ボーリングマシン:目的、スキーム、特徴。 ボーリングマシンのモデル。
で さまざまな分野制作活動ではコーディネートなどの機材を使用することが多い ボーリングマシン. この装置は、冶金、機械製造業界で最もよく使用されます。 このグループのマシンの主な目的は、金属表面処理であり、ボーリング、パンチ穴、カウンターシンクなどのワークピースの操作を実行し、その他の多くの操作を実行します。
装置治具中ぐり盤
実際、ジグボーリングマシンは、従来のマシンが実行するすべての機能を完全に実行しますが、その利点は、そのような装置がすべてのアクションを高精度で実行することです。 機械による部品加工のこのような精度は、この装置が光学的、機械的、および自動の性質のあらゆる種類の要素を備えているという事実によって達成されます。
ジグボーリングマシンの詳細は、シリアルとシングルの両方で処理できます。これは、この機器が動作する企業のタイプによって異なります。
この装置の主な作業要素は、他の旋盤と同様に、水平位置と垂直位置の両方で機械に配置できるスピンドルです。 スピンドル自体には、あらゆる種類のツールがすでに追加で取り付けられており、それを使用して作業が実行されます。 例えば、そのような作業要素は、切削中ぐり棒、皿穴、ドリル、およびフライス盤である可能性があります。
これまで、最も一般的なのは数値制御によって作業を行うジグボーリングマシンであり、この装置を使用すると、すべての作業を高精度で実行でき、機械を操作する人員のコストを最小限に抑えることができます。
ジグボーリングマシンの種類
座標ボーリングマシンは、単列マシンと複列マシンに分類されます。 これらのマシンの動作原理は似ており、次のとおりです。 その後の加工用のワークピースは、テーブル上に固定されます。これは、部品の加工で最高の精度を達成するために、座標平面で実行されます。 特定の種類の作業に必要なツール自体は、スピンドル要素に固定されています。 スピンドル自体は、テーブルの座標を使用して設定され、処理中にワークピースと正確に接触します。 これを行うには、ジョブが必要とするとおりに設置されるまで、テーブルを移動します。
ジグボーリングマシンを使用する主な利点は、ワークピースを処理する際のエラーを最小限に抑えることができる特別な修正デバイスが装備されていることです。 座標自体は、ワークピースの設定に必要な値を測定する光学装置によって自動的に読み取られます。
ジグ中ぐり盤の特徴
この装置は、優れた耐振動特性を備えているため、このような装置で安全に作業できます。 さらに、この特性は、機器が動作する精度に直接影響します。
この装置の主要な作業ユニットには、ラック、トラバース、ボーリング ヘッド自体、主軸装置、作業台などの要素が含まれます。 すべての機器は、頑丈な鉄骨フレームに取り付けられています。これは、作業中の不動を保証する、質量の大きな安定したプラットフォームです。
ジグ中ぐり盤はハイレベルな設備でありながら、多彩な操作が可能です。 この機械は、表面のフライス加工などの作業も実行でき、機械はワークの端部の切断とマーキングに使用できます。 したがって、この機器があれば、この機械はさまざまな機能を実行するため、補助作業ツールの購入にかかる追加費用を回避できます。
序章
1.ジグ中ぐり盤の装置と動作原理
2. 基準の計算
2.1 技術オブジェクトの開発基準
2.2 基準の計算
2.3 基準の変更の決定
3. ジグ中ぐり盤開発の展望
結論
参考文献
序章
中ぐり盤は、単一およびバッチ生産で部品を処理するように設計されています。 これらは、穴の荒ボーリングおよび精密ボーリング、円筒外面および穴の端部の旋削加工、穴のドリル加工、皿穴加工およびリーマ加工、フライス盤、ねじ切りおよびその他の操作に使用できる汎用マシンです。 ボーリング マシンで実行されるさまざまな種類の処理により、場合によっては、他のマシンに再配置することなく部品の完全な処理を実行できるようになります。これは重工業にとって特に重要です。
中ぐり盤の特徴は、軸送り運動を行う水平 (または垂直) スピンドルの存在です。 主軸には切削工具が取り付けられています - カッター、ドリル、カウンターシンク、フライス、タップなどを備えたボーリングバー。 プログラム制御を備えたボーリングマシンが広く使用されており、切り替え時間が短縮され、労働生産性と加工品質が向上しています.
実行される操作の性質、目的、および設計上の特徴に応じて、中ぐり盤は汎用型と特殊型に分けられます。 また、万能機は、横中ぐり、治具中ぐり、ダイヤモンド中ぐり(仕上げ中ぐり)に分けられます。 すべてのタイプの工作機械で、機械のすべての主要な寸法を決定する最も重要なパラメータは、ボーリング スピンドルの直径です。
座標中ぐり盤の装置と動作原理
工作機械
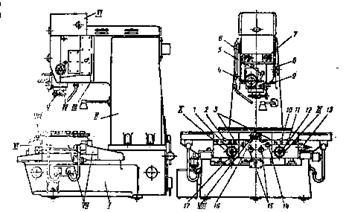
座標中ぐり盤は、正確な座標で穴を加工するために設計されています。 このタイプの機械には、シングルコラム(図1、a)とツーコラム(図1、b)の2つのバージョンがあります。 単座標中ぐり盤の主要部品は、フレーム 1、ラック 2、中ぐりヘッド 3、そり付きテーブル 4 です。2E470A 複座標中ぐり盤には、次の主要部品があります。 2、ボーリングヘッド3、トラバース4、作業テーブル5.
