Αυτόματη γραμμή. Δείτε τι είναι η "Αυτόματη γραμμή" σε άλλα λεξικά
Αυτόματες γραμμές εργαλειομηχανών.
Μια αυτόματη γραμμή (AL) είναι ένα σύστημα αυτόματης λειτουργίας εργαλειομηχανών που συνδέονται με συσκευές μεταφοράς και έχουν μια ενιαία συσκευή ελέγχου.Η AL εκτελεί μια δεδομένη σειρά από έναν αριθμό τεχνολογικών λειτουργιών χωρίς τη συμμετοχή φορέων. Ο περιοδικός έλεγχος του εξοπλισμού και η ρύθμισή του πραγματοποιείται από τον ρυθμιστή. Η φόρτωση των τεμαχίων και η εκφόρτωση των τελικών εξαρτημάτων πραγματοποιείται από χειριστή ή βιομηχανικό ρομπότ. Ο αριθμός του εξοπλισμού που είναι εγκατεστημένος στο AL συνήθως δεν υπερβαίνει τις 12 μονάδες.
Το AL δημιουργείται με βάση μηχανές αδρανών (AS). Ο σχεδιασμός των AL και AU βασίζεται στην αρχή της συνάθροισης, η οποία καθιστά δυνατή τη μείωση του χρόνου για το σχεδιασμό και την κατασκευή του καθορισμένου εξοπλισμού. Η διάταξη των AS και AL και των ενοποιημένων κόμβων αυξάνει την αξιοπιστία τους, καθώς υπάρχει συνεχής βελτίωση των ενοποιημένων κόμβων.
Τα τεμάχια εργασίας που υποβάλλονται σε επεξεργασία στο AL πρέπει να είναι τεχνολογικά προηγμένα, να έχουν σταθερό σχεδιασμό και να παρέχουν έναν ελάχιστο αριθμό εγκαταστάσεων. Οι λειτουργίες της τεχνολογικής διαδικασίας πρέπει να συγχρονιστούν έγκαιρα για να εκπληρώσουν έναν δεδομένο κύκλο κυκλοφορίας του προϊόντος. Αυτό πραγματοποιείται με τη χρήση ενός συνδυασμένου εργαλείου, που συντονίζει τις συνθήκες κοπής για μεμονωμένες εργασίες και άλλα μέτρα.
Ταξινόμηση AL . Η δομή και ο σχεδιασμός του AL καθορίζεται από τον σκοπό του, τον εξοπλισμό που υιοθετήθηκε και τις συγκεκριμένες συνθήκες λειτουργίας. Το AL ταξινομείται σύμφωνα με διάφορα κριτήρια.
Τύπος τεχνολογικός εξοπλισμός AL χωρίζονται στις εξής ομάδες:
1. Από αρθρωτές μηχανές.
2. Από εκσυγχρονισμένα μηχανήματα universal, ημιαυτόματα μηχανήματα και αυτόματα μηχανήματα γενικού σκοπού(για άξονες επεξεργασίας, δίσκους, γρανάζια κ.λπ.)
3. Από εξειδικευμένα και ειδικά μηχανήματα κατασκευασμένα μόνο για αυτό το AL.
τέσσερα. Από μηχανήματα CNC και σύστημα μεταφοράς με PU, τα οποία ελέγχονται από ένα μόνο UE.
Σύμφωνα με τον τύπο των συστημάτων μεταφοράς και τη μέθοδο μεταφοράς των τεμαχίων από μηχανή σε μηχανή, διακρίνονται τα ακόλουθα AL:
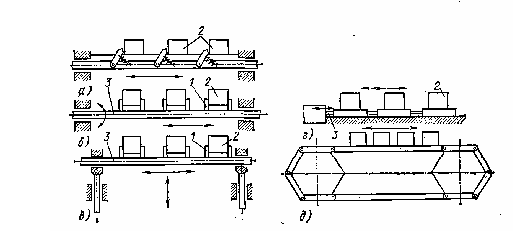
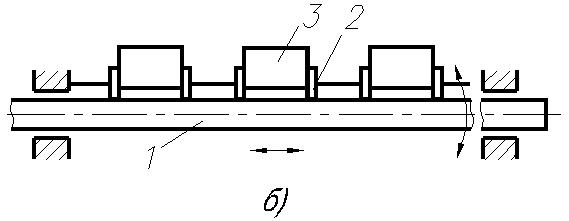
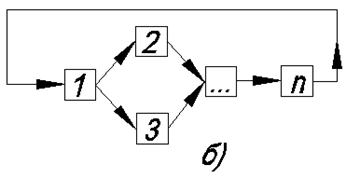
1. Με μεταφορά από άκρο σε άκρο μέσω του χώρου εργασίας (Εικόνα 1, β - δ). Χρησιμοποιούνται κυρίως για την επεξεργασία ακατέργαστων αμαξωμάτων στην ΑΕ.
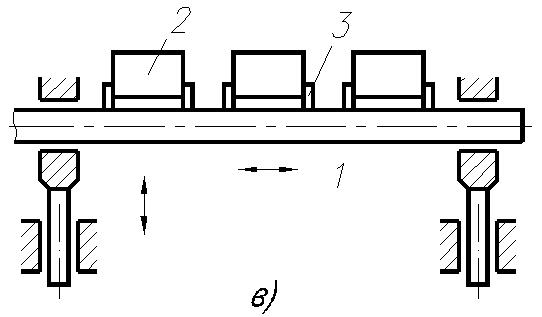
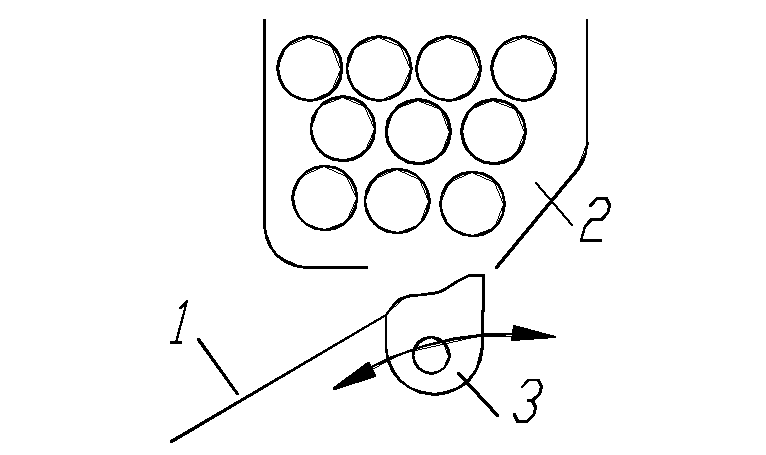
2. Με κορυφαία μεταφορά (Εικόνα 1, γ). Εφαρμόζονται στην επεξεργασία παρασκευασμάτων γραναζωτών τροχών, φλαντζών, άξονα και άλλων λεπτομερειών.
3. Με πλευρική (μετωπιαία) μεταφορά (Εικόνα 1, β). Χρησιμοποιείται στην επεξεργασία ακατέργαστων στροφαλοφόρων αξόνων και εκκεντροφόρων, μανικιών, μεγάλων τροχών.
4. Με συνδυασμένη μεταφορά (Εικόνα 1, η).
5. Με περιστροφική μεταφορά, που χρησιμοποιείται σε περιστροφική AL, στην οποία οι διαδικασίες επεξεργασίας και μεταφοράς των τεμαχίων συνδυάζονται εν μέρει ή πλήρως στο χρόνο.
Ανάλογα με τον τύπο της θέσης του εξοπλισμού, διακρίνονται : κλειστό (Εικόνα 1, η) και ανοιχτό (Εικόνα 1, α - ζ) AL. Σε κλειστό AL, η φόρτωση των τεμαχίων και η αφαίρεση των τελικών εξαρτημάτων πραγματοποιείται σε ένα μέρος, το οποίο είναι βολικό, αλλά η πρόσβαση στις μονάδες είναι δύσκολη. Ως εκ τούτου, τα μη κλειστά AL με ευθεία, σχήματος L, σχήματος U και άλλες διατάξεις εξοπλισμού είναι πιο συνηθισμένα.
Σύμφωνα με τη δομική κατασκευή διακρίνεται η Α.Λ : Με σειριακή διάταξη εξοπλισμού (Εικόνα 1, α). 2. Με παράλληλη διαδοχική διάταξη (Εικόνα 1, ε), όταν πολλές μηχανές λειτουργούν στα τμήματα AL, εκτελώντας την ίδια λειτουργία παράλληλα, και τα τμήματα στο AL είναι διαδοχικά. Ανάλογα με τον τύπο των προς κατεργασία τεμαχίων, το AL διακρίνεται για την επεξεργασία τεμαχίων αμαξώματος, τεμαχίων κατεργασίας σωμάτων περιστροφής κ.λπ.
Εάν είναι δυνατόν, το AL μετάβασης διαιρείται : για επαναδιαμορφώσιμο και μη επαναδιαμορφώσιμο. Στην πρώτη, ο εξοπλισμός αλλάζει περιοδικά από την επεξεργασία ενός τύπου τεμαχίου εργασίας σε άλλο, ελαφρώς διαφορετικό σε μέγεθος και γεωμετρικό σχήμα.
Η χρήση AL μειώνει το κόστος κατασκευής εξαρτημάτων, μειώνει τον αριθμό των εργαζομένων και τον χώρο που καταλαμβάνεται. Σε σύγκριση με τους πυρηνικούς σταθμούς που λειτουργούν χωριστά, τα AL που συναρμολογούνται από αυτούς είναι αρκετές φορές πιο αποτελεσματικά: ο όγκος των εργασιών σε εξέλιξη μειώνεται. Στο AL, για την εκτέλεση διαφόρων εργασιών για φόρτωση ακατέργαστων, εκφόρτωση τελικών εξαρτημάτων, για διαλειτουργική αποθήκευση, προσανατολισμό και κίνηση στην παραγωγική διαδικασία, χρησιμοποιούνται διάφορες συσκευές αυτόματης φόρτωσης, προσανατολισμού, στροφής, μεταφοράς, μηχανισμοί ελέγχου και συσκευές αφαίρεσης τσιπ.
Συστήματα ελέγχου AL . Η εκτέλεση ενός δεδομένου κύκλου λειτουργίας μεμονωμένων μηχανισμών στο μηχάνημα μεμονωμένων ενσωματωμένων τμημάτων εξοπλισμού στο AL πραγματοποιείται με συστήματα αυτόματου ελέγχου. Η καθορισμένη σειρά λειτουργίας του εξοπλισμού AL εξασφαλίζεται με την έγκαιρη παροχή σαφών εντολών στα όργανα κίνησης και στα εκτελεστικά όργανα των εργαλειομηχανών και μηχανισμών. ΣΤΟ γενική περίπτωσητο σύστημα ελέγχου AL αποτελείται από τρεις τύπους συσκευών που χρησιμεύουν για τη λήψη πληροφοριών, τη μετατροπή και μετάδοση τους και τη χρήση πληροφοριών με πρόσθετους μηχανισμούς. Το σύστημα ελέγχου AL περιλαμβάνει έναν αριθμό υποσυστημάτων: μπλοκάρισμα, έλεγχος του μεγέθους των υπό επεξεργασία τεμαχίων, σηματοδότηση κ.λπ. Τα καθήκοντα του συστήματος ελέγχου AL περιλαμβάνουν την αυτόματη εύρεση της θέσης της βλάβης και τον προσδιορισμό της φύσης της, τη λήψη πληροφοριών για τη διαχείριση της λειτουργία εξοπλισμού, δεδομένα για την απόδοση του AL, λογιστική και ανάλυση χρόνου διακοπής λειτουργίας, έλεγχος της κατάστασης του κοπτικού εργαλείου.
Εικόνα 1 - Δομή κατασκευής AL
Σχέδια και εξοπλισμός αυτόματων γραμμών.
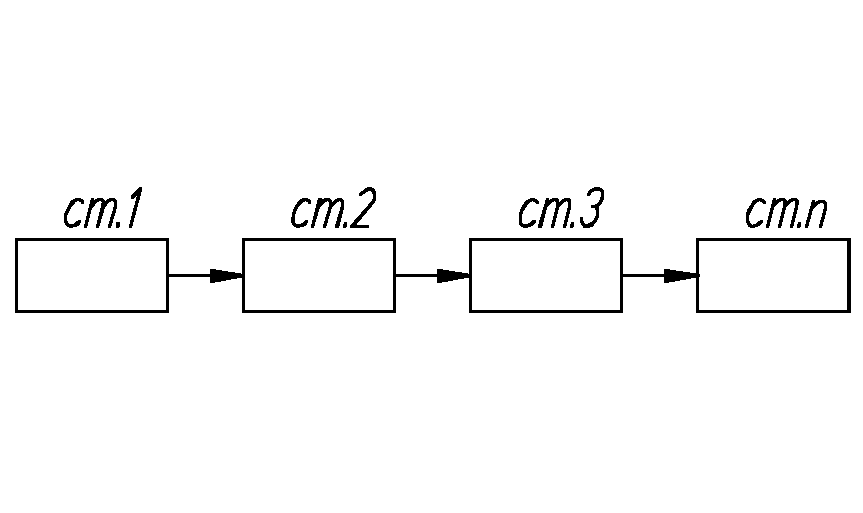
Αυτόματες γραμμές από αρθρωτές μηχανές χρησιμοποιείται για την επεξεργασία μερών του σώματος. Οι μηχανές αδρανών αυτόματων γραμμών έχουν πάνω από το 70% των κανονικοποιημένων μονάδων, επομένως χρησιμοποιούνται ευρέως. Το σχήμα 2 δείχνει ένα τυπικό διάγραμμα μιας αυτόματης γραμμής από αρθρωτές μηχανές. Τα υπό επεξεργασία τεμάχια, περνώντας διαδοχικά από όλες τις θέσεις επεξεργασίας, δεν αφαιρούνται από τον μεταφορέα. Σε κάθε θέση εργασίας, τα τεμάχια εργασίας στερεώνονται και συσφίγγονται σε σταθερά εξαρτήματα.
Εκτός από τις εργαλειομηχανές, η αυτόματη γραμμή περιλαμβάνει ένα σύστημα μεταφοράς και ένα σύστημα ελέγχου. Το σύστημα μεταφοράς αποτελείται από μια συσκευή για κινούμενα μέρη, συσκευές φόρτωσης, περιστροφής, προσανατολισμού, συσκευές εγκατάστασης και στερέωσης τεμαχίων εργασίας, συσκευές αφαίρεσης τσιπ και αποθήκευσης ανεκτέλετου υλικού.
Εικόνα 2 - Μεταφορείς
Συσκευές για κινούμενα μέρη . Στις αυτόματες γραμμές, χρησιμοποιούνται διάφορα οχήματα για τη μετακίνηση των τεμαχίων εργασίας από τη μια θέση εργασίας στην άλλη - μεταφορείς, μηχανικοί βραχίονες, καθώς και δίσκοι και σωλήνες, κ.λπ. χρησιμοποιούνται μεταφορείς. Εκτός από τους ταλαντευόμενους μεταφορείς, οι αυτόματες γραμμές χρησιμοποιούν αλυσίδες, ιμάντα και άλλους μεταφορείς.
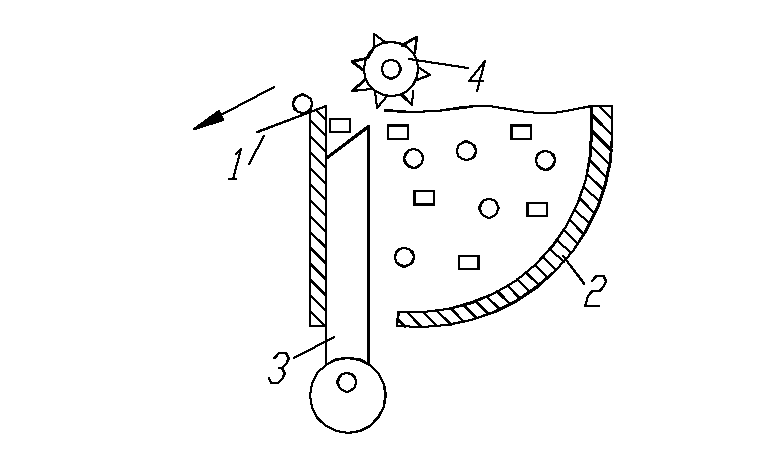
Ο αιωρούμενος μεταφορέας με σκύλους φαίνεται στο Σχήμα 2, α. Όταν μετακινούνται τα κενά 2, αυτοί οι μεταφορείς παλινδρομούν κατά μήκος της γραμμής. Οι αιωρούμενοι μεταφορείς ράβδων με σημαίες (Εικόνα 2, β) παρέχουν ακριβή κίνηση και βάση των τεμαχίων στις θέσεις εργασίας των μηχανών γραμμής. Οι αιωρούμενοι μεταφορείς με σημαίες εκτελούν ευθύγραμμη παλινδρομική κίνηση και περιστροφική κίνηση της ράβδου 3 με τις σημαίες 1 γύρω από τον άξονά της. Τα τεμάχια εργασίας 2 μετακινούνται μόνο όταν η ράβδος κινείται προς τα εμπρός.
Σε έναν αιωρούμενο μεταφορέα clamshell με σημαίες (Εικόνα 2, γ), η ράβδος 3, όταν μετακινεί τα τεμάχια εργασίας στη γραμμή, εκτελεί διαδοχικά δύο παλινδρομικές κινήσεις (σε οριζόντια και κάθετη θέση). Τα τεμάχια εργασίας 2 μετακινούνται με σημαίες 1.
Σε ωθούμενους ταλαντευόμενους μεταφορείς (Εικόνα 2, δ), τα τεμάχια εργασίας 2 μετακινούνται από τη ράβδο 3 ενός υδραυλικού ή πνευματικού κυλίνδρου, ο οποίος πιέζει το τεμάχιο εργασίας που βρίσκεται σε επαφή με τη ράβδο. Όταν η ράβδος κινείται προς τα εμπρός, όλα τα τεμάχια που υποβάλλονται σε επεξεργασία στον μεταφορέα κινούνται ταυτόχρονα.
Οι μεταφορείς αλυσίδας (Εικόνα 2, ε) χρησιμοποιούνται σε πολλές γραμμές όπου απαιτείται συνεχής κίνηση των τεμαχίων κατά την επεξεργασία τους. Καθώς οι αιωρούμενοι μεταφορείς αλυσίδας δεν χρησιμοποιούνται σχεδόν ποτέ. Αυτό οφείλεται στο γεγονός ότι ο μεταφορέας αλυσίδας δεν παρέχει ακριβή κίνηση των τεμαχίων εργασίας για τη στερέωσή τους κατά τη βάση και τη σύσφιξη στις θέσεις εργασίας.
