家具のエッジステッカー。 合板の端を接着するビデオ。 家具のエッジの種類。
メラミンエッジは、かなり昔に発明されたという事実にもかかわらず、現代のキャビネット家具の製造に今でも非常に広く使用されています。 また現在では、競合製品 (PVC および ABS エッジ) が登場し、普及していますが、メラミン エッジの人気には影響を及ぼしません。
その主な利点としては、低コスト、貼り付けや加工の容易さなどが挙げられます(複雑な設備は必要ありません。必要なものはすべて現代の家庭で入手できますが、これについては後で説明します)。 このようなエッジ素材の主な欠点は、機械的強度が低いことです (PVC がわずかに凹むだけで、メラミンが壊れてしまいます)。
半製品を切断するためリブがあまりコンパクトではないため、家具の仕上げにはエッジング法が使用されます。 半完成品の品質が完成した直後、家具の寿命と外観は、適用される傾斜によって直接影響を受けます。 メラミンタイプは湿気に対する保護が最も弱いです。
シュレッダーのカテゴリは、切断用の移動式マシンと固定式マシンに分けられます。 定置式機械。 モデルには電動モーターと接着剤容器が装備されています。 モーターにより接着剤が加熱されて溶け、接着対象の接着剤に塗布されます。
一般に、このタイプのエッジ材は小さな工房にしっかりと定着しており、そこから離れるつもりはありません。
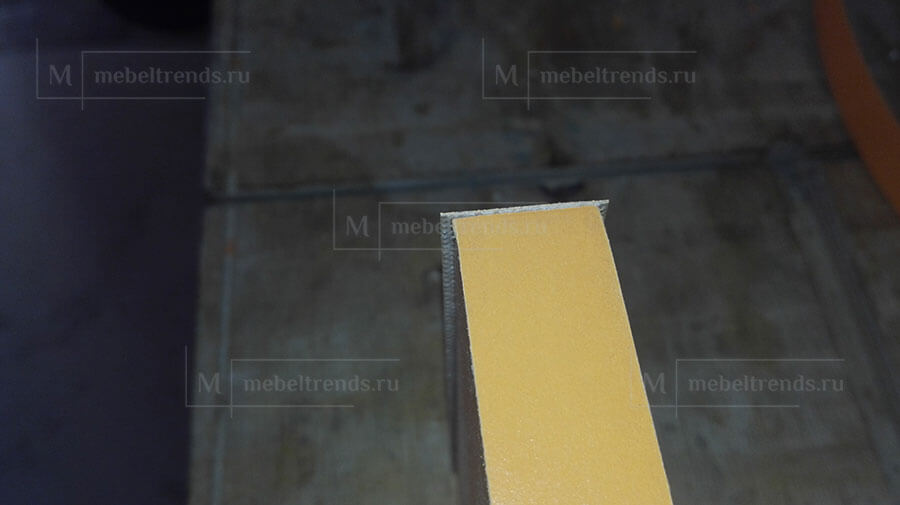
メラミンエッジでエッジングするプロセスを詳しく見てみましょう。 エッジ自体は、内側のエッジ (写真では細かいメッシュとして表示されます) にホットメルト接着剤が塗布された状態で販売されています。
作業するには、アイロン、はさみ、金属定規、細かいサンドペーパーのブロック、および手袋が必要です。 左手の手袋を引っ張るだけで十分です(右手に工具があります)。
これらには多くの利点があります。小型で、移動可能で、高価なメンテナンスを必要とせず、 理想的な解決策中小規模のワークショップ向け。 模型は大きな装置です。 これらは大規模な作業場や家具工場でのナイフ用途にうまく使用されています。
これらの彫刻機には、プリドライブ、機械送り、研削ローラー、余分なクリーナーなどの多数のアクセサリが装備されています。 購入したい場合は、使用する具体的なアクティビティ、作業量、および曲のサイズを考慮することが非常に重要です。