ワークピースはテーブルの平面に固定され、切削工具はボーリング ヘッドのスピンドルに固定されます。 ワークの高さに応じて、トラバースとボーリングヘッドを一定の高さにセットして固定します。 スピンドルを指定された座標に設定するには、テーブルを相互に垂直な 2 つの方向に移動するか (シングル コラム マシンで作業する場合)、テーブルをベッドのガイドに沿って縦方向に移動し、ボーリング ヘッドを横方向に移動します。トラバースに沿った方向 (2 コラム ポータル タイプのマシンで作業する場合)。 ジグボーリングマシンの設計、設置、メンテナンスの特徴は次のとおりです。
親ねじのピッチ誤差を補正する修正装置の存在(古いモデルの機械)。
座標を読み取るための光学装置の使用。 そり、テーブル、製品、切断力の質量を感知するローラーガイドの使用。
部品加工の高精度とユニットの組み立て、加工面の高品質。 優れた耐振動性と大規模な基盤。 (201.5)C以内の一定の室温。
機械にサービスを提供する労働者の高い資格。 穴の処理のための最小および規制された許容値。
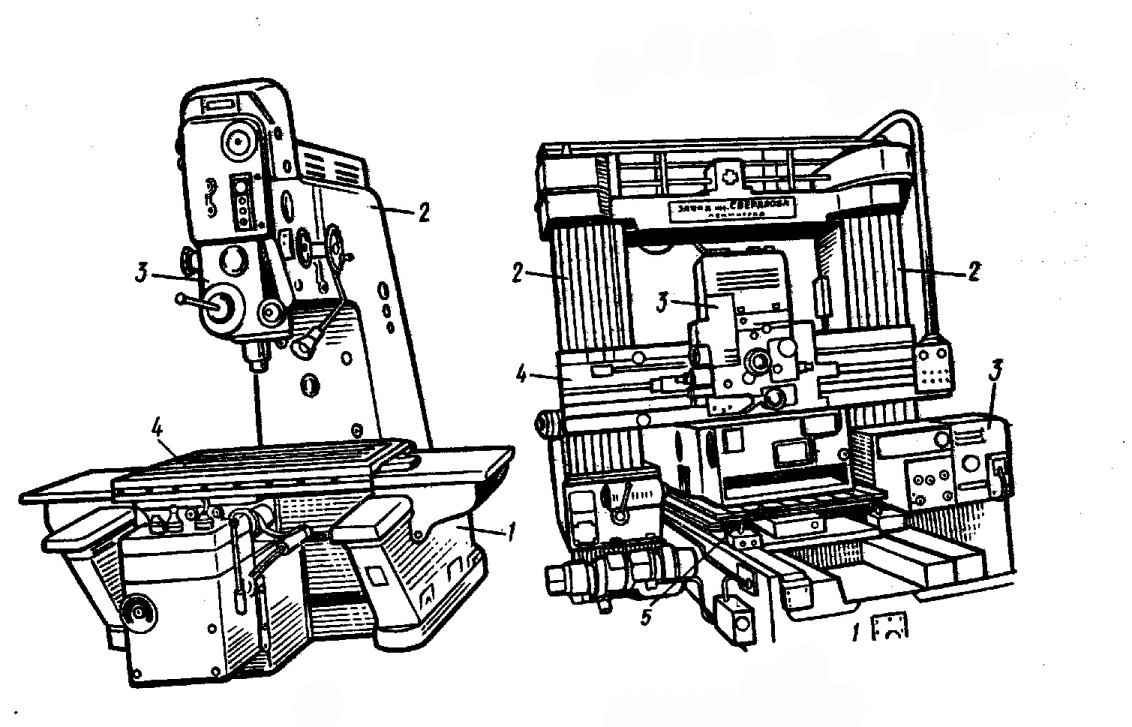
図1。 中ぐり盤の調整:
a - シングルコラム:1 - ベッド、2 - スタンド、3 - ボーリングヘッド、4 - スレッド付きテーブル。
b - 2 列: 1 - ベッド、2 - ラック、3 - ボーリング ヘッド、4 - トラバース、5 - デスクトップ
単列垂直ジグ中ぐり盤は、正確な軸を持つ穴を加工するように設計されており、その間の寸法は直角座標系で与えられます。
さらに、マシンも可能です:
糸切り;
正面またはエンドミルによる表面の精密フライス加工;
トリミング終了;
部品の直線寸法のマーキングと管理。
機械に付属の回転テーブルを使用すると、極座標系で指定された穴を加工したり、相互に垂直または傾斜した穴や平面を加工したりできます。
通常の動作条件下では、直角座標系で加工する場合、機械は最大 0.06 mm の中心間距離の精度を提供します。
機械には、ドリルやボーリング穴、ねじ切り、フライス加工、およびマーキング用のさまざまなツールとアクセサリが装備されています。
一組のコレットが付いているコレット、
掘削、
糸切り、
つまらない。
モールステーパー付きツール用レデューサーブッシング
フライスカッター用アーバー
ボーリングバーのセット
万能刃物台と微動刃物台
顕微鏡センターファインダー、マンドレルセンターファインダー
スプリングコア
設置センター
ボーリング カッター、ドリル、リーマ、カッター、タップの幅広い範囲。
座標中ぐり盤 mod.2E450
マシンモッド。 2E450A - テーブルの寸法が 630x1120 mm の単列、画面上の読み取り機能を備えた光学測定システム、座標の予備セット、テーブルの自動停止、および光電ヌル インジケーターを使用した所定の位置でのスレッドを備えています。 長さの基準はフラットグラスラインの目安です。 スピンドルの回転周期は、調整可能なDCモーターから3段ギアボックスを介して実行されます。 各ステージ内で、スピンドル速度は 50 ~ 2500 rpm の範囲内で無段階に調整されます。 スピンドルの送りも、フリクション バリエータを介して無限に可変です。 所定の深さで主軸送りを自動的に停止するメカニズムがあります。 機械式テーブル クランプと主軸台の手動クランプが用意されています。 座標設定精度は 0.004mm、下穴径精度は 0.005mm 以内です。
座標中ぐり盤 mod.2D450
一座標ボーリングマシンmod. テーブルの作業面が 630x1120 mm の 2D450。 座標サイズの整数部分と小数部分を数えることができる光学装置が装備されています。 この機械は、工具工場と生産工場の両方で、特別な装置なしで部品を精密に加工するために使用できます。 通常の動作条件下では、機械は直交座標系で 0.004 mm の中心間距離を設定する精度を提供します。 そして極システムでは - 5アーク秒。 座標ボーリングの通常の条件で加工された穴の軸間の距離の精度、0.006 mm。
スピンドル軸に対する製品の穴の軸を必要な座標に設定することは、テーブルまたはスレッドの動きによって実行され、その動きは特別な光学装置によって制御されます。 後者は正確な定規に基づいており、一方のケースではテーブル(可動定規)に固定され、もう一方のケースではフレーム(固定定規)に固定されています。 テーブルの定規には1mm単位で1000の高精度目盛りがあり、ベッドの定規には630の目盛りがあります。 ストロークは 75 倍の倍率でマット スクリーンに投影されます。 スクリーン プレーンで定規間隔の 100 分の 1 を評価するために、100 分割の目盛りがあります。 高精度の読み取りを得るために、0.001 mm まで読み取ることができる追加の目盛が画面に表示されます。