Συσκευές για την εγκατάσταση και τη στερέωση τεμαχίων εργασίας δύο τύποι χρησιμοποιούνται σε αυτόματες γραμμές: σταθερές και δορυφορικές συσκευές. Τα σταθερά εξαρτήματα έχουν σχεδιαστεί μόνο για να εκτελούν μια συγκεκριμένη διαδικασία επεξεργασίας σε μια συγκεκριμένη μονάδα (μηχανή). Αυτές οι συσκευές εκτελούν τις ακόλουθες λειτουργίες: προκαταρκτικός προσανατολισμός του τεμαχίου εργασίας, βάση, τελικός προσανατολισμός και στερέωσή του σε αυτή τη θέση, στερέωση και αποσύνδεση, καθοδήγηση των εργαλείων κοπής κατά την επεξεργασία. Σε σταθερές συσκευές, τα τεμάχια εργασίας εγκαθίστανται αυτόματα. Αυτό πραγματοποιείται από ειδικούς τροφοδότες, οι οποίοι μπορούν να εκτελέσουν σχετικά απλές χωρικές κινήσεις των τεμαχίων εργασίας. Επομένως, η τροφοδοσία των ακατέργαστων τεμαχίων από τον μεταφορέα σε μια σταθερή συσκευή, η τοποθέτησή τους στις επιφάνειες βάσης, η στερέωση, η στερέωση, η αποσύνδεση και η μετακίνηση από περιοχή εργασίαςαπό το μηχάνημα στον μεταφορέα θα πρέπει να πραγματοποιούνται με απλές μετακινήσεις μεταφοράς του τροφοδότη. Σταθερές συσκευές χρησιμοποιούνται σε αυτόματες γραμμές κυρίως για τεμάχια που είναι ακίνητα κατά την επεξεργασία (κεφαλές κινητήρα και κυλινδρικά μπλοκ κ.λπ.).
Σε πολλές αυτόματες γραμμές χρησιμοποιούνται δορυφορικές συσκευές. Χρησιμεύουν για τη στερέωση τεμαχίων εργασίας πολύπλοκης διαμόρφωσης που δεν έχουν βολικές επιφάνειες για αξιόπιστη βάση κατά τη μεταφορά και την επεξεργασία. Αυτές οι συσκευές παραμένουν προσανατολισμένες κατά τη μεταφορά και βασίζονται, στερεώνονται και στερεώνονται εύκολα σε θέσεις εργασίας γραμμής. Η εγκατάσταση και η στερέωση ακατέργαστων σε τέτοιες συσκευές, καθώς και η απελευθέρωση και η αφαίρεση των τελικών εξαρτημάτων, πραγματοποιείται χειροκίνητα ή αυτόματα χρησιμοποιώντας ειδικές συσκευές που είναι εγκατεστημένες στην αρχή της γραμμής.
συσκευές αποθήκευσης. Για να μειωθεί η απώλεια χρόνου εργασίας που σχετίζεται με τη ρύθμιση μεμονωμένων μηχανών της αυτόματης γραμμής, χωρίζεται σε ξεχωριστά τμήματα, καθένα από τα οποία, όταν σταματούν οι άλλοι, μπορεί να λειτουργήσει ανεξάρτητα. Για να μπορεί κάθε τμήμα της γραμμής να λειτουργεί ανεξάρτητα από τα άλλα, πριν από την έναρξη καθενός από τα τμήματα, δημιουργούνται εκκρεμότητες. Για την παραλαβή, την αποθήκευση και την έκδοση εξαρτημάτων από διαλειτουργικές εκκρεμότητες στις γραμμές, χρησιμοποιούνται ειδικές αυτόματες συσκευές αποθήκευσης. Οι συσκευές αποθήκευσης χωρίζονται σε δύο τύπους: διέλευση (μέσω) και αδιέξοδο. Τα καταστήματα διαμετακόμισης έχουν σχεδιαστεί έτσι ώστε τα τεμάχια εργασίας να μετακινούνται σε αυτά όταν κανονική λειτουργίαγραμμή, δηλαδή, για την έκδοση ενός τεμαχίου εργασίας από τη μονάδα δίσκου, είναι απαραίτητο να μετακινήσετε όλα τα τεμάχια εργασίας που βρίσκονται σε αυτήν. Οι αδιέξοδοι συσσωρευτές είναι σχεδιασμένοι με τέτοιο τρόπο ώστε κατά την αδιάλειπτη λειτουργία δύο παρακείμενων τμημάτων της γραμμής, η ροή τμημάτων από το προηγούμενο τμήμα εισέρχεται στο επόμενο, παρακάμπτοντας τον συσσωρευτή. Ο συσσωρευτής περιλαμβάνεται στην εργασία μόνο σε περίπτωση διακοπής του προηγούμενου τμήματος της γραμμής.
Αυτόματο σύστημα ελέγχου γραμμής . Για τη συνεπή λειτουργία όλων των μηχανισμών των αυτόματων γραμμών, χρησιμοποιείται ένα σύμπλεγμα αυτόματου ελέγχου, το οποίο περιλαμβάνει:
α) σύστημα ελέγχου για όλες τις κινήσεις και τη σειρά λειτουργίας των κύριων και βοηθητικών μηχανισμών·
β) σύστημα μπλοκαρίσματος που διασφαλίζει την απρόσκοπτη λειτουργία μηχανών, μηχανισμών και εργαλείων·
γ) ένα σύστημα ελέγχου που χρησιμεύει για τη ρύθμιση εργαλειομηχανών και εργαλείων·
δ) σύστημα ελέγχου που χρησιμεύει για τον έλεγχο των διαστάσεων των επεξεργασμένων τεμαχίων·
ε) σύστημα συναγερμού για τη διευκόλυνση της συντήρησης της γραμμής.
ε) προγραμματιζόμενοι ελεγκτές.
Στα αναγραφόμενα συστήματα αυτόματου ελέγχου χρησιμοποιούνται ηλεκτρικές, υδραυλικές και πνευματικές συσκευές επικοινωνίας. Οι συσκευές επικοινωνίας (κυκλώματα ελέγχου), με τη σειρά τους, χωρίζονται σε εξωτερικές, εσωτερικές, ενδιάμεσες και βοηθητικές.
Οι συνδέσεις εξωτερικού ελέγχου διασφαλίζουν τη συντονισμένη λειτουργία πολλών τμημάτων της αυτόματης γραμμής που είναι ανεξάρτητα μεταξύ τους. Οι ενδιάμεσες συνδέσεις εξασφαλίζουν τη συντονισμένη λειτουργία μεμονωμένων μηχανών οποιουδήποτε τμήματος. Οι εσωτερικές συνδέσεις είναι κυκλώματα ελέγχου που διασφαλίζουν τη συνεπή λειτουργία μεμονωμένων μηχανισμών εργαλειομηχανών που περιλαμβάνονται στην αυτόματη γραμμή. Οι βοηθητικές συνδέσεις ελέγχουν την ακολουθία φάσεων μεμονωμένων μονάδων με άλλα συστήματα ελέγχου. Οι εξωτερικοί και οι βοηθητικοί σύνδεσμοι είναι σχεδόν πάντα ηλεκτρικοί και οι ενδιάμεσοι συνδυάζονται (ηλεκτρομηχανικοί, ηλεκτροϋδραυλικοί ή ηλεκτροπνευματικοί). Εσωτερικές συνδέσεις - μηχανικές, ηλεκτρικές, πνευματικές, υδραυλικές ή συνδυασμένες.
Χρησιμοποιείται σε αυτοματοποιημένες γραμμές διάφορα συστήματαέλεγχος της ακολουθίας των φάσεων λειτουργίας των κύριων και βοηθητικών μονάδων (κεντρική, αποκεντρωμένη και μικτή), οι οποίες επιλέγονται ανάλογα με τον σκοπό και τη σύνθεση του εξοπλισμού, το μέγεθος της γραμμής και τη διάρκεια του κύκλου λειτουργίας του.
Αφαίρεση τσιπ . Στις αυτόματες γραμμές, χρησιμοποιούνται οι ακόλουθες μέθοδοι αφαίρεσης τσιπ: μηχανική - χρησιμοποιώντας ξύστρες, βούρτσες, κοχλιωτούς μεταφορείς κ.λπ. βαρυτική, όταν τα τσιπ τροφοδοτούνται σε ένα κεκλιμένο επίπεδο και κυλίονται σε έναν ειδικό συλλέκτη τσιπ. έκπλυση τσιπ με πίδακα υγρού. φύσημα τσιπς με πεπιεσμένο αέρα. χρησιμοποιώντας ηλεκτρομαγνήτες.
Προμήθεια αυτόματων γραμμών με υγρά κοπής μπορεί να γίνει με διάφορους τρόπους:
α) συγκεντρωτικά από το γενικό σύστημα εγκαταστάσεων·
β) από σταθμό καθαρισμού ειδικά κατασκευασμένο για αυτή τη γραμμή και παροχή υγρών κοπής σε μεμονωμένα μηχανήματα (που χρησιμοποιούνται ελλείψει κεντρικής μεθόδου παροχής).
γ) από τοπικούς σταθμούς καθαρισμού και παροχής υγρών κοπής (οι σταθμοί εγκαθίστανται σε εκείνα τα μηχανήματα της γραμμής, τα οποία επεξεργάζονται με ψύξη).
Περιστροφικές αυτόματες γραμμές.
Αυτόματες περιστροφικές γραμμές αποτελούνται από περιστροφικές μηχανές που συνδέονται μεταξύ τους με έναν μεταφορέα και έναν ενιαίο μηχανισμό κίνησης. Έχουν υψηλή παραγωγικότητα, αναδιαμορφώνονται εύκολα και μπορούν να χρησιμοποιηθούν σε σειρά και μαζική παραγωγή. Οι περιστροφικές γραμμές συναρμολογούνται σύμφωνα με την αρχή της συνεχούς λειτουργίας. Στις περιστροφικές γραμμές, οι διαδικασίες επεξεργασίας και μεταφοράς εξαρτημάτων συνδυάζονται εν μέρει ή πλήρως στο χρόνο.
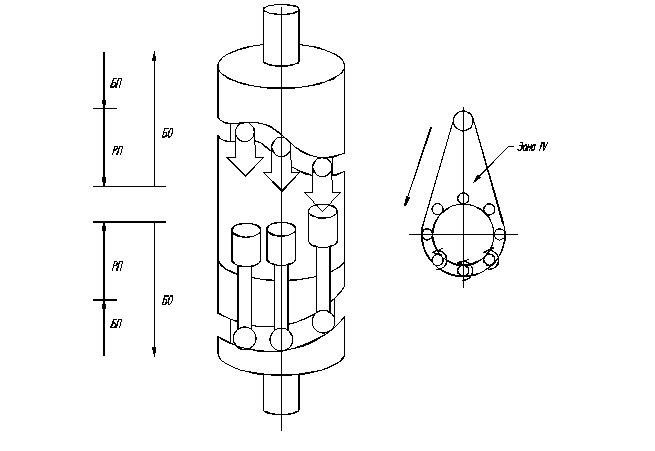
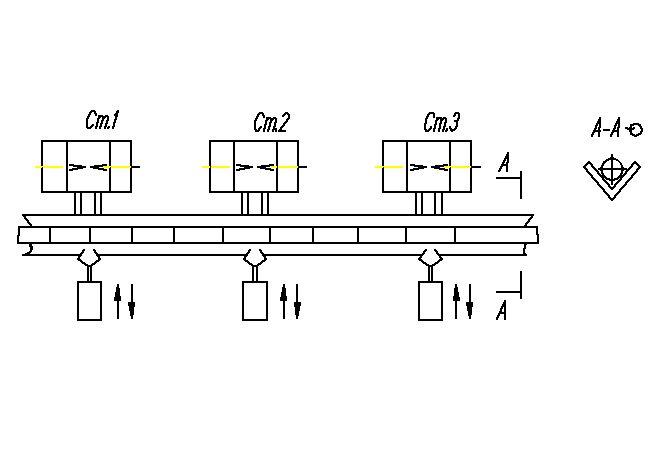
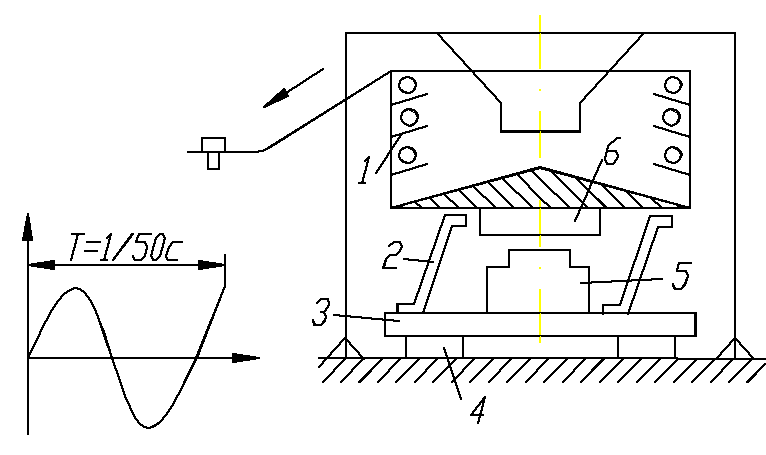
Το σχήμα 3. δείχνει ένα διάγραμμα μιας αυτόματης περιστροφικής γραμμής, στην οποία έχει επιτευχθεί ένας πλήρης συνδυασμός του χρόνου επεξεργασίας και της μεταφοράς των εξαρτημάτων. Σε τέτοιες γραμμές, το εργαλείο και το τεμάχιο εργασίας κατά την επεξεργασία κινούνται και περιστρέφονται ταυτόχρονα γύρω από τον κεντρικό άξονα. Το τεμάχιο εργασίας μεταφέρεται από τους εργάτες εν κινήσει(2, 4) για μεταφορά (3) ρότορες.
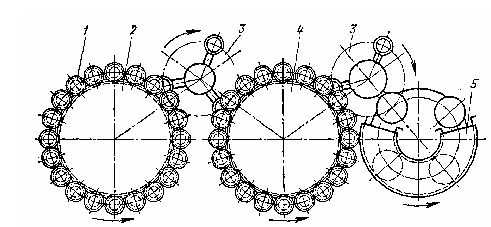
Σχήμα 3 - Σχέδιο αυτόματης περιστροφικής γραμμής
Μια ομάδα εργαλειομηχανών μιας αυτόματης περιστροφικής γραμμής φαίνεται στο Σχήμα 4. Η απαραίτητη περιστροφή προς το εργαλείο, το τεμάχιο εργασίας, τους ρότορες εργασίας και μεταφοράς μεταδίδεται από τον ηλεκτροκινητήρα μέσω ενός συστήματος γραναζιού, ατέρμονα ή άλλων τύπων γραναζιών. Το εργαλείο ή το αντικείμενο εργασίας δέχεται μεταφορική κίνηση είτε από τα αντίστοιχα φωτοαντιγραφικά είτε από το υδραυλικό σύστημα.
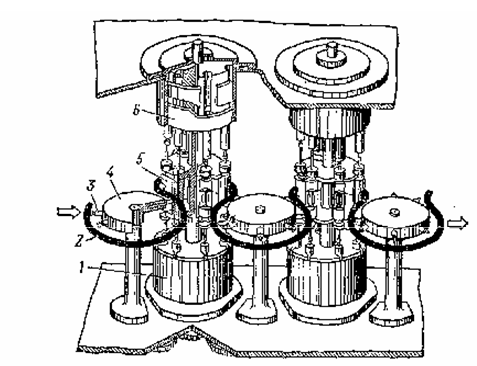
Εικόνα 4 - Ομάδα μηχανών της αυτόματης γραμμής
ερωτήσεις δοκιμής
1. Ορίστε το AL.
2. Εξηγήστε γιατί και πότε το AL βασίζεται σε αρθρωτές μηχανές.
3. Κατάταξη ΑΛ.
4. Συστήματα ελέγχου AL.
5. Να αναφέρετε τη σύνθεση της ΑΛ.
6. Περιγράψτε τις συσκευές για τη μετακίνηση των τεμαχίων εργασίας.
7. Πείτε μας για τα εξαρτήματα για την εγκατάσταση και τη στερέωση των τεμαχίων εργασίας.
8. Να αιτιολογήσετε την ανάγκη για συσκευές αποθήκευσης.
9. Τύποι παροχής ψυκτικού υγρού AL.
Βασικές έννοιες και ορισμοί
Αυτόματη γραμμή (AL) - είναι ένα σύνολο τεχνολογικού εξοπλισμού εγκατεστημένο σύμφωνα με την τεχνολογική διαδικασία επεξεργασίας, που συνδέεται με αυτόματη μεταφορά και διαθέτει κοινό σύστημαδιαχείριση.
Σε αυτή την περίπτωση, οι ανθρώπινες λειτουργίες περιορίζονται στην παρακολούθηση της λειτουργίας του εξοπλισμού και στη ρύθμισή του, καθώς και στη φόρτωση κενών στην αρχή του κύκλου και στην εκφόρτωση προϊόντων στο τέλος του. Επιπλέον, οι τελευταίες λειτουργίες μεταφέρονται όλο και περισσότερο σε ένα βιομηχανικό ρομπότ.
Τα AL είναι σχεδιασμένα για την κατασκευή ανταλλακτικών σε μεγάλη και μαζική παραγωγή και αποτελούν το κύριο μέσο επίλυσης πολύπλοκων προβλημάτων αυτοματισμού. Σε σχέση με τη συνεχιζόμενη ανακατασκευή και κατασκευή νέων μονάδων με την ευρεία εισαγωγή της μη επανδρωμένης τεχνολογίας, η ανάγκη για AL αυξάνεται συνεχώς. Η οικονομική αποδοτικότητα της χρήσης AL επιτυγχάνεται λόγω της υψηλής παραγωγικότητας, του χαμηλού κόστους παραγωγής, της μείωσης του προσωπικού συντήρησης για ένα δεδομένο πρόγραμμα παραγωγής, της σταθερής ποιότητας των προϊόντων, της ρυθμικής παραγωγής, της δημιουργίας συνθηκών για την εισαγωγή σύγχρονων μεθόδων οργάνωσης. παραγωγή.
Το AL (βλέπε σχήμα) αποτελείται από: τεχνολογική μονάδα 1 - μηχανή που εκτελεί μία ή περισσότερες λειτουργίες της τεχνολογικής διαδικασίας (εκτός από τη συσσώρευση και τη μεταφορά εξαρτημάτων). μονάδα μεταφοράς 2 - μια μηχανή που εκτελεί διαλειτουργικές μεταφορές της τεχνολογικής διαδικασίας. ανεκτέλεστο δίσκο 3 - μια συσκευή για τη λήψη, την αποθήκευση και την έκδοση ενός διαλειτουργικού ανεκτέλετου τεμαχίου και ημικατεργασμένων προϊόντων που βρίσκονται μεταξύ δύο μηχανών ή χωριστών τμημάτων του AL και μιας συσκευής ελέγχου.
AL μπορεί να είναι λειτουργικός(για συγκεκριμένο τύπο επεξεργασίας) ή περιεκτικός(ένα σύνολο AL που διασφαλίζει την εκτέλεση όλων των εργασιών που προβλέπονται από την τεχνολογική διαδικασία επεξεργασίας).