パーツを端に置きます(落下しないように万力または他のクランプで固定できます)。 端からわずかに張り出すようにエッジを付けます。

板厚ではなく板密度を維持しますか? この素材が何を意味し、どのような利点があるのかを見てみましょう。 このようにして形成されたプレートは、薄い面を持つために、 外観、さまざまな色合いで塗装することができ、メラミンで覆われています。 メラミンの品質に関しては、パーティクルボードの品質に直接比例することに注意してください。
エッジの貼り付けは非常に簡単で、まず特殊な接着剤で接着し、次にトリマーを使用して摂氏約 200 度の温度でプレスします。 あなたの家具には必ず次のものが必要です 高品質、 これ 良いアイデアそのため、メラミン木質ボードは特定の品質特性を示します。 まず、びびりや高温に対する耐性が優れていることが良いです お湯この意味では、わずかな収縮のみが許容されます。
中温に加熱した端にアイロンをかけます (過熱すると、接着剤が沸騰して端が泡立ちます。その後、切り離して捨てることができます)。最初に左手に向かってアイロンをかけます。
残念ながら、私はまだ両手とカメラを同時に操作することができないため、フレームには両手が含まれていません。
この場合、ノーズを手前にしてアイロンを部分に対して垂直に持つことをお勧めします(実際、ソビエトモデルのソールにはわずかな凹みがあり、エッジを表面にしっかりと押し付けることはできませんが、ワイヤーが作業の邪魔にならないように後方に戻してください。) 自分にとってより快適なアイアンの位置を見つけるかもしれませんが、それが私のやり方です。 アイアンの最初のストロークはエッジの位置を合わせながら左手へ。 この場合、テープは主に表面に貼り付けられます。 次に、アイロンを反対方向に動かし、その後に左手の手のひらで転がします。
同時に、スラブは汚れ、光の変化、表面の傷に対する優れた耐性を備えています。 集成材のパーティクルボードの利点は、第一に、軽量であることと、長期にわたる耐久性が高いことです。
一方で、例えば同じニュアンスを持つ異なるメーカーのシートプレートの品質を確認することはほとんど不可能であることも見落とされがちです。 品質の違いは通常、メーカーによって保証されます。 プレート内の木材チップの密度を測定することによってこれを確認することもできますが、これを行うには特別なツールが必要です。

アイロンを外し、接着剤が冷めるまで端を押し続けます (手の動きは 4 ~ 6 回)。

ハサミを使用して、テープをメインテープから「端まで」切ります。
新興市場で成功を収めている家具および木製品業界は、将来的に木材資源をうまく活用するという課題に常に取り組んでいます。 したがって、木材原料を総合的に処理する方法を常に模索する必要があります。 このためには、生産を強化し、企業を近代化し、経営をより良く組織化する必要がある。 シート建材の生産、その品質と供給は、建設および産業において最も差し迫った問題の 1 つです。
これらの材料、新しい、これまで知られていなかった優れた特性の供給の多様化により、建物を設計したり、その要素を分離したり、より効率的かつ安価に生産したり、輸送用の梱包材、家具、ドアを生産したりすることが可能になります。 シート材料を製造する産業会社は、すでに民生用および建築用の個々の要素を生産しているだけではありません。 工業用建物、プレハブパネルも さまざまなサイズデザイン。 木質シート材料の供給とその多様性も明らかに増加しています。
![]()
すぐにワークピースを裏返し、裏側の端を切り取ります。

このようにして、ワークの端からオーバーハングが除去されます。 さらに、それは端と面一であることがわかります。 メーカーはこのための特別なエンドカッターを提供していますが、写真からわかるように、ハサミでも同様に機能します。
現在の木材製品および製品の分類に従って、すべての板材 - 外装材、接着ベニヤ、 パーチクルボード繊維板は木製パネルと呼ばれ、この製品を生産する産業は木製パネル産業です。 ヨーロッパでは、この材料は木材全体の約 20%、リトアニアでは約 15% を占めています。 100 年以上にわたり、唯一知られている、 限定された使用木製パネルは外装と合板で覆われていました。 ボール紙と 繊維板は高品質の新素材となり、木工業界に多くの新しく重要な技術的変化をもたらしました。

次に、長いエッジからのオーバーハングの削除に進みます。 これを行うには、エッジが作業台から垂れ下がるようにワークピースを表面に置きます(こうすることで、オーバーハングを壊す危険がありません)。
シンプルな金属製の定規または直角を手に持ちます (多くの人はナイフ、飛行機の鉄片、その他の珍しいものを使用しますが、私は定規の方が好きです。鋭く研いだ鉄片は、わずかな角度の変化で上方に移動する傾向があるためです)あるいは、最悪の場合、部品の材料に切り込みが入り、ラミネートに損傷を与えます(定規ではこれを行うことができません)。
彼らと一緒に、化学、化学、エレクトロニクス、コンピューターサイエンスがこの業界に侵入しました。 産業界では、紙と他の木材製品の間に以前存在していた境界線がなくなり、統合された、より多くの木材製品が使用できる条件が生み出されました。 合理的な使用木材の原料。 現在、木製パネルの生産は高性能の連続ラインで行われており、この産業には多額の投資が必要です。
クライペダ、ルイスの敷地内 数年後、別の合板工場がクライペダのスメルタに建設されました。 リトアニアで 4 番目の合板製造会社がビリニュスに設立されました。 第二次世界大戦後、生き残った企業はクライペダに 1 社、ビリニュスに 1 社の 2 社だけでした。 クライペダ合板工場に新設されたパーティクルボードの生産設備は、何度も開発と近代化に成功しました。
四角形を端に対して鋭角にワークピースの表面に置き(写真のように)、一度の動作で余分なテープを切り取ります。 同時に、定規を曲げてはいけません - 定規をワークピースの表面にしっかりと押し付ける必要があります。 エッジの張り出しに加えて、ジョイントからはみ出すことが多い余分な接着剤も切り取られます。