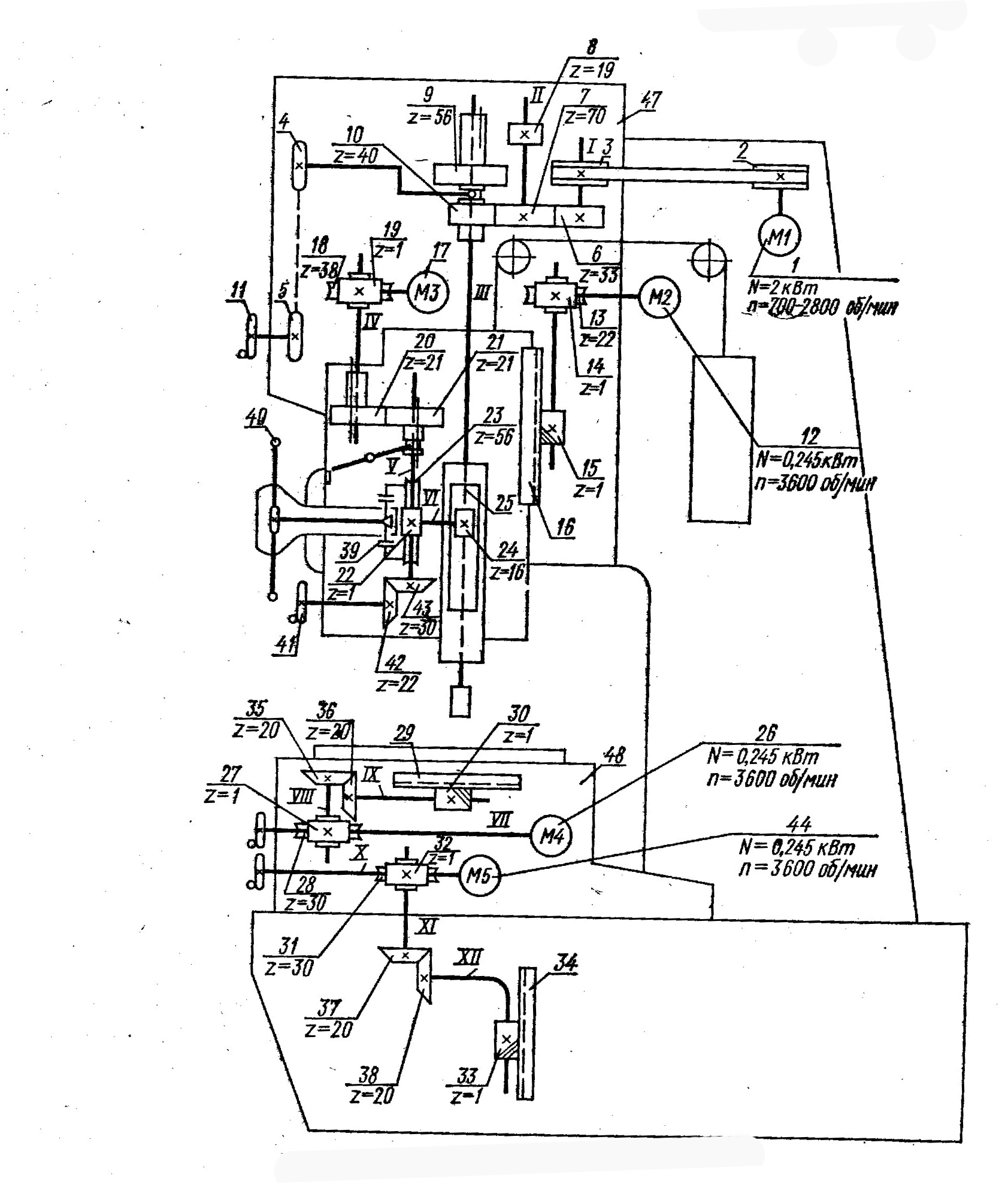
米。 2.マシンmodのキネマティックスキーム。 2D450
図 2 は、マシン mod のキネマティック ダイアグラムを示しています。 2D450。 主な動きのチェーンは、調整可能なDCモーター1からベルトドライブ2-3、シャフトI、ギア6-7、シャフトII、ホイールまたは7を介して実行される切削工具でスピンドルの回転を決定します-スピンドル III に 10。 スピンドル速度は、電気モーター 1 を 700 ~ 2800 rpm の範囲で調整することによって無段階に変化します。 二段変速機の速度段の切り替えは、チェーン伝動装置 4-5 を介してハンドホイール 11 によって実行されます。 速度は、シャフト I に取り付けられたタコジェネレータによって制御されます。
スリーブ、スピンドルの垂直供給は、広範囲の調整を備えた別個の電気モーター 17 DC から実行されます。 ウォーム ギア 18 ~ 19、スプライン シャフト IV、ギア 20 ~ 21、シャフト V、およびウォーム ペア 22 ~ 23、スピンドル スリーブのレール 25 を備えた摩擦クラッチによる回転。 ハンドル 40 のクラッチをオフにした状態で、手動でスピンドル スリーブを上げ下げできます。 スリーブをより正確に動かすために、円錐ホイール42~43によってシャフトVに接続されたハンドホイール41がある。 17 番目のマイクロスイッチをオフにすると、指定された穴あけ深さに達したときにスピンドル スリーブの送りが自動的に停止します。
スピンドルヘッドの調整運動は、ウォームギア13−14およびラックアンドピニオン15−16を介して非同期電気モータ12から行われる。 ワークピースは、2 つの独立した DC モーター 44 および 26 から同様のウォーム ギア 27-28 および 31-32、ベベル ギア 35-36 および37-38、ラック アンド ピニオン ギア 29-30 および 33-34。
一体型クランプを使用して、テーブル、スレッド、スピンドル ヘッドを必要な位置に固定します。
表1。
ジグボーリングマシンのモデル範囲
| モデル | 特徴 |
| 2A450 | X 軸と Y 軸に沿った光学座標参照システムを備えた機械 |
| 2A450AF10、2D450AF10 | X 軸と Y 軸に沿ったデジタル表示装置を含む、電子読み取りおよび測定システムを備えた工作機械 電子フライホイール モード。 |
| 2L450AF11-01 | X、Y、Z 軸に沿ったデジタル表示装置と、X および Y 軸に沿った座標の予備セットを備えた機械 トラッキング位置決めモードと、テーブル移動分解能 0.001 および 0.01 mm の電子フライホイール モードがあります。 |
| 2E450AFZ0 | X軸とY軸に沿ってインタラクティブモードで加工プログラムを設定し、Z軸に沿って座標をデジタル表示する機能を備えたCNCデバイスを備えた工作機械。 |
| 2L450AF4 | X、Y、Z 軸に沿った輪郭加工を備えた CNC を備えた機械 グラフィック モニターにより、軸に沿って移動せずにプログラムをデバッグできます。 パーツ プログラムは、標準のテキスト ファイルまたは自動システムを使用してオンラインで作成できます。 |
2. 基準の計算
2.1 技術オブジェクトの開発基準
テクニカルオブジェクトを特徴付けるパラメータや指標の中には、長時間単調に変化する傾向のあるものや、限界に達したときに一定のレベルを維持する傾向のあるものがあります。 これらの指標は、完全性と進歩性の尺度として誰もが認識しており、技術オブジェクトの個々のクラスと技術全体の開発に強い影響を与えます。
このようなパラメータとインジケータは、技術オブジェクトの開発基準と呼ばれます。 それらの重要性は、技術的対象の分野における技術的進歩は通常、他のものを悪化させることなく(少なくとも大幅に悪化させることなく)いくつかの基準を改善することにあるという事実から判断できます。 開発基準のシステムを形成するときは、いくつかの条件を満たさなければなりません。
測定可能性: 技術オブジェクトのそのようなパラメータのみを開発基準として使用できます。これにより、測定スケールの 1 つによる定量的評価が可能になります。
比較可能性: 開発基準には、さまざまな時代や国の技術的オブジェクトを比較できるような次元が必要です。
例外:主にその有効性を特徴付け、決定的な影響を与える技術的オブジェクトのパラメータのみを開発基準として採用することができます。
最小性と独立性: 開発基準のセット全体には、他の基準から論理的に導き出すことができず、それらの直接的な結果になりえない基準のみを含める必要があります。
製品の技術レベルと品質の評価は、次の順序で比較(比較)分析によって行われます。
