Tailstock machine 1k62
They allow you to perform all the necessary turning operations, drilling and cutting of five types of threads - metric, inch, modular, pitch and Archimedean.
An important feature is the high rigidity of the spindle mounted on special bearings, which allows processing hardened steel blanks. The machine also allows work with the use of shock loads.
The main advantages of 1K62:
- Powerful electric motor.
- High rigidity of structural units.
- Large range of processing speeds.
- High performance.
- Minimum vibration.
Below specifications machine 1K62 provide the ability to carry out a wide range of operations of the first accuracy group "H".
| Specifications - machine 1K62 | Options |
| Processing diameter above the bed, mm | 400 |
| Machining diameter over the caliper, mm | 220 |
| Distance between centers | 1000 / 1500 |
| Accuracy class according to GOST 8-82 | H |
| The size of the inner cone in the spindle | Morse 6 M80* |
| Spindle end according to GOST 12593-72 | 6K |
| Spindle through hole diameter, mm | 55 |
| 300 | |
| Maximum mass of the part fixed in the centers, kg | 1300 |
| Maximum mass of the workpiece fixed in the chuck, kg | 23 |
| Number of spindle reverse speed steps | 12 |
| Limits of frequencies of direct rotation of the spindle, min-1 | 12,5 - 2000 |
| Spindle reverse rotation frequency limits, min-1 | 19 - 2420 |
| Number of working feed steps - longitudinal | 42 |
| The number of steps of working feeds - transverse | 42 |
| Limits of working feeds - longitudinal, mm / rev | 0.7 - 4,16 |
| Limits of working feeds - transverse, mm / rev | 0,035-2,08 |
| Number of cut metric threads | 45 |
| Number of cut inch threads | 28 |
| Number of cut modular threads | 38 |
| Number of pitched threads to be cut | 37 |
| Number of threads to be cut - Archimedean spiral | 5 |
| Maximum torque, kNm | 2 |
| The greatest movement of the quill, mm | 200 |
| Transverse displacement of the body, mm | ±15 |
| The largest cutter section, mm | 25 |
| Main drive motor power | 10 kW |
| Power of the electric motor of the drive of fast movements of a support, kW | 0.75 or 1.1 |
| Cooling pump power, kW | 0,12 |
| Overall dimensions of the machine (L x W x H), mm | 2812/3200x1166x1324 |
| Machine weight, kg | 3035 |
1K62 belongs to the class of frontal machines - designed to work with workpieces of large diameter, but relatively short length. Due to the possibility of transverse adjustment of the rear beam, it is possible to turn gentle cones. Thanks to the presence of the lock, the beam can be connected to the lower section of the caliper for increased functionality when drilling parts and workpieces.
23 speed modes in the range from 12.5 to 2000 rpm provide wide processing possibilities and the purpose of the machine - turning metals of any hardness. Mode switching is carried out in a gearbox with interchangeable gears. The machine is equipped asynchronous electric motor 10 kW (2000 rpm), the caliper supply is provided by an auxiliary motor with a power of 1 kW (1400 rpm). The motors are equipped with thermal relays to prevent overheating. High power and a wide choice of speeds provide high efficiency of the machine in both power and high-speed cutting.
In accordance with the requirements of GOST No. 8-82, this machine belongs to the first accuracy group "H". Three-jaw (diameter - 250 mm) or four-jaw (400 mm) self-centering chucks can be used to fasten workpieces.
Machine analogues
Currently, the machine is out of production, but continues to be widely used in workshops and repair shops for the production of single and small-scale products. There are no problems with the provision of spare parts - a wide range of components and parts is produced for analogues of the 1K62 machine and other models. Most of the parts and accessories are interchangeable, suitable for many equipment modifications.
In the design of many modern analogs, modern versions of components are used. Changes are made to the electrical equipment. Of the most common models of analogues of the 1K62 machine, one can note 1K62D with an enlarged spindle hole (10 mm more than in 1K62), as well as a missing falling worm in the protective mechanism of the apron. Other than that, they are almost identical models.
A more modern analogue is the 1K625 model. Of the most important improvements, it is worth noting the increased diameter of workpiece processing above the bed (up to 500 mm) and above the support (up to 250 mm). The maximum travel of the carriage has also been increased for processing large parts. In general, this is the same machine designed in 1971, which is still in demand today both in large workshops and in garages.
GOAL OF THE WORK
The purpose of the work is to familiarize with the device, kinematics and operation of the universal screw-cutting lathe model 1K62, the equipment used, setting up and adjusting the machine to perform some common operations.
WORK Sequence
1) Mastering the theoretical part - studying the device, kinematics and operation of the machine according to the following texts, drawings, diagrams and directly on the machine.
2) Detailed familiarization with the machine, including the inclusion of drives at idle.
3) Performing individual tasks for calculating the settings and setting up the machine (with access, if necessary, to the machine) and compiling a report on the work.
4) Setting up and adjusting the machine to perform a specific job.
ATTENTION: staying near the machine and working with it is allowed only in the presence of a teacher or laboratory assistant!
Familiarization with the purpose, technical
Characteristics, general arrangement and operation of the machine
Purpose of the machine and used cutting tools
The main purpose of screw-cutting lathes, which are the most versatile machines of the turning group, is the processing of various parts limited by surfaces of rotation, including threading, in conditions of single (individual) and small-scale production. On machines, it is possible to obtain parts from piece blanks and bar material. Workpieces can be long (shaft-type parts) and short (disc-type parts).
On the machine model 1K62, it is possible to grind external cylindrical, conical and shaped surfaces; boring of internal cylindrical and conical surfaces; cutting ends; drilling, countersinking and reaming holes; cutting various cylindrical threads with a cutter (different profiles; specified in metric or inch systems; external and internal; right and left; single and multi-start), as well as face threads; threading with taps and dies.
For turning the outer surfaces, through cutters are used; short shaped surfaces are processed with wide shaped cutters, grooves - with grooves. Boring is done boring cutters, threading - threaded, cutting - cutting. Obtaining and processing holes is possible with the help of drills, countersinks and reamers.
