Cilat elektroda duhet të përdoren për inverterin. Si të zgjidhni një elektrodë saldimi?
Udhëzimet
Kuptoni strukturën e elektrodës. Ai përbëhet nga tela saldimi me cilësi të lartë dhe një shtresë në formën e një shtrese të një përzierje pluhurash të ndryshëm. Veshja është ngjitur në bazë me një masë ngjitëse. Elektroda për të kryer lloje të veçanta saldimet mund të mos kenë një shtresë. Në total, njihen disa qindra lloje të elektrodave, gjë që bën të mundur plotësimin e pothuajse çdo nevoje që lind gjatë saldimit, duke përfshirë punën me çelik, metale me ngjyra dhe lidhje komplekse.
Zgjidhni elektroda bazuar në llojin e ardhshëm të punës së saldimit. Për shembull, për të lidhur çeliqet dhe lidhjet me aliazh të ulët, do t'ju nevojiten elektroda inox me një shtresë të përzier.
Zgjidhni elektroda të veshura me rutil nëse keni nevojë të bashkoni pjesët e prekura nga ndryshku. Elektrodat rutil janë disi më të shtrenjta se elektrodat konvencionale, por gjatë përdorimit të tyre është e mundur të zvogëlohet spërkatja e metaleve, të stabilizohet djegia dhe të rritet fuqia. bashkoj. Skorjet pas punës me elektroda të tilla hiqen shumë lehtë.
Përdorni elektroda ilmenite për të rritur elasticitetin e tegelit. Tegeli i trajtuar me një elektrodë të veshur me ilmenit i përballon mirë ndryshimet e temperaturës. mjedisi. Disavantazhi i elektrodave të tilla është se ato nuk janë shumë të besueshme gjatë saldimit të pjesëve të ndryshkura.
Nëse keni nevojë të lidhni metale me ngjyra së bashku, përdorni elektroda me një pikë shkrirjeje të lartë. Kjo elektrodë përmban tungsten dhe aditivë të veçantë që janë shumë rezistent ndaj efekteve termike.
Kushtojini vëmendje kodimi me ngjyra. Elektrodat me shenja jeshile janë të përshtatshme për saldimin e magnezit dhe aluminit. Shenjat blu tregojnë se elektroda është bërë prej tungsteni me shtimin e oksidit të lantanit. Më shpesh, lloji i fundit i elektrodave përdoret për të punuar me çeliqe bakri ose aliazh.
Kur zgjidhni elektroda, interesohuni për kushtet në të cilat ato janë ruajtur. Fakti është se elektrodat kanë një jetëgjatësi të caktuar. Nëse kjo periudhë shkelet, elektroda nuk do të jetë në gjendje të garantojë cilesi e larte tegel Ju nuk duhet të blini elektroda saldimi që janë ruajtur në kushte lagështie të lartë. Është shumë e padëshirueshme për të blerë produkte të tilla të dorës së dytë, pasi data e skadencës në këtë rast do të jetë pothuajse e pamundur të përcaktohet.
Pajisjet e transformatorëve janë një gjë e së kaluarës. Tani ato po zëvendësohen me inverterë saldimi. Ato ju lejojnë të bashkoni shpejt dhe me efikasitet pjesët dhe strukturat metalike. Në mënyrë tipike, invertorët përdoren si burime energjie për makinat e saldimit kur kryejnë saldim me hark të shkrirë. Përdorimi i këtij lloji të aparatit është i famshëm për faktin se, në sajë të karakteristikave konstante rryma e saldimit dhe qëndrueshmëria e tij, arrihet cilësi e shkëlqyer e tegelit, e cila garanton një lidhje të fortë dhe të besueshme metalike.
Çfarë është saldimi me inverter? Në mënyrë rigoroze, është një proces që përdor një qark, sistem ose një lloj pajisjeje që krijon Tensioni AC kur lidhni një burim DC. Për të qenë më specifik, ky lloj saldimi është një proces i punës duke përdorur një inverter, tradicionalisht është saldim manual me hark elektrik.
Skema e përgjithshme e saldimit të tillë përbëhet nga mbrojtës i mbitensionit, ndreqës rrjeti, konvertues frekuence, transformator me frekuencë të lartë, ndreqës fuqie dhe sistem kontrolli.
Sigurisht, për të bashkuar metalin, një makinë nuk është e mjaftueshme; ju nevojiten gjithashtu pajisje shtesë - një maskë, mbajtëse dhe, natyrisht, elektroda. Pa to, asnjë punë nuk është e mundur. Elektrodat për saldim me inverter vijnë në tre lloje - karboni, aliazh dhe aliazh i lartë.