ベース製品が選択されます (理想的なバリアント、アナログまたはプロトタイプ)。
評価された製品と基本製品の主要な技術指標と経済指標の数値が明らかになります。
技術レベルと品質の相対指標のレベルが計算されます。
製品の技術レベルと品質の一般化された指標の値が計算されます。
評価された製品と基本製品を比較するための主な条件は、製品要素の比較可能性、機能目的の同一性であることに注意してください。
比較のための基本製品として、世界の慣行で利用可能な、このタイプの標準サイズの製品の最良の実際のサンプルが選択されます。 それは国内外の両方である可能性があり、アナログと呼ばれます。 このタイプの製品の近代化の問題を解決するとき、プロトタイプ製品が基本製品と見なされ、既存の欠点を排除することによって改善されることがあります。
場合によっては、将来の機器を基本製品として採用することができます。これは理想的なオプションです。 技術レベルと品質の観点から理想的なバリアントを特徴付ける指標は、開発基準に従って、このタイプの技術の開発法則に基づいて計算されます。
製品の技術レベルと品質を評価する場合、主要な寸法パラメーター (容量、作業面、有効容量など) の値は、ベース製品の値と 20% 以上異なるべきではありません。
2.2 計算
表 2.
テーブル作業面630x1120mmのジグ中ぐり盤のテクニカルデータ
| 発行年 | 機械モデル | ドリル/ボーリングの最大直径、mm | スピンドルリーチ、mm | テーブルの端から作業面までの最大距離、mm | スピンドル速度制限、rpm | 電力、kWt | 重量、kg | 寸法 | ||
| 長さ、mm | 幅、mm | 高さ、mm | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 10 | 11 | 12 |
| 1968 | 2A450 | 30/250 | 710 | 750 | 50-2000 | 2,0 | 7800 | 2670 | 3305 | 2660 |
| 1973 | 2D450 | 30/250 | 710 | 800 | 50-2000 | 2,2 | 7800 | 3305 | 2705 | 2800 |
| 1978 | 2450A | 40/250 | 715 | 750 | 32-2000 | 6,3 | 7920 | 2430 | 2750 | 3400 |
| 1983 | 2E450AF1-1 | 30/250 | 710 | 770 | 10-2000 | 7,2 | 8500 | 2760 | 2765 | 3000 |
| 1990 | 2E450A | 30/250 | 710 | 770 | 10-2500 | 7,2 | 8050 | 3350 | 2500 | 2885 |
| 1992 | 2E450AF30 | 30/250 | 710 | 770 | 10-2500 | 7,2 | 8000 | 2760 | 2980 | 2980 |
提示されたデータを分析すると、ジグボーリングマシンの開発基準の命名法をまとめることができます。 検討中の基準を計算してみましょう。その計算結果を表 2 に示します。
1. 特定の材料消費。
ここで: Km - 特定の材料消費量。 (kg/mm)
M - 質量 (kg)
N はメイン パラメータの値 (mm) です。
2. 特定のエネルギー強度。
ここで: Ey - 比エネルギー強度 (kW/m);
P - 電力(kW);
N はメイン パラメータ (m) の値です。
3. 機械が占有する特定の領域。
ここで: Sy – このように占有される特定の領域。 (㎡/㎡)
S - 機械が占有する面積 (m2)
N - メインパラメータの単位 (m)
4. 機械の単位質量あたりの電気モーター出力の単位。
表 3.開発の基準。
| 年 | 特定の材料消費量、kg/mm | エネルギー消費量、kW/m | 単位質量あたりの電力の単位、W/kg | 特定占有面積、m2/m |
| 1968 | 31,2 | 8 | 0,25 | 35,29 |
| 1973 | 31,2 | 8,8 | 0,28 | 35,76 |
| 1978 | 31,68 | 25,2 | 0,79 | 26,73 |
| 1983 | 34 | 28,8 | 0,84 | 30,52 |
| 1990 | 32,2 | 28,8 | 0,89 | 33,5 |
| 1992 | 32 | 28,8 | 0,9 | 32,8 |
開発基準から得られたデータをもとにグラフを作成することで、基準変更の傾向をたどり、2007年の予測を立てることができます。
2.3 基準の変更の決定
比エネルギー原単位
機械の特定のエネルギー消費量の値の変化を考えると、このパラメーターが増加する傾向を追跡することができます。 近似法を使用すると、2007 年の予測を行うことができ、パラメータの値は 45 kW/m になります。
