Μηχάνημα διάνοιξης και διάνοιξης: μεταλλική διάνοιξη
Οι μηχανές broaching συγκαταλέγονται στον εξοπλισμό που χάρη σε αυτά τεχνικές προδιαγραφέςκαι δυνατότητες, χρησιμοποιείται ευρέως σε διάφορες επιχειρήσεις που ασχολούνται με την κατεργασία μετάλλων, καθώς και σε μεγάλης κλίμακας, μαζική, μικρής κλίμακας και μεμονωμένη παραγωγή διαφόρων ειδών ανταλλακτικών.
Ειδικότερα, οι μηχανές διάνοιξης διακρίνονται για την ευελιξία τους, είναι διαθέσιμες για επαναρύθμιση, είναι εύκολα εξοπλισμένες με διάφορα είδη συσκευών με τις οποίες μπορείτε να σχεδιάσετε την εξωτερική επιφάνεια ενός εξαρτήματος και ακόμη και πολύ μεγάλα και βαριά εξαρτήματα μπορούν να επεξεργαστούν πάνω τους.
Επιπλέον, αυτός ο εξοπλισμός είναι εύκολα εξοπλισμένος με αυτόματες συσκευές που φορτώνουν και ξεφορτώνουν τα τεμάχια εργασίας, γεγονός που τον καθιστά αποτελεσματικό για λειτουργία σε μεταποιητικές επιχειρήσεις, αφού μπορείτε να αγοράσετε ένα μηχάνημα για οπλισμό κάμψης και να το κατασκευάσετε σε μια αυτόματη γραμμή.
Ο σκοπός των μηχανών κοπής είναι να κατεργάζονται με ακρίβεια τις εσωτερικές και εξωτερικές επιφάνειες του εξαρτήματος. Στην περίπτωση αυτή, το εξάρτημα μπορεί να είναι οποιουδήποτε μεγέθους, οποιουδήποτε γεωμετρικού σχήματος και κατασκευασμένο από οποιοδήποτε σιδηρούχο ή μη σιδηρούχο μέταλλο. Η επεξεργασία των εξαρτημάτων στο μηχάνημα πραγματοποιείται με τη μέθοδο έλξης, εντός των ορίων της δύναμης έλξης του εξοπλισμού και του μήκους διαδρομής της ολίσθησης εργασίας.
Οι μηχανές κοπής μπορούν να χωριστούν σε διάφορους τύπους
Πρώτα απ 'όλα, διαφέρουν ως προς τον σκοπό τους. Δηλαδή, υπάρχουν μηχανήματα εσωτερικής και μηχανήματα εξωτερικής. Ο πρώτος τύπος μηχανών συνήθως εξαρτήματα μηχανών όπως δίσκοι και δακτύλιοι, καθώς και επιφάνειες κλειστού σχήματος.
Δεύτερον, ανάλογα με τον βαθμό ευελιξίας, υπάρχει ειδικός εξοπλισμός και γενικού σκοπού.

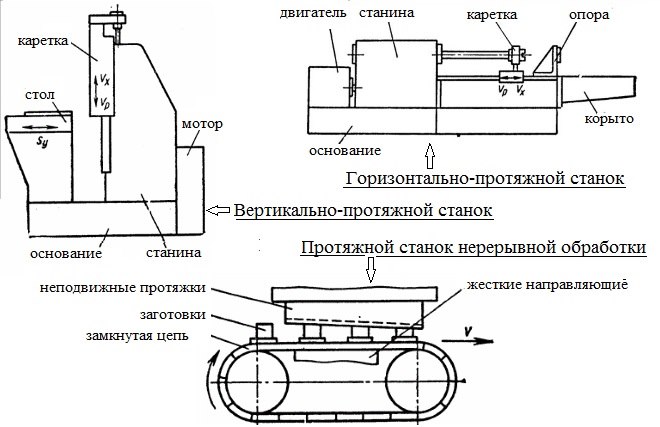
Όσον αφορά το ακόλουθο χαρακτηριστικό - την κατεύθυνση και τη φύση της κίνησης εργασίας, η μηχανή κοπής μπορεί να είναι οριζόντια, κατακόρυφη, συνεχής δράση με ευθύγραμμη κίνηση μεταφορέα, με κυκλική κίνηση γκοφρέ, συνδυασμένη.
Μεταξύ της ποικιλίας εργαλειομηχανών υπάρχουν συνηθισμένες μηχανές, ημιαυτόματες μηχανές, πλήρως αυτόματες μηχανές. Υπάρχουν επίσης μηχανήματα κατάλληλα για ενσωμάτωση αυτόματες γραμμέςκαι μια ολόκληρη σειρά εξοπλισμού, στην οποία μπορούν να εκτελεστούν πολλές εργασίες έλξης σε ένα προϊόν ταυτόχρονα.
Το μηχάνημα μπορεί να έχει διαφορετικό αριθμό φορέων ή θέσεων. Εκτός από τα συμβατικά μηχανήματα (μονοστάθμης), υπάρχουν και αυτά πολλαπλών σταθμών, στα οποία μπορούν να εγκατασταθούν πολλά εξαρτήματα ταυτόχρονα. Κατά κανόνα, τέτοιες μηχανές είναι επιπλέον εξοπλισμένες με αναδιπλούμενα περιστρεφόμενα τραπέζια (ένα ανακλινόμενο τραπέζι είναι λιγότερο συνηθισμένο).
Υπάρχει επίσης μια ειδική ομάδα μηχανημάτων φρεζαρίσματος, η οποία περιλαμβάνει συνεχή εξοπλισμό (περιστροφικό μηχάνημα και μηχανή αλυσίδας).
Τα περισσότερα από αυτά τα μηχανήματα έχουν υδραυλική κίνηση, αλλά διατίθενται μοντέλα υψηλότερης ταχύτητας με μηχανικό ή πιο προηγμένο ηλεκτρομηχανικό σύστημα μετάδοσης κίνησης.
Υπάρχουν βασικές παράμετροι βάσει των οποίων μπορεί κανείς να κρίνει την ισχύ και την απόδοση του εξοπλισμού πλαισίωσης. Πρώτα απ 'όλα, αυτή είναι η δύναμη έλξης που δημιουργείται από το φορείο, η οποία μπορεί να φτάσει το 1 Mn (100 tf). Η επόμενη σημαντική παράμετρος είναι το μήκος διαδρομής του φορείου.
Η ταχύτητα διάτρησης εξαρτάται από τον τύπο του μηχανήματος (σε μηχανές γενικής χρήσης, η ταχύτητα είναι πολύ χαμηλότερη από ό,τι σε ειδικά μηχανήματα).
Τα εργοστάσια εργαλειομηχανών μπορούν επιπλέον να εξοπλίσουν τα προϊόντα τους με διάφορες συσκευές και εργαλεία με τα οποία μπορείτε να εκτελέσετε πρόσθετους χειρισμούς με το ανταλλακτικό.