Αυτόματο συνεργείομονάδα παραγωγής στην οποία συγκεντρώνονται οι τεχνολογικές ροές, που αποτελείται από συστήματα αυτόματων γραμμών. Για παράδειγμα, στο αυτόματο κατάστημα στο GPZ-1, υπάρχουν 77 AL, που περιλαμβάνουν 860 μονάδες του κύριου τεχνολογικού εξοπλισμού, συνδυασμένες σε 13 τεχνολογικά ρεύματα (συστήματα σύνθετης επεξεργασίας AL).
Τα AL ταξινομούνται σύμφωνα με τα κύρια χαρακτηριστικά που επηρεάζουν την οργάνωση και τη λειτουργία τους. Διακρίνονται σε άκαμπτα και ευέλικτα, δορυφορικά και μη δορυφορικά, διαμπερή και μη, διακλαδισμένα και μη διακλαδισμένα.
ΑκαμπτοςΗ διαλειτουργική επικοινωνία χαρακτηρίζεται από την απουσία διαλειτουργικών καθυστερήσεων. Σε μια τέτοια AL, τα τεμάχια φορτώνονται, επεξεργάζονται, εκφορτώνονται και μετακινούνται από μηχανή σε μηχανή ταυτόχρονα ή σε πολλαπλά χρονικά διαστήματα, και σε περίπτωση διακοπής οποιασδήποτε μονάδας ή συσκευής, ολόκληρη η γραμμή σταματά.
εύκαμπτοςΗ διαλειτουργική επικοινωνία διασφαλίζεται από την παρουσία διαλειτουργικών εκκρεμοτήτων, τοποθετημένων μηχανισμών κίνησης ή συστήματος μεταφοράς, το οποίο καθιστά δυνατή τη διασφάλιση ότι, σε περίπτωση βλάβης οποιουδήποτε μηχανήματος, η λειτουργία των υπόλοιπων μονάδων έως ότου εξαντληθούν οι διαλειτουργικές εκκρεμότητες.
Satellite AL - μια γραμμή στην οποία τα τεμάχια εργασίας βασίζονται, επεξεργάζονται και μεταφέρονται σε μια συσκευή - έναν δορυφόρο. Το σύστημα μεταφοράς σε αυτή την περίπτωση πρέπει να διασφαλίζει την επιστροφή των δορυφόρων στην αρχή της γραμμής.
Όταν ως μέρος της τεχνολογικής ροής υλοποιούνται μία ή περισσότερες λειτουργίες σε παράλληλες μηχανές, η AL χαρακτηρίζεται από διακλάδωσηροή της κυκλοφορίας. Ένα παράδειγμα μιας τέτοιας εποικοδομητικής λύσης είναι οι γραμμές για τόρνευση και λείανση. εσωτερικές επιφάνειεςρουλεμάν δακτυλίους.
Σύμφωνα με τον βαθμό συνδυασμού της επεξεργασίας με τη μεταφορά του τεμαχίου εργασίας, οι γραμμές χωρίζονται σε ακίνητος, περιστροφικόςκαι αλυσίδα; κατά διάταξη - σε γραμμικό, δακτύλιο, ορθογώνιο, ζιγκ-ζαγκ, σε σχήμα Ζ. ανάλογα με τον αριθμό των νημάτων - σε μονόκλωστο και πολλαπλό νήματα, με εξαρτημένες και ανεξάρτητες ροές, με εγκάρσια, διαμήκη και γωνιακή διάταξη του κύριου τεχνολογικού εξοπλισμού. Οι περισσότερες διατάξεις έχουν ανοιχτή δομή, παρέχοντας εύκολη πρόσβαση για συντήρηση και επισκευή του εξοπλισμού.
Σύμφωνα με τον τύπο των συστημάτων μεταφοράς και τη μέθοδο μεταφοράς εξαρτημάτων από τη μια θέση εργασίας στην άλλη, το AL χωρίζεται σε γραμμές με διά μέσουμεταφορά μέσω της ζώνης επεξεργασίας (χρησιμοποιείται κυρίως για την κατασκευή μερών του σώματος μηχανές αδρανών), με μετωπική (πλευρική) μεταφορά του τεμαχίου εργασίας (κατά την επεξεργασία στροφαλοφόρου άξονα, μεγάλων δακτυλίων και φλάντζες), με άνω και κάτω ροές μεταφοράς (σε γραμμές για την κατασκευή γραναζιών, μικρών και μεσαίων δακτυλίων ρουλεμάν, φλάντζες άξονα).
Σύμφωνα με τον τύπο του ενσωματωμένου κύριου τεχνολογικού εξοπλισμού, το AL διακρίνεται από ειδικά και αρθρωτά μηχανήματα, αν και μερικές φορές υπάρχει διάταξη από μηχανήματα διαφορετικών τύπων.
Επί του παρόντος, τα AL κατασκευάζονται για μεγάλης κλίμακας και μαζική παραγωγή, σχεδιασμένα για ταυτόχρονη ή διαδοχική επεξεργασία πολλών ειδών του ίδιου τύπου, προηγουμένως γνωστών προϊόντων (μπλοκ κυλίνδρων κινητήρα, περιβλήματα κιβωτίου ταχυτήτων, αντλίες κ.λπ.) με αυτόματη και χειροκίνητη αναπροσαρμογή . Τέτοια συστήματα AL ή AL ονομάζονται γραμμές αυτόματης μετάβασης (συστήματα) επεξεργασίας παρτίδων. είναι σχεδιασμένα για ταυτόχρονη ή διαδοχική επεξεργασία μιας ομάδας προκαθορισμένων προϊόντων, ίδιου τύπου ως προς το μέγεθος και την τεχνολογική επεξεργασία.
Ανάλογα με τον τύπο των τεμαχίων προς κατεργασία, υπάρχουν γραμμές για την επεξεργασία εξαρτημάτων του αμαξώματος και γραμμές για την επεξεργασία εξαρτημάτων όπως σώματα περιστροφής.
Εξοπλισμός A.L.
Η δομή του AL, εκτός από τις εργαλειομηχανές, περιλαμβάνει ένα σύστημα μεταφοράς και ένα σύστημα ελέγχου. Το σύστημα μεταφοράς αποτελείται από συσκευές για κινούμενα μέρη, συσκευές φόρτωσης, τόρνευσης, προσανατολισμού, συσκευές για την εγκατάσταση και στερέωση τεμαχίων εργασίας, συσκευές για την αφαίρεση τσιπς και αποθέματα εκκρεμοτήτων.
Συσκευές για κινούμενα μέρη
Στο AL, χρησιμοποιούνται διάφορα οχήματα για τη μετακίνηση των τεμαχίων εργασίας από τη μια θέση εργασίας στην άλλη: μεταφορείς, μηχανικοί βραχίονες, δίσκοι, σωλήνες κ.λπ. Για παράδειγμα, για τη μετακίνηση των μερών του σώματος, καθώς και για τα μέρη που είναι στερεωμένα σε δορυφορικά φωτιστικά, χρησιμοποιούνται βαθμιδωτοί μεταφορείς.
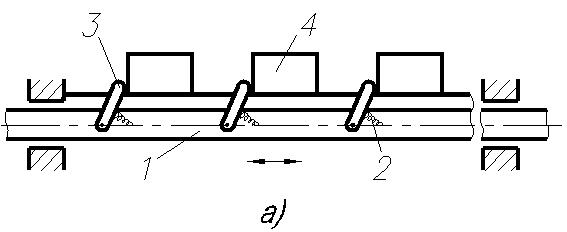
Βηματικοί μεταφορείς με παλάμες(Εικ. α) χρησιμοποιούνται ευρύτερα. Κατά τη λειτουργία, εκτελούν μια περιοδική παλινδρομική κίνηση. Ο σχεδιασμός ενός τέτοιου μεταφορέα φαίνεται στο Σχ. ένα. Στη ράβδο 1, περνώντας μέσω ολόκληρου του αλληλομανδαλώμενου τμήματος AL, είναι αρθρωτές οι πατούσες 3, οι οποίες, υπό τη δράση του ελατηρίου 2, τείνουν να ανεβαίνουν πάνω από το επίπεδο της ράβδου. Τη στιγμή της επιστροφής του μεταφορέα, τα μέρη 4 που είναι στερεωμένα στη θέση τους πνίγουν τα πέλματα. Αφού περάσουν κάτω από τα εξαρτήματα, τα πέλματα ανυψώνονται ξανά και είναι έτοιμα να πιάσουν το επόμενο μέρος όταν ο μεταφορέας κινηθεί προς τα εμπρός. Το πλεονέκτημα ενός μεταφορέα με πέλματα είναι η ευκολία κίνησης και η αντίστοιχη ευκολία κίνησης από έναν υδραυλικό ή πνευματικό κύλινδρο.
Βηματικές ράβδοι μεταφορείς με σημαίες(εικ. β) έχουν σχεδιαστεί για να κινούνται κατά μήκος του οδηγού των δορυφορικών συσκευών με τα τεμάχια εργασίας 3 εγκατεστημένα πάνω τους. Η κίνηση πραγματοποιείται με παλινδρομική ράβδο 1 (κυκλική τομή), στην οποία στερεώνονται τμηματικά οι σημαίες 2. Όταν η ράβδος κινείται προς τα εμπρός, στην ίδια κατεύθυνση τα τεμάχια εργασίας 3 μετακινούνται ταυτόχρονα σε μία θέση κατά μήκος ολόκληρης της γραμμής. Μετά από αυτό, η μπάρα γυρίζει και επιστρέφει. Η περιστροφή της ράβδου και η αξονική της κίνηση πραγματοποιούνται από δύο υδραυλικούς κυλίνδρους.
Πιάστε βηματικούς μεταφορείς(Εικ. γ) χρησιμοποιούνται λιγότερο συχνά. Η ράβδος τους 1 εκτελεί εναλλάξ δύο παλινδρομικές κινήσεις σε κάθετες διευθύνσεις με εναλλασσόμενες φάσεις αυτών των κινήσεων. Τα προς κατεργασία τεμάχια 2 μετακινούνται με άκαμπτες (μη περιστρεφόμενες) σημαίες 3. Δομικά, αυτοί οι μεταφορείς είναι συνήθως πολύπλοκοι και χρησιμοποιούνται μόνο σε περιπτώσεις όπου η προσέγγιση στα συγκρατημένα μέρη μπορεί να γίνει μόνο από μια συγκεκριμένη πλευρά και η προσγείωση τα μεταφερόμενα μέρη σε θέσεις είναι τέτοια ώστε για να μετακινηθούν από θέση σε θέση, ο μεταφορέας πρέπει να σηκώσει το εξάρτημα προς τα πάνω.
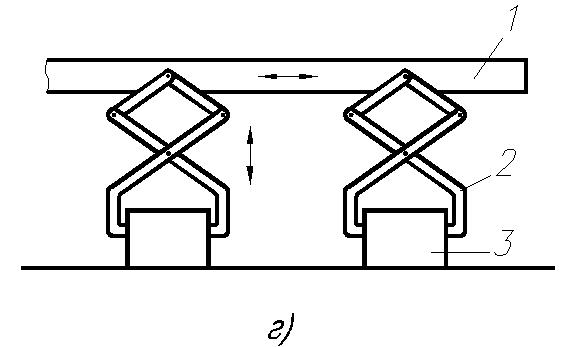
Βηματικοί μετασχηματιστές Rainer(Εικ. δ) είναι ένας πολύπλοκος τύπος κοχυλιών. Οι λεπτομέρειες 3 μετακινούνται όχι με σημαίες, αλλά με λαβές 2 που είναι στερεωμένες στη ράβδο 1, οι οποίες συνήθως βρίσκονται στην κορυφή. Αυτοί οι μεταφορείς απαιτούν πολύπλοκες υπερκατασκευές πάνω από τις γραμμές.
Συσκευές για την εγκατάσταση και τη στερέωση τεμαχίων εργασίας
Οι συσκευές χρησιμοποιούνται σε δύο τύπους: σταθερές και δορυφορικές συσκευές. ΑκίνητοςΤα φωτιστικά έχουν σχεδιαστεί μόνο για να εκτελούν μια συγκεκριμένη λειτουργία σε ένα εξάρτημα σε ένα συγκεκριμένο μηχάνημα. Αυτές οι συσκευές εκτελούν τις ακόλουθες λειτουργίες: προκαταρκτικός προσανατολισμός του τεμαχίου εργασίας, βάση, τελικός προσανατολισμός και στερέωσή του σε αυτή τη θέση, στερέωση και αποσύνδεση, καθοδήγηση κοπτικών εργαλείων (τρυπάνια) κατά την επεξεργασία.
Συνοδευτικά φωτιστικά- χρησιμεύουν για τη στερέωση εξαρτημάτων σύνθετης διαμόρφωσης που δεν έχουν βολικές επιφάνειες για αξιόπιστη βάση κατά τη μεταφορά και την επεξεργασία.
συσκευές αποθήκευσης
Για να μειωθεί η απώλεια χρόνου εργασίας που σχετίζεται με τη ρύθμιση μεμονωμένων μηχανών AL, χωρίζεται σε ξεχωριστά τμήματα, καθένα από τα οποία, όταν σταματήσουν τα άλλα, μπορεί να λειτουργήσει ανεξάρτητα. Για να μπορεί κάθε τμήμα της γραμμής να λειτουργεί ανεξάρτητα από τα άλλα, πριν από την έναρξη καθενός από τα τμήματα, δημιουργούνται διαλειτουργικές εκκρεμότητες εξαρτημάτων. Για την παραλαβή, την αποθήκευση και την έκδοση εξαρτημάτων από διαλειτουργικές εκκρεμότητες στις γραμμές, χρησιμοποιούνται ειδικές αυτόματες συσκευές αποθήκευσης. Οι συσκευές αποθήκευσης χωρίζονται σε δύο τύπους: διέλευση (μέσω) και αδιέξοδο. Σε αδιέξοδα κυκλώματα, ο ηλεκτροκινητήρας τίθεται σε λειτουργία μόνο όταν σταματήσει το προηγούμενο τμήμα της γραμμής.
Συστήματα ελέγχου AL
Υπάρχουν κεντρικά, αποκεντρωμένα και μικτά συστήματα διαχείρισης.
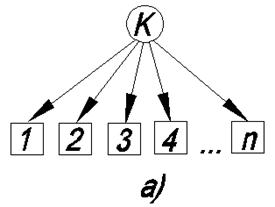
 Στο συγκεντρωτικήέλεγχος (Εικ. α) των μονάδων, το πρόγραμμα ρυθμίζεται από την κεντρική συσκευή εντολής Κ, η οποία μπορεί να είναι συσκευή εντολών, εκκεντροφόρος, αναγνώστης με κίνηση ταινίας κ.λπ. πλεονέκτημαΈνα τέτοιο σύστημα είναι η ικανότητα να τηρεί αυστηρά τη σειρά εκτέλεσης των τεχνολογικών λειτουργιών στο χρόνο, τη σταθερότητα της διάρκειας του κύκλου εργασίας, ένα απλοποιημένο υποσύστημα για τον έλεγχο της λειτουργίας μεμονωμένων μονάδων και την απλότητα του συστήματος στο σύνολό του. μειονέκτημαΤο κεντρικό σύστημα ελέγχου είναι η δυνατότητα εκτέλεσης επακόλουθων λειτουργιών χωρίς να λαμβάνεται υπόψη η εφαρμογή των προηγούμενων, γεγονός που μπορεί να οδηγήσει στην απελευθέρωση γάμου και έκτακτης ανάγκης. Τα κεντρικά συστήματα ελέγχου χρησιμοποιούνται κυρίως σε σχετικά απλά AL με σύντομο κύκλο.
Στο συγκεντρωτικήέλεγχος (Εικ. α) των μονάδων, το πρόγραμμα ρυθμίζεται από την κεντρική συσκευή εντολής Κ, η οποία μπορεί να είναι συσκευή εντολών, εκκεντροφόρος, αναγνώστης με κίνηση ταινίας κ.λπ. πλεονέκτημαΈνα τέτοιο σύστημα είναι η ικανότητα να τηρεί αυστηρά τη σειρά εκτέλεσης των τεχνολογικών λειτουργιών στο χρόνο, τη σταθερότητα της διάρκειας του κύκλου εργασίας, ένα απλοποιημένο υποσύστημα για τον έλεγχο της λειτουργίας μεμονωμένων μονάδων και την απλότητα του συστήματος στο σύνολό του. μειονέκτημαΤο κεντρικό σύστημα ελέγχου είναι η δυνατότητα εκτέλεσης επακόλουθων λειτουργιών χωρίς να λαμβάνεται υπόψη η εφαρμογή των προηγούμενων, γεγονός που μπορεί να οδηγήσει στην απελευθέρωση γάμου και έκτακτης ανάγκης. Τα κεντρικά συστήματα ελέγχου χρησιμοποιούνται κυρίως σε σχετικά απλά AL με σύντομο κύκλο.
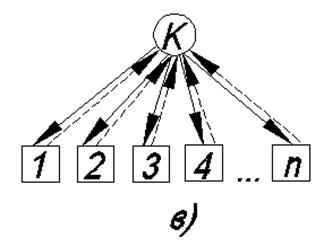 Σε συστήματα αποκεντρωμένηχειριστήρια (Εικ. β) χρησιμοποιούν διακόπτες οδήγησης και στάσεις. Οι εντολές μεταδίδονται διαδοχικά καθώς υποβάλλεται σε επεξεργασία κάθε στοιχείο του κύκλου. Μέχρι να ολοκληρωθούν οι προηγούμενες επεμβάσεις δεν μπορούν να πραγματοποιηθούν οι επόμενες. Αυτό είναι το πλεονέκτημα ενός αποκεντρωμένου συστήματος ελέγχου. Το μειονέκτημα είναι η έλλειψη ελέγχου στην εκτέλεση της προηγούμενης λειτουργίας.
Σε συστήματα αποκεντρωμένηχειριστήρια (Εικ. β) χρησιμοποιούν διακόπτες οδήγησης και στάσεις. Οι εντολές μεταδίδονται διαδοχικά καθώς υποβάλλεται σε επεξεργασία κάθε στοιχείο του κύκλου. Μέχρι να ολοκληρωθούν οι προηγούμενες επεμβάσεις δεν μπορούν να πραγματοποιηθούν οι επόμενες. Αυτό είναι το πλεονέκτημα ενός αποκεντρωμένου συστήματος ελέγχου. Το μειονέκτημα είναι η έλλειψη ελέγχου στην εκτέλεση της προηγούμενης λειτουργίας.
Συστήματα μικτόςτα χειριστήρια (Εικ. γ) συνδυάζουν πολλές ιδιότητες κεντρικών και αποκεντρωμένων συστημάτων ελέγχου. Ο κύκλος γραμμής ελέγχεται από τη συσκευή εντολών K, ωστόσο, η εκτέλεση των ενδιάμεσων λειτουργιών ελέγχεται. Ο άξονας της συσκευής εντολής έχει περιοδική περιστροφή με τα λαμβανόμενα σήματα.