特定の材料消費
傾向近似法を使用して、2007 年の基準レベルを見つけます。 ある程度の確率で、基準の値が 32 kg/mm になると断言できます。
単位質量あたりの電力の単位
得られた曲線は、ジグ ボーリング マシンの単位質量あたりの電力の単位が明らかに増加していることを示しています。 近似法を使用して、2007 年のこのパラメータの可能な値は 1.42 W/kg であると仮定できます。
特定占有面積
傾向近似法を使用して、2007 年の基準レベルを見つけます。 ある程度の確率で、基準の値が減少し、30 m2/m になると言えます。
3. ジグボーリング加工の更なる発展への展望
工作機械
改修の近代化
現在、ロシアの産業には、旧式および旧式の治具中ぐり盤モデル 2A450、2D450、2E450 およびそれらの改造品が多数あります。 これらの機械の使用年数は 30 ~ 40 年に達するため、その設計ソリューションは最新の機械要件を満たしていません。 さらに、ユニットの摩耗が激しく、精度パラメーターが失われると、操作に問題が生じます。 これにはすべて、機械設備の更新が必要ですが、現在の経済環境のほとんどの企業には、これに十分な資金がありません。 したがって、これらの条件下では、既存の機器を近代化することは経済的に好都合です。その結果、消費者は最新の機械を受け取り、その設計には工作機械の製造における長年の経験が反映され、すべての要件を満たします。ポインティング(このマシン用)、最新のコンポーネントと制御システムを装備。 同時に、近代化のために機械を引き渡した顧客は、機械の生産サイクル全体が近代化されるのを待つのではなく、このモデルの近代化された機械 (または別のモデルの機械) を工場で利用可能な機械の在庫。 この場合、譲り受けた機械の見積費用は、購入した機械の価格から差し引かれます。
一般的なケースでの手動制御によるジグボーリングマシンの近代化の主なコンポーネントは次のとおりです。
LIRタイプの線形変位の光電変換器と光学読み取り装置の代わりにデジタル表示装置を含む電子読み取りおよび測定システムの設置;
リレー制御回路の代わりに機械電気回路を構築するためのプログラマブルコントローラの使用。
ラックおよびピニオン ギア、単純な可変 DC モーター、およびウォーム ギアの代わりに、テーブルおよびスレッド モーション ドライブのボール ネジおよび可変高トルク DC モーター。
電気機械式クランプの代わりに、空気圧式テーブル クランプとスライドを取り付けます。
スピンドルボックスの動きの機械化;
調整可能なDCモーターでスリーブを動かすためのドライブの設計の適用。
結論
学期論文では、テーブル面が 630x1120mm のジグ ボーリング マシンの開発基準の命名法を、最大のボーリング直径を主なパラメータとして作成しました。 私は、これらの基準のダイナミクスを、工作機械の製造年数ごとに分析しました。 基準の値の変化がどのような要因で発生したかがわかりました。 彼は機械の図を示し、その装置、動作原理を説明しました。 彼は、機械のサイズに対する特定の指標 (特定のエネルギー消費、材料消費) の依存性を分析しました。
彼は、2007 年の基準の値を予測しました。 指標の数値は、表形式およびグラフ形式で示されます。 ジグ中ぐり盤の開発の見通しを述べて仕事を終えた。
参考文献:
ポロビンキン A.I. エンジニアリングの創造性の基礎。 - M: マシノストロニエ、1988 年、-368s。
Belik V.G. 機械と装置の技術レベル: それを改善する方法。 - キエフ、テクニック、1991.-200 年代。
モグノフ V.I. 金属切断機。 クイックリファレンス。 - M.: Gosinti、1964年。 -505s。
命名法参考書。 1978 年から 1979 年に Minstankoprom の企業によって製造された万能金属切断機 - M .: NIIMASH、1968. - 219p。
金属切断機。 ディレクトリ ディレクトリ。 パート 3 - 穴あけおよびボーリング グループの工作機械 - M .: NIIMASH、1973。
金属切断機。 ディレクトリ ディレクトリ。 パート 2 - 穴あけおよび中ぐりグループの工作機械。 - M.: NIIMASH, 1965.
金属切断機。 エド。 V.E. Pusha.-M.: Mashinostroenie、1986. -571s.
ソ連ミンスタンコプロム。 1973 年から 1974 年にかけて Minstankoprom の企業によって製造された万能金属加工機。 - M.: NIIMASH, 1973. -173p.
ソ連ミンスタンコプロム。 1970 年に Minstankoprom の企業によって製造された万能金属加工機。命名法参考書。 - M.: NIIMASH, 1970.- 123p.