Βίντεο: Μηχανή κοπής οπλισμού από κόλπο
Περισσότερα ενδιαφέροντα άρθρα
Μενού ΑΡΧΙΚΗ ΟΙ ΥΠΗΡΕΣΙΕΣ ΜΑΣ — ανακαίνιση διαμερίσματος — σχεδιασμός διαμερισμάτων — αναζήτηση ιδιώτη τεχνίτη γη— ακίνητα — αγορά ακινήτων — ενοικίαση πώλησης ΚΑΤΑΣΚΕΥΕΣ — θεμέλια — στεγανοποίηση — τοίχοι και πρόσοψη — στέγη και σοφίτα — θερμομόνωση — παράθυρα και πόρτες — δάπεδα και επενδύσεις δαπέδου— εργασίες φινιρίσματος — συστήματα μηχανικής — ΚΑΤΑΣΚΕΥΑΣΤΙΚΑ ΥΛΙΚΑ- εξαερισμός και κλιματισμός - οροφή - συστήματα θέρμανσης - κατοικίες και εξοχικές κατοικίες - σχεδιασμός παραθύρων - σχεδιασμός πορτών - επισκευές - συστήματα ύδρευσης - σχεδιασμός - τεχνολογίες κατασκευής αρχαία αρχιτεκτονική - μοντέρνα αρχιτεκτονική - εσωτερική διακόσμηση - σχεδιασμός τοπίου— διακόσμηση — έπιπλα και έπιπλα — εσωτερικά στυλ ΧΡΗΣΙΜΟ — επιστημονική και τεχνική πρόοδο— βιβλιοθήκη οικοδόμων — μηχανολογικός εξοπλισμός — εργαλειομηχανές — εξοπλισμός και εργαλεία — υπηρεσίες — εξοπλισμός κατασκευών — εξοικονόμηση ενέργειας ΣΧΕΤΙΚΑ ΜΕ ΤΟ ΕΡΓΟ ΧΑΡΤΗΣ ΤΟΠΟΘΕΣΙΑΣ
Κατά την κοπή, τα τσιπ που αφαιρούνται από κάθε δόντι πρέπει να τοποθετούνται στην κοιλότητα μεταξύ των δοντιών. Εάν ο όγκος των κομμένων ροκανιδιών, λαμβάνοντας υπόψη τη συρρίκνωσή του, είναι μεγαλύτερος από τον όγκο της κοιλότητας μεταξύ των δοντιών, η μπλούζα θα μπλοκάρει και το εργαλείο θα σπάσει.
Χαρακτηριστικά της διαδικασίας broaching
Από δόντι σε δόντι, το μήκος της κοπτικής ακμής αυξάνεται λιγότερο από ό,τι με το σχήμα προφίλ. Ως εκ τούτου, είναι δυνατό να εκχωρηθούν μεγάλες τροφοδοσίες ανά δόντι και να μειωθεί το μήκος της οπής.
Με ένα ομαδικό σχήμα (Εικ. 10.34, σε) το πρόχειρο επίδομα χωρίζεται σε τομείς, καθένας από τους οποίους επεξεργάζεται τη δική του ομάδα ακατέργαστων δοντιών, με προφίλ σύμφωνα με το κύκλωμα της γεννήτριας. Από δόντι σε δόντι, το μήκος της κοπτικής ακμής αυξάνεται λιγότερο από ό,τι με ένα κύκλωμα γεννήτριας, δηλαδή, μπορείτε να εκχωρήσετε ακόμη μεγαλύτερες τροφοδοσίες ανά δόντι και να μειώσετε το μήκος της κοπής. Κατά τη χρήση σχημάτων γεννήτριας ή ομάδας, το ακόνισμα και το προφίλ των δοντιών γίνεται πιο περίπλοκο, επομένως, χρησιμοποιείται πάντα ένα σχήμα προφίλ στα τελειωμένα δόντια των καρφιών.
Κάθε δόντι καρφίτσας λειτουργεί σαν πλάνη. Το μικρό ύψος των δοντιών και η υψηλή ακαμψία του αυλακιού στο διαμετρικό επίπεδο καθιστούν δυνατή την εκχώρηση αρκετά υψηλών συνθηκών κοπής. Σε μία διαδρομή εργασίας, δημιουργείται ολόκληρο το προφίλ της επεξεργασμένης επιφάνειας, επομένως η διάνοιξη είναι μια διαδικασία υψηλής απόδοσης, αλλά έχει χαρακτηριστικά που πρέπει να λαμβάνονται υπόψη κατά την επιλογή ενός σχήματος διάνοιξης και επεξεργασίας.
Το ψήσιμο με ευθεία κίνηση κοπής είναι μια διακοπτόμενη διαδικασία. Απαιτείται παλινδρομική κίνηση του κύριου ενεργοποιητή κίνησης. Άμεση κίνηση - εργατικό κίνημα, όπισθεν - ρελαντί. Η αδράνεια των μαζών του ενεργοποιητή της κύριας κίνησης δεν επιτρέπει την εργασία σε υψηλές ταχύτητες κοπής, συνήθως 8–15 m/min.
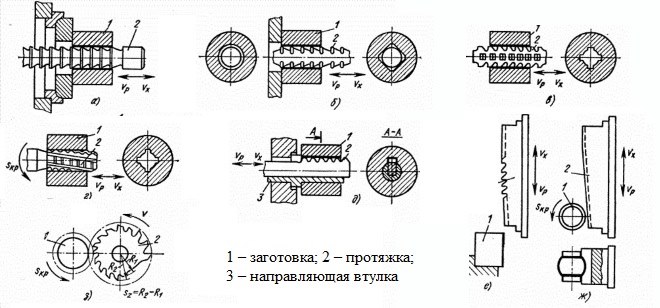
Επεξεργασία τεμαχίων σε μηχανές κοπής. Καρφίτσες ή διεργασίες διάνοιξης κυλινδρικών οπών μετά από διάνοιξη, διάνοιξη, βύθιση, καθώς και οπές που λαμβάνονται στο στάδιο των εργασιών προμήθειας. Κατά την επεξεργασία ενός τεμαχίου εργασίας με κυλινδρικό καρφί 2 (Εικ. 10.35, ένα) αντικείμενο εργασίας 3 τοποθετημένο σε σφαιρική βάση 1 ή σε επίπεδη βάση.
Ρύζι. 10.35. Μοτίβα τρυπήματος: ένα- σε σφαιρικό στήριγμα. σι- πολύπλευρη? σε- ευθεία σχισμή σολ- βίδα με σχισμή. ρε- κλειδαριές 1 - σφαιρική υποστήριξη. 2 - καρφίτσα? 3 - προετοιμασία 4 - δακτύλιος οδηγός
Όταν εγκαθίσταται σε ένα σφαιρικό στήριγμα, το τεμάχιο εργασίας αυτοευθυγραμμίζεται κατά μήκος του άξονα της οπής, αλλά το άκρο μπορεί να μην είναι κάθετο στον άξονα της οπής, επομένως αυτή η ρύθμιση χρησιμοποιείται εάν το άκρο του τεμαχίου κατεργαστεί με μηχανική επεξεργασία μετά το άνοιγμα. Όταν τοποθετείται σε επίπεδο στήριγμα, το άκρο είναι κάθετο στον άξονα της οπής, αλλά η οπή μπορεί να σπάσει λόγω της διαφοράς στα δικαιώματα στο διαμετρικό επίπεδο της οπής. Οι πολυεδρικές τρύπες έλκονται από πολυεδρικές οπές(Εικ. 10.35, σι). Μια στρογγυλή τρύπα ανοίγεται στο τεμάχιο εργασίας. Ανάλογα με το μέγεθος του επιδόματος επεξεργασίας, χρησιμοποιείται ένα ή άλλο σχέδιο για την κοπή του επιδόματος. Οι τρύπες με σχισμές δημιουργούνται με σχισμή καρφίτσες. Η κοπή των σχισμών πραγματοποιείται με ευθύγραμμη κύρια κίνηση (Εικ. 10.35, σε), όταν κόβετε σφήνες βιδών (Εικ. 10.35, σολ) δίνεται πρόσθετη κίνηση στην οπή για να επιτευχθεί μια ελικοειδής κίνηση κοπής. Με κλειδαριές ή άλλες αυλακώσεις τραβιέται με κλειδαριές καρφίτσες(Εικ. 10.35, ρε). Το προφίλ διατομής του δοντιού πρέπει να ταιριάζει με το προφίλ διατομής του αυλακιού.