Përparësitë kryesore të saldimit me një makinë inverter janë:
Ndezje e lehtë dhe e shpejtë, djegie e qëndrueshme e harkut, elasticitet i mirë;
- shtresë saldimi me cilësi të lartë;
- kursim energjie;
- efikasitet i lartë;
- luhatjet e tensionit të furnizimit me energji elektrike nuk ndikojnë në parametrat e saldimit;
- butësi dhe lëvizshmëri.
Sigurisht, saldimi me inverter ka gjithashtu disavantazhe: pajisjet e përdorura gjatë funksionimit, si çdo elektronik tjetër, me të vërtetë nuk u pëlqen uji, pluhuri dhe ngrica. Prandaj, saldimi me inverter duhet të ruhet në një dhomë të thatë dhe mjaft të ngrohtë. Është gjithashtu e rëndësishme që rregullisht të hapni kapakun dhe të fryni përbërësit e pajisjes me ajër të kompresuar.
Video mbi temën
Burimet:
- elektroda për saldim me inverter
Video mbi temën
Në zanatin e saldimit, aftësia për të zgjedhur elektrodat e duhura në varësi të llojit të lidhjeve dhe klasës së çelikut është një aftësi profesionale shumë e rëndësishme. Në këtë artikull do t'ju tregojmë për llojet kryesore të elektrodave të veshjes për saldimin MMA dhe do t'ju shpjegojmë se si t'i përdorni ato për qëllimin e tyre të synuar.
Si funksionojnë dhe si ndryshojnë
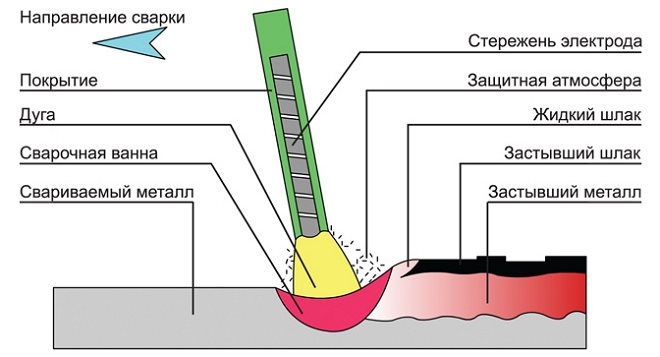
Një elektrodë është një shufër e thjeshtë metalike që shkrihet në një hark elektrik të ndezur dhe mbush shtresën midis dy pjesëve, duke ngrohur njëkohësisht skajet e tyre. Veshja e elektrodës, kur digjet, jonizon mediumin dhe ruan djegien e vazhdueshme të harkut. Përveç kësaj, gjatë djegies, përbërja lëshon gazra që zhvendosin oksigjenin nga pishina e saldimit dhe formon skorje, e cila noton në sipërfaqen e metalit të shkrirë dhe e mbulon atë, duke e mbrojtur atë nga korrozioni, plasaritja dhe efektet e tjera negative gjatë ftohjes.

Të kuptuarit e thelbit të funksionimit të elektrodave është shumë e rëndësishme për të shpjeguar një numër kaq të madh të varieteteve të tyre. Ato ndryshojnë jo vetëm në karakteristikat e forcës së shtresës, por edhe në pozicionin e saj dhe llojin e rrymës së saldimit të përdorur.
Dallimi midis elektrodave sipas vendndodhjes së tegelit
Le të kujtojmë shkurtimisht se si mund të ndryshojë orientimi i pishinës së saldimit në hapësirë dhe si ndikon kjo në teknikën e saldimit. Më e përshtatshme është pozicioni i poshtëm i shtresës horizontale, e cila mund të jetë e sheshtë ose këndore. Në këtë rast, shkrirja në mënyrë efektive mbush shtresën dhe zgavrën, dhe sipër formohet një kore uniforme skorje, e cila ndahet lehtësisht. Pothuajse të gjitha markat e elektrodave, me përjashtim të atyre të veçanta, mund të saldohen në pozicionin e poshtëm horizontal.

Qepjet vertikale janë më të vështira për t'u bashkuar. Në mënyrë tipike, teknika e saldimit përdoret me një proces saldimi me ngritje nga poshtë lart. Prandaj, veshja e elektrodës duhet të lejojë që harku të ndizet shpejt dhe të drejtojë shkurtimisht dhe në mënyrë efektive metalin e shkrirë. Gjithashtu, shtresat vertikale mund të saldohen pa grisje, por për këtë veshja duhet të jetë më e trashë se zakonisht në mënyrë që të formohet një vrimë gjysmërrethore në pikën e kontaktit në elektrodë.