金属切断機。 命名法カタログ。 パート 1. 1992 年から 1993 年 - M.: ENIMS、VNIITEMR、1992 年。
デスクトップ(小径の穴加工)、垂直(固定および調整可能なスピンドルを備えた単一スピンドル、マルチスピンドル)、ラジアル、水平、およびドリルセンタリングマシンのキネマティックスキームとチューニング機能の考慮。
機械の技術的目的、処理スキームの分析、および部品の表面を成形する方法。 設計されたモジュールの機能サブシステム。 モジュールの運動学的スキームの開発。 コンピュータを使用したモジュール設計の計算と開発。
CNC旋盤ツール プログラム管理(CNC)。 CNC を使用したボール盤、フライス盤、中ぐり盤用のツール。 楽器のチューニング デバイス。 自動ツール交換用デバイスの機能と分類。
金属切断機モデル 7V36: 目的、運動図。 自動ギアボックスの計算: 構造グリッドの構築、回転数のグラフ。 ギアの歯数を決定します。 摩擦クラッチを使用したACSのレイアウト。
標準の CNC マシン座標系。 方向 標準システム各種機械のコーディネート。 モジュラー CNC マシンのスキームにおける座標軸と移動方向の方法論と記号。
分類システムと 記号フライス盤。 金属切断機の理論。 水平スピンドルを使用した輪郭およびボリューム コピー用の倣いフライス盤。 工作機械製作の科学・実験拠点の創出。
固体材料に止まり穴および貫通穴をあけるために設計された、穴あけおよび中ぐりグループの機械の分類。 垂直掘削機、ラジアル掘削機、ジグボーリング機を構築するための動作原理とスキーム。
技術的特徴による金属切削用工作機械の分類。 モデルのアルファベットと数字の指定。 一般的な特性ラジアルボール盤。 機械 2A554 の目的、装置、動作原理、およびその技術データ。
ギアボックスの機能と要件。 マシン ドライブのキネマティック スキームの最適なレイアウトの選択。 垂直ボール盤のギアボックスの設計のためのスプライン、ベアリング、潤滑システムの選択。
HPSを監視するための技術装置の構成、ワークピース、部品、およびツールを高精度で直接制御する一般的な手段。 機械外部の部品を監視するためのモジュール。 三次元測定機KIM-600の特徴と性能。
カットモード。 ツール パス。 ツールのセットの定義。 キネマティックスキームスピードボックス。 RPMチャート。 エンジンの選択。 選択 技術設備. 機械の簡単な技術的特徴。
歯切り盤の装置と動作原理。 特殊な歯切り盤でかさ歯車を切削します。 工作機械の技術的特徴。 精密歯車加工用の機械のサイクル。 工作機械の発展の展望。
設備の中で、ジグボーリングマシンは独特の「貴族」と呼ばれ、最も重要な部品、つまり相対的な配置がわずかにずれている穴を作成するように設計されています。 このような機械には、ワークピースをツールに対して0.001 mm以下の誤差で移動できる特別な読み取り装置と、機械加工された部品の寸法偏差をチェックするための制御装置があります。
ジグボーリングマシンの目的
座標中ぐり盤は、工具をガイドする工具を使用せずに、中心から中心までの穴を加工することを目的としています。これらの穴の間の距離は、直角座標系でベース面から正確に維持する必要があります。
このような機械は、穴あけ、精密フライス加工、中ぐり、穴のリーミングと皿穴加工、部品の制御と測定、端部の精密フライス加工、およびマーキング作業を実行します。 この機械は、小規模、単一部品、および大量生産で、穴の相互配置にかなりの精度が必要なボディ部品や固定具、および導体に穴をあけるために使用されます。
機械では、中ぐり加工とともに、中心距離を含む寸法のマーキングとチェックが行われます。 機械に付属の円テーブルを使用して、極座標系で指定された穴、互いに垂直な穴、傾斜した穴、機械端面を加工できます。

マシンには、座標サイズの整数部分と小数部分をカウントできる光学読み取りデバイスが装備されています。 ジグ中ぐり盤の装置は、測定機と切削加工機を組み合わせたものですので、その機器で作業することで、他の機械で加工された部品を制御することができます。
通常の操作では、垂直ジグ ボーリング マシンは、座標系の中心間距離の精度を 0.004 mm 程度にすることができます。 穴の中心間のより正確な距離を得るために、ジグボーリングマシンにはデジタル表示装置が装備されており、オペレーターは約0.001ミリメートルの分解能で座標を設定することができます。
ジグボーリングマシンの分類
ジグ中ぐり盤には、1ラックと2ラックがあります。 彼らは、相互に垂直な2方向にワークピースを移動するように設計されたクロステーブルを備えた設計のシングルコラムマシンを持っています. ここでの主な動きはスピンドルの回転運動であり、送り運動はスピンドルの上下運動です。
設計の2列マシンには、ガイド上にあるテーブルがあります。 テーブルは、取り付けたワークをX座標方向に移動させることができ、主軸台が移動すると、主軸軸はテーブルに取り付けられた製品に対してY座標方向に移動します。

自動化のレベルに基づいて、ジグボーリングマシンは、CNC、デジタルディスプレイ、一連の座標を備えたマシン、およびさまざまな作業を実行できるワークピースとツールの自動交換を備えたマシンに分類されます フライス加工高レベルの精度で。
取引の性質に応じて、 設計上の特徴と目的、ジグボーリングマシンは普遍的で専門化されています。 万能機、順番に、水平ボーリングと仕上げボーリングに分けられます。 すべてのタイプの工作機械で最も重要なパラメータは、ボーリング スピンドルの直径です。
座標計算機の型式
ジグボーリングマシンの人気のあるモデルには、横方向と縦方向の動きを備えた長方形のテーブルがあります。 スピンドルヘッドの調整運動が提供されます。 横方向および縦方向のテーブルの加速された動作運動が実行されます 電気駆動調整範囲が最も広いため、フライス加工中のジグボーリングマシンの剛性と生産性を高めることができます。 詳しく見てみましょう 仕様ジグ中ぐり盤の人気機種。
ジグ中ぐり盤 2a450
スライドとテーブルの移動を含む 2a450 ジグ ボーリング マシンの寸法は、2670 x 3305 x 2660 mm です。 テーブルの作業面の寸法は、1100 x 630 mm です。 付属品と電気キャビネットの質量を除いた機械の重量は 7300 kg です。 この機械では、最大重量600kgの製品を使用する場合、最大穴あけ径30mm、最大ボーリング穴250mmを達成することができます。 スピンドル速度は50〜2000 rpmに達し、フライス加工中の製品の移動速度は30〜200 rpmに達します。 ジグボーリングマシン2a450を使用すると、電動機の出力は4.5 VKtに達し、回転数は1800 rpmになります。