Πρόκειται για ένα σύστημα μηχανημάτων, κύριου και βοηθητικού εξοπλισμού, με τη βοήθεια του οποίου πραγματοποιείται όλη η διαδικασία κατασκευής ή επεξεργασίας ενός προϊόντος παραγωγής (ή μέρους αυτού). Οι πρώτες ολοκληρωμένες αυτόματες γραμμές άρχισαν να χρησιμοποιούνται στη χώρα μας στα τέλη της δεκαετίας του '30. Έτσι, εγκαταστάθηκαν αυτόματες γραμμές περιστροφής και λείανσης εξαρτημάτων ρουλεμάν στο 1ο κρατικό εργοστάσιο ρουλεμάν στη Μόσχα. Και στα μέσα της δεκαετίας του '50. στο ίδιο εργοστάσιο δημιουργήθηκε ένα σύνθετο αυτοματοποιημένο εργαστήριο για την κατασκευή ρουλεμάν, συμπεριλαμβανομένης της επεξεργασίας, του ελέγχου και της συναρμολόγησής τους. Οι πιο διαδεδομένες αυτόματες γραμμές είναι στη μηχανολογία. Χρησιμοποιούνται επίσης ευρέως στη βιομηχανία τροφίμων, στην παραγωγή προϊόντων οικιακής χρήσης, στην ηλεκτρολογική, τη ραδιομηχανική και τη χημική βιομηχανία.
Οι αυτόματες γραμμές είναι ειδικές, εξειδικευμένες και καθολικές. Προϊόντα αυστηρά καθορισμένα σε σχήμα και μέγεθος επεξεργάζονται σε ειδικές γραμμές. Οι εξειδικευμένες γραμμές έχουν σχεδιαστεί για την επεξεργασία του ίδιου τύπου προϊόντων με ευρύτερο φάσμα παραμέτρων. Οι αυτόματες γραμμές γενικής χρήσης παρέχουν τη δυνατότητα γρήγορης αλλαγής εξοπλισμού για την κατασκευή διαφόρων προϊόντων του ίδιου τύπου.
Ανάλογα με τον όγκο και τη φύση της παραγωγής, υπάρχουν αυτόματες γραμμές παράλληλης και διαδοχικής δράσης, μονής γραμμής, πολλαπλών γραμμών, μικτών - σχεδιασμένες για την εκτέλεση πολλών τεχνολογικών λειτουργιών. ΣΤΟ ενιαίο σύστημαπολλές αυτόματες γραμμές διαδοχικής ή παράλληλης δράσης μπορούν να συνδυαστούν, σχηματίζοντας αυτόματα τμήματα, εργαστήρια ή ολόκληρες παραγωγές στην επιχείρηση.
Οι αυτόματες γραμμές ελέγχονται από ένα αυτοματοποιημένο σύστημα ελέγχου.
Η αυτόματη περιστροφική γραμμή αποτελείται από ρότορες εργασίας και μεταφοράς που συνδέονται με μια κοινή σύγχρονη κίνηση, η οποία κινεί κάθε ρότορα ένα βήμα τη φορά που αντιστοιχεί στον ρυθμό λειτουργίας της γραμμής. Ο ρότορας εργασίας είναι ένα άκαμπτο σύστημα στο οποίο είναι τοποθετημένη μια ομάδα εργαλείων επεξεργασίας τεμαχίου εργασίας, ομοιόμορφα τοποθετημένα γύρω από έναν κοινό άξονα που περιστρέφει το σύστημα. Οι ρότορες μεταφοράς (τύμπανα ή δίσκοι) μεταφέρουν τα τεμάχια εργασίας από τον έναν ρότορα εργασίας στον άλλο και μεταφέρουν τελικά προϊόντα.
Στις αυτόματες περιστροφικές γραμμές, μπορείτε να εκτελέσετε με επιτυχία σφράγιση, συμπίεση, συναρμολόγηση κ.λπ. Χρησιμοποιούνται για τη σφράγιση εξαρτημάτων (ιδίως, εξαρτήματα ραδιοφώνου), στην παραγωγή διαφόρων πλαστικών προϊόντων, στη βιομηχανία τροφίμων για συσκευασία και συσκευασία προϊόντων κ.λπ. d.
Η χρήση αυτόματων γραμμών διευκολύνει την εργασία των εργαζομένων, δίνει την απαραίτητη οικονομική αποδοτικότητα στις συνθήκες πολύπλοκης αυτοματοποίησης της παραγωγής (βλ. Αυτοματοποίηση και μηχανοποίηση παραγωγής, Αποδοτικότητα παραγωγής).
Χαρακτηριστικά που χαρακτηρίζουν τις αυτόματες γραμμές:
Η παρουσία διατάξεων αυτόματης λειτουργίας που εξασφαλίζουν τη μεταφορά εξαρτημάτων από μηχανή σε μηχανή, τη λεγόμενη μεταφορά μεταξύ μηχανών.
Η παρουσία βοηθητικών συσκευών για την αφαίρεση τσιπ από τη ζώνη κοπής, καθώς και από μηχανές.
Η παρουσία συσκευών και μηχανισμών που ελέγχουν εξαρτήματα.
Η παρουσία συσκευών για τη διάγνωση της κατάστασης του ίδιου του εξοπλισμού.
Ποικιλίες αυτόματων γραμμών
1 Από τη φύση της κίνησης των εξαρτημάτων μεταξύ των μηχανών
1.1 Με παράλληλη κίνηση εξαρτημάτων, όταν η γραμμή αποτελείται από πανομοιότυπα μηχανήματα που εκτελούν την ίδια λειτουργία και το τμήμα κινείται σε πολλά ρεύματα. Αυτές οι γραμμές χρησιμοποιούνται μόνο σε περιπτώσεις όπου τα εξαρτήματα παράγονται σε πολύ μεγάλες ποσότητες και τα ίδια τα μηχανήματα δεν παρέχουν την επιθυμητή απόδοση.
1.2 Διαδοχικές γραμμές - γραμμές που αποτελούνται από διάφορα μηχανήματα, το καθένα διαμορφωμένο για ξεχωριστή λειτουργία, το τμήμα διέρχεται από όλα τα μηχανήματα της αυτόματης γραμμής, πράγμα που σημαίνει ότι μια τέτοια τεχνολογική διαδικασία είναι πιο περίπλοκη.
Μειονεκτήματα: Ατελής φόρτωση μηχανών, γιατί διαφορετικά μηχανήματα της γραμμής λειτουργούν για διαφορετικούς χρόνους.
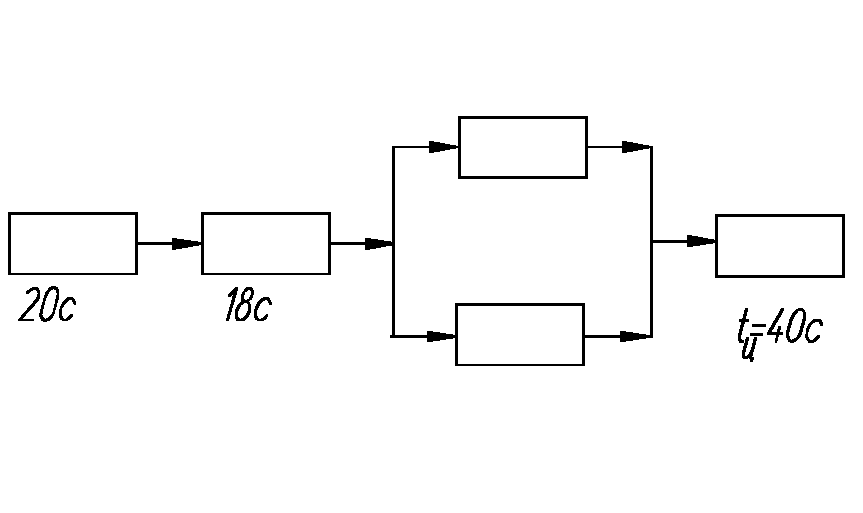
1.3 Συνδυασμένες αυτόματες γραμμές (γραμμές με διακλαδούμενη ροή). Το χαρακτηριστικό τους: Συνδυάζουν συνεπή και παράλληλη σύνδεσημηχανές και η παράλληλη σύνδεση πραγματοποιείται όταν ο χρόνος επεξεργασίας σε αυτό το μηχάνημα είναι πολλαπλάσιο του χρόνου επεξεργασίας του προηγούμενου μηχανήματος.
2. Από τη φύση της σύνδεσης μεταξύ των μηχανών
2.1 Αυτόματες γραμμές με άκαμπτη σύνδεση μεταξύ μηχανών - όλα τα μέρη σε μια τέτοια γραμμή επεξεργάζονται ταυτόχρονα και μεταφέρονται ταυτόχρονα από κάθε μηχανή στο τελευταίο μηχάνημα. Αυτή η μεταφορά εξαρτημάτων πραγματοποιείται στην ίδια απόσταση, που ονομάζεται βήμα της αυτόματης γραμμής.
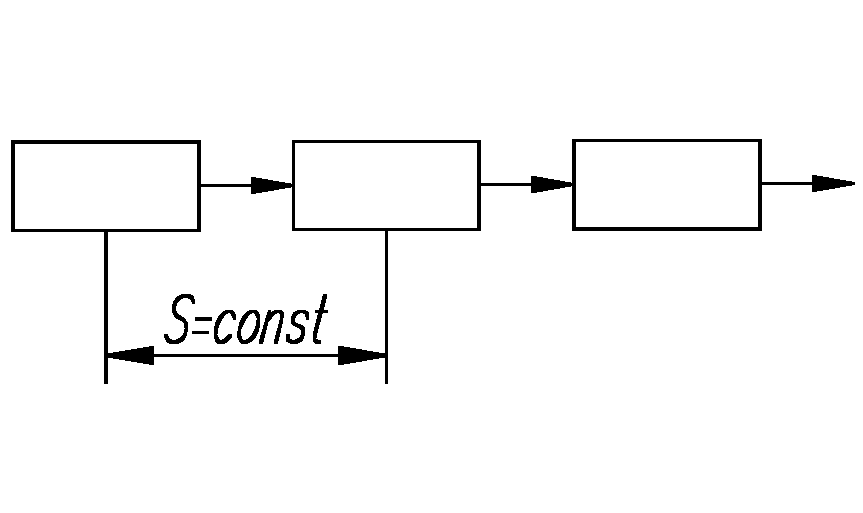
Πλεονεκτήματα: Η απλότητα της αυτόματης γραμμής και το χαμηλό κόστος της
Μειονεκτήματα: Τέτοιες γραμμές έχουν χαμηλή λειτουργική αξιοπιστία, επειδή Εάν ένα από τα μηχανήματα αποτύχει, όλα τα επόμενα μηχανήματα δεν θα λειτουργήσουν.
2.2 Αυτόματες γραμμές με ευέλικτη σύνδεση μεταξύ μηχανών. Η ευέλικτη επικοινωνία υλοποιείται με τη βοήθεια συσκευών ειδικού σκοπού που ονομάζονται συσσωρευτές, οι οποίες διασφαλίζουν τη συνέχιση της λειτουργίας ολόκληρης της αυτόματης γραμμής που βρίσκεται πίσω από το μηχάνημα που έχει αποτύχει, tk. Τα κενά του τροφοδοτούνται από αυτή τη μονάδα δίσκου. χωρητικότητα αποθήκευσης είναι του το πιο σημαντικό χαρακτηριστικόκαι υπολογίζεται με βάση το χρόνο που απαιτείται για την επαναφορά της γραμμής σε λειτουργία. Ανάλογα με την πολυπλοκότητα των εξαρτημάτων και τις διαστάσεις τους, ο εκτιμώμενος χρόνος μπορεί να είναι από 0,5 έως 1 ώρα. Ο συσσωρευτής που καταναλώνει τα τεμάχια εργασίας αναπληρώνεται στο τέλος της βάρδιας.
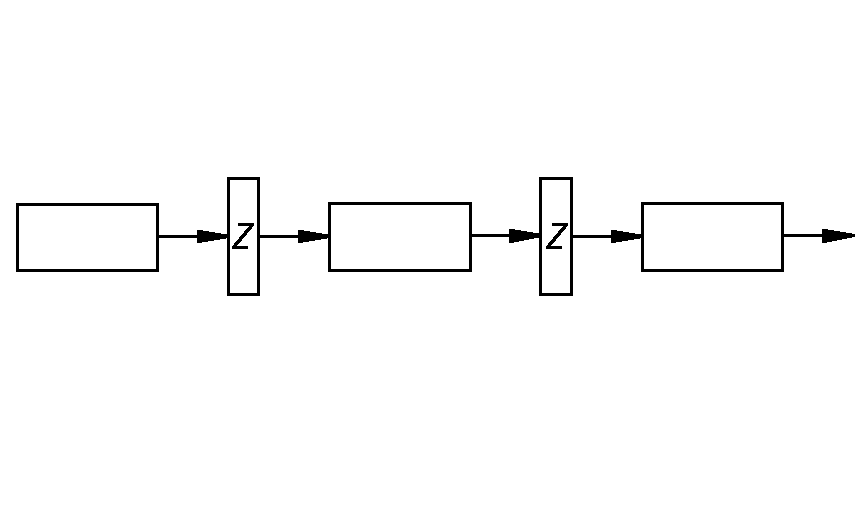
Μειονεκτήματα: Σημαντική επιπλοκή της αυτόματης γραμμής, αύξηση της τιμής της.
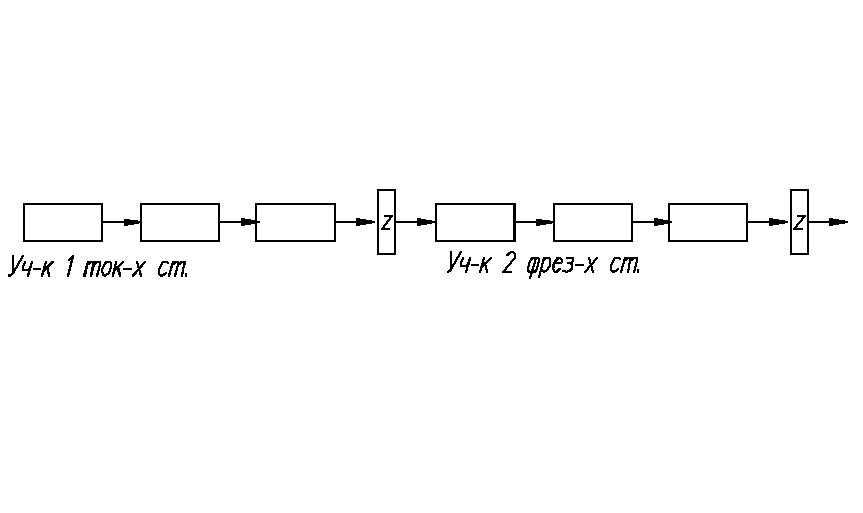
2.3 Γραμμές χωρισμένες σε τμήματα - ο αριθμός των μηχανών στο τμήμα δεν είναι περιορισμένος, συνδυάζονται σε ένα τμήμα σύμφωνα με τα τεχνολογικά χαρακτηριστικά.
3. Σύμφωνα με τον βαθμό αναπροσαρμογής των μηχανών
3.1 Σκληρές γραμμές περ. σε συνθήκες μαζικής παραγωγής.
3.2 Ευέλικτες γραμμές ή σειρές πολλαπλών προϊόντων - για την επεξεργασία πολλών τύπων ανταλλακτικών με χρήση εναλλαγών εξοπλισμού.
B-20 Περιστροφικές αυτόματες γραμμές συνεχούς δράσης
Μία από τις ποικιλίες των αυτόματων γραμμών είναι οι περιστροφικές. Τους σημαντικό χαρακτηριστικό- αυτός είναι ένας συνδυασμός εξαρτημάτων επεξεργασίας με τη μεταφορά τους, επομένως. ότι η επεξεργασία πραγματοποιείται συνεχώς με την κίνηση των ίδιων των εξαρτημάτων. Χαρακτηρίζονται από τις ακόλουθες τεχνολογικές λειτουργίες: τέτοιοι τύποι μηχανουργικής κατεργασίας όπως διάτρηση, διόγκωση, βύθιση, επιφάνειες στροφής κ.λπ. Επιπλέον, διάφορες λειτουργίες που σχετίζονται με παραμόρφωση.
Διάταξη (μεταφορά + ρότορες εργασίας, ο αριθμός των οποίων δεν είναι περιορισμένος).
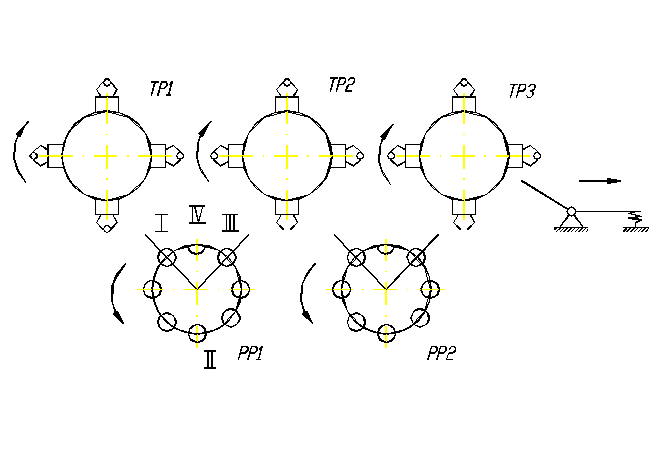
Τα τεμάχια εργασίας παραδίδονται σε 1 ρότορα μεταφοράς, ο οποίος περιστρέφεται συγχρόνως με όλους τους άλλους ρότορες μεταφοράς TR και ρότορες εργασίας. Στο v.1, τα εξαρτήματα μεταφέρονται από τον ρότορα μεταφοράς στον εργαζόμενο, όπου στερεώνονται με τη βοήθεια ελαστικών μηχανισμών σύσφιξης. Καθώς ο ρότορας PP1 περιστρέφεται, εκτελείται 1 λειτουργία. Για να γίνει αυτό, το RR παρέχεται με ένα σύμπλεγμα του ίδιου εργαλείου. Στο σημείο 3, η διαδικασία επεξεργασίας ολοκληρώνεται και τα εξαρτήματα μεταφέρονται με ειδικούς ωστήρες στον επόμενο ρότορα μεταφοράς και στη συνέχεια η διαδικασία επαναλαμβάνεται. Ένας εξολκέας είναι εγκατεστημένος στο τέλος της γραμμής. Το σχεδιαστικό χαρακτηριστικό του PP είναι ότι αποτελείται από 3 μέρη, με το πάνω και το κάτω μέρος να είναι σταθερά και το μεσαίο τμήμα, όπου βρίσκονται τα μέρη, να περιστρέφεται. Στα σταθερά μέρη, κατασκευάζονται αυλακώσεις φωτοαντιγραφικού και οι κύλινδροι που οδηγούν το εργαλείο κινούνται κατά μήκος της άνω αυλάκωσης και οι κύλινδροι που οδηγούν τους ωθητές κινούνται κατά μήκος της κάτω αυλάκωσης. Ο σκοπός των ωθητών είναι διπλός: 1 - υποστηρίζουν το τμήμα κατά την επεξεργασία, αντιλαμβανόμενοι την αξονική δύναμη. 2 - παρέχει εκτόξευση του ίδιου του εξαρτήματος μετά την επεξεργασία.