Vendndodhja e sipërme (tavani) e shtresës horizontale konsiderohet më e vështira në saldimin MMA. Është pothuajse e pamundur të bashkohen qepje të tilla pa i grisur; më shpesh ato depozitohen duke përdorur metodën e pikave me një mbivendosje prej 3/4 e depozitës së mëparshme. Elektrodat e veshjes për shtresat e tavanit promovojnë shkrirjen e shpejtë të pjesëve të vogla të metalit dhe ftohjen e tyre po aq të shpejtë. Skorja nga elektroda gjithashtu sillet ndryshe. Në pjesën më të madhe, ajo fluturon në anën (elektroda mbahet në një kënd) dhe mbulon pikën e mëparshme të ngjitjes. Elektrodat për saldimin e tavanit janë më të ndjeshme ndaj modalitetit aktual dhe polaritetit.

Lloji dhe polariteti i rrymës së saldimit
Siç e dini, invertorët kanë rrymë alternative ose direkte në daljen e tyre, kjo e fundit ka lidhje të polaritetit të drejtpërdrejtë dhe të kundërt. Shumica e problemeve të saldimit të elektrodës zgjidhen me polaritet të kundërt, në të cilin elektroda është e lidhur me kontaktin pozitiv "+" dhe pjesa e punës është e lidhur me "-" negative. E veçanta e polaritetit të kundërt është se elektronet, duke lëvizur vazhdimisht nga poli negativ në pozitiv, ngrohin elektrodën dhe veshjen e saj, dhe metali i pjesës nxehet vetëm nga rrezatimi indirekt.
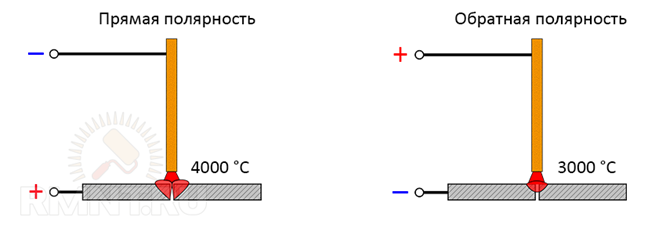
Me polaritet të drejtpërdrejtë, rrjedha e elektrodave drejtohet nga elektroda në pjesën dhe e ngroh atë drejtpërdrejt. Elektroda digjet më ngadalë duke shtuar pjesë të vogla të metalit të shkrirë në banjë. Është e kotë të pritet që një saldim i tillë të mbushë në mënyrë efektive një nyje me një boshllëk të gjerë; polariteti i drejtë përdoret për të bashkuar pjesët e montuara mirë me trashësi saldimi uniform. Për shembull, kjo metodë është e mirë për saldimin e fletëve të metalit, shtresa është minimalisht e dukshme. Falë më shumë temperaturë të lartë pishina e saldimit me polaritet të drejtpërdrejtë, është optimale të bashkohen pjesët masive që kërkojnë thellësi maksimale të ngrohjes.
Saldimi rrymë alternative zakonisht karakterizohet nga spërkatja e fortë e metalit të shkrirë. Veshja e elektrodave për saldimin AC ka aditivë për të stabilizuar harkun dhe papastërti të veçanta aliazhe që e bëjnë shkrirjen më viskoze. Cilësia e saldimit kur punoni me elektroda të rrymës alternative konsiderohet më e larta për RDS.
Shpjegimi i simboleve
Ekzistojnë dy specifika kryesore sipas të cilave shënohen elektroda: GOST 9466 vendase dhe standardi evropian ISO 2560. Secila prej tyre përdor sistemin e vet të simboleve.

GOST
Linja kryesore - Т11-XXX-Y-ZN:
· T - lloji i elektrodave, "E" për saldim MMA;
· 11 - forca e rendimentit të metalit në MPa;
· XXX - markë e elektrodave;
· Y - diametri i elektrodës;
· Z - qëllimi i elektrodës (U - aliazh i ulët dhe karboni deri në 60 kgf/mm, L - i lidhur mbi 60 kgf/mm);
· N - trashësia e veshjes.
Përfundimi - E-AAA-B-C-D:
· E-AAA - lloji dhe përcaktimi i indeksit rregullator karakteristikat e forcës shtresë;
· B - lloji i veshjes;
· C - pozicioni i damarit;
· D - karakteristikat aktuale.
ISO
T XX Y SS 01:
· T - përcaktimi i llojit të elektrodave, "E" - për saldimin MMA;
· XX është forca e rendimentit të metalit në MPa;
· Y - indeksi i rezistencës ndaj ndikimit në MPa;
· SS - lloji i veshjes së elektrodës;
· 0 - indeksi i performancës së sipërfaqes, lloji i rrymës dhe polariteti;
· 1 - indeksi i pozicionit të damarit.
Llojet e veshjeve
Veshja acidike (A) shkrin fort pishinën e saldimit, duke e bërë metalin të ndjeshëm ndaj plasaritjes ndërsa ngurtësohet. Aktualisht zëvendësohet nga acidi rutil.