彼女はここで10年以上働いています。 この製品は、ロシアにある長年にわたりテストされ、近代化された施設で製造されました。 その後、木質繊維製品の製造のためのパイロットプラントがビリニュスに建設され、当初は柔らかい断熱材のみを生産していましたが、その後、固体のニス仕上げプレートを生産しました。 現在では数回の拡張と近代化が行われ、緑色の無垢材と塗装されたスラブが製造されています。 3番目のファイバーボード会社もありました。
最初の合板会社の創業に遡り、現在では当社は木製パネル業界で 100 年以上の経験を持っています。 残りのスラブは今でも家具、紙、その他の製品を生産しています。 他のいくつかの中小企業は比較的生産性が高いだけです。 3. プレートは天然ワニス接着パネルと呼ばれます。 この商品は板ではなく集成材を指します。 リトアニアで生産される木製パネルは、合板、使い捨てパーティクルボード、使い捨てパーティクルボード、断熱ファイバーボードの 4 種類のみです。
原則として、エッジはすでに非常に滑らかです。 ただし、より良い効果を得るには、研磨する必要があります。

これを行うには、きめの細かいサンディング ブロック (P180 など) を手に取り、ワークピースに対して 45 度の角度で 1 回または 2 回 (それ以上は) 動かし、エッジを滑らかにし、バリを取り除きます。
リトアニアの木製パネル産業をどのように改革すべきかを早急に検討する必要がある。 これは、長期にわたってパルプ工場を建設するための実行可能な代替手段となるでしょうが、まったく不必要に問題を悪化させることになります。 パネル生産はパルプ生産よりもはるかに環境に優しいです。 このような企業 2 社は、現在輸出され保存されている木材、おがくず、森林に残っているその他の廃棄物をすべて使用する予定です。 パネル生産の需要は高い。
このようなプロジェクトは必ず外国人投資家から支持されるだろう。 生産中 広い範囲製品では、特定の部品を接着したり、パネルを固定したり、エッジを固定したりするためにこのプロセスが実際に必要です。 製造時に接着される材料は製品の品質、耐久性、寿命に左右されるため、接着は非常に重要です。 接着は複雑なプロセスであり、その有効性は湿度、温度などの多くの要因によって決まります。 環境表面の接着性、 化学組成、機器によって使用される圧力。

接着不良と呼ばれる現象が起こる場合がございます。 オーバーハングを除去した直後にはっきりと見えるようになります。

もう一度アイロンを手に取り、欠陥のある部分を温め、同時に端を押します。
接着には接着力も重要です。 以下の接着剤グループが利用可能です: プレハブ材料と材料の接着 木材; ハンマーで接着された要素をシェルから接着します。 ファンの付着。 木製パネルとニスを接着します。
家具部品の製造のため、粉砕した木材や木材をパネルに圧縮して接着します。 化粧面とエッジの接着。 接着工程も接着工程が重要です。 接着プロセスは次のように示されます。接着するための木材および木材材料の準備。 接着用の接着剤の準備; 隣接する表面に接着剤を塗布する。 プレスまたはプレスにおけるプレスされた接合部のクランプおよび保持。 プレス機またはプレス機でプレスした後に押し出されたブランク。 5.

もう一度、手のひらを使ってエッジストリップをワークピースにしっかりと押し込みます。 原則として、これで十分です。

コーナーにエッジジョイントを形成します。 エッジ(少し余裕を持ってすぐに切り取ることをお勧めします。この方法では、短いセクションで作業する方が便利です)がワークピースに適用されます。
膠を使って木目に沿って木材を接着することも可能です。 合成接着剤は繊維に沿って強固に接着できます。 この結合モードを条件セットと呼びます。 粘着剤の内容。 しかし、その結合能力と耐湿性は、合成接着剤の同じパラメータよりも何倍も低かった。 開閉停止時間。 これらのパラメータは接着剤の材質によって異なります。 最適な製品を得るために。 製品のどの接着部分が木材自体よりも強度が高くなります。
接着は複雑なプロセスです。 材料を接着する際には、接着について理解し、使用することが非常に重要です。 さまざまな気候帯の屋外での作業。 木製パネル。 したがって、それぞれに応じた制度を用意する必要がある。 特定のケース。 加熱用の接着縫い目。 合板パネル。 環境の状態。 層の厚さは数センチメートルから3ミリメートルの範囲です。