Το κατεργαζόμενο τεμάχιο είναι τοποθετημένο σε ένα επίπεδο στήριγμα για να καθοδηγεί την αυλάκωση 2 χρησιμοποιήστε δακτύλιο οδηγού 4 .
Ρύζι. 10.36. Σχέδια για το τράβηγμα εξωτερικών επιφανειών: ένα- διαμέρισμα; σι- σχήμα? σε– φρεζάρισμα
Οι εξωτερικές επιφάνειες με ευθύγραμμη γεννήτρια επεξεργάζονται σε κάθετες μηχανές κοπής(Εικ. 10.36, ένα, σι).
Οι επιφάνειες σύνθετου σχήματος σε μεγάλης κλίμακας παραγωγή επεξεργάζονται με κυκλικές καρφίτσες. Για τη λήψη μιας ευθύγραμμης γεννήτριας, χρησιμοποιούνται δύο τύποι εργαλείων: καρφίτσες με κινητό στοιχείο (συρόμενο ή κουνιστή καρέκλα) ή χωρίς κινητό στοιχείο. Εάν τοποθετηθούν δόντια φινιρίσματος στο κινητό στοιχείο, κυκλικά-διαγώνια ή συνδυασμένα, εκτελείται τράβηγμα. Κατά τη λειτουργία των δοντιών φινιρίσματος, σε μια οπή χωρίς κινούμενο στοιχείο προσδίδεται μια ευθύγραμμη πρόσθετη κίνηση (Εικ. 10.36, σε) κατά μήκος της γεννήτριας της επεξεργασμένης επιφάνειας - φρεζάρισμα.
Οι μηχανές κοπής χαρακτηρίζονται από απλό σχεδιασμό και υψηλή ακαμψία.. Αυτό οφείλεται στο γεγονός ότι δεν υπάρχει αλυσίδα κίνησης τροφοδοσίας στις μηχανές. Τα κύρια χαρακτηριστικά της μηχανής διάνοιξης είναι η δύναμη έλξης στη ράβδο και η διαδρομή της ράβδου του κυλίνδρου εργασίας.
Οριζόντια μηχανή ψαλιδίσματος(Εικ. 10.37, ένα) - μια μηχανή για το τράβηγμα εσωτερικών επιφανειών. Στο κρεβάτι 1 που βρίσκεται υδραυλικός κύλινδρος 3 και αντλιοστάσιο 2. Στο μπροστινό άκρο του στελέχους 4 εγκατεστημένη σύλληψη 5 με άμαξα 7 , το οποίο μπορεί να κινηθεί κατά μήκος των οδηγών του πλαισίου.
Η λαβή είναι τοποθετημένη στη λαβή 5 και τραβιέται μέσα από μια τρύπα στο τεμάχιο εργασίας, ακουμπώντας με το άκρο του στην επιφάνεια στήριξης του βραχίονα 6. Η μεταφορική κίνηση του αυλακιού αναφέρεται μέχρι να βγει από την οπή στο τεμάχιο εργασίας. Το τεμάχιο εργασίας πέφτει στην παλέτα 8. Η μπλούζα επιστρέφει στην αρχική της θέση και η διαδικασία επαναλαμβάνεται.
Κατακόρυφη μηχανή ψαλιδίσματος(Εικ. 10.37, σι) - μια μηχανή για την επεξεργασία εξωτερικών επιφανειών. Στο κρεβάτι 1 εγκατεστημένη κάθετη στήλη 9 με λειτουργικό υδραυλικό κύλινδρο, αντλιοστάσιο 2 και άμαξα 7. Το τραπέζι βρίσκεται στο αριστερό άκρο του κρεβατιού. 10 , στη συσκευή εργασίας της οποίας είναι εγκατεστημένο το τεμάχιο εργασίας. Η καρφίτσα είναι στερεωμένη στην άμαξα.
Ο υδραυλικός κύλινδρος μετακινεί το στόμιο από πάνω προς τα κάτω (κτύπημα). Μηχανές οριζόντιας συνεχούς επεξεργασίας σκασίματος (Εικ. 10.38, ένα) χρησιμοποιούνται σε μεγάλης κλίμακας παραγωγή. Στο κρεβάτι 1 εγκατεστημένα κάθετα ράφια 2 και 5 , που συνδέεται με τραβέρσα 4. Ένα τραπέζι εργαλείων αναρτάται στην τραβέρσα 6 με σταθερά τμήματα 9. κενά 7 εγκατεστημένο σε συσκευές εργασίας τοποθετημένες σε κλειστό κύκλωμα 3. Άκαμπτος οδηγός 8 τραπέζι εξασφαλίζει την κίνηση της αλυσίδας με κενά παράλληλα με το γκοφρέ.
Ρύζι. 10.37. Μηχανές πλαισίωσης: ένα– οριζόντια παραμονή· σι– κάθετα παρατεταμένη. 1 - κρεβάτι 2 - αντλιοστάσιο; 3 - υδραυλικός κύλινδρος; 4 - στοκ; 5 - πιάνω; 6 - βραχίονας 7 - μεταφορά 8 - παλέτα? 9 - κάθετη στήλη. 10 - τραπέζι? V– κίνηση κοπής
Ρύζι. 10.38. Ειδικά μηχανήματα πλαστογραφίας: ένα– μηχανή συνεχούς επεξεργασίας: 1 - κρεβάτι 2 , 5 - κάθετα ράφια. 3 - αλυσίδα; 4 - τραβέρσα 6 - τραπέζι εργαλείων? 7 - προετοιμασία 8 - οδηγός πίνακα? 9 - τμήμα καρφίτσας? σι– μηχανή για κυκλική διαγώνια διάνοιξη ζαντών γραναζιών: 1 - κεφαλή του προϊόντος. 2 – κατακόρυφος μεταφορέας· 3 - προετοιμασία 4 - χειριστής αυτοκινήτων 5 – οριζόντιος μεταφορέας· 6 – κατάστημα ανταλλακτικών 7 - άξονας προϊόντος. 8 - κυκλική καρφίτσα 9 – άξονας εργαλείου. 10 - κρεβάτι 11 - αποθηκεύστε τα κενά
Εργαλειομηχανές για κυκλική διαγώνια (συνδυασμένη) διάνοιξη ζαντών γραναζιών(Εικ. 10.38, σι) χρησιμοποιούνται για την κοπή γραναζιών σε μεγάλης κλίμακας παραγωγή. Στο κρεβάτι 10 εργαλειομηχανή τοποθετημένος άξονας εργαλείου 9 και προϊόντα γιαγιά 1 , μέσα στο πλαίσιο βρίσκεται ο μηχανισμός της κύριας κίνησης. Κυκλική καρφίτσα 8 τοποθετημένο στον άξονα 9.