Veshja kryesore (B, B) siguron viskozitet më të madh të metalit në banjë dhe ngrohje uniforme të pjesës. Elektroda të tilla janë të destinuara për saldimin e strukturave të ngarkuara, por ato duhet të kalcinohen para përdorimit për të shmangur formimin e poreve në metal.
Veshja e celulozës (C, C) digjet në një hark pothuajse plotësisht, pothuajse pa formuar skorje. Kjo lloj elektrode është një nga të paktat që mund të përdoret për saldimin e shtresave vertikale nga lart poshtë.

Baza e veshjes së rutilit (P, R) është dioksidi i titanit. Elektrodat janë optimale për saldimin me tërheqje: ato ndizen dhe e mbajnë mirë harkun dhe depozitojnë metalin në mënyrë të barabartë. Veshja rutile siguron kontroll të plotë mbi procesin e saldimit dhe ju lejon të ndryshoni gjatësinë e harkut në një gamë të gjerë.

Veshjet rutile-celuloze (RC) trashëgojnë cilësitë pozitive të të dy llojeve. Janë këto elektroda që përdoren për instalim në kushte të ngushta; ato lënë një shtresë estetike të fytyrës që nuk kërkon përpunim të mëtejshëm.
Markat më të njohura
Sa më i ulët të jetë kompleksiteti i tegelit, aq më të përshtatshme janë elektrodat për t'u përdorur; disa fjalë për fjalë bashkohen vetë. Këto, para së gjithash, duhet të përfshijnë markën e famshme E46 MONOLITH, e njohur edhe si ANO-36, e quajtur gjerësisht elektroda "shkollë". Është vërtet e lehtë të gatuash me to: veshja rutile-celuloze e mban mirë harkun edhe në rryma shumë të ulëta, metali transferohet në pika të vogla dhe të mesme, duke e mbushur mirë banjën. Sidoqoftë, elektroda të tilla nuk duhet të përdoren për strukturat kritike: për shkak të rritjes së përmbajtjes së silikonit, saldimi humbet duktilitetin dhe forcën e ndikimit.

Rekomandohet saldimi i montimeve dhe lidhjeve që funksionojnë jashtë, duke përfshirë strukturat e kornizës metalike me veshje të varur, duke përdorur elektroda, veshja e të cilave përmban aditivë aliazh. Qepje të tilla kanë një forcë rendimenti shumë më të lartë dhe ato i nënshtrohen korrozionit në një masë shumë më të vogël për shkak të indeksit të ulët të hidrogjenit. Një shembull i një marke të tillë është OK-48. Ata kanë një shtresë bazë dhe shkrin metalin në një gjendje viskoze-lëngore, duke vendosur shkallën optimale të ngrohjes dhe janë të përshtatshme për saldim në çdo pozicion. Nëse kërkohet një penetrim prej 12 mm ose më i lartë, rekomandohet të saldoni paraprakisht shtresën me elektroda të veshura organike si ANO-7 dhe ANO-8.

Për strukturat e saldimit me lloje osciluese ngarkesash dhe enë nën presion përdoren elektroda OK 61.35. Ata kanë një shtresë bazë, metali është shumë viskoz kur shkrihet, dhe shtresa është praktikisht e pandjeshme ndaj korrozionit ndërkristalor.
http://www. rmnt. ru/ - Faqja e internetit RMNT. ru
Në mënyrë që saldimi elektrik duke përdorur një inverter të japë rezultatin e dëshiruar, dhe që saldimi që rezulton të ketë besueshmëri dhe forcë të lartë, është e nevojshme të zgjidhni saktë elektroda për saldimin me inverter. Është shumë e lehtë të ngatërrohesh në shumëllojshmërinë e madhe të produkteve të ngjashme të paraqitura në tregun modern.
Ato ndryshojnë në materialin e prodhimit, llojin, diametrin, përbërjen e veshjes, si dhe një numër karakteristikash të tjera të rëndësishme. Cilat elektroda mund të përdoren për saldim me një inverter, si dhe si t'i zgjidhni ato në mënyrë korrekte, ne duam të flasim në këtë artikull.