Technical characteristics of the machine
Center height, mm ……………...........………………………………………………………………… ..... 215
The largest processing diameter, mm *
above bed ………………………………………....……............. 400
above the caliper .......………........……………………………....... 220
The largest diameter of the processed bar, mm *……………… 45
The largest distance between centers, mm *......….…………....... 710
The largest longitudinal travel of the caliper, mm……..……..…………… 640
Spindle bore taper *……………...........…………… Morse No. 6
Limits of spindle speeds, min -1 (rpm):
direct (right) rotation (23 options)….……………...12.5-2000
reverse (left) rotation (12 options)………………....19-2420
Values of longitudinal feeds, mm/rev (48 options)……………0.07-4.16
Values of transverse feeds, mm / rev (48 options)………......0.035-2.08
Cut threads:
metric pitch, mm….……………….….……….…..….1-192
modular with module, mm ………..………………..………..…0.5-48
inch threads per 1" .….……………………..…… 24-2
pitched with the number of pitches.....…….……………………..….…. 96-1
Power of the main electric motor, kW ……….….…….……… 10
Note.
The data marked with *, as well as the highest spindle speed, the highest tool height and machine weight, are determined by GOST as the main parameters of screw-cutting lathes.
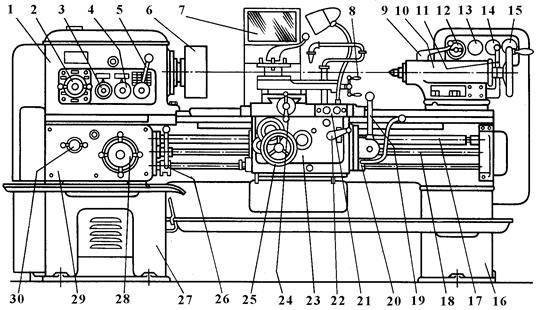
The device and operation of the machine
The layout of the machine (Fig. 1 and 3) ensures the installation of the part along the horizontal axis and the movement of tools in the horizontal plane. All movable and fixed units of the machine are mounted on frame A, which is located on two pedestals T. On the left side of the frame, the headstock B is fixed. which the workpiece is fixed. To fix short workpieces, chucks and faceplates are used. If bar material is used to obtain parts, then it is passed through a hole in the spindle and secured using a chuck or collet mechanism. Long parts (shafts) are installed in centers, one of which is located in the front conical part of the spindle hole, and the second in the hole of the retractable tailstock quill.
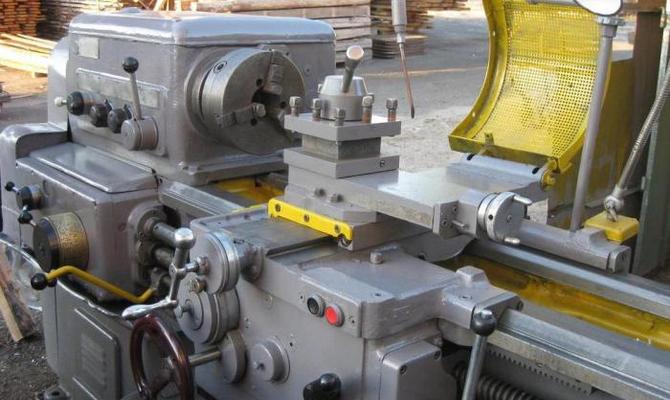
Rice. 1. General form machine tool
Tailstock B is located on the frame on the right. It can be moved along the guides and fixed at the required distance from the headstock, depending on the length of the part. When processing short parts and bar material, it is possible to drill, countersink and ream the central hole in the part, for which an appropriate tool is installed in the tailstock quill (instead of the center). Tools are inserted into the quill either directly or with the help of adapter sleeves or a chuck.
Between the front and rear headstocks on the guides of the frame, a support group (or simply: a support) is placed, designed to secure the tool and communicate longitudinal and transverse movements to it at adjustable speed (feeds) and fast (installation movements). The nodes and parts of the support group are mounted on a carriage (longitudinal or lower slide) D with an apron attached to it. On the guides of the carriage there are transverse slides D with a rotary part E. The rotary part has guides on which there are upper (cutting) slides K. A cutter holder I is installed on the upper slide. Four cutters can be fixed in the tool holder of the support. By turning the tool holder, each of the cutters can be set to the working position. The rotary part and the upper slide provide the ability to move the cutter at an angle to the axis of the workpiece. This movement on the machine 1K62 is carried out manually. An additional tool holder for a grooving or parting tool can be attached to the back of the cross slide.
To inform the tailstock of mechanical feed during drilling and holemaking, a lock is provided that connects the caliper to the base of the tailstock, so that the tailstock moves at the same speed as the caliper.
Next to the headstock on the vertical plates of the bed, the feed box P is fixed. It provides the required speeds of the longitudinal and transverse movements of the tool. From the feed box, the drive shaft or lead screw is driven into rotation. When machining cylindrical and end surfaces, the caliper with the tool receives movement from the running shaft through the gears of the apron, and when machining helical surfaces (threading) - from the lead screw.
To prevent industrial injuries during machine operation work zone covered with a protective screen.
Rice. 2. Devices for fixing the part on the machine
faceplate mounted on the spindle. As a result, while rotating with the spindle, the faceplate carries along the clamp, and with it the workpiece.
For workpieces installed in the centers, rotation can be transmitted by self-tightening driving chucks (Fig. 2,e). When turning on the rotation of the spindle, the cams 4, turning relative to their axes, capture the workpiece with a corrugated working surface and rotate it.
Non-rigid workpieces are supported by steady rests 1 to reduce deformations (Fig. 2, f).
Main drive
The final links of the chains of the main movement are the electric motor, the shaft of which has a speed of rotation n dv = 1450 min -1 (rpm), and the spindle with the workpiece, which must rotate at such a frequency n min -1 (rpm), which will provide the required cutting speed.
The record of the calculated displacements of the final links of the chain will look like:
The motor shaft is connected to the input shaft of the gearbox by a V-belt drive. Further, the movement can be transmitted using a group of gears at two speeds (51:39; 56:34; below this group will be denoted by p a; p a \u003d 2), while the right ("direct") rotation will be reported to the spindle, or two consecutive gears (50:24 and 36:38), and then the spindle will have a left ("reverse") rotation. The inclusion of forward or reverse rotation and turning off the rotation of the spindle is carried out by a two-way friction multi-plate clutch M1.
The movement is reported to the next shaft by a group of gears at three speeds (p b; p b \u003d 3), and from it the movement can be transferred to the spindle either immediately through the gear 65:43, or through two groups of gears (p in \u003d 2, p g \u003d 2 ) and spindle gear 27:54. To do this, the block-two 43-54, which transmits rotation to the spindle through the spline connection, is set to the appropriate position.
Thus, the movement of the output shaft is transmitted through two kinematic chains: a short one (gear 65:43 is on), while ensuring the transfer of higher speeds, and a long one (through groups p in, p g), while ensuring the transfer of lower speeds. Such a kinematic structure is called folded.
The drive kinematic balance equation is:

The number 0.98 written in the equation is a coefficient that takes into account slippage in the belt drive.
In the kinematic chain for lower speeds (r a r b r in r g), the groups p c and p g together provide three different gear ratios (i = 1/16; 1/4; 1), and not four, therefore the chain transmits to the spindle not 24 (2 3 2 2), but 18 different speeds: 12.5; 16; 20; 25; 31.5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630 rpm a kinematic structure in which some of the velocities coincide in magnitude with others ("overlap") is called an overlapping structure.
To shift the spindle speeds in ascending order, it is necessary to shift gears first in the group p a, then in the group p b and again p a, then
in groups p in and p g together (as the gear ratios increase) and again in groups p a and p b.
The kinematic chain for higher speeds (through the groups ra r b per spindle) provides the transmission of 6 rotational speeds to the spindle: 630; 800; 1000; 1250; 1600; 2000 rpm
The number of spindle speeds is a geometric progression (geometric series) with a denominator of 1.25 (1.26).
Note.
The above frequencies are rounded to standard values.
Screw feed drives
The final links of these chains are a spindle with a workpiece and a support with a cutter, which moves in the longitudinal direction in one revolution of the spindle by an amount equal to the pitch of the thread to be cut T.
calculated movement of the final links of the chains:
1ob.shp → S screw, and at the same time screw-cutting feed S screw = T.
the drive shaft, as well as gears and reverse mechanisms of the apron, do not participate in providing screw-cutting feed; the movement of the caliper is transmitted through a screw gear (lead screw - split nut) with a pitch of 12 mm. To do this, the 28:56 gear is disengaged in the feed box and the M5 clutch is turned on, connecting the driven shaft of the multiplier gear groups with the lead screw, and in the apron, the handle 22 (see Fig. 4) turns on the split (uterine) nut. When turning on the screw-cutting feed, the longitudinal or transverse feed from the drive shaft should not be turned on (and vice versa), therefore, the apron has a locking mechanism that prevents the possibility of turning any of the handles 19 or 22 (see Fig. 4) when the other is turned to the working position.
Changing the direction of movement of the caliper for cutting right or left threads is carried out by means of a reversing mechanism located in the drive in front of the change wheels. Rotation to the drive shaft of this mechanism is reported, as in the drives of longitudinal and transverse feeds, from the spindle through a 60:60 gear, or through a step increase link.
To set up an actuator for threading different types certain interchangeable wheels are installed and the Norton mechanism is switched on so that the drive shaft in it is either the one on which the gears of the gear cone 26, ..., 48 are fixed, or the one on which the sliding gear 28 is located.
4.3.1 Cutting metric threads
The feed, as noted above, must be equal to the thread pitch. Metric threads are specified exactly in mm. To tune to obtain a thread with a different pitch, the gear ratio of the determining drive tuning link, which is the Norton mechanism, must be changed in direct proportion to the pitch change. To this end, the gear cone in the Norton mechanism must be leading, which is ensured by the inclusion of the M2 and M3 clutches. Replaceable wheels remain the same as for turning feeds: 42, 95, 50 (i cm1).
If ZUSh is disabled (i Zush = 1, the spindle speed is 630-2000 rpm), and gears are included in the reverse mechanism and multiplier groups that provide gear ratios of 1: 1 (i.e.), then with removal of movement from different gears of the cone of the Norton mechanism will provide feeds:
| cone gear | |||||||
| Submission, mm/rev | 6,5 |
With a decrease in i mn and i roar, the magnitude of the feed will decrease, with an increase in i zush - increase.
In the latter case, it must be borne in mind that when the SG is turned on, the spindle speeds change, which means that a situation is possible when the required feed at a different spindle speed will not be provided. In some cases, this can be avoided by switching, respectively, i mn and i rev. For example, when turning on i zush = 2 (n sh = 200-630 rpm) and with the same gears in other groups, feeds are provided:
| cone gear | |||||||
| Submission, mm/rev |
If it is necessary to provide feeds from a range of 6.5-12 mm / rev at n sh = 200-630 rpm (i zush = 2), then i mn = 1/2 should be included (or i roar = 1/2) .
Note.
In addition to metric threads, other threads (for example, trapezoidal, thrust) are set in mm. Setting for cutting them is done in the same way.
4.3.2 Modular threading
Modular threads are the worm gears of worm gears. They are set not by a step, but by the module m in mm. The thread pitch is the calculated value T = πּm. When setting up for threading another module, the feed (equal to the pitch) must be changed in direct proportion to the module, which means that the gear cone in the Norton mechanism must be leading. To ensure that a step multiple of π is obtained (which is not the case with metric threads), it is necessary to make appropriate changes in the kinematic chain. These changes consist in the installation of other replacement wheels: 64, 95, 97 (i cm2), the gear ratio of which differs by 0.785=π/4 times from the gear ratio of wheels 42, 95, 50 (i cm1).
Thus, for setting up for cutting modular threads, the same couplings are included as for cutting metric threads, but other interchangeable wheels are installed.

4.3.3 Inch thread cutting
Inch threads are specified not by a pitch, like metric ones, but by the number of threads (turns) k per inch (1 "≈25.4 mm) of the thread length, i.e. the reciprocal of the pitch T, which means that the feed should change inversely proportionally k.