κεφαλή 1 εγκατεστημένοι στους οδηγούς του πλαισίου με δυνατότητα κίνησης στην ακτινική κατεύθυνση σε σχέση με την καρφίτσα.
Μέσα στο headstock του προϊόντος υπάρχει ένας υδραυλικός κύλινδρος και ένας διαχωριστικός μηχανισμός (Μαλτεζικός σταυρός). Ο υδραυλικός κύλινδρος 88 μετακινεί・ την κεφαλή του προϊόντος προς το στόμιο στην αρχή της επεξεργασίας και μακριά από την αυλάκωση στο τέλος της επεξεργασίας ολόκληρου του δακτυλιοειδούς γραναζιού.
Μετά την επεξεργασία της επόμενης κοιλότητας μεταξύ των δοντιών, το τεμάχιο εργασίας κάνει μια διαχωριστική στροφή χρησιμοποιώντας έναν διαχωριστικό μηχανισμό. Τα ημιτελή κενά τοποθετούνται στον αριστερό γεμιστήρα καρφίτσας 11. αριστερά κάθετη 2 και οριζόντια 5 μεταφορείς billet 3 υποβάλλονται στον χειριστή αυτοκινήτων 4 και τοποθετείται στον άξονα 7. Το επεξεργασμένο τεμάχιο εργασίας εγκαθίσταται από τον αυτόματο χειριστή στον δεξιό κάθετο μεταφορέα και τροφοδοτείται στον γεμιστήρα καρφίτσας 6 .
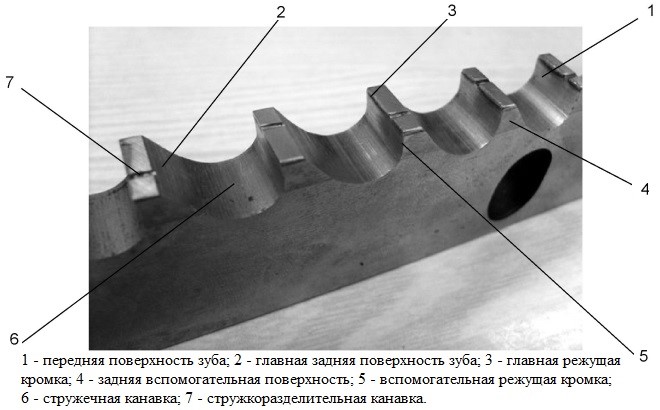
Το broaching είναι ένα εργαλείο που χρησιμοποιείται για την επεξεργασία μετάλλων με διάνοιξη (μία από τις πιο κοινές τεχνολογικές εργασίες στην κοπή μετάλλων). Αυτή η τεχνολογία χρησιμοποιείται για ανταλλακτικά που χρησιμοποιούνται σε πολλές βιομηχανίες.
Η επιφάνεια εργασίας των καρφιών μπορεί να έχει διαφορετικό προφίλ ανάλογα με τον σκοπό και τον τύπο του εργαλείου.
Τι είναι το τέντωμα;
Μια τέτοια τεχνολογική λειτουργία όπως το broaching θεωρείται από τις πιο πολλές αποτελεσματικούς τρόπουςκοπή μετάλλων. Για την υλοποίησή του απαιτείται μηχανή κοπής και ειδικό εργαλείο, η χρήση των οποίων δίνει μια επιφάνεια με τραχύτητα της τάξης των 0,32 microns και ακρίβεια γεωμετρικών παραμέτρων που αντιστοιχούν στον βαθμό 6.
Το εργαλείο με το οποίο γίνεται η κοπή μετάλλου αποτελείται από πολλά δόντια. Το καθένα είναι ψηλότερο από το άλλο όταν μετριέται στο ύψος του σε επίπεδο κάθετο προς την κατεύθυνση στην οποία γίνεται η κύρια κίνηση κοπής. Ο εξοπλισμός της οπής με πλήθος λεπίδων κοπής και η τοποθέτησή τους σε μια ορισμένη θέση καθιστά δυνατή τη χρήση μόνο ενός τέτοιου εργαλείου για την αφαίρεση ολόκληρου του απαιτούμενου όγκου τσιπ τόσο κατά τη διαδικασία τραχύνσεως της επιφάνειας όσο και κατά τη βαθμονόμησή της.

Με τη χρήση μηχανημάτων πλύσης, καθώς και εξειδικευμένων εργαλείων, είναι δυνατή η επεξεργασία τόσο εξωτερικών όσο και εσωτερικών επιφανειών προϊόντων διαφόρων διαμορφώσεων. Το broaching δεν χρησιμοποιεί κίνηση τροφοδοσίας: όλη η επεξεργασία πραγματοποιείται εκτελώντας μια κύρια κίνηση με διάνοιξη, η οποία μπορεί να είναι περιστροφική ή μεταφορική. Ένα εργαλείο διάτρησης οπών λειτουργεί με παρόμοια αρχή. Παρά όλες τις ομοιότητες αυτών των τεχνολογικών λειτουργιών, η θεμελιώδης διαφορά μεταξύ τους είναι ότι το εργαλείο υλικολογισμικού λειτουργεί σε συμπίεση και η οπή λειτουργεί υπό τάση.
Το παρακάτω βίντεο δείχνει την επεξεργασία εσωτερική επιφάνειασωλήνες τραβώντας.
Το broaching, σε σύγκριση με άλλες μεθόδους κοπής μετάλλων, έχει μια ολόκληρη λίστα πλεονεκτημάτων, τα οποία περιλαμβάνουν:
- τη δυνατότητα μείωσης του κόστους λειτουργίας του χρησιμοποιούμενου εξοπλισμού·
- Υψηλή αντοχή στη φθορά του καρπού.
- υψηλός ρυθμός τροφοδοσίας σε λεπτό λόγω του γεγονότος ότι η επεξεργασία πραγματοποιείται από πολλά δόντια κοπής ταυτόχρονα.
- την ικανότητα να εργάζονται σε μηχανές κύλισης ακόμη και για ειδικούς με χαμηλό επίπεδο επαγγελματικής κατάρτισης·
- αφαίρεση αποθέματος από την επιφάνεια με υψηλή σχετική ταχύτητα (αυτό σημαίνει υψηλή απόδοση επεξεργασίας).
- την ικανότητα εξάλειψης οποιουδήποτε τύπου γάμου της επεξεργασμένης επιφάνειας.
- επεξεργασία μεταλλικών προϊόντων υψηλής ακρίβειας.