Kriteret e përzgjedhjes së elektrodave
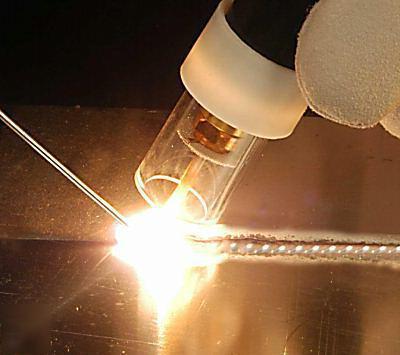
Para së gjithash, duhet të kihet parasysh se elektrodat mund të jenë të llojit të konsumueshëm dhe jo të konsumueshëm. Të parët janë bërë nga një shufër metalike, në sipërfaqen e së cilës aplikohet një shtresë e veçantë, e cila ndihmon në mbrojtjen e zonës së saldimit dhe rrit qëndrueshmërinë e harkut. Ato përdoren për të kryer saldim me hark manual. Produktet e kategorisë së dytë - jo të konsumueshme - përdoren për të kryer punë saldimi në një gaz mbrojtës (argon), varietetet e tyre dhe tiparet e përdorimit do të diskutohen në një artikull të veçantë.
Kur zgjidhni elektroda për saldim duke përdorur një inverter, duhet të keni parasysh që materiali i pjesëve që bashkohen do të ndikojë gjithashtu në karakteristikat cilësore të shtresës që formohet. Prandaj, për të gatuar materiale të ndryshme, përdoren tipe te ndryshme. Kështu, për shembull:
- për të lidhur produktet e bëra nga, zgjidhen elektroda karboni;
- për të lidhur produktet e bëra prej çeliku të lidhur, përdoren elektroda të markave përkatëse: OZS-4, MR-3 (GOST 9466-75), MR-3, ANO-21, UONI 13/45 (GOST 9467-75);
- nëse është e nevojshme të kryeni punë saldimi me sipërfaqe ose lloje të tjera çeliku, atëherë zgjidhni elektroda me një bërthamë të bërë prej metali me aliazh të lartë - TsL-11 (GOST 9466-75);
- për të gatuar gize, është gjithashtu e nevojshme të zgjidhni elektroda të markës së duhur - OZCH-2 (GOST 9466-75).
Deri më sot, është formuar vlerësimi i mëposhtëm i elektrodave të përdorura për saldim duke përdorur një inverter.
- ANO. Elektrodat e saldimit të kësaj marke janë shumë të ndezshme dhe nuk kërkojnë kalcinim shtesë. Si saldatorët fillestarë ashtu edhe profesionistët mund të punojnë me ta në mënyrë të barabartë me sukses.
- MP-3 është një lloj universal; ato mund të përdoren edhe për të lidhur sipërfaqe të papastra.
- MR-3S. Elektrodat e kësaj marke duhet të zgjidhen nëse vendosen kërkesa të shtuara për karakteristikat e tegelit.
- UONI 13/55 përdoret për instalimin e strukturave kritike që kërkojnë saldime me cilësi të lartë. Do të jetë e vështirë për një saldator fillestar të punojë me ta: përdorimi i tyre kërkon përvojë të caktuar dhe kualifikime të larta.
Përparësitë e markave të njohura të elektrodave
Shumë lloje moderne të elektrodave për saldim duke përdorur një inverter kanë përparësitë e mëposhtme.
- Lehtë për saldim. Vështirësitë gjatë saldimit me elektroda të tilla mund të shfaqen nëse i zgjidhni gabimisht ato sipas përbërjes së materialit bazë.
- Tegel me cilësi të lartë. Ky parametër është më i rëndësishmi gjatë punës së saldimit, dhe elektrodat e markave të treguara bëjnë të mundur sigurimin e tij. Duke përdorur elektroda të tilla për inverterin, mund të merrni lidhje të brendshme dhe të jashtme me cilësi të lartë, saldime të formave konvekse dhe konkave.
- Ndarje e lehtë e skorjeve. Skorja e marrë gjatë saldimit duke përdorur elektroda të tilla ndahet lehtësisht, gjë që bën të mundur që menjëherë të shihet se çfarë cilësie saldimi ofrojnë.
- Pjesët e gërryera mund të saldohen. Sigurisht, produktet e mbuluara me një shtresë ndryshku gatuhen shumë rrallë, por këto elektroda bëjnë të mundur marrjen e një shtresë të cilësisë së lartë dhe të besueshme edhe në këtë rast.
- Procesi i saldimit është i sigurt për saldatorin për sa i përket standardeve sanitare dhe higjienike.

Dallimet në elektroda sipas markës dhe diametrit
Ekziston një mendim midis saldatorëve me përvojë se kur përdorni një inverter, mund të bashkoni me çdo elektrodë. Si rregull, një mendim i tillë bazohet vetëm në përvojë personale specialistë të tillë të angazhuar në kryerjen e punëve të një lloji të caktuar (saldimi i strukturave të bëra prej tuba profili ose qoshet). Kur kryeni punë duke përdorur një inverter, nuk vendosen kërkesa serioze për lidhjen në lidhje me ngushtësinë e tij, kështu që elektrodat me diametër 0,5-2 mm mund të përdoren pa probleme.
Zgjedhja e diametrit dhe markës së elektrodës duhet të bazohet në trashësinë e metalit që duhet të lidhet me to. Pjesët me trashësi të madhe kërkojnë saldim afatgjatë; në përputhje me rrethanat, elektroda për saldimin e tyre duhet të zgjidhet me një diametër më të madh. Ju ende duhet të mësoni se si të punoni me elektroda saldimi me diametër të vogël; ato digjen shumë shpejt. Në mënyrë tipike, produkte të tilla përdoren për punë ngjitëse.
Cilat elektroda janë më të mira për të zgjedhur ndikohet gjithashtu nga lloji i punës për të cilën ato janë planifikuar të përdoren. Kështu, për të kryer punë komplekse të rrugës, është e nevojshme të zgjidhni elektroda me diametër të madh, dhe instalimi i strukturave nga elementët e profilit mund të kryhet me produkte me diametër deri në 2 mm. Këto elektroda përdoren, veçanërisht, në instalimin e dyerve seksionale dhe në prodhimin e strukturave të ndryshme mbyllëse nga tubat e profilit dhe fletët e valëzuara.
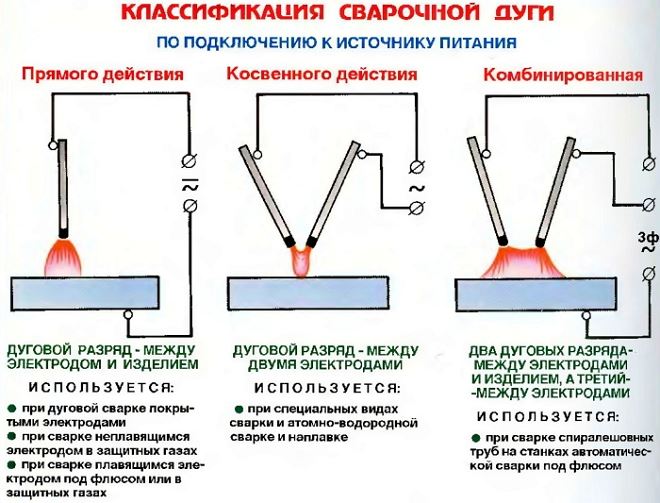
Klasifikimi i elektrodave të saldimit
Para së gjithash, elektrodat e saldimit ndahen në lloje të veçanta sipas qëllimit të tyre kryesor. Kështu, është zakon të dallohen llojet e mëposhtme:
- ato që përdoren për të gatuar çeliqe me karbon dhe aliazh të ulët;
- për strukturat lidhëse të bëra nga çeliqe me rezistencë të lartë ndaj nxehtësisë;
- për të punuar me (ata shpesh quhen);
- ato me ndihmën e të cilave kryejnë, si dhe lidhjet e tij;
- të destinuara për saldimin e bakrit dhe lidhjeve të tij;
- për lidhjen e pjesëve prej gize;
- ato me ndihmën e të cilave kryhet sipërfaqja dhe kryhen punë të ndryshme riparimi;
- të destinuara për bashkimin e pjesëve të bëra nga çeliqe me përbërje të pacaktuar dhe çeliqe të vështirë për t'u salduar.
Për elektrodat e saldimit mund të aplikohen veshje të ndryshme. Sipas llojit të veshjes, ato ndahen në 4 kategori. Më të zakonshmet janë elektrodat me dy lloje veshjesh.
Produkte me një shtresë bazë, të cilat quhen bazë. Produktet më të njohura janë UONI 13/55. Vlen t'i zgjidhni ato nëse keni nevojë të merrni saldime me cilësi të lartë, të karakterizuara nga forca e jashtëzakonshme e ndikimit, duktiliteti dhe forca mekanike. Përveç kësaj, saldimet e marra gjatë punës me elektroda të tilla janë shumë rezistente ndaj shfaqjes së çarjeve të kristalizimit. Ata gjithashtu nuk janë të prirur ndaj plakjes natyrale. Zgjedhja e tyre ia vlen të bëhet nëse keni nevojë të instaloni struktura kritike që janë planifikuar të përdoren në kushte të vështira.

Ata gjithashtu kanë një pengesë: nëse veshja e tyre është e lagur ose ka ndryshk, gjurmë vaji ose shkallë në skajet e pjesëve që lidhen, atëherë në saldim formohen pore. Poret në shtresë mund të formohen gjithashtu kur saldimi kryhet me një hark të gjatë. Disavantazhi i përdorimit të elektrodave të tilla është se ato mund të funksionojnë vetëm me rrymë të drejtpërdrejtë dhe me polaritet të kundërt.
Lloji i dytë është elektroda me veshje të tipit rutil. Produktet me një shtresë të tillë, marka më e njohur e të cilave është MP-3, përdoren me sukses për të lidhur pjesët e bëra prej çeliku me karbon të ulët. Elektrodat e saldimit të kësaj marke dallohen nga avantazhet e mëposhtme teknologjike:
- djegie e qëndrueshme e harkut kur punon me rrymë direkte dhe alternative;
- spërkatje minimale e materialit gjatë saldimit me një inverter;
- aftësia për të marrë saldime me cilësi të lartë të çdo pozicioni hapësinor;
- ndarja e lehtë e skorjeve;
- saldimet kanë karakteristika të shkëlqyera dekorative;
- I përshtatshëm për saldimin e sipërfaqeve të mbuluara me ndryshk ose papastërti.
Përzgjedhja e produkteve sipas parametrave të tjerë
Lloji i rrymës, si dhe polariteti i lidhjes së tij, janë parametrat më të rëndësishëm të operacioneve të saldimit. Ato gjenerojnë kryesisht rrymë të drejtpërdrejtë, e cila mund të lidhet me pjesën e punës dhe elektrodën në dy qarqe.
- Polaritet i drejtë. Me këtë skemë, plusi është i lidhur me tokën, dhe minusi me elektrodën e saldimit.
- Polariteti i kundërt. Kjo skemë përfshin lidhjen e minusit me tokën, dhe plusin, përkatësisht, me mbajtësin me elektrodën.
Kur vendosni se cilat elektroda të zgjidhni për strukturat e saldimit me një trashësi të caktuar, mund të udhëhiqeni nga kriteret e mëposhtme:
- për pjesët trashësia e të cilave është 2 mm, elektrodat Ø 2.5 mm janë më të përshtatshmet;
- kur lidhni pjesë me trashësi 3 mm, duhet të zgjidhni elektroda Ø 2.5–3 mm;
- nëse trashësia e pjesëve që do të saldohen është 4–5 mm, atëherë elektrodat Ø 3,2–4 mm janë të përshtatshme;
- pjesët me trashësi 6-12 mm saldohen më së miri me elektroda Ø 4-5 mm;
- kur trashësia i kalon 13 mm, atëherë zgjedhja optimale është elektroda Ø 5 mm.
Është shumë e rëndësishme të zgjidhni diametrin e saktë të elektrodave, pasi nëse tejkalohet ky parametër, densiteti i rrymës së saldimit zvogëlohet. Kjo do të bëjë që harku i saldimit të bëhet i paqëndrueshëm, depërtimi i pjesëve do të përkeqësohet dhe gjerësia e saldimit do të rritet. Shumë prodhues tregojnë në paketim informacionin për vlerat më të mira aktuale për t'u përdorur.

Nëse një informacion i tillë nuk gjendet në paketim, atëherë mund të ndiqni rekomandimet e mëposhtme:
- për saldim me elektroda Ø 2 mm, rryma e saldimit duhet të vendoset në 55–65A;
- për produktet Ø 2.5 mm, përdoret një rrymë prej 65-80A;
- elektroda Ø 3 mm - rrymë 70–130A;
- për elektroda Ø 4 mm, zgjidhni një rrymë saldimi prej 130-160 A;
- produkte Ø 5 mm - rrymë 180–210 A;
- Është më mirë të gatuani me elektroda 6 mm me një rrymë prej 210-240 A.
Siç bëhet e qartë nga të gjitha sa më sipër, për saldim me cilësi të lartë me një inverter është e rëndësishme zgjedhja e duhur elektrodat sipas diametrit të tyre. Ju gjithashtu duhet të vendosni rrymën optimale të saldimit. Nëse, për shembull, planifikoni të bashkoni metal të hollë me një inverter, duke përdorur elektroda me diametër të madh, ose rryma e saldimit tejkalon vlerat e lejuara, atëherë mund të formohen pore në saldimin e përfunduar, gjë që do të zvogëlojë ndjeshëm karakteristikat e tij të cilësisë.
Elektroda nga prodhues të huaj
Elektrodat e markës ESAB kanë fituar popullaritet të madh në tregun vendas. Një tipar karakteristik i elektrodave nga prodhuesi suedez është se shënimi i tyre fillon me përcaktimin "OK", i ndjekur nga 4 shifra. Ndër shumëllojshmërinë e gjerë të modeleve të elektrodave të kësaj marke, këto janë më të përhapurat.
- OK 46.00. Për sa i përket karakteristikave, ato janë shumë të ngjashme me produktet vendase MP-3. Duke përdorur një inverter, ata mund të gatuajnë karbon dhe çeliqe me aliazh të ulët duke përdorur rrymë direkte dhe alternative. Kur përdoret, lidhja që rezulton është e cilësisë së lartë.