In this case, unlike the setting for metric threading, the cone of the Norton mechanism must be driven. To do this, the pairs 37:35 (wheels 35, 37, 35 transmit movement from the interchangeable gears to the shaft of the sliding gear 28) and 28:35 (wheels 35, 28, 28, 35 transmit movement from the Norton mechanism to the drive gear) must be coupled in the feed box. shaft of multiplier gear groups); the M5 coupling must also be included.
4.3.4 Pitch cutting
The pitch is given by the worms in the inch system of measurement. Pitch p is the reciprocal of the modulus, but expressed not in 1/mm, but in 1/inch. Then the thread pitch in mm will be equal to. It is obvious from the previous that with this setting the feed box is turned on as when cutting inch threads, and the change wheels are set the same as when cutting modular threads.
4.3.5 Making fine or non-standard threads
With this setting, the feed box is not used as a tuning body, the chain is shortened as much as possible and the lead screw is turned on "directly", connecting it with the help of M2, M4, M5 couplings to the output shaft of the guitar of interchangeable gears. The reverse mechanism uses gears with a gear ratio of 1:1. In the guitar of interchangeable gears, such wheels A, B, C, D (i cm) are installed, which will provide the required pitch, and not those shown in the diagram.
The kinematic balance equation for this case is:
From the equation, taking into account the noted, the tuning formula is derived:
![]() .
.
Rapid travel drives
These drives allow you to move the entire caliper in the longitudinal and transverse slides in the transverse direction quickly with speeds, respectively, v b.prod = 3.4 m/min and v b. pop = 1.7 m/min. The drives receive movement from a separate electric motor (n dv.b = 1410 rpm) in jog mode when the button in the feed enable handle is pressed. The rapid movement occurs in the direction of the switched feed. To prevent breakdowns in the kinematic chain while simultaneously transmitting slow rotation to the drive shaft through the feed box and fast rotation from the specified electric motor, an MO overrunning clutch is installed.
the calculated displacements of the end links and the equation of the kinematic balance of the chains are as follows:
n dv.b → v b.prod;
n dv.b → v b.pop;
Note.
In the kinematic balance equations, the rack and pinion module and lead screw pitch are given in m.
MACHINE CONTROL
To turn on and off the machine and its drives, change the direction of rotation of the spindle and movement of the caliper, change the values of rotational speeds and feeds, carry out manual movements of moving parts, and carry out other control actions, the machine has the appropriate controls. Their location is shown in Fig. 4 .
The figure highlights the following parts of the machine, controls and parts of the control:
1 - headstock;
2, 5 - handles for setting the machine to the required spindle speed;
3 - the handle of the link to increase the step and feeds;
4 - handle of the reverse mechanism of screw-cutting feed;
6 - cartridge;
7 - protective screen;
8 - handle for manual movement of the upper (incisal) sled;
9 - handle for securing the tailstock quill;
10 - tailstock;
11 - lever for securing the tailstock on the rails;
12 - main (linear) switch;
13 - switch of the electric pump for supplying cutting fluid;
14 - local lighting switch;
15 - ammeter to control the load of the main electric motor;
16 - right cabinet;
17 - lead screw;
18 - running shaft;
19 - handle for enabling the longitudinal and transverse movements of the caliper;
20, 26 - handles for turning on, off and reversing the spindle;
21 - push-button station for starting and stopping the main electric motor;
22 - handle for turning on the split (uterine) nut of the lead screw;
23 - apron;
24 - handle for manual movement of the cross slide;
25 - handwheel for manual longitudinal movement of the caliper carriage;
27 - left pedestal;
28 - feed drum (handle for setting the feed rate and thread pitch);
29 - feed box;
30 - handle of the type of work (selection of feed or type of thread being cut).
Rice. 4. Knots, elements of drives and control mechanisms of the machine mod. 1K62
The inclusion of a given (or switching) speed of the spindle is carried out with the gearbox turned off, for which the handle 20 or 26 is set to the middle position. In this case, the M1 clutch (see Fig. 3) is set to the neutral position, the movement is not transmitted to the box and the brake interlocked with this clutch stops its transmission.
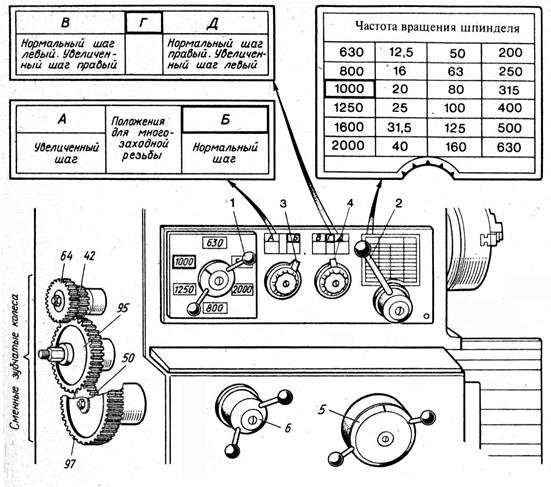
To adjust the machine to the required spindle speed, it is necessary to turn the handle 2 (Fig. 5 and pos. 5 in Fig. 4) until its pointer aligns with the column on the table of rotation speeds on which the set speed is indicated, and the handle 1 (see Fig. 5 and pos.2 in Fig. 4) set so that the notch on the handle disk points to the window with this frequency.
To set up the machine, for example, at a spindle speed of 1000 rpm, it is necessary to first deflect handle 2 (see Fig. 5), then turn it to the left until its pointer aligns with the column of rotation speeds 630-2000 on the table, and install handle 1 so that the risk on the handle disk points to the window with the number 1000. Handle 2 deviates from itself only when it is turned by a number of numbers 630-2000, in other cases this is not required.
Note.
For some modifications of the machines of this model, the handle 1 has a limb with six sections. When setting up the machine, the handle 1 is turned until the section of the limb corresponding to the set speed is aligned with the arrow on the index plate.