Διαγράμματα διάφορων τύπων οπών και επιφανειών διάνοιξης
Το εργαλείο με το οποίο είναι εξοπλισμένα οι μηχανές κοπής είναι κατασκευασμένο κυρίως από υλικά μεσαίου κράματος, τα οποία είναι αρκετά ακριβά. Για το λόγο αυτό προτείνεται η χρήση του σε βιομηχανίες που παράγουν τα προϊόντα τους σε μεγάλες και μαζικές παρτίδες.
Εν τω μεταξύ, οι μηχανές κοπής και η διάνοιξη μπορούν επίσης να χρησιμοποιηθούν σε μικρής κλίμακας και μονοκόμματη παραγωγή μεταλλικών προϊόντων, εάν οι γεωμετρικές τους παράμετροι είναι τυποποιημένες. Δεν μπορείτε να κάνετε χωρίς μια τέτοια τεχνολογική λειτουργία και σε εκείνες τις περιπτώσεις που είναι ο μόνος δυνατός ή ο πιο κερδοφόρος τρόπος επεξεργασίας.
Ποικιλίες και σχέδιο καρφιών
Οι καρφίτσες ταξινομούνται σύμφωνα με μια σειρά παραμέτρων. Υπάρχουν οι ακόλουθοι τύποι καρφιών:
- με ένα τμήμα κοπής κατασκευασμένο από χάλυβα υψηλής ταχύτητας, εργαλειοθήκη ή σκληρό κράμα.
- στερεά ή προκατασκευασμένα - ανάλογα με το σχέδιο.
- μονής ή πολλαπλών διελεύσεων - ανάλογα με το πόσες καρφίτσες περιέχονται σε ένα σετ εργασίας.
- εργασία σύμφωνα με μια κλιμακωτή, προφίλ ή προοδευτική μέθοδο - ανάλογα με τον τρόπο με τον οποίο αφαιρείται το επίδομα από την επιφάνεια του εξαρτήματος.
- με ευθεία και κεκλιμένη ή ελικοειδή και δακτυλιοειδή διάταξη λεπίδων κοπής στο τμήμα εργασίας.
Διάφοροι τύποι καρφιών διακρίνονται επίσης ανάλογα με τον κύριο σκοπό τους και αυτή η ταξινόμηση μπορεί να ονομαστεί μία από τις πιο σημαντικές. Ανάλογα λοιπόν με αυτή την παράμετρο, διακρίνονται οι αυλακώσεις για εξωτερικές και εσωτερικές επιφάνειες. Με τη βοήθεια ενός εργαλείου που έχει σχεδιαστεί για υπαίθριες εργασίες, είναι δυνατή η επεξεργασία επιφανειών διαφόρων διαμορφώσεων (γρανάζι, προφίλ τύπου ψαροκόκαλου, αυλακώσεις, συμπεριλαμβανομένων των σχήματος Τ, κυλινδρικοί άξονες, αυλακώσεις διαφόρων σχημάτων, όπως χελιδονοουρά, σχιστοί άξονες, και τα λοιπά.).
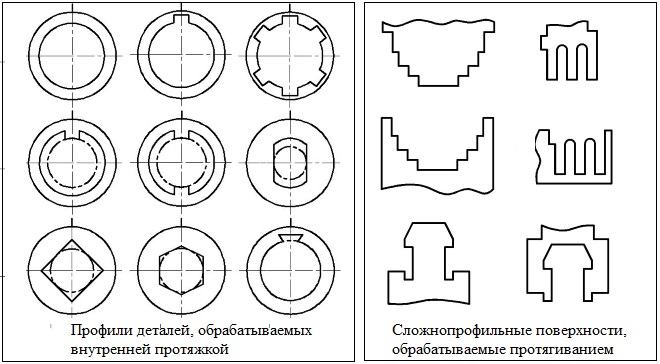
Το Broach μπορεί να επεξεργαστεί επιφάνειες διαφόρων προφίλ
Η διάνοιξη με τρύπα είναι μια πιο κοινή διαδικασία κατασκευής από τη διάνοιξη εξωτερικής επιφάνειας. Χρησιμοποιώντας ένα μηχάνημα φρεσκάδας και το broaching, μπορείτε να επεξεργαστείτε τους ακόλουθους τύπους εσωτερικών επιφανειών:
- κλειδαριές?
- αυλακώσεις τύπου βίδας?
- στρογγυλές τρύπες (καρφίτσες για στρογγυλές τρύπες).
- τρύπες με διαφορετικό αριθμό όψεων (καρφίτσες με όψη).
- τρύπες με σχισμές (σχισμές καρφίτσες).

Καρφίτσα με τρύπες για τρύπες
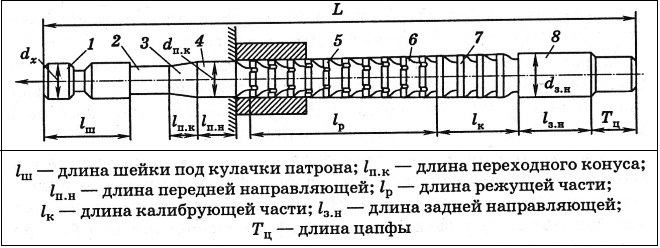
Παρά το γεγονός ότι για την επεξεργασία εσωτερικών επιφανειών χρησιμοποιούνται ΔΙΑΦΟΡΕΤΙΚΟΙ ΤΥΠΟΙκαρφίτσες, ο σχεδιασμός αυτών των εργαλείων είναι σχεδόν πανομοιότυπος και περιλαμβάνει πολλά εξαρτήματα.το μπροστινό μέρος του
Αυτό είναι το κατευθυντήριο στοιχείο. Πριν από την επεξεργασία, το εξάρτημα στερεώνεται με ακρίβεια στο μπροστινό μέρος του εργαλείου, το οποίο στη συνέχεια μεταφέρει ομαλά την επιφάνεια του τεμαχίου εργασίας στις κοπτικές άκρες της κοπής. Το ονομαστικό τμήμα του μπροστινού μέρους του εργαλείου και το μέγεθος της οπής που πρόκειται να κατεργαστεί πρέπει να ταιριάζουν και η επιλογή του βαθμού προσαρμογής πραγματοποιείται λαμβάνοντας υπόψη το απαιτούμενο κενό μεταξύ της οπής και των τοιχωμάτων της οπής.
ΓάμπαΧρησιμοποιώντας αυτό το στοιχείο, η οπή στερεώνεται στο φυσίγγιο του χρησιμοποιούμενου εξοπλισμού. Για καρφίτσες τόσο στρογγυλού όσο και επίπεδου τύπου, οι διαστάσεις των κορμών καθορίζονται αυστηρά από τις διατάξεις της σχετικής κανονιστικά έγγραφα(GOST 4043-70 και 4044-70).

τμήμα κοπής
Αυτό το στοιχείο καρφίτσας αποτελείται από πολλά δόντια και είναι υπεύθυνο για την αφαίρεση του απαιτούμενου περιθωρίου από την επεξεργασμένη επιφάνεια. Οι γεωμετρικές παράμετροι των κοπτικών δοντιών της καρφίτσας, ξεκινώντας από το μπροστινό μέρος της και τελειώνοντας με την πλάτη, αλλάζουν σταδιακά. Έτσι, το μπροστινό δόντι έχει το σχήμα και τις διαστάσεις της προς κατεργασία οπής και το πίσω στοιχείο κοπής έχει γεωμετρικές παραμέτρους που αντιστοιχούν στα χαρακτηριστικά της τελικής οπής. Λόγω του γεγονότος ότι το ύψος των δοντιών της φρυγανιάς αυξάνεται σταδιακά προς το πίσω μέρος τους, δεν υπάρχει κίνηση τροφοδοσίας κατά την επεξεργασία, ενώ το επίδομα αφαιρείται αποτελεσματικά από την επεξεργασμένη επιφάνεια.