Εφόσον η περιστροφή του ίδιου εργαλείου μπορεί να πραγματοποιηθεί από μια κοινή μονάδα δίσκου, εκτελείται το ακόλουθο σχήμα κίνησης:
Με κοινή κροσέ ζώνη. Η ζώνη 4 χαρακτηρίζεται από την απουσία επεξεργασίας και ως εκ τούτου ονομάζεται ζώνη αποθήκευσης και χρησιμοποιείται για τον καθαρισμό του εργαλείου από τα τσιπ, για την ψύξη του εργαλείου, για τον καθαρισμό των μηχανισμών σύσφιξης. Αυτή η μονάδα είναι απλή αλλά έχει σχεδιαστεί για ελαφριά και μεσαία εργασία.
2) Με κοινό κεντρικό γρανάζι.
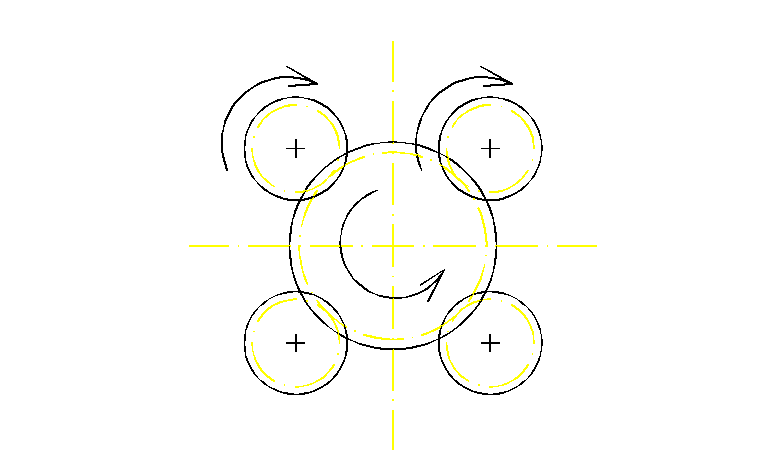
"+" - Μεγάλες μεταδιδόμενες ροπές, χωρίς ολίσθηση
"-" - Μεγάλη δυσκολία στην κατασκευή
Για ιδιαίτερα βαριές εργασίες, χρησιμοποιείται ο λεγόμενος μεμονωμένος δίσκος, όταν κάθε άξονας διαθέτει τη δική του κίνηση.
Ο ρότορας μεταφοράς είναι ένα τύμπανο στερεωμένο σε κατακόρυφο άξονα με δυνατότητα περιστροφής. Σε αυτό το τύμπανο γίνονται οπές στις οποίες είναι τοποθετημένοι μηχανισμοί λαβής ή σύσφιξης. Ο κύριος σκοπός είναι η μεταφορά εξαρτημάτων μεταξύ των ρότορων εργασίας. Ωστόσο, στην περίπτωση επεξεργασίας εξαρτημάτων από 2 πλευρές, ένας τέτοιος ρότορας μπορεί να εκτελέσει τη λειτουργία ενός ανατροπέα.
Συμπέρασμα:Οι αυτόματες γραμμές αυτού του τύπου προορίζονται στην πρώτη στροφή για μαζική και μεγάλης κλίμακας παραγωγή, έχουν την υψηλότερη παραγωγικότητα από όλες τις άλλες γραμμές, επειδή. δεν υπάρχει χρόνος για τη μεταφορά εξαρτημάτων. Σχεδιασμένο για μικρά σε μέγεθος και μαζικά μέρη απλού σχήματος.
B-21 Εξοπλισμός για αυτόματες γραμμές. Συσκευές μεταφοράς
Σύμφωνα με τα καθήκοντα της επεξεργασίας εξαρτημάτων σε μια αυτόματη γραμμή, αναπτύσσονται ειδικές συσκευές μεταφοράς. Διακρίνονται οι ακόλουθοι τύποι τέτοιων συσκευών μεταφοράς:
1) Συσκευές για τη μεταφορά εξαρτημάτων μεταξύ μηχανών
2) Συσκευές για τη μεταφορά τσιπς και άλλων απορριμμάτων
παραγωγή
3) Συσκευές για τη μεταφορά συσκευών - δορυφόροι, συμπ. και
μετά την επεξεργασία των λεπτομερειών.
Οι συσκευές για τη μεταφορά εξαρτημάτων χωρίζονται σε 3 κύριους τύπους:
ανάλογα με τις λεπτομέρειες διαμόρφωσης
από τις διαστάσεις των εξαρτημάτων
σχετικά με τον τύπο των μηχανημάτων που χρησιμοποιούνται
Τύπος 1: Διασταυρούμενη μεταφορά (με βάση βαθμιδωτούς μεταφορείς)
Τύπος 2: Διαμήκης μεταφορά (με βάση τη χρήση δίσκων)
3η όψη: Κορυφαία μεταφορά. (με βάση τη χρήση μονόδρομων αμαξιδίων και βιομηχανικών ρομπότ)
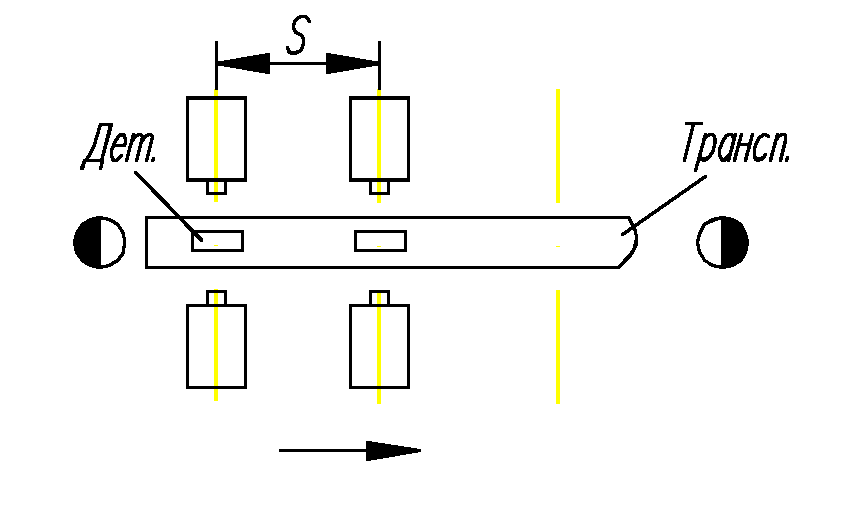
Τύπος В-22 1: Μεταφορείς διασταυρούμενης μεταφοράς και βημάτων.
Χρησιμοποιείται για τη σύνδεση μηχανών σε μια κοινή αυτόματη γραμμή όταν τα μηχανήματα βρίσκονται και στις δύο πλευρές αυτού του οχήματος. Χρησιμοποιείται πιο συχνά για πρισματικά εξαρτήματα μεγάλου μεγέθους και ταυτόχρονα όλα τα εξαρτήματα μεταφέρονται ταυτόχρονα σε ένα βήμα της αυτόματης γραμμής χρησιμοποιώντας έναν μεταφορέα.
Η λειτουργία του μεταφορέα πραγματοποιείται σύμφωνα με το ακόλουθο σχήμα:
1 - μετακινήστε τα μέρη ένα βήμα
2 - εξαρτήματα στερέωσης
3 - επεξεργασία εξαρτημάτων
Για την εκτέλεση αυτού του τύπου μεταφοράς, υπάρχουν τρία σχήματα μεταφορέων
Βηματικός μεταφορέας ράβδων με ποδιές
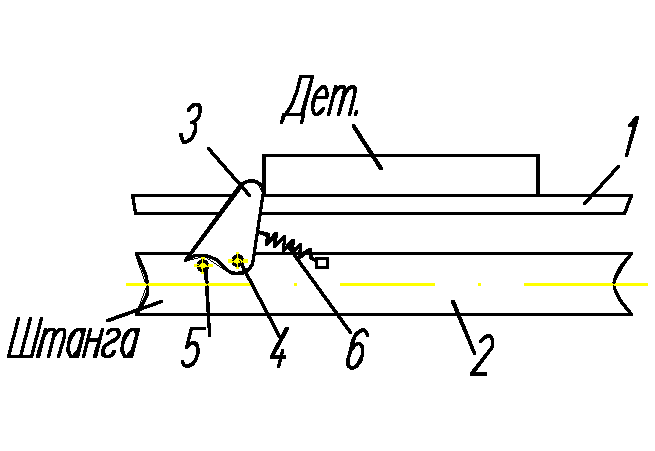
Όταν η ράβδος μετακινείται κατά την τιμή S, τα εξαρτήματα μετατοπίζονται στην επόμενη θέση εργασίας με τη βοήθεια των ποδιών 3. Περαιτέρω, μετά τη στερέωση και τη σύσφιξη του εξαρτήματος, πραγματοποιείται η επεξεργασία. η ράβδος επιστρέφει στην αρχική της θέση, ενώ το πόδι 3, αλληλεπιδρώντας με το επόμενο τμήμα, περιστρέφεται στον άξονα 4, συμπιέζοντας το ελατήριο 6 και γλιστρά κάτω από το τμήμα, και στη συνέχεια το πόδι 3, υπό τη δράση του ελατηρίου, πιάνει στη θέση εργασίας και είναι έτοιμο για επαναλαμβανόμενους κύκλους.
"+" Απλότητα σχεδίασης, ευκολία κίνησης της ράβδου
"-" Περιορισμένη ταχύτητα κινούμενων μερών, επειδή σε χαμηλές ταχύτητες, το εξάρτημα γλιστρά προς την κατεύθυνση υπό τη δράση των δυνάμεων αδράνειας.
2. Ράβδος μεταφορέας με σημαίες.
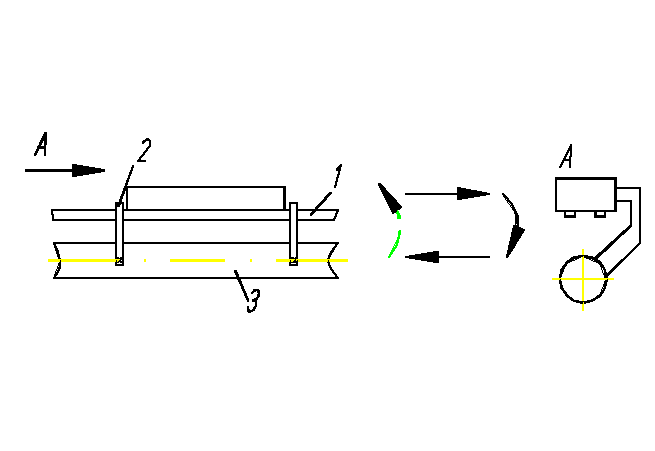
1 - οδηγοί, 2 - σημαίες, 3 - ράβδοι
Η μπάρα εκτελεί παλινδρομικές και παλινδρομικές περιστροφικές κινήσεις, ενώ το τμήμα καλύπτεται από σημαίες με κάποιο διάκενο.
«+»: επιτρέπονται αυξημένοι όγκοι μεταφοράς, γιατί Η ολίσθηση των εξαρτημάτων δεν υπερβαίνει την τιμή του κενού με σημαία.
"-" : Πιο εξελιγμένη κίνηση μπούμας.
3. Οι μεταφορείς αρπάγης είναι συσκευές διαφόρων σχεδίων που λειτουργούν σύμφωνα με τον ακόλουθο κύκλο:
ανύψωση εξαρτημάτων από οδηγούς. 2 - μετακίνηση στην επόμενη θέση εργασίας. 3 - κατέβασμα του εξαρτήματος στους οδηγούς. 4 - επιστροφή των εξαρτημάτων στην αρχική τους θέση από την ίδια τη συσκευή.
"+" - καμία φθορά των οδηγών, αυξημένη ακρίβεια μηχανικής κατεργασίας
«-« - περιορισμός στη μάζα των εξαρτημάτων. Η τιμή του S είναι αρκετά μεγάλη και μπορεί να φτάσει αρκετά μέτρα. Επομένως, υπάρχουν προβλήματα στην κατασκευή του χιτωνίου του υδραυλικού κυλίνδρου μετάδοσης κίνησης, συνιστάται η χρήση του μηχανισμού διπλασιασμού της διαδρομής της ράβδου. Το γραμμικό του διάγραμμα έχει ως εξής:
Β-23 2η όψη: Διαμήκης μεταφορά
Ο μεταφορέας βρίσκεται έξω από τη γραμμή των μηχανών. Τα μέρη μεταφέρονται σε απλούστερη μορφή - σε δίσκο. Η κίνηση των εξαρτημάτων πραγματοποιείται κατά διαστήματα για το μήκος ενός μέρους. Μια συσκευή για την τροφοδοσία του εξαρτήματος στο μηχάνημα είναι τοποθετημένη σε κάθε μηχανή.
"+" - η δυνατότητα κάλυψης πολλών μηχανών
"-" - καταλαμβάνει επιπλέον την περιοχή κάτω από τον μεταφορέα.
3 προβολή. Κορυφαία μεταφορά.
Στην αυτοματοποιημένη παραγωγή, η αρχή της εξοικονόμησης χώρου εφαρμόζεται με την τοποθέτηση συσκευών μεταφοράς πάνω από τα μηχανήματα, αυτό ονομάζεται top transport, και με το όνομα του τρόλεϊ που μεταφέρει τα εξαρτήματα, ονομάζεται επίσης rainer.
![]()
Τα τρόλεϊ κινούνται σε κατευθύνσεις με τη μορφή πύλης χρησιμοποιώντας μια κοινή αλυσίδα έλξης χρησιμοποιώντας κυλίνδρους. Ο αριθμός των καροτσιών είναι ίσος με τον αριθμό των αυτόματων μηχανών γραμμής. Το καρότσι παρέχεται με 2 υδραυλικούς κυλίνδρους. 1 παρέχει ανύψωση και κατέβασμα εξαρτημάτων, 2 - σύσφιξη και αποσύνδεση εξαρτημάτων. Κάθε καρότσι πληροί έναν τυπικό κύκλο λειτουργίας. Οι μεταβάσεις 7 και 8 προβλέπουν την επιστροφή του τρόλεϊ στην αρχική του θέση, δηλ. το τρόλεϊ εξυπηρετεί 2 διπλανά μηχανήματα της αυτόματης γραμμής. "+" - εξοικονόμηση χώρου παραγωγής και η πληρέστερη χρήση του όγκου παραγωγής.
«-« - περιορισμός χωρητικότητας φορτίου.
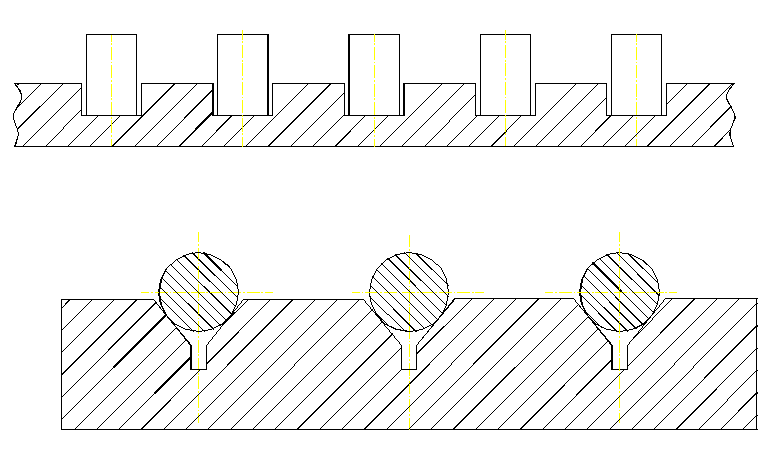
B-24 Δίσκοι ως το απλούστερο μέσο μεταφοράς εξαρτημάτων. Η συσκευή για το πέρασμα του εξαρτήματος κατά μήκος του δίσκου.
Η απλούστερη συσκευή για τη μεταφορά ενός εξαρτήματος από μηχανή σε μηχανή είναι οι δίσκοι-εξαρτήματα που κινούνται με το δικό τους βάρος. Εάν το εξάρτημα κινείται χωρίς περιστροφή, τότε μια τέτοια συσκευή ονομάζεται ολίσθηση.
Δίσκοι "-": όταν τα εξαρτήματα μετακινούνται, χάνουν το ύψος τους, στις αυτόματες γραμμές, η συχνότητα παρέχεται από ανυψωτικά μέρη.
Υπάρχουν δύο τύποι δίσκων:
1) ανοιχτοί δίσκοι
2) κλειστό - καθίσταται δυνατή η κλίση του εξαρτήματος κατά 90 ή 180 μοίρες.
1) Γωνία κλίσης δίσκων - από 15 έως 20 μοίρες. το μήκος του δίσκου δεν είναι περιορισμένο.
Κατά το σχεδιασμό τέτοιων δίσκων, ο κατασκευαστής ρυθμίζεται από την κατάσταση του τμήματος που διέρχεται, δηλ. το εξάρτημα πρέπει να περάσει από το δίσκο χωρίς να χάσει τον προσανατολισμό του.
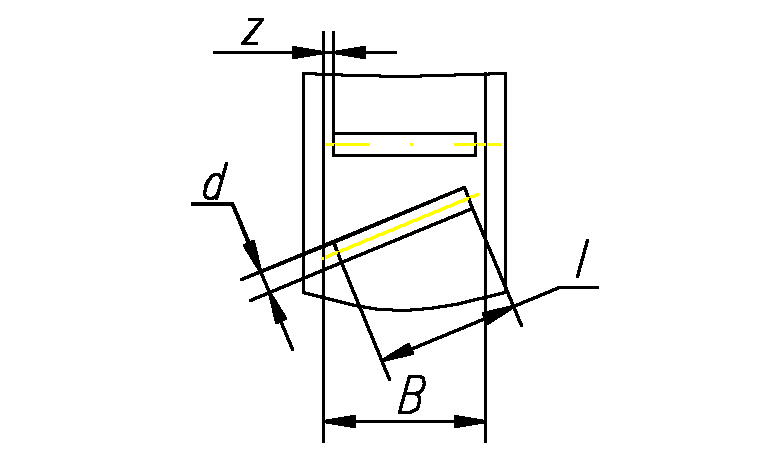
Για να διασφαλιστεί η αξιόπιστη μεταφορά του εξαρτήματος, είναι απαραίτητο να πληρούνται οι παραπάνω προϋποθέσεις και το μέγεθος του κενού z μεταξύ της ακραίας όψης του εξαρτήματος και του τοιχώματος του δίσκου επιλέγεται από τον σχεδιαστή με βάση την ονομαστική διάμετρο του εξαρτήματος .
Το παραπάνω μειονέκτημα των δίσκων εξαλείφεται χρησιμοποιώντας πνευματικοί δίσκοι. Η εργασία τους βασίζεται στην επίδραση της εμφάνισης ενός κενού αέρα μεταξύ του δίσκου και του εξαρτήματος. Για την τροφοδοσία τέτοιων δίσκων, χρησιμοποιείται πεπιεσμένος αέρας, ο οποίος εξαντλείται σε πνευματικούς κυλίνδρους. Η γωνία κλίσης μειώνεται από 1-3 μοίρες, επιπλέον, μπορούν επίσης να μεταφερθούν επίπεδα μέρη.