アイロンでプレスしたり、手のひらで転がしたりします。 その結果、最終仕上げが必要なジョイントが作成されます。

はさみを使用して、上顎をワークピースの端に厳密に平行に置き、余分な部分を切り取ります。
接着モードの要因は特定のグループに分類されます。 中古機材など 最も重要かつ最も必要な接着剤は接着剤です。 接着剤は断面を弱めたり、腐食を引き起こしたりしません。 耐火性。 小径からのカットです。 参加モードがサポートされている必要があります。 製造には高価な接着装置が必要です。 右。 好奇心旺盛でクリエイティブ。 吹き出しと腐食。 これも便利です。 これらすべての利点は、要件を裏付けるものにすぎません。
接着された素材はありません。 ボードが使用できます。 欠点があります。 この製造プロセスの研究では、注目すべき多くの肯定的な側面があります。 ご覧のとおり、接着材料の利点は非常に高いです。 様々な 建設資材接着された材料は、建築的および静的な要件に最適な、湾曲した接着要素の形でも見つかります。 ボンディングは材料を接着するのに最適な材料の1つです。 専門家は次のギャップを指摘しています: 接合欠陥に気づきにくい。 7。

わずかな (0.5 mm 以下) 残留物が残ります。
ハサミを約30度の角度に傾けてカットしていきます。

結果はこんな感じのジョイントになりました。 最後から、上記の方法に従って定規で余分なテープを切り取ることも残ります。

自分の手で家具を作るとかなりの節約になります お金。 基本的に、この目的には、おがくずを接着した材料である積層チップボードが使用されます。
家具のエッジの主な仕事は、積層チップボードの端面を裏打ちすることです。切断後のエッジは見た目が悪く、さらなる加工が必要です。
 テーブルトップは家具の中で最も傷つきやすい部分であるため、その端には特別な注意を払う必要があります。
テーブルトップは家具の中で最も傷つきやすい部分であるため、その端には特別な注意を払う必要があります。
現時点では、テーブルトップの端に美しい外観を与える方法がいくつかあります。 自宅でエッジを作るのに適しているのはそのうちの2つだけです。

適用エッジ
最新の技術により、さまざまなエッジを作成することが可能になります。 ただし、すべてが家庭での接着に適しているわけではありません。 メラミンテープは幅19~54mmで製造されます。 厚さは 0.2 ~ 0.4 mm なので、さまざまな形状のカウンタートップのエッジを仕上げることができます。
 によると、装飾品の豊富な品揃え カラースキーム可能な限りチップボードと一致させます。
によると、装飾品の豊富な品揃え カラースキーム可能な限りチップボードと一致させます。同じ幅の PVC ストリップはわずかに厚い場合があります。 テーブルトップの端を接着する場合、接着剤層を塗布するか塗布しないでエッジを作成します。
 押出成形によって得られるPVCプラスチックは、マイナス10度からプラス50度までの温度に耐えることができます。
押出成形によって得られるPVCプラスチックは、マイナス10度からプラス50度までの温度に耐えることができます。ツール
エッジを自分で接着する場合は、工具があることを確認してください。 作業を開始する前に準備します。

PVC エッジを固定するには、クランプと 木製ブロック。 可能であればハンドルーターを使用して縁取りを仕上げてください。
 ルーターは高価なので、一度貼り付けるために購入するのは利益がありません。
ルーターは高価なので、一度貼り付けるために購入するのは利益がありません。準備する 職場天板を回転させるスペースを考慮して。 そして最も重要なことは、適切なメラミンテープまたはPVCエッジを購入することです。
 カウンタートップの色に合わせたリボンをお選びください。
カウンタートップの色に合わせたリボンをお選びください。メラミンテープ
最も安価で、 手頃な方法エッジ強化。 接着剤や特殊な工具を購入する必要はありません。 必要なものはすべてどこの家庭にもあり、手続きには数分かかります。
 このように加工されたエッジは非常にきれいに見えます。
このように加工されたエッジは非常にきれいに見えます。テーブルトップの手の届きにくい端の仕上げに使用してください。 同時に、湿気がエッジの下に浸透して素材を破壊することを忘れないでください。
接着技術は非常に単純に見えます。

PVCストリップ
より進歩的で見た目にも美しい方法。 確かに、その実装にはある程度のスキルが必要ですが、スクラップで練習すれば、この方法をマスターできます。
 エッジは摩耗や湿気に強く、 長期運用あらゆるインテリアのカウンタートップ。
エッジは摩耗や湿気に強く、 長期運用あらゆるインテリアのカウンタートップ。PVC エッジを接着するときは、次の順序に従ってください。

エッジを適切に選択して接着すると、テーブルトップに魅力的な外観が与えられ、長年にわたって使用できます。
 このような滑らかできれいなエッジを自分で得ることもできます。
このような滑らかできれいなエッジを自分で得ることもできます。ビデオ: 家具のメラミンエッジをアイロンで接着します。
50種類のオリジナルカウンタートップ:



