölelerin yanı sıra kısa devrelere karşı koruma sağlayan sigortalarla donatılmıştır.
1K62 torna tezgahının tasarım özellikleri (güvenilir, dayanıklı, titreşime dayanıklı, yüksek güçlü bir ana tahrik ile donatılmıştır), makinenin hem yüksek hızda hem de güçlü kesme için eşit şekilde kullanılmasına olanak tanır.
1K62 torna tezgahının tasarımı, iş parçasının işlenmesinde gerekli sertliği ve yüksek hassasiyeti sağlayan, iş milinin montajı için özel rulmanlar içerir. GOST 8-82'ye göre 1K62 torna tezgahı N doğruluk sınıfına aittir. Şok yükler altında bile işleme doğruluğu sağlanacaktır.
1K62 torna tezgahı, mükemmel kalite ve güvenilirlik kombinasyonunun yanı sıra bakım kolaylığı sayesinde, küçük ölçekli ve bireysel üretimde en popüler tezgahlardan biridir.
Torna, 250 mm çapında üç çeneli, kendinden merkezlemeli bir ayna veya 400 mm çapında dört çeneli bir ayna kullanabilir.
Serinin temel modeli, daha önce Krasny Proletary fabrikasında üretilen, dünyanın birçok ülkesinde kendini kanıtlamış 1K62 makinesinin geliştirilmiş bir prototipi olan 1K62D üniversal vida kesme tezgahıdır.
1K62 vida kesme tezgahı, iş kalitesi ve bakım kolaylığının mükemmel birleşimiyle öne çıkıyor.
Vida kesme torna tezgahı 1K62'nin teknik özellikleri.
|
Parametrelerin adı |
Birim. |
Miktarları |
|
Doğruluk sınıfı | ||
|
Yatağın üzerinde işlenen iş parçasının en büyük çapı | ||
|
Desteğin üzerindeki iş parçasının en büyük çapı | ||
|
İşlenen maksimum iş parçası uzunluğu | ||
|
Mildeki iç koninin boyutu |
Mors 6 M80* |
|
|
GOST 12593-72'ye göre mil ucu | ||
|
Mildeki açık deliğin çapı | ||
|
Kurulu iş parçasının en büyük kütlesi | ||
|
Bir kartuşa sabitlenmiş | ||
|
Merkezlere sabitlenmiş | ||
|
İş mili hızı adımlarının sayısı | ||
|
Doğrudan | ||
|
Tersi | ||
|
İş mili hız sınırları | ||
|
Doğrudan | ||
|
Tersi | ||
|
Çalışma besleme aşamalarının sayısı | ||
|
boyuna | ||
|
Enine | ||
|
Çalışma Besleme Limitleri | ||
|
boyuna | ||
|
Enine | ||
|
Kesilecek iplik sayısı | ||
|
Metrik | ||
|
İnç | ||
|
Modüler | ||
|
Pitchevikh | ||
|
Arşimet spirali | ||
|
Kesilen dişlerin adım sınırları | ||
|
İnç |
konu/inç | |
|
Metrik | ||
|
Modüler | ||
|
Pitchevikh | ||
|
Arşimet spirali |
3/8”, 7/16” |
|
|
Arşimet spirali | ||
|
Maksimum tork | ||
|
Maksimum tüy hareketi | ||
|
Vücudun yanal yer değiştirmesi | ||
|
En büyük kesici bölüm | ||
|
Makinenin genel boyutları |
2812x1166x1324 |
|
|
Makina ağırlığı | ||
|
Ana tahrik motor gücü | ||
|
Kaliperin hızlı hareketi için elektrik motor gücü |
0,75 veya 1,1 |
|
|
Soğutma pompası gücü |
Vida kesme torna tezgahı 1K62 için pasaport.
"Üniversal vida kesme tornası 1K62" için olan bu kullanım kılavuzu, hem bu makinenin kullanıcı personeli hem de bu makine üzerinde çalışmaya doğrudan dahil olan çalışan için gerekli bilgileri içerir. Bu kılavuz, orijinal basılı versiyonun PDF formatındaki elektronik versiyonudur. Bu belge, üniversal vida kesme torna tezgahı 1K62'nin çalıştırılmasına ilişkin Pasaport ve Kılavuzu (talimatları) içerir. Bu belgenin içeriği:
TEKNİK AÇIKLAMA
KULLANIM KILAVUZU
PASAPORT
Makinenin amacı ve kapsamı
Makine bileşimi
Makinenin ve bileşenlerinin tasarımı ve çalıştırılması
elektrikli ekipman
Yağlama sistemi
Güvenlik önlemlerinin göstergesi
Kurulum sırası
Kurulum, ayar ve çalışma modları
Düzenleme
Rulman yerleşim şeması
Genel bilgi
Temel teknik veriler ve özellikler
Onarım bilgileri
Makinede yapılan değişiklikler hakkında bilgi
Teslimat içeriği
Kabul belgesi
Koruma sertifikası
Ambalaj Sertifikası
Garantiler
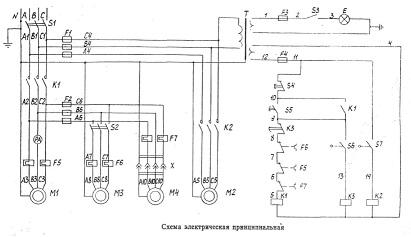
1K62 vida kesme torna tezgahının elektrik şeması.
Üniversal bir vida kesme torna tezgahının elektrik devre şeması aşağıdaki şekilde gösterilmektedir:
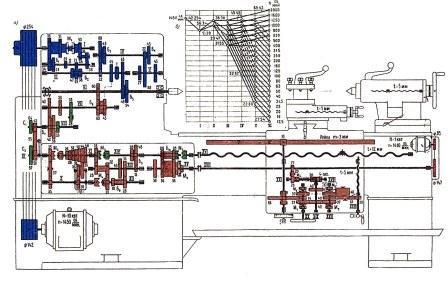
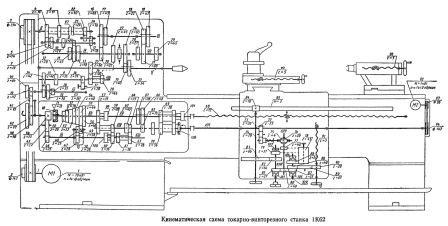
Üniversal vida kesme torna tezgahı 1K62'nin kinematik diyagramı.
Üniversal vida kesme torna tezgahı 1K62'nin kinematik diyagramı aşağıdaki şekillerde gösterilmektedir:
SSCB'deki 1K62 vida kesme torna tezgahı en yaygın metal işleme ünitesiydi. Teknik özellikleri, neredeyse tüm standart boyutlardaki her türlü iş parçasıyla çalışmayı mümkün kıldı.
1
İlgilendiğimiz vida kesme tezgahı 40 yılı aşkın süredir üretilmiyor. Aynı zamanda, 1K62 üniteleri, küçük partiler halinde çeşitli parçaların üretiminde uzmanlaşmış küçük metal işleme işletmelerinde halen kullanılmaktadır. Bu ekipmanın popülaritesi, bakım kolaylığı ve kullanım güvenilirliğinden kaynaklanmaktadır. Ayrıca 1K62 ünitesinin teknik özellikleri de garanti edilmektedir. yüksek kaliteçeşitli tornalama işlemleri gerçekleştirmek. Sertleştirilmiş metal ürünleri işleyebilmesi de önemlidir.
Makine 1K62
Bu olasılık, makine iş milini monte etmek için kullanılan özel olarak tasarlanmış rulmanların varlığından kaynaklanmaktadır. Tarif edilen tornalama ve vida kesme ekipmanının artan sağlamlığını sağlayanlar bu elemanlardır. Şu anda yerli ve yabancı şirketler 1K62'nin çeşitli analoglarını üretmektedir. Çoğu aynı tasarıma sahiptir. Ve daha kaliteli teknik özellikler açısından 1K62'den farklıdırlar. Rus metal işleme endüstrisi aşağıdaki gelişmiş makine modellerini kullanıyor:
- MST1620M (Minsk fabrikası MZOR'da üretilmiştir);
- TV-380K (Kimry'deki Savelovsky fabrikası);
- CD6140A, BJ1630G, CS6240, CS6140, CA6240A (Çinli üreticiler);
- KA-280 (Kiev'de Verkon);
- 16B20 (Astrahan'daki tesis);
- 16D20P (Kazakistan);
- ZHA-805 (Zhytomyr);
- Samat 400 (Samara SVZS);
- CU402, C400TM (Bulgaristan'daki tesisler).
1K62 ve yukarıdaki birimler, basit inç ve metrikten spirale (Arşimet adı verilen) kadar her türlü ipliği gerekli adımla (8–12 mm, 3/8–7/16 inç) kesmenize olanak tanır. . Makine, iplik adımını değiştirmek için çeşitli mekanizmalar kullanır - gitar tekerlekleri, Norton modülleri ve dişli bağlantı çarkları.
2
Birim pasaportu, metal işleme ekipmanı 1K62'nin tüm temel teknik özelliklerini açıklamaktadır. Bu belgeye göre makinenin ağırlığı 1500 kg'a kadar olan iş parçalarıyla tornalama işi yapmasına izin verilmektedir. Burada küçük bir nüans var. 500-1500 kg ağırlığındaki parçalar yalnızca makinenin merkezlerinde işlenir; 500 kg'a kadar olan parçalar ise aynada işlenir. İş parçasının uzunluğu 200 cm'ye ulaşabilir ve maksimum kesiti 22 cm (desteğin üstünde) veya 40 cm'dir (çerçevenin üstünde). Gosstandart 8-82'ye göre birim, doğruluk kategorisi N olarak sınıflandırılır. Bu, makinenin, işlenme kalitesini kaybetmeden parçalara şok yüklerin uygulanmasını mümkün kıldığı anlamına gelir.

Makine çalışır durumda
Belirtildiği gibi, 1K62 iş mili rulmanlara monte edilmiştir. Yapının yüksek sertliği nedeniyle makine, günümüzde yaygın olarak kullanılan modern mineral-seramik ve karbür takımları kullanabilmektedir. Bu tür cihazlar, çeşitli metallerden yapılmış iş parçalarının yüksek performanslı kesilmesinin gerekli olduğu durumlarda kullanılır. Mildeki deliğin kesiti 47 mm'dir. Bu, çapı 45 mm'ye kadar olan çubuklarla çalışmanıza olanak tanır. Milin ana özellikleri şunlardır:
- koni boyutu (iç) – Mors 6;
- ileri hareket frekansları ve aşama sayısı - sırasıyla 2000 rpm'ye ve 24'e kadar, geri - 2420 rpm'ye ve 12'ye kadar;
- bitirme – 6K (12593 standardına göre).
Tornalama-vida-kesme ünitesinin desteği, sırasıyla 1–96, 0,5–48, 2–24, 1–192 adım limitleriyle 37 adım, 20 modüler, 38 inç ve 44 metrik diş kesme olanağı sağlar. Makineye özel bir durdurucu takabilirsiniz. Çerçevenin ön tarafına (ayrı bir rafa) monte edilir ve pergelin hareket hızını 25 cm/dak (enine hareket anlamına gelir) ile sınırlamanıza olanak tanır. Durdurucu takılı değilse ünite hızlı metal işleme modunda çalışır. Bu durumda kaliper enine yönde 1,7 m/dak, boyuna yönde 3,4 m/dak hızla hareket eder.
Söz konusu ekipmanın taşınmasının maksimum stroku 192 cm'den fazla değildir Kaliperin çalışma ilerlemeleri 0,035–2,08 mm/dev (enine hareket) ve 0,07–4,16 (boyuna) ile sınırlıdır. Besleme aşamalarının sayısı herhangi bir yönde 49'dur. Not! Desteğin alt kısmı makinenin arka kirişine bağlanabilir. Bu fırsat büyük önem taşıyor. Kirişin doğrudan destekten hareket etmesine (mekanik) izin verir. Bu ünitelerin geçici olarak sabitlenmesi özel bir kilitleme bağlantısı kullanılarak gerçekleştirilir.
Ekipman pasaportu, 1K62 vida kesme torna tezgahının dört ve üç çeneli olmak üzere iki tür otomatik merkezleme aynası kullanabileceğine dair bilgi içerir.
Birincisinin kesiti 40 cm, ikincisi 25 cm olup, ünite ayrıca iki dayanakla çalışmaktadır. Bunlardan biri sabittir (kurulumunun boyutu 2 ila 13 cm arasındadır), ikincisi hareketlidir (2 ila 8 cm arası). Bütün bunlardan dolayı Tasarım özellikleri 1K62, iş parçalarının hem güçlü hem de yüksek hızlı işlenmesinde aktif olarak kullanılmaktadır. Makinenin toplam ağırlığının 2140 kg olduğunu da ekleyelim. boyutlar Milimetre cinsinden aşağıdakiler 1324 (yükseklik), 1166 (genişlik), 2812 (uzunluk).
3
AO2-52-4F sincap kafesli asenkron motor, 1K62 ana sürücünün çalışmasından sorumludur. Hızı 1450 rpm, gücü 10 kW'dır. Motor PP-1 sigortasıyla donatılmıştır. Bu cihaz kısa devre durumunda makineye giden elektriği keser. Ana motorun sıfır koruması, kontaktör üzerine monte edilen KG bobini ile sağlanır. Şebeke geriliminin standart değerin %50'si kadar düştüğü durumlarda elektrik motorunu durdurur.
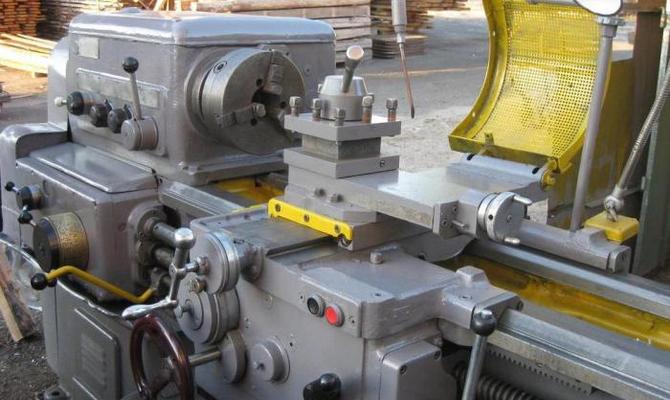
Torna 1K62
Motor, bir termik röle ile aşırı yüklere karşı korunur. Çalışma devresini otomatik olarak açar. Röle etkinleştirildikten yalnızca 2 dakika sonra makine üzerinde çalışmaya dönebilirsiniz. Bunu yapmak için, niş kapağındaki mesnetin altında (tornanın arkasında) bulunan düğmeyi bulup basmanız gerekir. Ana motor ilgili düğme kullanılarak çalıştırılır. Makine çalışırken tekrar basılamayacağını unutmayın. Elektrik motoru Stop butonu kullanılarak durdurulur.
1K62 üç ek motorla donatılmıştır:
- PA-22 – soğutma pompası için gücü 0,125 kW'tır;
- AOL2-22-6F – hidroelektrik santral için (1 kW);
- AOL2-12-4F – hızlı hareketler için (0,8 kW).
Soğutma pompası yalnızca ana motor çalışırken çalıştırılabilir. Bunu yapmak için VP-2'yi (ünitenin paket anahtarı) Beyaz nokta moduna geçirmeniz gerekir. Pompa, VP-2'nin Kırmızı nokta moduna geçirilmesiyle kapatılır. 1K62 hidrolik istasyonu için asenkron motorun dönüş hızı 1410 rpm'dir.
Elektrikli ekipman 380 V'tan çalışır. Makinenin nötr kablosunu yalıtmak veya üniteyi kör devre kullanarak topraklamak zorunludur. Ekipmanın güç devresi 3–50 Hz'de ve kontrol devresi 50 Hz'de çalışır (tesisatın aydınlatma devresini açmak için aynı frekans gereklidir).