"-" - η αδυναμία μεταφοράς εξαρτημάτων με τρύπες ή αυλακώσεις.
Ο αέρας παρέχεται σε κάθε κλειστή κοιλότητα χωριστά. Διάμετρος οπής - από 1 έως 1,5 mm.
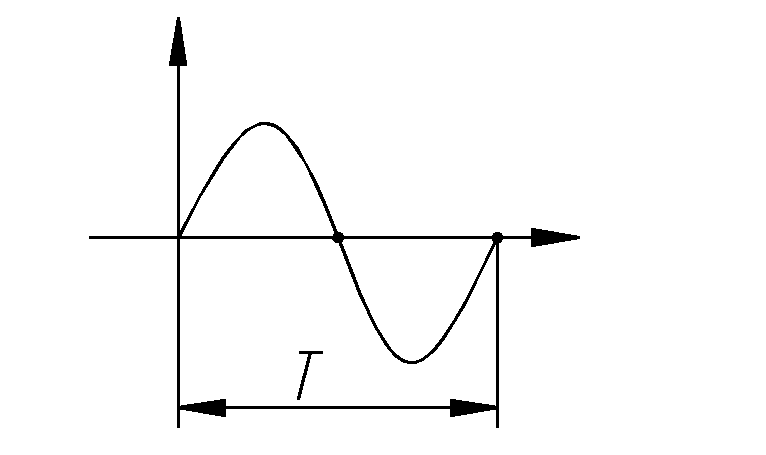
Υπάρχει άλλος τύπος δίσκων - δονούμενοι δίσκοι. Χαρακτηριστικό τους είναι η κίνηση του εξαρτήματος χωρίς απώλεια ύψους, επιπλέον είναι δυνατή η μετακίνηση του εξαρτήματος με ανάβαση. Η αρχή λειτουργίας είναι παρόμοια με το vibrobunker.
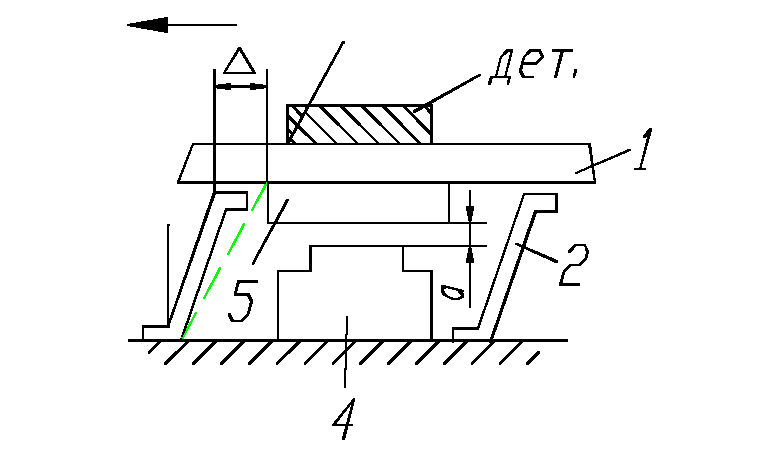
1 δίσκος (οριζόντια)
2-ελαστικά κεκλιμένα στηρίγματα στερεωμένα σε σταθερή βάση-3, υπό γωνία Β=20 μοίρες
Κίνηση 4 δίσκων, που τροφοδοτείται από ένα συμβατικό βιομηχανικό δίκτυο με f=50Hz
5-άγκυρα στερεωμένη στο δίσκο.
Η λειτουργία της συσκευής πραγματοποιείται σε δύο βασικά στάδια:
1) όταν η άγκυρα 5(a=0) έλκεται, τα στηρίγματα δέχονται μια πρόσθετη γωνία κλίσης γ και ο δίσκος χαμηλώνει κατά την τιμή του καθορισμένου κενού, ενώ το τμήμα, που έχει μια ορισμένη μάζα, υπό την επίδραση αδράνεια, υστερεί σε σχέση με το δίσκο. Το τμήμα πέφτει πάνω στον αγωγό με μια μετατόπιση δέλτα που προκαλείται από την πρόσθετη κίνηση του αγωγού προς τα δεξιά.
2) στην τιμή του εναλλασσόμενου ρεύματος = 0, ο οπλισμός διακόπτεται υπό την επίδραση ενός ελαστικού στηρίγματος και ο δίσκος επιστρέφει στην αρχική του θέση, έτσι το εξάρτημα είναι έλαβε 1 στοιχειώδη θέση.
Υπάρχουν δύο τρόποι λειτουργίας:
1) συνεχής
2) με το τμήμα αποσπασμένο από το δίσκο (μεγαλύτερος όγκος μεταφοράς) Η συχνότητα λειτουργίας f αυτής της συσκευής είναι 100Hz.
Lр.х=30mm/s
B-25 Συστήματα μεταφοράς για αφαίρεση τσιπς από τη ζώνη κοπής και από εργαλειομηχανές
Δίνεται ιδιαίτερη προσοχή στα βοηθητικά συστήματα αυτού του τύπου στην αυτοματοποιημένη παραγωγή, γιατί. Ο αποτελεσματικός καθαρισμός της ζώνης κοπής εξαρτάται αποτελεσματική εργασίαΩς εκ τούτου, αναπτύσσονται συσκευές για τρεις σκοπούς για αυτόματες γραμμές:
Συσκευές για τη σύνθλιψη των τσιπς απευθείας στη διαδικασία κοπής
Συσκευές αφαίρεσης τσιπ εργαλείων
Συσκευές ή μεταφορείς για την αφαίρεση τσιπ από εργαλειομηχανές σε μια γενική συλλογή καταστημάτων.
Αυτές οι συσκευές είναι αρκετά διαφορετικές ως προς το σχεδιασμό και την αρχή λειτουργίας. Η μέθοδος αφαίρεσης των τσιπς από τη ζώνη κοπής καθορίζεται από:
Επεξεργασία εξαρτημάτων από χυτοσίδηρο: Επεξεργάζονται τσιπς που μοιάζουν με λεπτή σκόνη με εγκλείσματα γραφίτη,
υλικό τεμαχίου εργασίας
Τύπος τσιπ
Καθαρισμός επίπεδων επιφανειών μετά την επεξεργασία
Επεξεργασία εξαρτημάτων από ελαφριά μη μαγνητικά κράματα, ενώ επεξεργάζεται ελαφριά μη μαγνητικά τσιπ
Επεξεργασία εξαρτημάτων με σχηματισμό τσιπς αποστράγγισης Όταν σχηματίζεται ένα τσιπ αποστράγγισης, μπορεί να αφαιρεθεί μέσω του σωλήνα εξόδου, ανάβοντας περιοδικά τις ηλεκτρικές περιελίξεις 1,2 κ.λπ., ενώ εμφανίζονται πρόσθετες μαγνητικές ενώσεις που μπορούν να μετακινήσουν τα τσιπ.
Αφαίρεση τσιπ κατά τη διάνοιξη τυφλών οπών σε τεμάχια εργασίας από σιδηρομαγνητικά υλικά.
Η μέθοδος εφαρμόζεται με την ενεργοποίηση της ισχύος αυτής της περιέλιξης τη στιγμή που το τρυπάνι βρίσκεται στη θέση εργασίας. Όταν εκτελείτε μια γρήγορη ανάκληση, τα τσιπ παρασύρονται από το τρυπάνι λόγω της μαγνήτισης του τρυπανιού. Όταν η τροφοδοσία είναι απενεργοποιημένη, τα τσιπ αποκολλώνται από το τρυπάνι λόγω φυγόκεντρων δυνάμεων. Για την αφαίρεση των τσιπς από τις εργαλειομηχανές, η διάταξη των κρεβατιών, είτε κεκλιμένη είτε κάθετη, έχει διαδοθεί πρόσφατα. Τα κρεβάτια είναι εξοπλισμένα με ειδικά ανοίγματα όπου είναι εγκατεστημένοι οι μεταφορείς εκκένωσης.
6 Υπάρχει μια κινηματική μέθοδος θραύσης τσιπ. Τα τσιπ αποστράγγισης μπορούν να τεμαχιστούν εάν το εργαλείο τροφοδοτείται κατά διαστήματα.
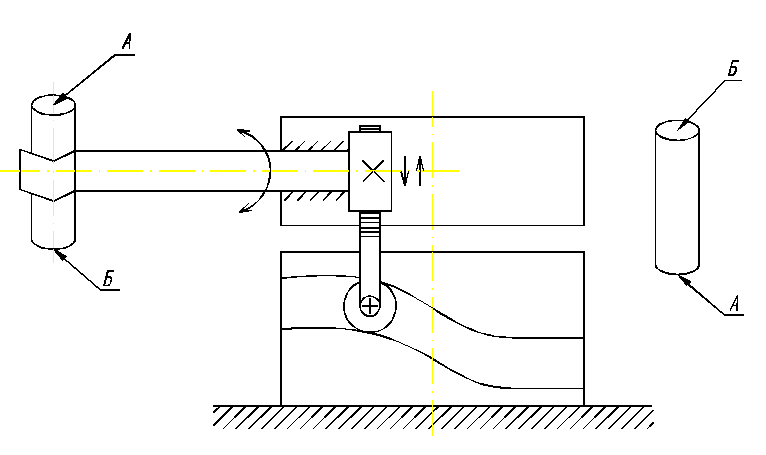
B-26 Δορυφορική και μη δορυφορική μέθοδος μεταφοράς του εξαρτήματος.
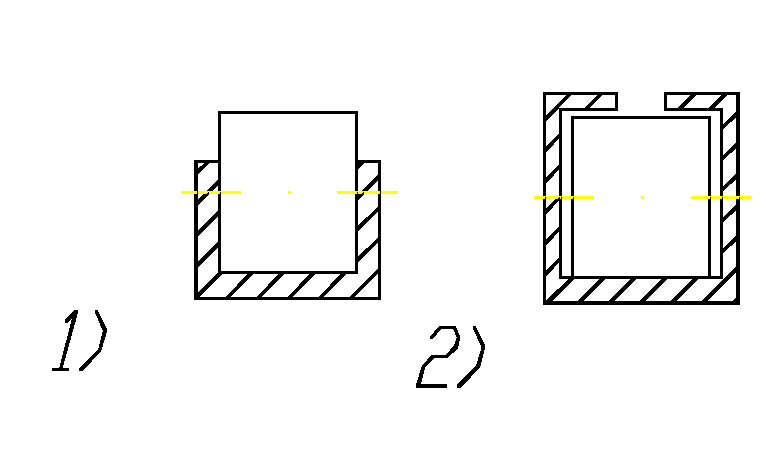
Στις αυτόματες γραμμές, η μεταφορά των εξαρτημάτων εξαρτάται από το σχήμα και το μέγεθός τους. Τα απλά μέρη μπορούν να μεταφερθούν σε πολλά κομμάτια σε απλές προσαρμοσμένες παλέτες, ενώ το μέρος μεταφέρεται χωρίς στερέωση σε ειδικές φωλιές.
Παλέτες σε δύο θέσεις:
1. 1) με κατακόρυφο άξονα, αν ο λόγος του μήκους l προς d<=3 (диски, фланцы)
2) l/d >3 – με οριζόντιο άξονα (άξονες)
2. Για τμήματα πιο σύνθετου σχήματος, που δεν έχουν σταθερή θέση κατά την επεξεργασία, αναπτύσσονται ειδικές δορυφορικές συσκευές. Η ιδιαιτερότητά τους: το τμήμα είναι στερεωμένο σε ένα εξάρτημα - ένα σύντροφο με συνεχή ενίσχυση του σφιγκτήρα. Ο δορυφόρος είναι εξοπλισμένος με έναν αυτόματο μηχανισμό σύσφιξης του εξαρτήματος, ο οποίος του επιτρέπει να κινείται δεκάδες μέτρα σε όλο το τμήμα. Ο δορυφόρος χρησιμοποιείται τόσο στην επεξεργασία εξαρτημάτων όσο και στη μεταφορά, επιπλέον, είναι δυνατές και λειτουργίες ελέγχου. Τα εξαρτήματα αποθηκεύονται σε αυτοματοποιημένες αποθήκες μαζί με τον δορυφόρο. Οι δορυφόροι παρέχουν αυξημένη ακρίβεια επεξεργασίας, όπως χρησιμοποιούνται αρχές επιμονής βάσεων. Ένα σημαντικό καθήκον είναι να διασφαλιστεί η απαραίτητη ακρίβεια για τη στερέωση του ίδιου του δορυφόρου. Αυτή η ακρίβεια είναι διαφορετική, για παράδειγμα, σε ενδιάμεσες θέσεις, ο αυτόματος μηχανισμός χρησιμοποιεί τρεις τρόπους για να στερεώσει τη δορυφορική πλάκα:
1) στερέωση σε κινητό κυλινδρικό δάκτυλο (λιγότερο ακριβές)
2) Σε κινητό κωνικό συγκρατητήρα (ακριβέστερο).
3) Σε σταθερό κωνικό συγκρατητήρα (ακριβέστερα)
4) Χρησιμοποιείται σε θέσεις εργασίας (για παράδειγμα, στο τραπέζι του μηχανήματος) - στερέωση της δορυφορικής πλάκας στη γωνία συντεταγμένων.
Επί του παρόντος, δύο τυπικά μεγέθη πλακών παράγονται μαζικά: 500x500mm, 630x630. Με βάση τις διαστάσεις του τεμαχίου εργασίας, επιτρέπονται μειωμένες διαστάσεις των πλακών. Η δορυφορική πινακίδα παρέχεται με ειδική γραμμή κωδικών. Σκοπός του είναι να κωδικοποιήσει τον δορυφόρο και να στερεώσει το εξάρτημα σε αυτόν, κυρίως για παραγωγή πολλαπλών προϊόντων.
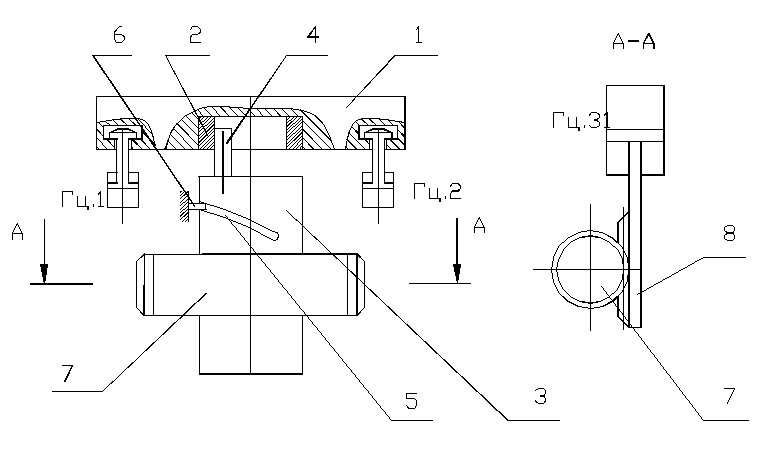
1 - δορυφορική πλάκα
2 - σταθερό μανίκι
3 - μάνδαλο
4 - το τμήμα εργασίας του μάνδαλου εκτελείται έκκεντρα
5 - κυρτή αυλάκωση που γίνεται στο μάνδαλο
6 - σταθερό στοπ περιλαμβάνεται σε αυτό το αυλάκι
7 - γραναζωτός τροχός στερεωμένος στο μάνδαλο
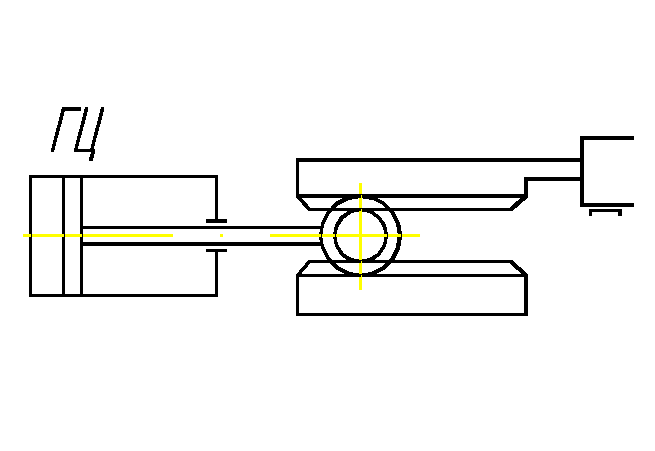
8 - σχάρα ταχυτήτων τοποθετημένη στη ράβδο GTs2.
Υπάρχουν στοιχεία σύσφιξης (9) συνδεδεμένα με τις ράβδους HZ.
Η δορυφορική πλάκα φέρεται στη θέση εργασίας με τέτοιο τρόπο ώστε τα στοιχεία σύσφιξης στην επάνω θέση να εισέρχονται στις υποδοχές T. Μετά από αυτό, το GC2 περιλαμβάνεται στην εργασία. Χάρη σε αυτή τη γραμμική αλυσίδα, αρχίζει η περιστροφή του μάνδαλου, ενώ, χάρη στο στοπ 6 και το αυλάκι 5, το μάνδαλο επεκτείνεται. Καθώς το μάνδαλο περιστρέφεται περαιτέρω, το τμήμα εργασίας του 4 μέσω του χιτωνίου 2 πιέζει την πλάκα με το στοιχείο βάσης περαιτέρω. σε λειτουργία του GTs1, το οποίο παρέχει σύσφιξη της πλάκας.
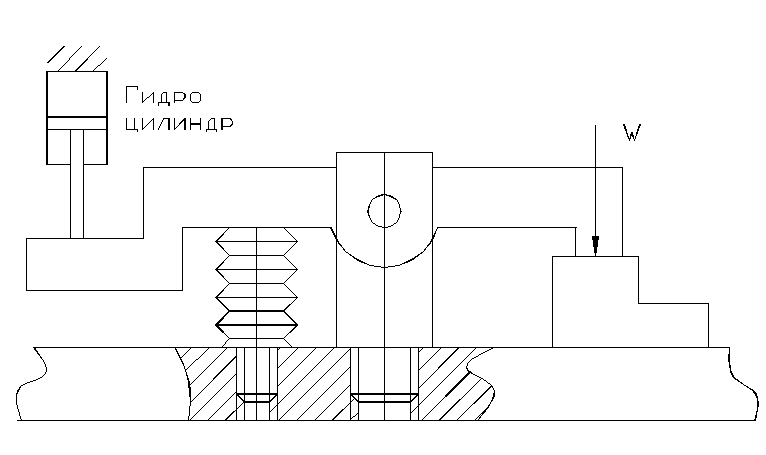
Η δύναμη σύσφιξης του τεμαχίου W αναπτύσσεται μέσω μιας συσκευασίας δισκοειδών ελατηρίων. Για την απελευθέρωση του εξαρτήματος από το W, χρησιμοποιείται το HC.
B-28 Αυτοματοποιημένες συσκευές φόρτωσης για αυτόματες γραμμές
Η αυτοματοποίηση της φόρτωσης του εξοπλισμού είναι το πιο σημαντικό έργο ενός έργου αυτοματισμού, επομένως, κατά κανόνα, η ανάπτυξη τέτοιων συσκευών πραγματοποιείται για ένα συγκεκριμένο τεμάχιο εργασίας. Εξαίρεση αποτελεί η χρήση βιομηχανικών ρομπότ με λαβή.
Συρόμενες πύλες - για επίπεδα και κυλινδρικά μέρη
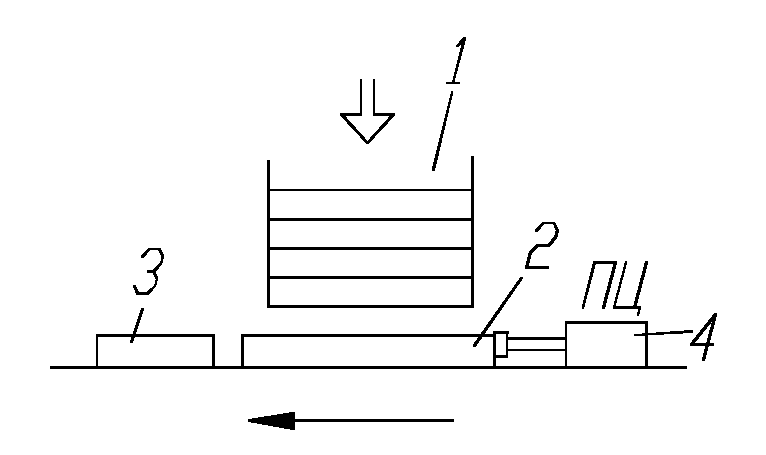
1 - μια κασέτα όπου αποθηκεύεται ένα απόθεμα κενών.
2 - πύλη - εκτελεί το ρόλο της τροφοδοσίας του τεμαχίου εργασίας 3 είτε στη μηχανή είτε στη θέση φόρτωσης. Η πύλη είναι κατασκευασμένη σύμφωνα με τις διαστάσεις του εξαρτήματος και έτσι συγκρατεί τη στήλη των κενών.
"+" - απλότητα σχεδιασμού
"-" - ένας μικρός όγκος της κασέτας, επειδή. μπορεί να χάσει την ψυχραιμία της
Μνήμη καταστήματος - η παρουσία ενός κεκλιμένου δίσκου και του λεγόμενου μηχανισμού έκδοσης κομμάτι-κομμάτι. Τα μέρη στο δίσκο στοιβάζονται με τακτοποιημένο τρόπο. Απαιτείται πρόσθετη λειτουργία τοποθέτησης.
1 - δίσκος?
2 - κόπτες του μηχανισμού παράδοσης τεμαχίου.
3 - αρθρωτή ράβδος στερέωσης.
4 - bar drive
"-" - είναι απαραίτητο να τοποθετήσετε εκ των προτέρων εξαρτήματα. ένα μικρό απόθεμα από κενά στο δίσκο
"+" - ένα αρκετά απλό σχέδιο.
Αποθήκευση περιοδικού-αποθήκη - ένας κάδος για την αποθήκευση εξαρτημάτων προστίθεται στον υπάρχοντα συμβατικό χώρο αποθήκευσης περιοδικών
αναδευτήρας - ένα εξάρτημα στο οποίο μεταδίδονται κινήσεις παλινδρόμησης από τον κινητήρα. σχεδιασμένο να καταστρέφει το σύνολο των εξαρτημάτων στην έξοδο του καταφυγίου.
δίσκος εξόδου?
"+" - αυξημένη χωρητικότητα. Οι συσκευές αποθήκευσης έχουν σχεδιαστεί ως προς τη χωρητικότητα για 8 ή 4 ώρες λειτουργίας του μηχανήματος
"-" - η ανάγκη για τακτοποιημένο στυλ.
Μνήμη αποθήκης - για μέρη απλού σχήματος και, κατά κανόνα, μικρής μάζας.
1 - δίσκος εξόδου, κατά μήκος του οποίου τα εξαρτήματα μετακινούνται ένα προς ένα στη θέση εργασίας. 2 - καταφύγιο? 3 - η πύλη που κινείται κάθετα. 4 - προσανατολιστής.
Κατά τη λειτουργία της αποθήκης, το επόμενο τμήμα συλλαμβάνεται από την πύλη και ανεβαίνει στην άκρη της αποθήκης. Εάν δεν έχει τοποθετηθεί σωστά, μπορεί. επαναπροσανατολιστεί ή απορρίφθηκε πίσω στο καταφύγιο.
"+" - αυξημένη χωρητικότητα της αποθήκης. τα εξαρτήματα μπορούν να φορτωθούν τυχαία.
"-" - οι λεπτομέρειες είναι πολύ απλές.
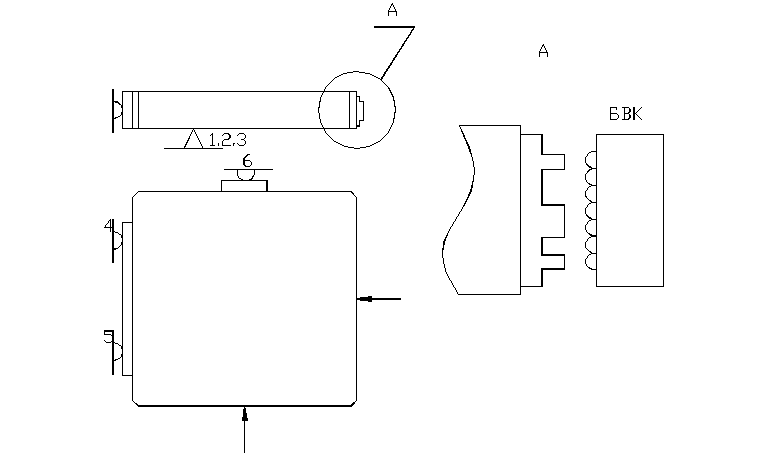
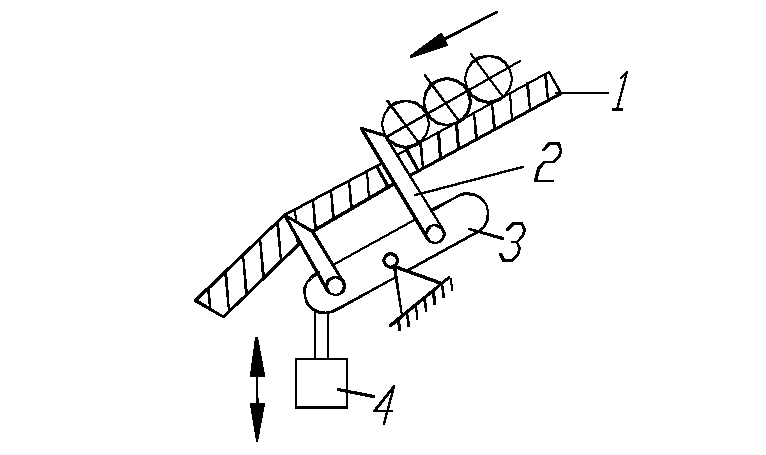
Β-29 vibrobunker
– η λειτουργία του βασίζεται στη δημιουργία παλινδρομικών-στρεπτικών κραδασμών της λεκάνης αποθήκης σε σχέση με τον κατακόρυφο άξονα λόγω της παραμόρφωσης των ελαστικών κεκλιμένων στηριγμάτων που συνδέουν το μπολ bunker με τις βάσεις.
1 - ένα κυλινδρικό μπολ στο οποίο κατασκευάζεται ένας σπειροειδής δίσκος μέσα ή έξω.
2 - ελαστικά κεκλιμένα στηρίγματα, που λειτουργούν παρόμοια με ένα δονούμενο δίσκο.
3 - βάση (μαζική)
4 - βάσεις κραδασμών (απομόνωση εξοπλισμού από τον δονητή).
5 – ηλεκτρομηχανική κίνηση κραδασμών.
6 - άγκυρα, στερεωμένη άκαμπτα στο μπολ.
Η συσκευή περιέχει ένα δίσκο εκκένωσης, στον οποίο εκτελείται ο μηχανισμός προσανατολισμού του εξαρτήματος με τη μορφή μιας συμβατικής αυλάκωσης. Οι μηχανισμοί προσανατολισμού εξαρτημάτων μπορούν επίσης να βρίσκονται στον σπειροειδή δίσκο, η λανθασμένη θέση των εξαρτημάτων ρίχνεται στο μπολ. Αυτή η συσκευή εκτελεί μια πρόσθετη λειτουργία, π.χ. παρέχει ανύψωση του εξαρτήματος σε ύψος, κάτι που είναι θετικός παράγοντας.
Σε συνδυασμό με τέτοιες συσκευές, χρησιμοποιείται μια πρόσθετη συσκευή που ονομάζεται prebunker. Αντιπροσωπεύει μια κωνική χοάνη τοποθετημένη σε ξεχωριστά άκαμπτα στηρίγματα. Σε αυτή την περίπτωση, το απόθεμα των κενών στο bunker μπορεί να είναι αυξήθηκε αρκετές φορές. Τα μπιγιέτα χύνονται τόσο στο μπολ bunker όσο και στο prebunker. Από το prebunker, όπως χρειάζεται, εισέρχεται στο κύριο μπολ, επομένως η χρήση άκαμπτων πρόσθετων στηρίξεων σάς επιτρέπει να αντιλαμβάνεστε ολόκληρη τη μάζα πρόσθετων κενών.
Ο αγωγός τροφοδοσίας τέτοιων συσκευών πρέπει είτε να έχει στοπ του τεμαχίου εργασίας ή η τροφοδοσία πρέπει να μετακινείται απευθείας στο μηχάνημα μέσω ενός σωληνωτού αγωγού. Τοποθετείται στο σημείο που έπεσε το εξάρτημα. Για να εξασφαλιστεί μεγαλύτερος ρυθμός τροφοδοσίας του εξαρτήματος και αξιοπιστία λειτουργίας, πεπιεσμένος αέρας διοχετεύεται σε αυτόν τον δίσκο.
Β-30 Αυτοματοποίηση εργασιών συναρμολόγησης. Συνθήκες εκτέλεσης συναρμολόγησης, σπειρώματα. Δομικό διάγραμμα ενός βιομηχανικού ρομπότ
Προβλήματα που προκύπτουν κατά την αυτοματοποίηση των εργασιών συναρμολόγησης
Σε αντίθεση με τη μηχανική επεξεργασία, η διαδικασία αυτόματης συναρμολόγησης είναι πιο περίπλοκη, γιατί. υπάρχουν ορισμένα συγκεκριμένα προβλήματα.
1) Εξασφάλιση μιας δεδομένης απόδοσης διεργασίας σε ανταγωνισμό με έναν συμβατικό συναρμολογητή εργασίας, που έχει ένα ορισμένο πλεονέκτημα, επειδή η διαδικασία συναρμολόγησης χαρακτηρίζεται από πολύ απλές κινήσεις.
2) Εξασφάλιση της ακρίβειας του σχετικού προσανατολισμού των εξαρτημάτων πριν από τη σύνδεσή τους. Αυτή η ακρίβεια μπορεί να φτάσει τα εκατοστά του mm.
3) Μεγάλη ποικιλία ανταλλακτικών που περιλαμβάνονται στο προϊόν. Σε αυτή την περίπτωση, είναι απαραίτητο να σχεδιαστούν καθολικά μέσα τεχνολογικού εξοπλισμού, επειδή το αντικείμενο μπορεί να διαφέρει σε μέγεθος και υλικά.
Η ασυνέπεια του σχήματος πολλών εξαρτημάτων που εισέρχονται στο συγκρότημα.
Όλα αυτά τα προβλήματα αποτελούν περιοριστικό παράγοντα στη διαδικασία αυτοματισμού. Από τα αναφερόμενα προβλήματα, το πρόβλημα της ακρίβειας είναι σημαντικό· πραγματοποιείται ανάλυση των διαστάσεων σχέσεων μιας δεδομένης θέσης εργασίας συναρμολόγησης. Ο κρίκος κλεισίματος της αλυσίδας διαστάσεων είναι το λεγόμενο ολικό σφάλμα της ασυμφωνίας μεταξύ των αξόνων των δύο συναρμολογημένων μερών. Αυτό το σφάλμα υποδεικνύεται. Μεγάλη σημασία για την ακρίβεια αυτής της διαδικασίας είναι η μέθοδος παράδοσης του εξαρτήματος στη θέση συναρμολόγησης και οι ειδικές κινήσεις επαναπροσανατολισμού που εξασφαλίζουν την ευθυγράμμιση των αξόνων. Τα μέσα παράδοσης των ανταλλακτικών μπορεί να είναι. παραδοσιακός. Αυτές οι συσκευές λειτουργούν σύμφωνα με τις ακόλουθες μεθόδους:
Η μέθοδος της παθητικής προσαρμογής, όταν ένα από τα μέρη στη θέση συναρμολόγησης παίρνει μια δεδομένη θέση με τη βοήθεια ενός ειδικού μηχανισμού που αντισταθμίζει ελαστικά το καθορισμένο σφάλμα.
Η μέθοδος ενεργητικής προσαρμογής, η οποία συνίσταται στη μέτρηση των δυνάμεων και των ροπών που εμφανίζονται κατά τη συναρμολόγηση των εξαρτημάτων με τη χρήση ειδικών αισθητήρων και στη συνέχεια στην εκτέλεση μιας κίνησης υπορύθμισης. Η μέθοδος είναι αρκετά περίπλοκη, χρησιμοποιείται πολύ λιγότερο συχνά.
Συναρμολόγηση χρησιμοποιώντας κινήσεις αναζήτησης, όταν σύνθετες κινήσεις κοινοποιούνται σε ένα από τα μέρη μέχρι να βυθιστεί στην οπή του αντίστοιχου.
Δημιουργία χαοτικών κινήσεων. Για παράδειγμα, χρησιμοποιώντας πνευματικές κεφαλές.
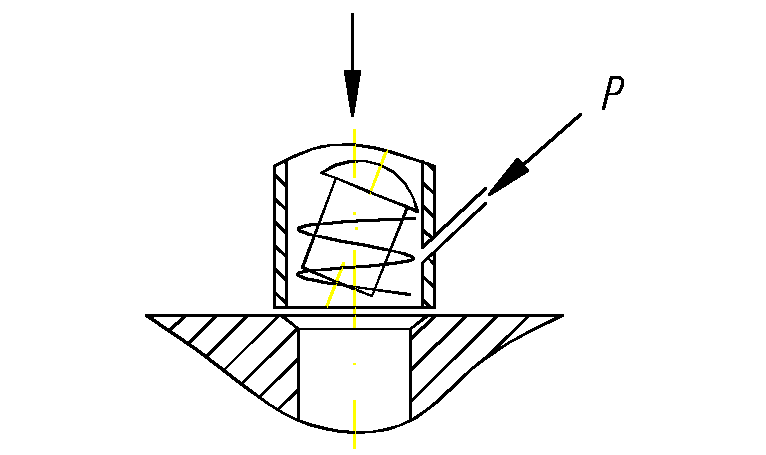
Δημιουργία συσκευών που εξασφαλίζουν την κίνηση του εξαρτήματος κατά μήκος μιας δεδομένης καμπύλης, πιο συχνά σε μια σπείρα.
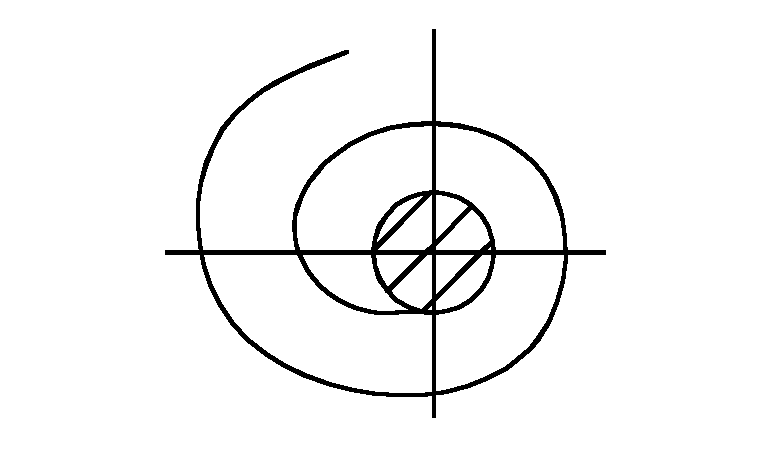
Το 3.2 χαρακτηρίζεται από αρνητικά χαρακτηριστικά: αυξημένος χρόνος για τη σύνδεση εξαρτημάτων. απλές λεπτομέρειες προσφέρονται για τη μέθοδο.
Β-31 Δομικό διάγραμμα και λειτουργία βιομηχανικού ρομπότ συναρμολόγησης
Για εργασίες συναρμολόγησης, τα μοντέλα PR έχουν αναπτυχθεί ειδικά. Ένα τέτοιο PR χαρακτηρίζεται από αυξημένη ακρίβεια θέσης, δυνατότητα αλλαγής συσκευών λαβής, συμπεριλαμβανομένης της αυτόματης λειτουργίας.
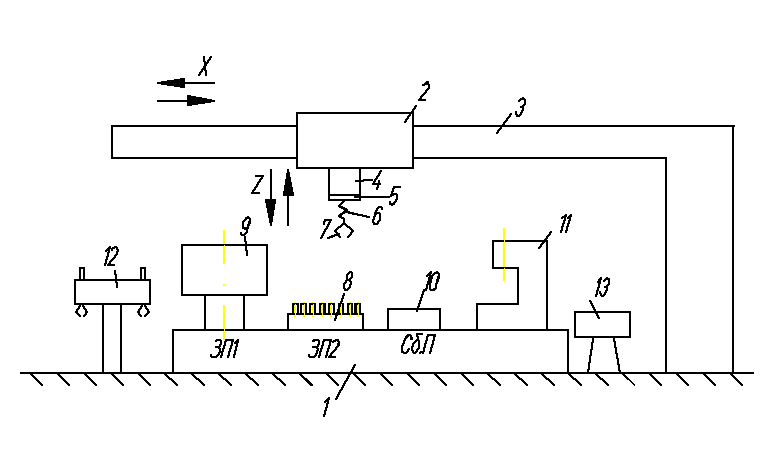
1 - επιφάνεια εργασίας που εξυπηρετεί το PR.
2 - Τύπος πύλης PR.
3 - πύλη με οδηγούς.
4 - PR χεριών.
5 - ένας αισθητήρας απτικών πληροφοριών, σχεδιασμένος να προσδιορίζει τις δυνάμεις συναρμολόγησης που εμφανίζονται μεταξύ 2 συνδεδεμένων μερών.
6- ελαστικός αντισταθμιστικός μηχανισμός.
7 - συσκευή λαβής.
8 - κασέτα με εξαρτήματα. Το χαρακτηριστικό του είναι η προσανατολισμένη θέση των εξαρτημάτων σε αυτό.
9 - τροφοδότης για την παροχή απλούστερων εξαρτημάτων.