Οι μακριές και βαριές καρφίτσες είναι εξοπλισμένες με αυτό το στοιχείο για να τους παρέχουν στήριξη με σταθερή ανάπαυση.
Πίσω οδηγόςΑυτό το τμήμα της κοπής είναι απαραίτητο για να μην παραμορφώνεται το τεμάχιο εργασίας όταν το τελευταίο δόντι κοπής αφήνει την τρύπα του.
Εξάρτημα βαθμονόμησηςΑυτό το στοιχείο χαρακτηρίζεται από μικρότερο αριθμό δοντιών από το τμήμα κοπής της καρφίτσας. Το σχήμα και οι διαστάσεις των δοντιών που βρίσκονται στο τμήμα βαθμονόμησης είναι πανομοιότυπα με εκείνα της τελικής οπής.
Τύποι καρφιών με σχισμή και το εύρος τους
Η αυλάκωση, όπως προαναφέρθηκε, χρησιμοποιείται για την επεξεργασία εσωτερικών επιφανειών στις οποίες υπάρχουν σχισμή στοιχεία. Τέτοια εργαλεία, ανάλογα με τον αριθμό και τον τύπο των κοπτικών με τα οποία είναι εξοπλισμένα, μπορούν να είναι:
- ενειλιγμένος;
- κοφτερές σχισμές?
- 6 νάρθηκας?
- 8 νάρθηκας;
- 10 σχιστός.

Η αυλάκωση, ανάλογα με τον τύπο της, μπορεί να παραχθεί σύμφωνα με ένα από τα ακόλουθα κανονιστικά έγγραφα:
- με προφίλ τύπου involute: 50038-92 - συνδυασμός δύο περασμάτων. 50035-92, 28050-89 - συμβατικός συνδυασμένος τύπος. 25158-82, 25159-82 - για την επεξεργασία μιας οπής με τμήμα 15–90 mm. 25157-82 - για την επεξεργασία οπών με διατομή 12–14 mm. 25160-82 - για την επεξεργασία οπών με διατομή 45–90 mm.
- με προφίλ ευθείας όψης: 25971-83, 25972-83 - για την επεξεργασία οπών με οκτώ σφήνες. 25969-83, 25970-83 - για την επεξεργασία οπών έξι σφηνών. 24822-81, 24823-81 - για οπές με δέκα σφήνες.
- με στέλεχος βίδας: R 50035-92, 50036-92, 50037-92, 28048-89, 28049-89, κ.λπ.
Σε ορισμένες περιπτώσεις, όταν δεν είναι δυνατή η επιλογή ενός τυπικού εργαλείου, η παραγωγή καρφιών μπορεί να πραγματοποιηθεί σύμφωνα με ειδικά σχεδιασμένη τεκμηρίωση.
Χρησιμοποιώντας καρφίτσες με σχισμή, μπορείτε να εκτελέσετε αποτελεσματικά τις ακόλουθες τεχνολογικές λειτουργίες:
- Κοπή κλειδιών και υποδοχών.
- επεξεργασία βαρελιών όπλων τουφεκιού·
- βαθμονόμηση εσωτερικών οπών διαφόρων τύπων.
- παραγωγή στοιχείων στροβίλου για κινητήρες αεροσκαφών.
- διάτρηση εξωτερικών επιφανειών με πολύπλοκη διαμόρφωση.
Εξοπλισμός έλξης
Οι μηχανές κοπής χωρίζονται σε διαφορετικούς τύπους σύμφωνα με έναν αριθμό παραμέτρων. Οι επιλογές αυτές είναι ειδικότερα:
- σκοπός - να εκτελέσει την επεξεργασία εξωτερικών ή εσωτερικών επιφανειών.
- βαθμός καθολικότητας - μηχανές για γενικούς και άκρως εξειδικευμένους σκοπούς.
- η κατεύθυνση προς την οποία κινείται το συρόμενο στοιχείο (εργαζόμενη κίνηση) - οριζόντιες μηχανές διάνοιξης ή κάθετες μηχανές κοπής.
- τύπος κίνησης εργασίας που εκτελείται - με κυκλική κίνηση, με κίνηση γκοφρέ ή τεμαχίου εργασίας.
- τον αριθμό των βαγονιών που είναι εγκατεστημένα στο μηχάνημα - μονή ή πολλαπλή μεταφορά.
- ο αριθμός των θέσεων που καταλαμβάνει ο μηχανισμός εργασίας του μηχανήματος - μονής και πολλαπλής θέσης (με περιστροφική επιφάνεια εργασίας).
- επίπεδο αυτοματισμού - με και χωρίς CNC.
Οι πιο συνηθισμένοι τύποι τέτοιου εξοπλισμού είναι:
- οριζόντια παρατεταμένη μηχανή γενικής χρήσηςχρησιμοποιείται για την επεξεργασία εσωτερικών επιφανειών.
- μηχανές κάθετου τύπου που μπορούν να χρησιμοποιηθούν τόσο για εξωτερικές όσο και για εσωτερικές επιφάνειες.
Η συσκευή μιας μηχανής διάνοιξης διαφέρει θεμελιωδώς από τον εξοπλισμό που εκτελεί τις λειτουργίες σύνθλιψης, φρεζαρίσματος, αντιβύθισης και πλανίσματος. Σε αυτή την περίπτωση, η μέθοδος μηχανικής δράσης μπορεί να συμπίπτει με τις αναφερόμενες εργασίες επεξεργασίας, ωστόσο, η αρχή της άσκησης δύναμης σε αυτήν την περίπτωση είναι διαφορετική. Σε ορισμένες πτυχές, το μηχάνημα broaching παρέχει υψηλότερη παραγωγικότητα, αλλά τα χαρακτηριστικά σχεδιασμού δεν επιτρέπουν τη χρήση του σε επιχειρήσεις σε μαζική κλίμακα.
Γενικές πληροφορίες σχετικά με τα μηχανήματα πλύσης
Η τεχνολογία διάτρησης, σύμφωνα με την αρχή της μηχανικής δράσης της, αντιστοιχεί στους παραδοσιακούς και πιο συνηθισμένους τύπους εξοπλισμού επεξεργασίας μετάλλων. Η διαφορά έγκειται στις συνθήκες για την εκτέλεση αυτής της λειτουργίας. Για παράδειγμα, οι οριζόντιες μηχανές κοπής σάς επιτρέπουν να επεξεργάζεστε τις εσωτερικές επιφάνειες διαφόρων τεμαχίων εργασίας με υψηλή ακρίβεια. Αυτός ο εξοπλισμός χρησιμοποιείται για τη διαμόρφωση ειδικών λοξοτμήσεων σε δύσκολα σημεία.
Δεν είναι ασυνήθιστο μια λειτουργία εφελκυσμού σε μια γραμμή μαζικής παραγωγής να είναι το τελικό στάδιο της παραγωγής, ακολουθώντας τους πιο γνωστούς τύπους φρεζαρίσματος ή βύθισης. Ένα άλλο χαρακτηριστικό που διακρίνει τη μηχανή κοπής είναι η χρήση συγκεκριμένων στοιχείων κοπής. Αυτές είναι οι λεγόμενες καρφίτσες, οι οποίες ασκούν άμεση μηχανική επίδραση στο υλικό.

Προδιαγραφές
Ένα από τα μειονεκτήματα τέτοιων μηχανών είναι το μέγεθος. Κατά κανόνα, αυτή είναι μια επιμήκης πλατφόρμα στην οποία τοποθετείται το τεμάχιο εργασίας. Τα χαρακτηριστικά διαστάσεων είναι κατά μέσο όρο περίπου 2 m σε μήκος, 0,5 m σε πλάτος και 1,5 m σε ύψος. Ωστόσο, οι διαμορφώσεις μπορεί να είναι διαφορετικές - κατά συνέπεια, διαφέρουν και τα μεγέθη. Η μάζα είναι περίπου 500 kg, επομένως δεν θα είναι περιττό να παρέχετε μια αξιόπιστη βάση πριν από την εγκατάσταση. Από πλευράς απόδοσης σημαντική είναι και η ταχύτητα τραβήγματος, δηλαδή επεξεργασίας. Για παράδειγμα, ένα μηχάνημα φρεσκάδας από την εταιρεία "Flexible connections" στην τροποποίηση SGP.12.35 παρέχει ρυθμό εργασίας 220 mm / λεπτό. Με άλλα λόγια, σε ένα λεπτό ο εξοπλισμός μπορεί να κόψει την εσωτερική επιφάνεια με μήκος μεγαλύτερο από 20 εκ. Εδώ αξίζει επίσης να ληφθεί υπόψη η μέγιστη ζώνη επεξεργασίας, αφού στις περισσότερες περιπτώσεις η εκτέλεση των ίδιων γραμμών κοπής σε δύο προσεγγίσεις είναι τεχνολογικά Απαράδεκτος. Η μέση διάρκεια μιας υπηρεσίας κυμαίνεται από 4 έως 5 μέτρα.
ποικιλίες

Υπάρχουν οριζόντιες, κατακόρυφες και συνεχείς τροποποιήσεις στο broaching. Η πρώτη, ήδη σημειωθείσα επιλογή χαρακτηρίζεται από δομική απλότητα, επομένως είναι κατάλληλη για την εκτέλεση τυπικών εργασιών για το σχηματισμό ευθειών γραμμικών τομών με διαφορετικά δικαιώματα κατά μήκος του προφίλ. Πιο δύσκολο στη συσκευή του είναι μια κατακόρυφη μηχανή κοπής. Πρόκειται ουσιαστικά για την ίδια οριζόντια βάση, αλλά τοποθετείται μόνο σε κάθετη θέση, η οποία παρέχει πολλά πλεονεκτήματα. Πρώτον, εξαλείφεται ο κίνδυνος χαλάρωσης των μακριών καρφιών και, δεύτερον, καθίσταται δυνατή η αύξηση της παραγωγικότητας με την επέκταση της γραμμής παραγωγής. Όσον αφορά τις μηχανές με συνεχή τάνυση, χρησιμοποιούνται κυρίως για επεξεργασία μέσω εξωτερικών επιφανειών. Διακρίνονται από την υψηλότερη παραγωγικότητα και την ικανότητα συντήρησης των τεμαχίων σε παραγωγή μεγάλου όγκου.
Πού χρησιμοποιείται το μηχάνημα;
Οι ίδιες οι ιδιαιτερότητες της επεξεργασίας με καρφίτσες καθορίζουν τις μη τυποποιημένες απαιτήσεις για το αποτέλεσμα που προκύπτει. Αντίστοιχα, οι περιοχές χρήσης τελικών προϊόντωνόχι το πιο συνηθισμένο. Για παράδειγμα, χρησιμοποιούνται στην κατασκευή και τελειοποίηση πυροβόλων όπλων. Για τέτοιες επιχειρήσεις, χρησιμοποιούνται με τη βοήθεια των οποίων παράγουν κάννες πολυβόλων και πιστολιών. Επίσης, αυτό το μηχάνημα χρησιμοποιείται στην παραγωγή σύνθετων εξωτερικών προφίλ επένδυσης, στην κοπή κλειδιών και σφηνών, καθώς και στη βαθμονόμηση πολυεδρικών και κυλινδρικών οπών. κοινό χαρακτηριστικόόλων των τύπων broaching είναι ακριβώς οι ευρείες δυνατότητες εργασίας με σγουρά κοψίματα και σε δύσκολες συνθήκες. Επιπλέον, το μηχάνημα μπορεί να χρησιμοποιηθεί τόσο για μη μεταλλικά όσο και για στερεά υλικά. Το γεγονός είναι ότι η ικανότητα επεξεργασίας άτυπων τεμαχίων εργασίας με αυξημένες ιδιότητες ακαμψίας και σκληρότητας καθορίζεται από τα στοιχεία της μηχανικής δράσης, δηλαδή τις αυλακώσεις. Και οι ίδιοι μπορούν να έχουν διαφορετικά χαρακτηριστικά.
Κατασκευαστές και μοντέλα

Πλατύς η παράταξηπροσφέρει η εταιρεία «Giant». Η γκάμα του περιλαμβάνει τροποποιήσεις μηχανών κοπής 7A523, 7A612, 7555 κ.λπ. Τα μοντέλα διαφέρουν ως προς την ταχύτητα επεξεργασίας, την πρόσφυση, την ισχύ, τις διαστάσεις και άλλα χαρακτηριστικά. Μεταξύ των ξένων κατασκευαστών, η εταιρεία HOFFMANN Raumtechnik έχει κερδίσει εμπιστοσύνη, η οποία ασχολείται όχι μόνο με την ανάπτυξη κλασικών μοντέλων με κάθετη και οριζόντια διάταξη της γραμμής επεξεργασίας. Στην οικογένειά της μπορείς να βρεις εξειδικευμένα μηχανήματα πλαισίωσης. Τα μοντέλα της σειράς RAWX-M, για παράδειγμα, έχουν σχεδιαστεί ειδικά για αυλάκωση και φινίρισμα γραναζιών. Η τροποποίηση RASA-M χαρακτηρίζεται από την παρουσία τεσσάρων τροχιών, σχεδιασμένων για την επεξεργασία αυλακώσεων σε σχήμα μπάλας διαφόρων συνδέσμων. Για εξειδικευμένες ανάγκες, μπορείτε να αναζητήσετε και κατάλληλο μοντέλοστην οικογένεια του κατασκευαστή της Yaroslavl Forst Technologie, η οποία φημίζεται για την προσεκτική προσέγγισή της στην κατασκευή κοπτικών στοιχείων ειδικής σχεδίασης.
Κόστος μηχανήματος

Ο μέσος διάδρομος τιμής για τα μηχανήματα κοπής είναι 2-3 εκατομμύρια ρούβλια. Σε αυτό το τμήμα, μπορείτε να βρείτε τόσο απλά οριζόντια μοντέλα όσο και περίπλοκες τροποποιήσεις κάθετου τύπου. Παρεμπιπτόντως, είναι η κάθετη μηχανή broaching που κοστίζει περισσότερο. Η τιμή του μοντέλου 7A612 από το προαναφερθέν εργοστάσιο Giant, για παράδειγμα, είναι περίπου 2 εκατομμύρια. Αλλά αυτή είναι η χαμηλότερη κατηγορία τιμής, αφού το μεγαλύτερο μέρος του εξοπλισμού πωλείται ακόμα για 2,5-3 εκατομμύρια. Αυτός είναι βιομηχανικός εξοπλισμός υψηλής τεχνολογίας , που διαφέρει όχι μόνο υψηλή ποιότηταεπεξεργασίας, αλλά και εργονομικά συστήματα ελέγχου. Αρκεί να αναφέρουμε ότι τα τελευταία μοντέλα μεγάλων κατασκευαστών λαμβάνουν ολοένα και περισσότερο ηλεκτρονικούς πίνακες ελέγχου.
Χαρακτηριστικά λειτουργίας
Απαιτείται προσωπικό χειρισμού για να τοποθετήσει το τεμάχιο εργασίας στην θέση εργασίας του εξοπλισμού. Περαιτέρω, μετά την εκκίνηση, ξεκινά η διαδικασία άμεσης επεξεργασίας. Το βασικό χαρακτηριστικό της λειτουργίας τέτοιων μηχανών είναι το γεγονός ότι τα στοιχεία εργασίας με τη μορφή αυλακώσεων δεν αφαιρούν τα τσιπ αμέσως μετά το κόψιμο, αλλά τα σπρώχνουν έξω μόνο μετά την τελική έξοδο από το σώμα του τεμαχίου εργασίας. Επομένως, το εύρος των εργασιών του χειριστή επεκτείνεται επίσης λόγω της ανάγκης παρακολούθησης του τρόπου με τον οποίο εκτελείται σωστά η κατεργασία. Στις κατακόρυφες μηχανές κοπής, οι κίνδυνοι αποκλίσεων και εσφαλμένων γραμμών κοπής δεν είναι τόσο μεγάλοι, αφού αποκλείεται η κάμψη ενός μακριού τεμαχίου εργασίας λόγω του ίδιου του βάρους.

συμπέρασμα
Σε ορισμένους τομείς της χρήσης της μεταλλουργίας, παρατηρούνται παρόμοιες απαιτήσεις για την εκτέλεση εργασιών σε διάτρηση και σε συμβατικές, ενώ είναι προφανές ότι οι τελευταίες συνεπάγονται μικρότερη ταλαιπωρία συντήρησης και είναι γενικά φθηνότερες στη συντήρηση. Παρ 'όλα αυτά, το μηχάνημα broaching μπορεί να δικαιολογηθεί ως ένας καθολικός εξοπλισμός. Εάν τέτοια μηχανήματα μπορούν να αντεπεξέλθουν τόσο σε τυπικές κοινές εργασίες όσο και στην επεξεργασία σύμφωνα με εξειδικευμένες τεχνικές εργασίες, τότε οι τυπικές μονάδες φρεζαρίσματος, για παράδειγμα, εφαρμόζουν μόνο το περιορισμένο εύρος ενεργειών τους. Ωστόσο, ο εξοπλισμός broaching έχει τους περιορισμούς του, αλλά το ίδιο το τμήμα προσφέρει πολύ ευρείες δυνατότητες επεξεργασίας - το κύριο πράγμα είναι να συγκρίνετε σωστά τις δυνατότητες μιας συγκεκριμένης τροποποίησης με τις απαιτήσεις των τεχνικών εργασιών παραγωγής.
Οι μηχανές broaching είναι σχεδιασμένες για την ακριβή επεξεργασία εσωτερικών και εξωτερικών επιφανειών διαφόρων προφίλ.
Αυτός ο εξοπλισμός χωρίζεται σύμφωνα με τα ακόλουθα κριτήρια:
- κατόπιν ραντεβού: για εσωτερικό και εξωτερικό τράβηγμα.
- ανάλογα με το βαθμό καθολικότητας: γενικός σκοπός και ειδικός.
- ανάλογα με την κατεύθυνση και τη φύση της κίνησης εργασίας: οριζόντια, κατακόρυφη, συνεχής δράση με ευθύγραμμη κίνηση μεταφορέα, με κυκλική κίνηση του γκαζιού ή του τεμαχίου εργασίας, με συνδυασμό διαφόρων ταυτόχρονων κινήσεων του τεμαχίου εργασίας και του γκαζιού.
- από τον αριθμό των αμαξών ή των θέσεων - με ένα ή δύο βαγόνια. μονής θέσης (κανονική) και πολλαπλών θέσεων (με περιστροφικά τραπέζια).
Παρέχουν 8 έως 15 φορές μεγαλύτερη παραγωγικότητα από το φρεζάρισμα (Metal Milling Machine) και το boring (Boring Machine).
Το broaching είναι μια από τις πιο προηγμένες μεθόδους κοπής μετάλλων. Το Sweep αντικαθιστά με επιτυχία τέτοιες προβολές μηχανική κατεργασίαπως:
- άλεσμα;
- πλάνισμα?
- σμίληση?
- ανασκόπηση?
- ανάπτυξη;
- βαρετό;
- άλεση;
- στροφή.
Το βασικό μειονέκτημα του broaching είναι το υψηλό κόστος και η πολυπλοκότητα της κατασκευής ενός εργαλείου - καρφίτσες, που έχουν επίσης χαμηλή αντοχή.
Αγοράστε ένα μηχάνημα πλαισίωσης στη Μόσχα
Αγοράστε ένα μηχάνημα κοπής σε προσιτή τιμή και βάλτε το στην παραγωγή, έτσι θα έχετε σημαντικό οικονομικό αποτέλεσμα. Τα μηχανήματα έχουν ημιαυτόματο ή αυτόματο κύκλο και είναι προσαρμοσμένα για ενσωμάτωση σε αυτόματες γραμμές.Λόγω των ιδιαιτεροτήτων του εργαλείου διάνοιξης, οι περισσότερες μηχανές ψαλιδίσματος είναι ειδικές και εξειδικευμένες, καθώς προσαρμόζονται για την επεξεργασία ενός ή μιας ομάδας εξαρτημάτων του ίδιου τύπου, σύμφωνα με τα σχέδια των οποίων και λαμβάνοντας υπόψη τα χαρακτηριστικά της παραγωγής σας, το βέλτιστο μοντέλο μηχανής θα επιλεγεί για αγορά. Οι περισσότερες μηχανές διάνοιξης έχουν κανονική ακρίβεια, γεγονός που καθιστά δυνατή τη λήψη οπών και διαστάσεων των επιφανειών διάνοιξης σύμφωνα με την ποιότητα 7 ... 9.
Αγορά μηχανής broaching(μηχανήματα πλαισίωσης) γερμανικής, κινεζικής εταιρείας ή εγχώριας παραγωγής στη Ρωσία, επικοινωνήστε