Rice. 5. Handles for setting the spindle speed and feeds
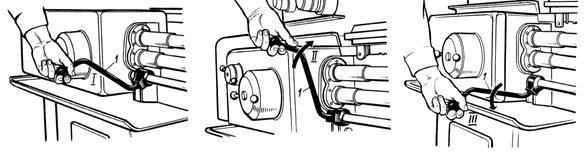
The inclusion of the right (direct) rotation of the spindle is carried out by the handle 1 (Fig. 6,) from the middle position I (see Fig. 6, a) up to failure in position II (see Fig. 6, b). In this case, the spindle will rotate counterclockwise when viewed from the tailstock side.
 |
a B C)
Rice. 6. Turn off, turn on and reverse the spindle
Turning the handle 1 from the middle position I down to failure in position III (see Fig. 6, c) turns the spindle on the left (reverse) rotation (clockwise).
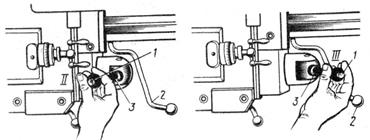
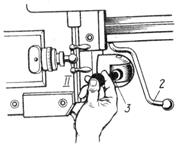
The inclusion of the longitudinal or transverse movement of the caliper is carried out with one handle (pos. 19 in Fig. 4; pos. 3 in Fig. 7, 8 and 9), which is mnemonic, i.e. the movement of the caliper will occur in the direction in which the handle is turned. When this handle is turned, one of the four M6-M9 clutches is turned on (see Fig. 3).
 |  |
||
Rice. 7. Turning on the caliper mechanism for longitudinal feed
When forward rotation of the spindle is turned on, turning the handle 3 from the middle (neutral) position I (Fig. 7, a) to the left to failure in position II (Fig. 7, b) will turn on the direct longitudinal feed and move the caliper from right to left, i.e. . from the tailstock to the front. Switching off the longitudinal feed is carried out by returning the handle 3 to the middle (neutral) position I.
The caliper mechanism is switched on for reverse longitudinal feed by moving the handle 3 from the middle position I (see Fig. 7, a) to the right until it fails to position III (Fig. 7, c).
Table 1
| Threads | Handle position | Threads | Spindle speed | ||||||||||||||
| pitch. | 12,5-40 | ||||||||||||||||
| A | Zoom step | 2 3 / 4 | 2 1 / 2 | 2 1 / 4 | 1 3 / 4 | 50-160 | |||||||||||
| B | Norm. step | 12,5-2000 | |||||||||||||||
| 1" thread | B | Norm. step | 4 1 / 2 | 3 1 / 2 | 3 1 / 4 | 12,5-2000 | |||||||||||
| modular | A | Zoom step | 12,5-40 | ||||||||||||||
| 6,5 | 50-160 | ||||||||||||||||
| 2,75 | 2,5 | 2,25 | 1,75 | 1,5 | 1,25 | 12,5-2000 | |||||||||||
| metric | B | Norm. step | 12,5-40 | ||||||||||||||
| A | Zoom step | 50-160 | |||||||||||||||
| B | Norm. step | 5,5 | 4,5 | 3,5 | 12,5-2000 | ||||||||||||
| cross feed = 0.5 longitudinal | |||||||||||||||||
| 4,16 | 3,8 | 3,48 | 3,12 | 2,8 | 2,42 | 2,28 | innings | A | IN | 50-160 | |||||||
| 2,08 | 1,9 | 1,47 | 1,56 | 1,4 | 1,21 | 1,14 | B | D | |||||||||
| 1,04 | 0,95 | 0,87 | 0,78 | 0,7 | 0,61 | 0,57 | B | G | 0,52 | 0,47 | 0,43 | 0,39 | 0,34 | 0,3 | 0,28 | 12,5-2000 |
| 1 1 / 2 | 1 1 / 4 | pitch. | A | Zoom step | 2 3 / 4 | 2 1 / 2 | 2 1 / 4 | 1 3 / 4 | 12,5-40 | ||||||||
| 3 1 / 2 | 50-160 | ||||||||||||||||
| B | Norm. step | 12,5-2000 | |||||||||||||||
| 1" thread | Norm. step | 12,5-2000 | |||||||||||||||
| modular | A | Zoom step | 6,5 | 12,5-40 | |||||||||||||
| 5,5 | 4,5 | 3,5 | 3,22 | 50-160 | |||||||||||||
| 0,5 | B | Norm. step | 12,5-2000 | ||||||||||||||
| metric | A | Zoom step | 12,5-40 | ||||||||||||||
| 50-160 | |||||||||||||||||
| 2,5 | 1,75 | B | Norm. step | 1,5 | 1,25 | 12,5-2000 | |||||||||||
| cross feed = 0.5 longitudinal | cross feed = 0.5 longitudinal | ||||||||||||||||
| 4,16 | 3,8 | 3,48 | 3,12 | 2,8 | 2,28 | A | IN | 200-630 | |||||||||
| 0,26 | 0,23 | 0,21 | 0,195 | 0,17 | 0,14 | B | G | 0,13 | 0,12 | 0,11 | 0,097 | 0,084 | 0,074 | 0,07 | 12,5-2000 |
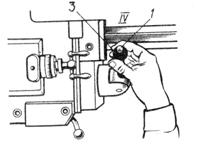
The mechanism of the cross feed of the caliper is turned on by turning the handle 3 from the middle position I (see Fig. 7, a) to position IV (Fig. 8, a) or V (Fig. 8, b), respectively, for direct (on the part) or reverse filing. To turn off the cross feed, the handle 3 returns to the middle (neutral) position.
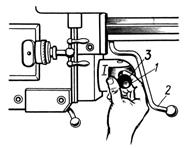
To quickly move the caliper, it is necessary to turn the handle 3 in accordance with the selected direction of movement and press the button 1 in the handle 3 with the thumb of the right hand (Fig. 8, c). This turns on (see Fig. 2) the corresponding clutch in the apron and the motor of the fast travel drive.
Handles 3,4,5,6 are used to set the machine to the required feed or thread (see Fig. 5).
 |
a B C)
 |  |
||
Rice. 8. Turning on the caliper mechanism
AND FULFILLING THEM
In the laboratory work, as an example, methods for setting up a machine for processing conical surfaces are considered.
Rice. 10. Turning short conical surfaces
Rice. 11. Turning tapers with the upper slide of the caliper rotated
3) Determine the angle of rotation of the upper slide according to the drawing of the machined cone
where D, d, l are the larger and smaller diameters and length of the cone.