10 - βασικό εξάρτημα συναρμολόγησης, σχεδιασμένο για τη στερέωση των εξαρτημάτων βάσης, π.χ. το εξάρτημα που έφτασε για πρώτη φορά στη θέση συναρμολόγησης. Τα υπόλοιπα μέρη που περιλαμβάνονται στη μονάδα συλλογής ονομάζονται προσαρτημένα.
11 - μια τεχνολογική συσκευή σχεδιασμένη να πραγματοποιεί συνδέσεις με εγγυημένη στεγανότητα. Ο μηχανισμός του ίδιου του ρομπότ δεν έχει δυνατότητες συμπίεσης.
12 - τραπέζι για εναλλάξιμες λαβές.
13 - οθόνη.
Τα OL είναι προγραμματισμένα να εκτελούν έναν τυπικό κύκλο εργασίας που θα επαναλαμβάνεται όσες φορές απαιτείται για τη συναρμολόγηση μιας ολόκληρης διάταξης ή μιας παρτίδας συγκροτημάτων. Το σχήμα του κύκλου εργασίας έχει ως εξής:
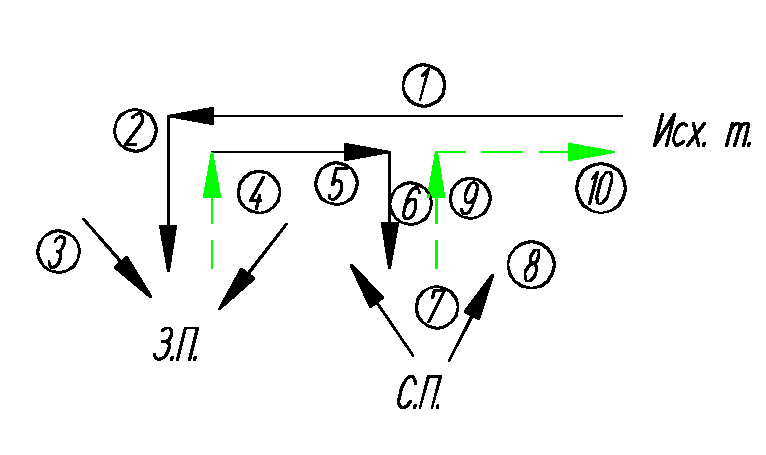
1 - μετακίνηση στη θέση φόρτωσης.
2 – κατέβασμα της συσκευής λαβής στο RFP.
3 - αποτύπωση λεπτομέρειας
4 - σηκώστε για να αφαιρέσετε το εξάρτημα από την κασέτα.
5 - μετακίνηση στη θέση συναρμολόγησης.
6 - μείωση της μνήμης στην κοινοπραξία.
7 - η υλοποίηση της σύνδεσης εξαρτημάτων.
8 - εξαρτήματα αποσφράγισης.
9.10 - επιστροφή στο σημείο εκκίνησης.
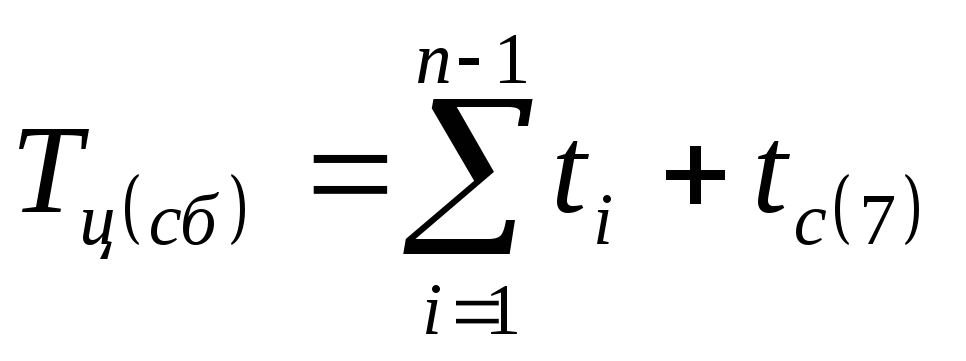
Η διάρκεια του κύκλου εργασίας είναι το άθροισμα του χρόνου όλων των βοηθητικών μεταβάσεων, όπου i είναι ο αριθμός μετάβασης, n είναι ο συνολικός αριθμός μεταβάσεων σε αυτόν τον κύκλο εργασίας. tc - ο κύριος χρόνος που δαπανάται για τη σύνδεση εξαρτημάτων. Η ταχύτητα της σύνδεσης, κατά κανόνα, είναι 3 φορές μικρότερη από τον όγκο όλων των επιταχυνόμενων βοηθητικών κινήσεων.
Κατά την εκτέλεση εργασιών συναρμολόγησης, μπορεί να προκύψουν οι λεγόμενες αστοχίες, οι οποίες συνοδεύονται από εμπλοκή εξαρτημάτων. Κρίνουμε την αστοχία με τη λειτουργία του αισθητήρα 5, υποδεικνύει ότι η δύναμη συναρμολόγησης έχει φτάσει ή υπερβαίνει την επιτρεπόμενη τιμή. Η αποτυχία μπορεί να συμβεί για 2 λόγους.
Παραλήφθηκε ένα μη χρησιμοποιήσιμο εξάρτημα για συναρμολόγηση, σε αυτήν την περίπτωση, το ρομπότ είναι προγραμματισμένο να επαναλαμβάνει αυτόν τον κύκλο εργασίας με το ίδιο εξάρτημα.
Μπορεί να χρησιμεύσει ως μετατόπιση του άξονα του κυλίνδρου πέρα από την επιτρεπόμενη τιμή, οπότε ο μηχανισμός αντιστάθμισης θα πρέπει να λειτουργεί.
Για να αποφευχθεί η αστοχία τύπου 2, είναι απαραίτητο να εκπληρωθεί η λεγόμενη συνθήκη ακρίβειας συναρμολόγησης.
B-32 Συνθήκη ακρίβειας για αυτόματη συναρμολόγηση κυλινδρικών εξαρτημάτων με εγγυημένο διάκενο
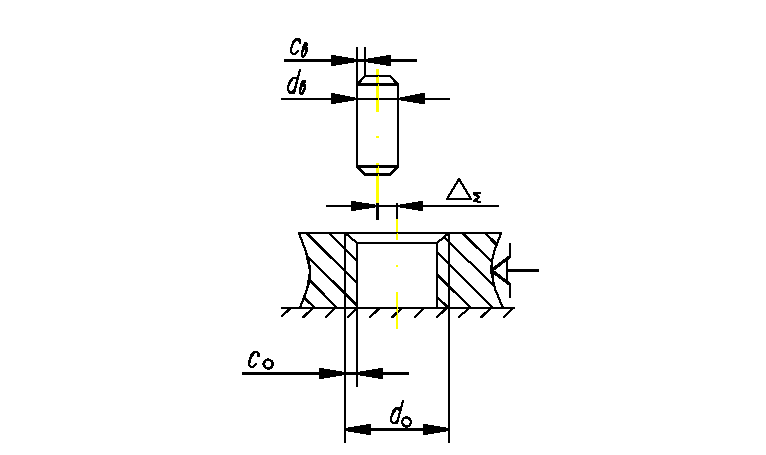
Αυτή η συνθήκη αυτόματης κατασκευής γράφεται:
Η επιτρεπόμενη τιμή του σφάλματος μετατόπισης άξονα εξαρτάται από το σχήμα συναρμολόγησης:
Α) Άκαμπτη συναρμολόγηση, όταν η συναρμολόγηση γίνεται χωρίς μηχανισμούς αντιστάθμισης:
Το Zp είναι το ακτινωτό διάκενο σε αυτήν την άρθρωση.
Το Do και το Db είναι το πραγματικό μέγεθος οπής και άξονα
Λαμβάνοντας υπόψη ότι οι ακτινικές αποστάσεις είναι μικρές στη σύγχρονη μηχανολογία, η συναρμολόγηση γίνεται δύσκολη.
Β) Συναρμολόγηση με ελαστικούς αρμούς διαστολής:
Η τιμή της λοξοτομής καθορίζεται από τον σχεδιαστή κατά τη διάρκεια του σχεδιασμού, μπορούμε να θεωρήσουμε ότι το επιτρεπτό σφάλμα της μετατόπισης των αξόνων είναι αρκετά μεγάλο για την πρακτική χρήση αυτής της μεθόδου.
Σφάλμα συντονισμού ή εκπαιδευμένο PR. σφάλμα συστήματος,
που έχει σταθερή τιμή για όλες τις επαναλήψεις του κύκλου.
Σφάλμα PR θέσης.
Σφάλμα θέσης κυλίνδρου στη λαβή
Σφάλμα απόστασης κέντρου προς κέντρο σε μέρη βάσης με
πολλαπλές τρύπες
Εκκεντρότητα, χαρακτηριστικό των βαθμιδωτών κυλίνδρων που λαμβάνεται στον προηγούμενο μηχανισμό επεξεργασίας. Όλοι οι όροι του σφάλματος κάτω από τη ρίζα είναι τυχαίοι, επομένως συνοψίζονται σύμφωνα με τον κανόνα του γεωμετρικού αθροίσματος.
Συμπεράσματα σχετικά με την πρώτη συνθήκη συναρμολόγησης: Η πραγματική τιμή του επιτρεπόμενου σφάλματος, κατά κανόνα, υπερβαίνει την επιτρεπόμενη τιμή, επομένως, μία από τις κύριες κατευθύνσεις στην ανάπτυξη συσκευών είναι η ανάπτυξη αντισταθμιστικής μνήμης και μνήμης που λαμβάνει υπόψη τη δυναμική της διαδικασίας συναρμολόγησης. Η θεωρία που εξετάζεται ισχύει τόσο για PR όσο και για οποιαδήποτε άλλη μηχανή συναρμολόγησης.
B-33 Δυναμική κατάσταση κατασκευής
Έχει διαπιστωθεί ότι ορισμένοι δυναμικοί παράγοντες της διαδικασίας σύνδεσης επηρεάζουν την ίδια τη διαδικασία σύνδεσης και καθορίζουν την αξιοπιστία της. Οι δυναμικοί παράγοντες περιλαμβάνουν τις δυνάμεις συναρμολόγησης, την ακαμψία μεμονωμένων στοιχείων του συστήματος, τις ταχύτητες και τις επιταχύνσεις με τις οποίες συνδέονται τα μέρη. Οι δύο τελευταίοι παράγοντες έχουν μεγαλύτερο αντίκτυπο στην απόδοση της διαδικασίας και η επίπτωση στην αξιοπιστία είναι αμελητέα.
Η αριστερή πλευρά αυτής της συνθήκης υπολογίζεται και ορίζεται όπως στην πρώτη συνθήκη.
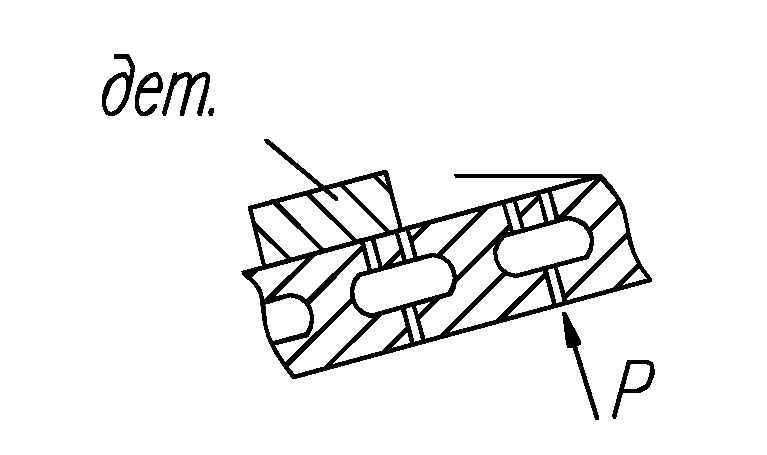
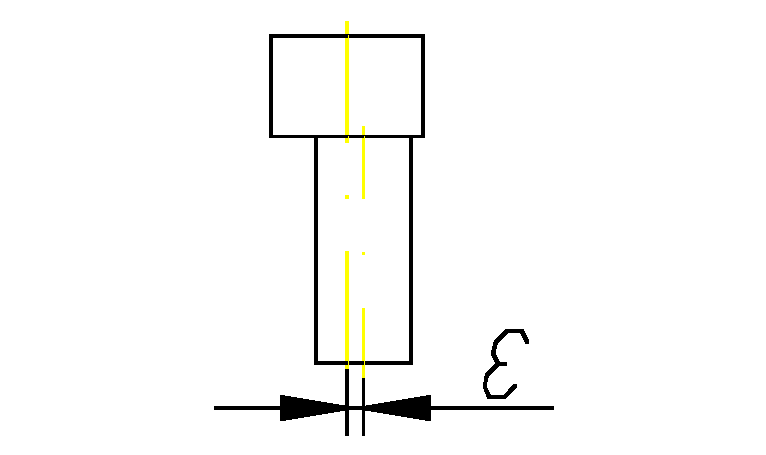
Σχέδιο αλληλεπίδρασης εξαρτημάτων όταν συνδέονται
Το Po είναι η αξονική δύναμη που ενεργεί στο προσαρτημένο τμήμα από την πλευρά της κίνησης του ρομπότ μέσω της μνήμης.
W είναι η δύναμη που αναπτύσσεται από τον μηχανισμό λαβής.
Рсб - η δύναμη συναρμολόγησης που εμφανίζεται στο σημείο επαφής και αλληλεπίδρασης μεταξύ του τμήματος του κυλίνδρου και της επιφάνειας της λοξοτομής
Το N είναι η κανονική συνιστώσα της δύναμης συναρμολόγησης, που βρίσκεται σε γωνία 90 μοιρών ως προς τη λοξοτομή.
Το Qr είναι η οριζόντια συνιστώσα της δύναμης συναρμολόγησης. Είναι ωφέλιμο φορτίο, γιατί μετατοπίζει τον άξονα αυστηρά κατά μήκος της ακτίνας στο κέντρο της οπής.
Όλοι οι μηχανισμοί αντισταθμιστικής δράσης λειτουργούν χρησιμοποιώντας αυτή τη δύναμη, η οποία επιτυγχάνει την ευθυγράμμιση των αξόνων των εξαρτημάτων με αρκετά απλό τρόπο. Σε αυτή την περίπτωση, υπό τη δράση μιας αξονικής δύναμης, ο άξονας συνεχίζει να κινείται κατά μήκος του άξονα της οπής μέχρι το σημείο Κ να φύγει από την άκρη της λοξοτομής.
Η ενεργούσα δύναμη τριβής οδηγεί σε πραγματική μείωση της συνιστώσας Qr, επομένως, στον επόμενο ορισμό  ανάλογα με την εργασία που αντιμετωπίζει ο προγραμματιστής, λαμβάνεται υπόψη είτε το Qr είτε το Q1r, στην τελευταία περίπτωση λαμβάνονται πιο εκλεπτυσμένα δεδομένα.
ανάλογα με την εργασία που αντιμετωπίζει ο προγραμματιστής, λαμβάνεται υπόψη είτε το Qr είτε το Q1r, στην τελευταία περίπτωση λαμβάνονται πιο εκλεπτυσμένα δεδομένα.

Σε παρενθέσεις - το άθροισμα της συμμόρφωσης όλων των στοιχείων του συστήματος συναρμολόγησης.
J pr - ακαμψία βραχίονα PR.
Jzu - ακαμψία της μνήμης, επειδή Η μνήμη είναι το αντικείμενο σχεδιασμού και κατασκευής σε αυτό το στάδιο, τότε η ακαμψία της μπορεί να επιτευχθεί εντός των απαιτούμενων ορίων. Η διαδικασία διαχείρισης της αυτόματης συναρμολόγησης πραγματοποιείται συχνότερα εις βάρος της καθορισμένης συσκευής, επειδή στον 3ο όρο, ο οποίος λαμβάνει υπόψη την ακαμψία του εξαρτήματος βάσης, είναι επίσης δυνατή η χρήση ελαστικών αντισταθμιστικών συνδέσμων, ωστόσο, το τμήμα βάσης, κατά κανόνα, είναι πιο ογκώδες και η μετατόπισή του είναι δύσκολη. Περιέχουν την ακαμψία των εξαρτημάτων Νο. 1 και Νο. 2. Τα άκαμπτα μέρη δεν μπορούν να αλλάξουν, γιατί καθορίζονται από τις διαστάσεις και τα υλικά των εξαρτημάτων. Κατά τη συναρμολόγηση εξαρτημάτων χαμηλής ακαμψίας, όπως πλαστικό, η διαδικασία συναρμολόγησης διευκολύνεται.
B-34 Αυτόματος έλεγχος στην αυτοματοποιημένη παραγωγή. Οι ποικιλίες του
Υπάρχουν διάφοροι τύποι ελέγχου, αυτοί οι τύποι διαφέρουν ως προς τη φύση της χρήσης της παραμόρφωσης, το μέγεθος και το σχήμα των τεμαχίων εργασίας.
Ανά τύπο πληροφοριών:
1) Παθητικός έλεγχος - πραγματοποιείται με την ολοκλήρωση της επεξεργασίας των εξαρτημάτων και χρησιμεύει για την απόρριψη αχρησιμοποίητων εξαρτημάτων και τη συλλογή υπολειμματικών δεδομένων που είναι απαραίτητα για τον εντοπισμό των αιτιών απόρριψης.
2) Ενεργός έλεγχος - το πραγματικό μέγεθος των εξαρτημάτων καθορίζεται συνεχώς απευθείας στο μηχάνημα, ενώ το εξάρτημα μπορεί να μετρηθεί ακόμη και κατά την επεξεργασία ή με το μηχάνημα σταματημένο. Οι πληροφορίες με ενεργό έλεγχο τροφοδοτούνται στο σύστημα ελέγχου του μηχανήματος ή σε ειδικές προσαρμοστικές συσκευές - προκειμένου να ελέγχεται η ίδια η διαδικασία επεξεργασίας.
2 Από τη φύση της αλληλεπίδρασης του μετρούμενου μέσου και του τεμαχίου εργασίας.
1) Οι μέθοδοι επαφής είναι παραδοσιακές και έχουν ένα μειονέκτημα: η ακρίβεια των μεθόδων θα επηρεαστεί από τη φθορά των άκρων μέτρησης.
2) Μέθοδοι χωρίς επαφή - που αναπτύσσονται σχετικά πρόσφατα - οπτικές μέθοδοι, συμπεριλαμβανομένης της χρήσης συστημάτων λέιζερ. Σας επιτρέπουν να μετράτε το μέγεθος του εξαρτήματος εξ αποστάσεως, δηλ. χωρίς να γεμίζει ο χώρος εργασίας ακόμη και κατά την επεξεργασία.
1) Σύμφωνα με τον βαθμό αξιοπιστίας των αποτελεσμάτων που προέκυψαν:
2) Μια μέθοδος άμεσου ελέγχου, όταν κρίνουμε το μέγεθος ενός εξαρτήματος από την ένδειξη που λαμβάνεται από αυτή τη συσκευή.
3) Έμμεσο - η ακρίβεια του εξαρτήματος στο τέλος της επεξεργασίας κρίνεται από τη θέση του εργαλείου.


