Methods for obtaining conical surfaces. Big encyclopedia of oil and gas
1. Wide cutter
When machining shafts, there are often transitions between machined surfaces that have a conical shape, and chamfers are usually removed at the ends. If the length of the cone does not exceed 25 mm, then it can be processed with a wide cutter (Fig. 2).
The angle of inclination of the cutting edge of the cutter in the plan must correspond to the angle of the taper on the workpiece. The cutter is fed in the transverse or longitudinal direction.
It should be borne in mind that when processing a cone with a cutter with a cutting edge longer than 10-15 mm, vibrations can occur, the level of which is the higher, the longer the length of the workpiece, the smaller its diameter, and the smaller the angle of inclination of the cone. As a result of vibrations, traces appear on the treated surface, and its quality deteriorates. This is due to the limited rigidity of the system: machine tool - fixture - tool - part (AIDS). When machining rigid parts with a wide cutter, vibrations may be absent, but at the same time, the cutter may be displaced under the action of the radial component of the cutting force, which leads to a violation of the cutter setting to the required slope angle.
Advantages of the method:
1. Easy to set up.
2. Independence of slope angle a on the dimensions of the workpiece.
3. Ability to process both external and internal conical surfaces.
Disadvantages of the method:
1. Manual feed.
2. Limitation of the length of the generatrix of the cone by the length of the cutting edge of the cutter (10–12 mm). With an increase in the length of the cutting edge of the cutter, vibrations occur, leading to the formation of surface waviness.
2. By turning the upper slide of the caliper
 Tapered surfaces with large slopes can be processed by turning the upper slide of the caliper with the tool post at an angle a, equal to the slope angle of the processed cone
Tapered surfaces with large slopes can be processed by turning the upper slide of the caliper with the tool post at an angle a, equal to the slope angle of the processed cone
(Fig. 3).
The rotary caliper plate, together with the upper slide, can be rotated relative to the cross slide, for this, the nut of the plate fastening screws is released. The control of the angle of rotation with an accuracy of one degree is carried out according to the divisions of the rotary plate. The position of the caliper is fixed with clamping nuts. Giving is made manually by the handle of movement of the top sled.
In this way, conical surfaces are processed, the length of which is commensurate with the stroke length of the upper slide (up to 200 mm).
Advantages of the method:
1. Easy to set up.
2. Independence of slope angle a on the dimensions of the workpiece.
3. Processing of a cone with any angle of inclination.
4. Ability to process both external and internal conical surfaces.
Disadvantages of the method:
1. Limitation of the length of the generatrix of the cone.
2. Manual feed.
Note: Some lathes (16K20, 16A30) have a mechanism for transmitting rotation to the screw of the upper caliper slide. On such a machine, regardless of the angle of rotation, it is possible to obtain automatic feeding of the upper slide.
3. Offset of the body of the tailstock of the machine
Conical surfaces of great length with
a= 8-10° can be machined when the tailstock is offset, the value of which is determined as follows (Fig. 4):
H= L×sin a ,
where H - the amount of displacement of the tailstock;
L- the distance between the supporting surfaces of the center holes.
It is known from trigonometry that for small angles the sine is practically equal to the tangent of the angle. For example, for an angle of 7º, the sine is 0.120, and the tangent is 0.123. The tailstock displacement method processes workpieces with a small slope angle, so we can assume that sin a=tg a. Then
H= L×tg a = L×( D –d)/2l .
The workpiece is installed in the centers. The body of the tailstock with the help of a screw is displaced in the transverse direction so that the workpiece becomes “skewed”. When the caliper carriage feed is turned on, the cutter, moving parallel to the spindle axis, will grind the conical surface.
The amount of displacement of the tailstock is determined by the scale printed on the end base plate from the flywheel side, and the risk at the end of the tailstock housing. The division value on the scale is usually 1 mm. In the absence of a scale on the base plate, the tailstock offset is read off the ruler attached to the base plate. The position of the tailstock for taper machining can be determined from the finished part. The finished part (or sample) is installed in the centers of the machine and tailstock shift until the generatrix of the conical surface is parallel to the direction of the longitudinal movement of the caliper.
To ensure the same conicity of a batch of parts processed in this way, it is necessary that the dimensions of the workpieces and their center holes have slight deviations. Since the offset of the centers of the machine causes wear of the center holes of the workpieces, it is recommended to machine the conical surfaces first, then correct the center holes and then make the final finishing. To reduce the breakdown of the center holes, it is advisable to use ball centers. The rotation of the workpiece is transmitted by a driving chuck and collars.
Advantages of the method:
1. Possibility of automatic feeding.
2. Obtaining workpieces commensurate in length with the dimensions of the machine.
Disadvantages of the method:
1. The impossibility of processing internal conical surfaces.
2. The impossibility of processing cones with a large angle ( a³10º). It is allowed to shift the tailstock by ±15mm.
3. The impossibility of using center holes as base surfaces.
4. Angle dependency a on the dimensions of the workpiece.
4. Using a copy (cone) ruler
The processing of conical surfaces using copiers is common (Fig. 5).
A plate 1 is attached to the machine frame, with a copy ruler 2, along which the slider 4 moves, connected to the transverse carriage of the upper support 5 of the machine by a rod 6. For free movement of the support in the transverse direction, it is necessary to disconnect the transverse feed screw. When moving the longitudinal support 8 along the guides of the frame 7, the cutter receives two movements: longitudinal from the support and transverse from the copy ruler 2. The amount of transverse movement depends on the angle of rotation of the copy ruler 2. The angle of rotation of the ruler is determined by the divisions on the plate 1, the ruler is fixed with bolts 3. The cutter is fed to the depth of cut by the handle for moving the upper slide of the caliper.
The method provides high-performance and accurate processing of external and internal cones with a slope angle of up to 20º.
Advantages of the method:
1. Mechanical feed.
2. Independence of the taper angle a on the dimensions of the workpiece.
3. The possibility of processing both external and internal surfaces.
Disadvantages of the method:
1. Limiting the length of the generatrix of the cone by the length of the cone ruler (on machines of medium power - up to 500 mm).
2. Restriction of the slope angle by the scale of the copy ruler.
For the processing of cones with large slope angles, tailstock offset and adjustment along the cone ruler are combined. To do this, the ruler is rotated to the maximum allowable angle of rotation. a´, and the tailstock offset is calculated as when turning a cone, in which the slope angle is equal to the difference between the given angle a and the angle of rotation of the ruler a´, i.e.
H= L×tg ( a – a´) .
Turning of conical surfaces can be carried out in various ways, depending on the size of the taper, on the configuration and dimensions of the workpiece:
By turning the upper slide of the caliper(Fig. 200, a). The sled / upper caliper is rotated around the vertical axis of the caliper by a taper angle a.
The turning of the conical surface is carried out manually by moving the cutter along the generatrix of the cone by rotating the handwheel 2. In this way, both external and internal surfaces are processed with any taper angle a with a processing length less than the stroke of the upper slide of the caliper.
Offset tailstock housing(Fig. 200, b). The body of the tailstock is displaced in the transverse direction relative to the slide by an amount ft, as a result of which the axis of the workpiece installed in the centers forms with the line of centers, and therefore with the direction of the longitudinal feed of the caliper, the taper angle of the machined surface a. The generatrix of the conical surface with this installation is parallel to the longitudinal feed of the cutter.
With the length of the conical surface / and the length of the workpiece L the amount of the necessary displacement of the tailstock body is determined by the formula
h = L sin a.
Rice. 200. Schemes for processing conical surfaces
For small values a: sin a≈tga, therefore,
h = L tga = L (D - d) /2 l
At l=L

This method is used for turning shallow conical surfaces (angle a not more than 8 °).
The disadvantage of this method is that due to the incorrect position of the center holes of the workpiece on the centers of the machine, the center holes of the workpiece and the centers themselves wear out quickly.
For the manufacture of precise conical surfaces, this method is unsuitable.
Using a tapered or copy ruler(Fig. 200, in). Cone ruler / is fixed from the back of the machine on brackets 2. The ruler is set at a given angle a. Slider 3 sits freely on the ruler, connected to the cross slide of the caliper. The cross slide of the caliper is pre-disconnected from the lower carriage of the caliper by unscrewing the transverse lead screw.
With the longitudinal movement of the caliper, the cutter receives the resulting movement: along with the longitudinal transverse movement due to the movement of the slide 3 along the line /. The resulting motion is directed along the generatrix of the conical surface.
This method is used for turning conical surfaces at an angle of up to 12 °.
With the help of wide shaped cutters. The cutting blades of the cutter are set at an angle of taper a of the machined surface to the line of machine centers parallel to the generatrix of the conical surface.
Turning can be carried out both longitudinal and transverse feed.
This method is suitable for processing short external and internal conical surfaces with a generatrix length of not more than 25 mm, since at large lengths of the generatrix, vibrations occur, leading to a low-quality machined surface.
Processing of shaped surfaces
Short shaped surfaces (no more than 25-30 mm) processed with shaped cutters: round, prismatic and tangential.
The accuracy of processing shaped surfaces with prismatic round shaped cutters, working with one point in the center and with a base parallel to the axis of the part, depends on the accuracy of the correction calculation of the tool profile according to the profile of the part (usually the accuracy of the correction calculation is up to 0.001 mm). However, this calculated accuracy applies only to the nodal points of the cutter profile.
On the conical section of the machined part there will be curvilinear generatrices with a total error Δ. The total error Δ consists of two components Δ 1 and Δ 2 . Error Δ 1 inherent in shaped cutters due to the installation of only one point at the height of the center and the location of other points below the center line, which leads to the formation of a hyperboloid on the part instead of a cylinder or cone. To eliminate the error Δ 1, it is necessary to install the cutting blade in the center with all points, i.e., in the same plane with the axis of the part.
Error Δ 2 occurs only when working with round cutters. So, a round cutter for processing a conical surface is a truncated cone, crossed by a plane (front surface), parallel to the axis of the cone, but not passing through the axis. Therefore, the cutter blade has a convex hyperbolic shape. This convexity is the error Δ 2 . For a prismatic cutter, the error Δ 2 is zero. On average, the error Δ 2 is 10 times greater than the value of Δ 1 . With high requirements for machining accuracy, prismatic cutters should be used.
Tangential cutters are used mainly in the finishing of long non-rigid parts, since the processing does not occur immediately along the entire length of the part, but gradually.
Long shaped profiles are processed using mechanical copiers mounted on the back of the bed on a special bracket in the same way as a copier ruler (Fig. 200, in). In these cases, the copier has a shaped profile.
Mechanical copiers have such disadvantages as the complexity of manufacturing a heat-treated copier, significant efforts at the point of contact of the cracker or roller of the copier with the working surface of the copier.
This led to the widespread use of hydraulic and electromechanical copiers with servo drive.
In hydraulic copiers, there is little effort at the point of contact between the lever tip and the copier, which allows the copier to be made from soft materials.
Hydraulic copiers provide copying accuracy from ±0.02 to ±0.05 mm. 284
Page 1
The processing of conical surfaces on lathes is carried out in three ways.
The processing of conical surfaces is a special case of shaped turning (Fig.
The processing of conical surfaces during machine setup sometimes requires some calculations. This method is used, for example, when processing chamfers.
Processing of conical surfaces is carried out: a) with a wide cutter; b) by turning the upper slide of the caliper; c) displacement of the tailstock; d) using a ruler.
The processing of conical surfaces can be done with a wide cutter, turning the upper slide of the caliper, shifting the tailstock body, using a tapered ruler. The processing of conical surfaces (see Fig. 237) is carried out by shifting the tailstock in the transverse direction when processing long and gentle outer cones with a slope of up to 8 ° C.
The processing of conical surfaces by the method of shifting the tailstock is widely used, since in this case it is not required special devices and processing can be carried out on any lathe. In order to avoid uneven wear of the center holes when machining precise cones, a special ball center with a spherical surface is sometimes used instead of a cone.
| Cutting in the centers. |
The processing of conical surfaces can be done with a wide cutter, turning the upper slide of the caliper, shifting the tailstock body, using a tapered ruler.
| Cone turning methods. |
The processing of conical surfaces by the method of shifting the tailstock is widely used, since in this case special devices are not required and processing can be carried out on any lathe.
The processing of conical surfaces on rotary machines can be carried out in several ways.
Methods for processing conical surfaces. The processing of conical surfaces on lathes is carried out in the following ways: by turning the upper slide of the caliper, by transverse displacement of the tailstock body, using a conical ruler, with a special wide cutter.
With the use of turning the upper sled of the caliper, grind short conical surfaces with different angles of inclination a. The upper slide of the caliper is set to the value of the slope angle according to the divisions applied around the circumference of the support flange of the caliper. If a in In the drawing of the part, the slope angle is not specified, then it is determined by the formula: and the table of tangents.
The feed with this method of operation is carried out manually by rotating the handle of the screw of the upper slide of the caliper. The longitudinal and cross slides must be locked at this time.
Conical surfaces with a small cone angle with a relatively long workpiece length handle With applying the transverse displacement of the tailstock body. With this method of processing, the cutter moves with a longitudinal feed in the same way as when turning cylindrical surfaces. The conical surface is formed as a result of the displacement of the rear center of the workpiece. When the rear center is displaced “away from you”, the diameter D the large base of the cone is formed at the right end of the workpiece, and when shifted "towards itself" - at the left. The amount of transverse displacement of the tailstock housing b determined by the formula: where L- distance between centers (length of the entire workpiece), l- the length of the conical part. At L = l(cone along the entire length of the workpiece). If K or a are known, then , or
Rear housing offset money produced using the divisions applied on the end of the base plate, and the risk on the end of the tailstock housing. If there are no divisions at the end of the plate, then the tailstock body is displaced using a measuring ruler.
Tapering using a tapered ruler is carried out with the simultaneous implementation of the longitudinal and transverse feeds of the cutter. The longitudinal feed is produced, as usual, from the running roller, and the transverse feed is carried out by means of a conical ruler. A plate is attached to the machine bed , on which the tapered ruler is installed . The ruler can be rotated around the finger at the required angle a° to the axis of the workpiece being processed. The position of the ruler is fixed with bolts . The slider sliding along the ruler is connected to the lower transverse part of the caliper by means of a clamp rod . In order for this part of the caliper to slide freely along its guides, it is disconnected from the carriage , by removing or disabling the cross feed screw. If now the carriage is informed of the longitudinal feed, then the thrust will move the slider along the tapered ruler. Since the slider is connected to the cross slide of the caliper, they, together with the cutter, will move parallel to the tapered ruler. Thus, the cutter will process a conical surface with a slope angle equal to the angle of rotation of the cone ruler.
The depth of cut is set using the handle of the upper slide of the caliper, which must be rotated 90° from its normal position.
Cutting tools and cutting conditions for all considered methods of processing cones are similar to those for turning cylindrical surfaces.
Tapered surfaces with short taper lengths can be machined special wide cutter with an angle in the plan corresponding to the angle of the taper. The feed of the cutter in this case can be longitudinal or transverse.
§ one. General information
1. Scope of cones. Along with cylindrical parts in mechanical engineering, parts with conical surfaces are quite widespread. Examples of them are the cones of centers, drill shanks, countersinks, reamers. To mount these tools, the front sections of the holes of the spindle and quill lathe also have a conical shape.
However, the use of cones is not limited to cutting tools. Many machine parts have conical surfaces.
The widespread use of conical joints is explained by a number of their advantages.
1. They provide high precision centering of parts.
2. With tight contact of gentle cones, a fixed connection is obtained.
3. By changing the axial position of the parts of the conical connection, you can adjust the gap between them.
2. Cone and its elements. A cone is a geometric body, the surface of which is obtained by rotating a straight line (generator), obliquely located to the axis of rotation (Fig. 129, a).
The point of intersection of the generatrix with the axis is called the vertex of the cone.
Planes perpendicular to the axis of the cone are called bases.
There are full and truncated cones. The first is located between the base and the top, the second - between the two bases (large and smaller).
The cone is characterized by the following elements: the diameter of the larger base D; smaller base diameter d; length l; slope angle a between the generatrix and the axis of the cone; cone angle 2a between opposite generators.
In addition, in the working drawings of conical parts, the concepts of taper and slope are often used.
Taper is the ratio of the difference between the diameters of two transverse sections of a cone to the distance between them. It is determined by the formula
The slope is the ratio of the difference between the radii of two cross sections of a cone to the distance between them. It is determined by the formula
From formulas (9) and (10) it can be seen that the slope is equal to half the taper. 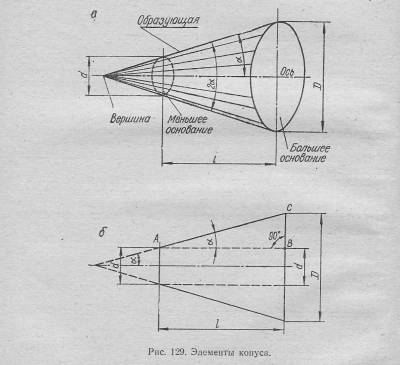
Trigonometrically, the slope is equal to the tangent of the slope angle (see Fig. 129, b, triangle ABC), i.e.
In the drawing (Fig. 130), the taper is indicated by the sign<, а уклон -, острие которых направляется в сторону вершины конуса. После знака указывается отношение двух цифр. Первая из них соответствует разности диаметров в двух принятых сечениях конуса, вторая для конусности- расстояние между сечениями, для уклона - удвоенной величине этого расстояния.
Taper and slope are sometimes written in decimal numbers: 6.02; 0.04; 0.1, etc. For taper, these figures correspond to the difference in cone diameters over a length of 1 mm, for a slope - the difference in radii over the same length.
To process a full cone, it is enough to know two elements: the diameter of the base and the length; for a truncated cone - three elements: the diameters of the larger and smaller bases and the length. Instead of one of the specified elements, the angle of inclination a, slope or taper can be specified. In this case, the above formulas (9), (10) and (11) are used to determine the missing dimensions. 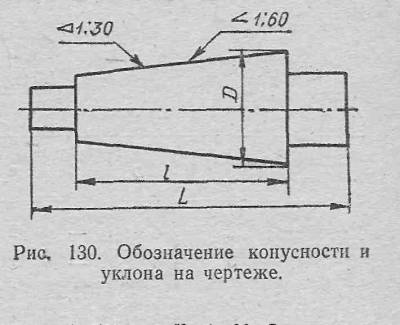
Example 1. Given a cone with d=30 mm, /=500 mm, K=1: 20. Determine the larger diameter of the cone.
Solution. From formula (9)
Example 2. A cone is given, in which D \u003d 40 mm, l \u003d 100 mm, a \u003d 5, Determine the smaller diameter of the cone.
Solution. From formula (11)
According to the table of tangents we find tg5°=0.087. Therefore, d=40-2*100X X0.87=22.6 mm.
Example 3. Determine the slope angle a, if the dimensions of the cone are indicated on the drawing: D-50 mm, d=30 mm, /=200 mm.
Solution. By formula (11)
From the table of tangents we find a \u003d 2 50.
Example 4. A cone is given, in which D \u003d 60 mm, / \u003d 150 mm, K \u003d 1: 50. Determine the slope angle a.
Solution. Since the slope is half the taper, we can write:
According to the table of tangents, we find a \u003d 0 30.
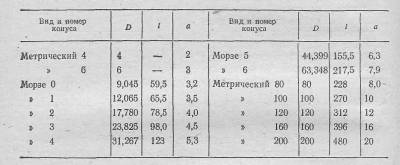
3. Normal cones. Cones whose sizes are standardized are called normal. These include Morse cones, metric, cones for shell reamers and countersinks with a taper of 1:50 0, for conical pins with a taper of 1:50, for taper threads with a taper of 1:16, etc.
The most widely used in mechanical engineering are tool Morse and metric cones, the main dimensions of which are given in Table. 13. 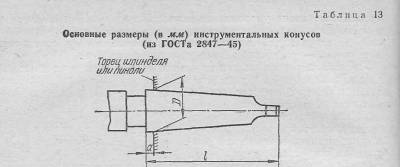
The sizes of Morse tapers are expressed in fractional numbers. This is due to the fact that for the first time the standard for them was adopted in the inch system of measurement, which has been preserved to this day. Morse cones have a different taper (approximately 1 20), metric cones are the same - 1:20.