4) Rotate the turntable 3 of the upper slide to the desired taper angle α. When the top of the cone 2 is facing the tailstock, the rotary plate B with the cutter 1 is turned away from itself, counting the angle of rotation on the scale (vernier) B (Fig. 11, a). If the apex of the cone is turned towards the spindle, then the caliper sled is rotated in the opposite direction (Fig. 11, b).
5) Turn conical surface(preliminary and final), turning the screw of the upper slide of the caliper with both hands (Fig. 11, c) clockwise.
6) Check the angle of the cone with a universal goniometer (Fig. 11, d) or limit gauge-sleeve V (Fig. 11, e).
Rice. 12. Schemes for setting up a machine for processing cones
Rice. 13. Control of displacement of headstock body by vernier and ruler
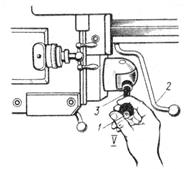
- displacement of the body of the tailstock along the limb of the cross feed screw. Turn cutter 1 over (Fig. 14, a) and fix it in the cutter holder with the reverse side. Extend the quill 2 of the tailstock. Attach a thin strip of paper 3 (or a probe) to the quill and bring the cutter to it so that you can freely remove the paper. On the transverse feed dial, move the cutter away from the quill by the amount H of the displacement of the tailstock body. Move the tailstock housing so that the paper strip 3 is clamped as before;
- displacement of the tailstock body according to the indicator. Fix indicator 4 in the tool holder (Fig. 14, b). Move the indicator until its stem A fits snugly into the quill. Set indicator dial to<0>. Move the body of the tailstock to the required value according to the indications of the indicator scale.
Note.
The use of a moving rear center (Fig. 14, c) allows you not to displace the body of the tailstock. But since with this method, as with the previous ones, the task is in the offset of the center of the tailstock, it is not advisable to single out the method as an independent one, although it formally does not fall under the heading of this paragraph.
By means of the conical shank of the body 1, the structure is installed in the tailstock quill. To carry out the adjustment, it is necessary to: move the slide 3 with the help of the adjusting screw 2 along with the center 4 itself along the guides A of the body by the amount H away from you or towards you, depending on the location of the top of the cone being processed, controlling the amount of displacement on a scale with divisions Г; fix the sled with screws B.
Center 4 (like others, simpler, used when working with an offset tailstock) has a ball top B, which reduces wear due to mismatch between the axes of the part and centers.
3) Install the workpiece at the centers of the headstock and tailstock and the driving chuck.
4) Turn off the conical surface.
 |
a B C)
Rice. 14. Ways to control the displacement of the body of the tailstock
This method of processing long cones is widely used, because. does not require additional devices and can be carried out on any lathe. The main disadvantage of the method is that the centers of the machine, when the tailstock is displaced, are located in the center holes of the part with a warp, as a result of which there is an increased and uneven wear of the surfaces of the hole and the center. As a result, if the part, after turning the cone with the tailstock displaced, is placed on normally set centers and its cylindrical part is machined, the axes of this part and the previously machined conical part will not coincide. In this regard, you should first make rough turning of the conical part of the part, then rough and finish the cylindrical part, and then finish the conical part.
REPORT DESIGN
Universal screw-cutting lathe 1K62.
Screw-cutting lathe 1K62 is universal machine and is designed to perform a variety of turning operations, including cutting left and right threads: metric, inch, modular, pitch and Archimedean helix with a pitch of 3/8 "", 7/16"", 8. 10 and 12 mm.
Screw-cutting lathe 1K62 can be used for processing hardened workpieces, as the machine spindle is mounted on special bearings that ensure its rigidity. Turning of a variety of materials can be carried out with impact load without changing the machining accuracy.
The high power of the main drive of the machine, high rigidity and strength of all links of the kinematic chains of the main movement and feeds, vibration resistance, a wide range of speeds and feeds make it possible to perform high-performance cutting with carbide and mineral-ceramic tools on a 1K62 screw-cutting lathe.
Machine 1K62 refers to frontal lathes, i.e. allows the processing of relatively short workpieces of large diameter.
Rear beam design lathe allows for its transverse displacement, so that the machine can process gentle cones. It is possible to connect the rear beam and the lower part of the caliper using a special lock, which is sometimes required when drilling the rear beam and using the mechanical movement of the beam from the caliper.
On the 1K62 lathe, the following steady rests can be installed: movable, the installation diameter of which is 20-80mm, and fixed, its installation diameter is 20-130mm.
The gears used to transmit movement from the headstock to the gearbox are replaceable on the 1K62 machine.
The longitudinal movement of the 1K62 machine carriage can be limited by a special stop mounted on the front shelf of the frame. Thus, with the stop installed, the speed of movement of the caliper cannot exceed 250mm/min.
The maximum diameter of the workpiece when installed above the bed is 400mm. The maximum diameter of a bar that can be machined on a 1K62 lathe is 45mm. Machine 1K62 has 23 spindle speeds (minimum - 12.5 rpm, maximum - 2000 rpm).
A squirrel-cage asynchronous motor with a power of 10 kW at a speed of 1450 rpm was used as the main drive. The adjustment of the spindle speed, as well as the values of the longitudinal and transverse gears of the caliper, is carried out by switching the gears of the gearbox (different control sticks are used to adjust the spindle speed and caliper feeds).
To ensure fast movement of the caliper in the 1K62 screw-cutting lathe, an additional asynchronous motor is used. Its power is 1.0 kW at a rotation speed of 1410 rpm.
Lathe 1K62 equipped with thermal relays that protect motors from prolonged overloads, as well as fuses that protect against short circuits.
The design features of the 1K62 lathe (it is distinguished by reliability, durability, vibration resistance, equipped with a high power main drive) make it possible to equally use the machine for both high-speed and power cutting.
In the design of the 1K62 lathe, special bearings are provided for installing the spindle, which ensures the required rigidity and high accuracy in processing workpieces. According to GOST 8-82, the 1K62 lathe belongs to the accuracy class H. Machining accuracy will be ensured even in shock load mode.
The 1K62 lathe, due to the excellent combination of quality and reliability of work, as well as unpretentiousness during maintenance, is one of the most popular in small-scale and single-piece production.