ジグ中ぐり盤 2d450
2d450 ジグ ボーリング マシンの寸法 (スライドとテーブルの移動を含む) は、3305 x 2705 x 2800 mm です。 作業面の寸法は 1100 x 630 mm です。 電気キャビネットと必要な付属品を除いた機械の重量は 7800 キログラムです。 最大ボア径は250mmで、重量600kgまでの製品が使用可能です。 スピンドル速度は毎分 50 ~ 2000 です。 機械に取り付けられた電気モーターの出力は2 VKt、回転速度は700 rpmです。
座標中ぐり盤 2v440a
スライドとテーブルの移動を含む 2v440a ジグ ボーリング マシンの寸法は、2520 x 2195 x 2430 mm です。 テーブルの作業面の長さは800、幅は400ミリメートルです。 外部付属品を含めた機械の質量は 3630 キログラムです。 2v440aジグ中ぐり盤を使用した場合、固形物への最大穴あけ径25mm、最大重量320kgの製品で最大穴あけ径250mmが可能です。 スピンドル速度の限界は毎分 50 ~ 2000 rpm に達し、電気モーターの出力は 2.2 WK、回転速度は 800 rpm です。

ジグ中ぐり盤 2431
モデル 2431 は 寸法- 1900 x 1445 x 2435 ミリメートル、電気機器なしの重量 - 2510 キログラム。 2431 ジグ中ぐり盤の電装質量は 420kg、付属品一式で 380kg です。 テーブルの作業面の寸法 - 560 x 320 ミリメートル。 このモデルを使用すると、最大重量 250 kg の製品を使用した場合、最大穴あけ直径 18 mm、最大穴あけ直径 125 mm が達成されます。 1 分あたりのスピンドル速度の制限は 75 ~ 3000 rpm で、電気モーターの総出力は 2.81 WK、メイン モーターの出力は 2.2 KW です。
ジグ中ぐり盤 2421
2421 ジグ ボーリング マシンの寸法は、900 x 1615 x 2207 mm です。 デスクトップの寸法は 450 x 250 mm です。 付属品を含めた機械の質量は 1610 キログラムです。 このモデルを使用すると、最大重量 150 キログラムの製品を使用する場合、固体材料で最大 12 mm の穴あけ直径と最大 80 mm のボーリング穴を達成することができます。 スピンドル速度の範囲は 135 ~ 3000 rpm です。 電気モーター出力 - 10 VKt。
このように、ジグ中ぐり盤は最も重要な機能、つまり穴を開け、そのずれを制御する役割を果たします。 このマシンには、オペレーターが 0.001 mm の分解能で座標を設定できるデジタル指示装置と、座標サイズの整数部分と小数部分を読み取るための読み取り装置が装備されています。
一般的な特徴: ジグ ボーリング マシンは、精密な軸で穴を加工するための普遍的な手段を提供する金属切断機のグループに属します。 ジグボーリングマシンの特徴は、直角座標または極座標でワークピースを移動させることです。 中ぐりの他、穴あけ、仕上げフライス加工、マーキング、直線寸法のチェックなどを行います。回転テーブルを使用して、軸が互いに垂直に傾いた(極座標系の)穴を加工したり、端面を回転させたりします。
座標中ぐり盤は、ジグプレート、治具本体、および重要な機械部品に穴を加工するときに、特別な装置なしでワークピースの穴の軸の相対位置で高精度を達成する必要がある場合に、単一および小規模生産で使用されます。 .
ジグ中ぐり盤の直線運動の精度は、小型 2 µm、中型 3 ~ 4 µm、大型 6 ~ 8 µm のマシンの場合、次の制限内にあります。 機械で 精度の向上(マスターマシン)寸法精度は1ミクロンに達し、角度変位は最大5インチです。ボーリングマシンは、本質的に金属切削機と測定機の組み合わせであり、他の機械で加工された部品を制御することができます.精密なマーキングや分割などの作業に使用する機械です。 測定器そして自動化の程度。
レイアウトに従って、座標中ぐり盤は1列と2列に分けられます(図7、a、b)。
シングルコラムマシンには通常、1 つのスピンドルと、縦方向と横方向に移動するテーブルがあります。 2 列の機械では、テーブルは縦方向に動き、主軸台はテーブルの移動方向に垂直な横方向にトラバースに沿って移動できます。
> ジグ中ぐり盤 2D450型
一座標ボーリングマシンmod. 2D450 には、座標サイズの整数部分と小数部分をカウントできる光学デバイスが装備されています。 この機械は、工具工場と生産工場の両方で、特別な装置なしで部品を精密に加工するために使用できます。
|
マシンモッドの技術的特徴。 二次元 450 |
|
|
テーブルの作業面の寸法(幅×長さ).. |
|
|
テーブルを移動して、もう mm はありません。 |
|
|
縦方向。 |
|
|
横。 |
|
|
スピンドルの変位、mm、これ以上。 |
|
|
ヘッドストックの変位、mm、これ以上.. |
|
|
掘削径、mm、これ以上.... |
|
|
ボーリング径、mm、これ以上.. |
|
|
距離、mm: |
|
|
主軸先端からテーブル面まで。 |
|
|
スピンドル軸からラックまで (高さ) |
一座標ボーリングマシンmodのベース。 2450 は床 I で、垂直柱 II に隣接しています (図 8)。 ヘッドストック IV は、本体に 2 つの V 字型プリズムガイドを備えた別のメカニズムであり、垂直ガイド III に沿って移動できます。 主軸台の上部には、スピンドル V に回転運動を与えるギアボックス XI があります。ベッド I には、コントロール パネル VI と座標 VIII を事前設定するための機構があります。 テーブルとスレッド VII には別のドライブがあります。 IX - テーブル移動ドライブ、X - スライド移動ドライブ。 テーブルはベッドの水平ガイドに沿って移動します。 テーブルを移動するためのガイドの 1 つはフラットで、もう 1 つは V 字型です。 転動体 - 金属製のケージに収められ、ベースとテーブルの表面に直接置かれているローラー。