The lathe can use a three-jaw self-centering chuck with a diameter of 250mm or a four-jaw chuck with a diameter of 400mm.
The basic model of the series is the 1K62D universal screw-cutting lathe, which is an improved prototype of the 1K62 machine that has proven itself in many countries of the world, previously produced by the Krasny Proletarian plant.
The 1K62 screw-cutting lathe is distinguished by an excellent combination of work quality and unpretentiousness in maintenance.
Technical characteristics of the screw-cutting lathe 1K62.
|
Name of parameters |
Unit. |
Quantities |
|
Accuracy class | ||
|
The largest diameter of the processed workpiece above the bed | ||
|
The largest diameter of the processed workpiece over the support | ||
|
The greatest length of the processed workpiece | ||
|
The size of the inner cone in the spindle |
Morse 6 M80* |
|
|
Spindle end according to GOST 12593-72 | ||
|
Spindle through hole diameter | ||
|
The largest mass of the installed workpiece | ||
|
Fixed in a cartridge | ||
|
fixed in the centers | ||
|
Number of spindle speed steps | ||
|
direct | ||
|
Reverse | ||
|
Spindle speed limits | ||
|
direct | ||
|
Reverse | ||
|
Number of working feed steps | ||
|
Longitudinal | ||
|
transverse | ||
|
Working feed limits | ||
|
Longitudinal | ||
|
transverse | ||
|
Number of threads to be cut | ||
|
Metric | ||
|
inch | ||
|
Modular | ||
|
Pitchevyh | ||
|
Archimedean spiral | ||
|
Thread pitch limits | ||
|
inch |
thread/inch | |
|
Metric | ||
|
Modular | ||
|
Pitchevyh | ||
|
Archimedean spiral |
3/8”, 7/16” |
|
|
Archimedean spiral | ||
|
Maximum torque | ||
|
The greatest movement of the quill | ||
|
Lateral displacement of the body | ||
|
The largest section of the cutter | ||
|
Machine dimensions |
2812x1166x1324 |
|
|
Machine weight | ||
|
Main drive motor power | ||
|
Power of the electric motor of the drive of fast movements of a support |
0.75 or 1.1 |
|
|
Cooling pump power |
Passport of a screw-cutting lathe 1K62.
This instruction manual "Universal screw-cutting lathe 1K62" contains information necessary for both the maintenance personnel of this machine and the employee directly involved in the work on this machine. This manual is an electronic version in PDF format, the original paper version. This documentation contains the Passport and the Manual (instruction) for the operation of the universal screw-cutting lathe 1K62. Contents of this documentation:
TECHNICAL DESCRIPTION
USER MANUAL
PASSPORT
Purpose and scope of the machine
Machine composition
The device and operation of the machine and its components
electrical equipment
Lubrication system
Specifying Security Measures
Installation order
Setting, adjustment and modes of operation
Regulation
Bearing layout
General information
Main technical data and characteristics
Repair Information
Information about changes to the machine
Contents of delivery
Certificate of acceptance
conservation certificate
Packaging certificate
Guarantees
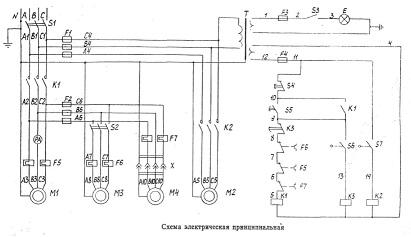
Electric circuit of a screw-cutting lathe 1K62.
The electrical circuit diagram of a universal screw-cutting lathe is shown in the following figure:
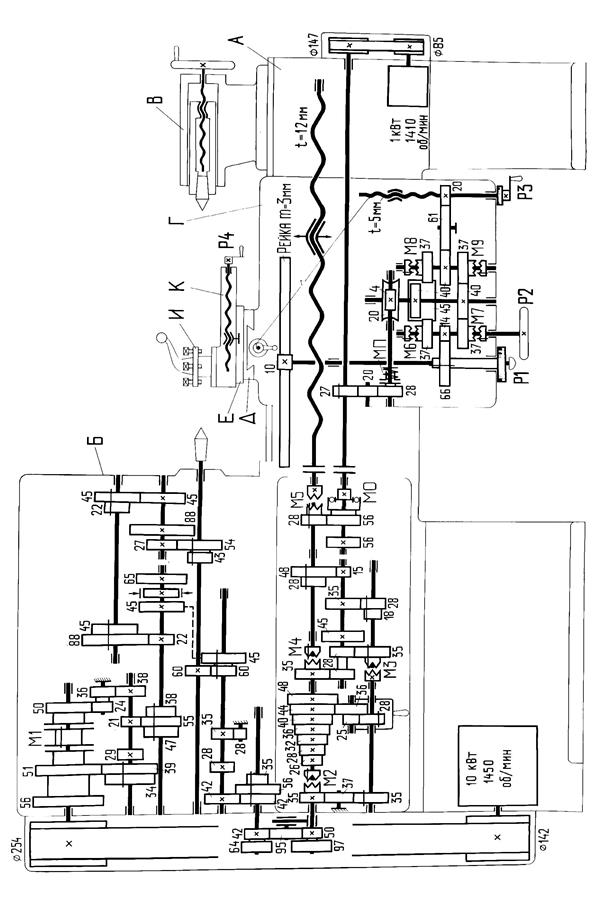
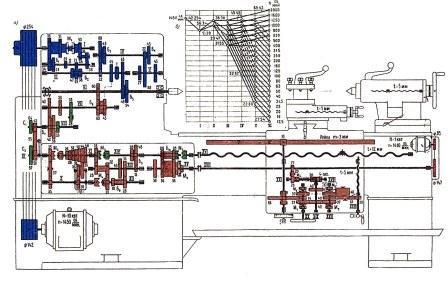
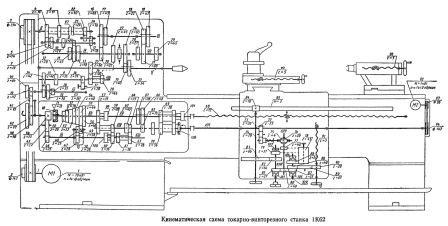
Kinematic diagram of the universal screw-cutting lathe 1K62.
The kinematic diagram of the universal screw-cutting lathe 1K62 is shown in the following figures:
The 1K62 screw-cutting lathe was the most common metalworking machine in the USSR. Its technical characteristics made it possible to work with all kinds of workpieces of almost all standard sizes.
1
The screw-cutting lathe we are interested in has not been produced for more than 40 years. At the same time, 1K62 units are still in operation at small metalworking enterprises specializing in the production of various parts in small batches. The popularity of this equipment is due to its unpretentiousness in maintenance and reliability in use. In addition, the technical characteristics of the 1K62 unit guarantee high quality performance of various turning works. It is also important that hardened metal products can be processed on it.
Machine 1K62
This possibility is due to the presence of special design bearings used to mount the machine spindle. It is these elements that provide increased rigidity of the described screw-cutting equipment. Currently, domestic and foreign enterprises produce various analogues of 1K62. Most of these have the same design. And from 1K62 they differ in better technical characteristics. The Russian metalworking industry uses the following models of advanced machine tools:
- MST1620M (manufactured at the Minsk plant MZOR);
- TV-380K (Savelovsky plant in Kimry);
- CD6140A, BJ1630G, CS6240, CS6140, CA6240A (Chinese manufacturers);
- KA-280 (Verkon in Kyiv);
- 16V20 (plant in Astrakhan);
- 16D20P (Kazakhstan);
- ZhA-805 (Zhytomyr);
- Samat 400 (Samara SVZS);
- CU402, C400TM (plants in Bulgaria).
1K62, as well as the above units, allow you to cut any type of thread, from simple inch and metric, to spiral (so-called Archimedean) with the required pitch (8–12 mm, 3/8–7/16 inch). To change the thread pitch in the machine, various mechanisms are used - guitar wheels, Norton modules and gear link wheels.
2
The passport of the unit describes all the key technical characteristics of metalworking equipment 1K62. In accordance with this document, the machine is allowed to perform turning operations with workpieces weighing up to 1500 kg. There is a small nuance here. Parts weighing 500-1500 kg are processed exclusively in the centers of the machine, weighing up to 500 kg - in the chuck. The length of the workpiece in this case can reach 200 cm, and its maximum cross section is 22 cm (above the support) or 40 cm (above the bed). According to State Standard 8-82, the unit is classified as accuracy category H. This means that the machine makes it possible to apply shock loads to parts without losing the quality of their processing.

Machine at work
As noted, the 1K62 spindle is mounted on bearings. Due to the high rigidity of the structure, the machine can use modern mineral-ceramic and carbide tools that are widely used today. Such devices are used in cases where it is required to carry out high-performance cutting of workpieces from various metals. The hole in the spindle has a cross section of 47 mm. This allows you to work with bars with diameters up to 45 mm. The main characteristics of the spindle are:
- the size of the cone (internal) - Morse 6;
- forward movement frequencies and the number of steps - up to 2000 rpm and 24, reverse - up to 2420 rpm and 12, respectively;
- ending - 6K (according to the standard 12593).
The support of the screw-cutting unit provides the ability to cut 37 pitch, 20 modular, 38 inch and 44 metric threads with pitch limits of 1–96, 0.5–48, 2–24, 1–192, respectively. A special stop can be installed on the machine. It is mounted on the frame in front (on a separate shelf) and allows you to limit the speed of movement of the caliper at 25 cm / min (meaning the transverse movement). If the stop is not installed, the machine operates in fast metal cutting mode. In this case, the caliper moves at a speed of 1.7 m/min in the transverse and 3.4 m/min in the longitudinal direction.
The carriage of the equipment in question has a maximum stroke of no more than 192 cm. The working feeds of the caliper are limited to 0.035–2.08 mm / rev (transverse movement) and 0.07–4.16 (longitudinal). The number of feed steps in this case is 49 in any direction. Note! The lower section of the caliper can be connected to the rear beam of the machine. This opportunity is of great importance. It allows the (mechanical) movement of the beam directly from the caliper. Temporary fastening of these nodes is carried out by means of a special locking connection.
The equipment passport contains information that the 1K62 screw-cutting lathe can use two types of self-centering chucks - four-jaw and three-jaw.
The cross section of the first is 40 cm, the second - 25 cm. The unit, in addition, works with two lunettes. One of them is motionless (the value of its installation is from 2 to 13 cm), the second is movable (from 2 to 8 cm). Through all these design features 1K62 is actively used for both power and high-speed processing of workpieces. We add that the total weight of the machine is 2140 kg, and its dimensions in millimeters, the following are 1324 (height), 1166 (width), 2812 (length).
3
The AO2-52-4F squirrel-cage asynchronous motor is responsible for the functioning of the main drive 1K62. Its speed is 1450 rpm, power is 10 kW. The engine is supplied with a fuse PP-1. This device cuts off the power supply to the machine in the event of a short circuit. Zero protection of the main engine is provided by the KG coil mounted on the contactor. It stops the motor when the mains voltage drops by 50% of the standard value.
Lathe 1K62
The engine is protected from overload by a thermal relay. It opens the working circuit automatically. You can return to work on the machine after the relay has been activated only after 2 minutes. To do this, you need to find the button located under the headstock (on the back of the lathe) on the niche cover, and press it. Start of the main engine is made by the corresponding button. Note that when the machine is running, it cannot be pressed again. The motor is stopped by the Stop button.
1K62 is equipped with three additional engines:
- PA-22 - for the cooling pump, its power is 0.125 kW;
- AOL2-22-6F - for a hydroelectric power station (1 kW);
- AOL2-12-4F - for fast movements (0.8 kW).
The cooling pump can only be started when the main engine is running. To do this, you need to set the VP-2 (package switch of the unit) to the White point mode. The pump is turned off by switching the VP-2 to the Red dot mode. The rotation speed of the asynchronous engine for the 1K62 hydraulic station is 1410 rpm.
Electrical equipment operates from 380 V. It is imperative to insulate the neutral wire of the machine or ground the unit in a blind circuit. The power circuit of the equipment operates at 3–50 Hz, and the control circuit operates at 50 Hz (the same frequency is required to turn on the lighting circuit of the installation).