機械の主要ユニット: スライドを手動で動かすための 1 つのハンドホイール。 2-スライドスピードコントローラー; 3 - マシンコントロールパネル。 4 - スピンドルの加速された動きのハンドル。 5 - 特定の深さでスリーブの供給を遮断するための機構のハンドル。 6 - スピンドル速度インジケータ; 7 - スリーブの移動速度の指標。 8 - スピンドルの速度ステップを設定するためのハンドル。 9 - ハンドホイール手動送りスピンドル。 10 - スピンドルスリーブフィードレギュレータ。 11 - テーブルのスピードコントローラー。 12 - テーブルを手動で動かすためのハンドル。 13 - スレッドの一連の座標のメカニズム。 テーブルのハンドホイールミクロンスケール; 15 - 光学系の読み取り値をゼロにするためのボタン。 16 - テーブル座標を取得するメカニズム。 17 - ハンドホイール ミクロン送りスレッド。
通常の動作条件下では、機械は直交座標系で 0.004 mm の中心間距離を設定する精度を提供します。 そして極システムでは - 5アーク秒。 座標ボーリングの通常の条件で加工された穴の軸間の距離の精度、0.006 mm。 スピンドル軸に対する製品の穴の軸を必要な座標に設定することは、テーブルまたはスレッドの動きによって実行され、その動きは特別な光学装置によって制御されます。 後者は正確な定規に基づいており、一方のケースではテーブル(可動定規)に固定され、もう一方のケースではフレーム(固定定規)に固定されています。 テーブル定規は1mm単位の高精度1000分割、ベッド定規は630分割。 ストロークは 75 倍の倍率でマット スクリーンに投影されます。 スクリーン プレーンで定規間隔の 100 分の 1 を評価するために、100 分割の目盛りがあります。 高精度の読み取りを得るために、0.001 mm まで読み取ることができる追加の目盛が画面に表示されます。
座標中ぐり盤は、穴の相対位置に高い精度が要求される導体、治具、および部品の穴加工用に設計されています。 中ぐり、穴あけ作業に加えて、精密フライス加工、直線寸法、特に中心間距離のマーキングとチェックを機械で実行できます。 付属の回転テーブルなどを使用して、極座標系で指定した穴加工、傾斜穴や互いに垂直な穴加工、端面加工も可能です。
米。 31. 座標中ぐり盤 2A450: 1 - フレーム; 2 - ラック; 3 - スピンドルヘッドストック。 4 - テーブル
図上。 図 31 は、座標サイズの整数部分と小数部分をカウントできる光学装置を装備した 2A450 ジグボーリングマシンを示しています。 2A450 マシンは、特別な装置を使用せずに部品を精密に加工するためのツールおよび生産ワークショップの両方に適しています。
通常の動作条件下では、機械は直角座標系での中心間距離の設定精度を保証します - 0.004 mm、極座標系で - 5 秒角。 通常の座標ボーリング条件で加工した穴の軸間距離の精度は0.006mmです。
座標数
座標は、正確なスケール ミラー ローラーと光学機器を使用して測定されます。 ミラーローラーはステンレス製の棒にノッチ状の目盛りをつけたものです。 ローラーの表面は鏡面仕上げになっています。 座標は、特殊な顕微鏡による観察によって正確な縮尺で設定されます。
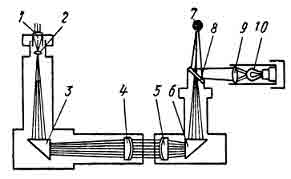
米。 32.縦スケールを観察するときのビームの降下のスキーム
図上。 図32は、縦目盛で観察したときの光線の経路を示す図である。 光源10からレンズ9を通った光線は、45°の角度で配置された平板ガラス8の表面上に方向付けられたビームとして落ち、そこから反射され、スケールローラー7の鏡面に落ちる。ローラー 7 によって板ガラス 5 を通過し、プリズム 6 によって屈折され、レンズ 5 を平行ビームで通過し、レンズから出ます。 マシンキャリッジとコントロールパネルの間の距離を通過すると、光線は接眼レンズに入ります。 その後、光線はレンズ 4 を通過し、プリズム 3 によって屈折され、接眼レンズ 1 の焦点に集められます。接眼レンズ 1 の視野には、2 つの平行なターゲットリスクを備えた薄いガラス板 2 があります。スケールローラースケール7のリスクの画像が配置されている必要があります。
ミラーローラーのスケールを使用した動きは、次のように測定されます。 移動量は、ミリメートル単位で、ミリメートル単位の目盛定規で測定されます。 ミリ単位の動きは、目盛り付きのローラーに固定された手足によってカウントされます。 生成される読み取り値の精度は、スケール ローラーのノッチのステップの精度に依存します。
キネマティックスキーム
図上。 図 33 は、機械 2A450 の運動図を示しています。 メインムーブメントのチェーンは、切削工具によるスピンドルの回転を保証します。 スピンドルは調整可能な電気モーターによって回転します 直流ベルト駆動と 3 速ギアボックスを介して 5. 各ステップ内で、電気モーター 5 を調整することにより、700 ~ 2800 rpm に等しいスピンドル速度が無段階に変更されます。
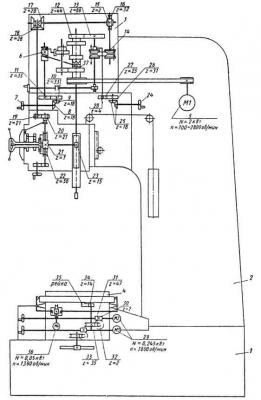
図 33. マシン 2A450 のキネマティック ダイアグラム
ギアボックスのギアホイールとカムクラッチ37は、ギアホイール8-9-10-11を介してフライホイール7によって回転されるドラム69によって制御されるレバーによって切り替えられる。
フィードチェーン
垂直フィード チェーン、つまり回転スピンドルによるスピンドル スリーブ (スリーブ) の垂直移動は、ギア ホイール 12 からギア ホイール 13、摩擦無段階ドライブ 14、ウォーム 15、ウォーム ホイール 16 を介して実行されます。 、ギアホイール17、18、ギア19、20、ウォーム21、ウォームホイール22、およびスピンドルスリーブのラックと係合するラックおよびピニオンギア23を有する逆転機構。 ベベル ギア 25 およびギア 26 を介したフライホイール 24 による送り量を変更するには、ギア ナット 27 を回転させ、スクリュー ロッド 28 を移動させます。スクリュー ロッド 28 は、したがって、駆動装置14のコーンを縮小または拡大し、ギア比を無段階に変更することが可能であり、したがってスピンドルの0.03~0.16mm/回転の範囲で送りを得ることができる。
テーブルの縦方向の動きの駆動は、0.245 kW の電力を持つ調整可能な DC モーター M2 から、ウォーム ペア 30-31、32-33、ラックおよびピニオン ギア 34、およびテーブルに固定されたラック 35 を介して実行されます。 . 電気モーターの回転数は広範囲に調整可能です。 テーブルの横方向の動きは、同様のキネマティックチェーンを介して電気モーターMZから行われます。
所望の位置にあるテーブルは、電動モータ36によって駆動される、スライドに取り付けられたギアボックスから固定される。テーブルクランプ機構は、対応するボタンを押すことによってオンおよびオフにされる。
- 1195 ビュー