- OK 48.00. Ato mund të funksionojnë ekskluzivisht me rrymë të drejtpërdrejtë; ato përdoren për instalimin e strukturave veçanërisht kritike.
- OK 53.70. Ato janë një lloj i specializuar; ato përdoren për të salduar kalimet e rrënjëve dhe për të lidhur nyjet e tubave.
- OK 61.30 dhe 63.20. Ato përdoren për saldimin e pjesëve prej çeliku inox me një inverter, por përpara se t'i blini, është e rëndësishme të sqaroni nëse ato janë të përshtatshme për të punuar me klasën e metalit që ju intereson.
- OK 68.81. Duke përdorur produkte të kësaj marke, saldimi me inverter kryhet në pjesë të bëra nga nota çeliku të paspecifikuara, si dhe nga klasa të vështira për t'u salduar.
- OK 96.20. Ata punojnë në gize, dhe gjithashtu lidhin pjesë prej gize me ato të çelikut.
- OK 92.60. Projektuar për saldimin e produkteve të bëra nga alumini dhe lidhjet e tij duke përdorur një inverter.
Nga rruga, gama e elektrodave të kësaj marke përfshin gjithashtu produkte që mund të përdoren për bashkimin e bakrit dhe lidhjeve të tij.
Çfarë duhet të keni parasysh kur zgjidhni elektroda
Duke përmbledhur të gjitha sa më sipër, ne mund të identifikojmë një numër parametrash bazë në bazë të të cilave duhet të zgjidhen elektroda për saldimin me inverter. Gjëja e parë që duhet të keni parasysh është lloji i materialeve që do të gatuani. Nëse kërkohet instalimi i një strukture kritike, atëherë është më mirë të zgjidhni elektroda nga një prodhues i mirë-vendosur. Për shembull, produktet e markës ESAB të prodhuara nga një prodhues i njohur suedez janë të përshtatshme për qëllime të tilla.
Nëse sipërfaqja e pjesëve të çelikut të karbonit që do të bashkoni me një inverter është e mbuluar me ndryshk ose e lagur, atëherë është më mirë të zgjidhni elektroda me një shtresë të tipit rutil.
Produktet me një shtresë bazë përdoren në rastet kur është e nevojshme të bashkohen struktura veçanërisht kritike me një inverter. Cilësia e saldimit me elektroda të tilla varet edhe nga sa me kujdes përgatitni sipërfaqet që do të bashkohen. Për të kuptuar se si kryhet një përgatitje e tillë, mund të shikoni një video trajnimi që është e lehtë për t'u gjetur në internet.
Një përmbledhje e elektrodave më të mira për saldimin manual të çeliqeve rezistente ndaj karbonit dhe korrozionit u përpilua duke përdorur botime në revistat "Welding and Diagnostics", "Buletini Metalurgjik" dhe burime të tjera të specializuara. Artikulli përmbledh rishikimet në internet nga saldatorët profesionistë rreth produkteve nga prodhues të ndryshëm.
Kriteret e përzgjedhjes
Fatkeqësisht, elektrodat ruse janë inferiore ndaj shumë analogëve të huaj në shumicën e parametrave. Sidoqoftë, "përparime" në këtë fushë tashmë janë shfaqur. Produktet ruse të elektrodave, të prodhuara në ende pak ndërmarrje të përbashkëta, nuk janë më inferiorë ndaj shumë markave të nderuara për sa i përket stabilitetit të cilësisë. Disa fabrika të vartësisë vendase gjithashtu filluan t'i "kapin" ato. Sidoqoftë, në rastet kur është e nevojshme të sigurohet me siguri cilësi e lartë e shtresës, profesionistët ende preferojnë të përdorin elektroda më të shtrenjta, por edhe më cilësore, të prodhuara nga jashtë. Për invertorët e saldimitÇdo lloj elektrode është i përshtatshëm; jo të gjitha llojet janë të përshtatshme për makinat e saldimit AC.
Kur zgjodhëm elektrodat më të mira për rishikim, ne u udhëhoqëm nga kriteret e mëposhtme:
- vëllimet e prodhimit;
- kualiteti i produktit;
- përfshirja e prodhuesit në rishikimet e industrisë së elektrodave;
- komente nga profesionistë.
Për një krahasim të drejtë të çmimeve, ne përfshimë në rishikim vetëm elektrodat më të përdorura me një diametër prej 3 mm.
Parametri kryesor i çdo elektrode saldimi, i cili përcakton shumicën e vetive të saj - nga lehtësia e ndezjes deri te cilësia e shtresës - është përbërja e veshjes së saj. Llojet më të zakonshme të veshjeve sot janë:
- Elektroda rutilale(dhe elektrodat me veshje të përzier mbi këtë bazë - rutil-celulozë dhe kështu me radhë) janë bërë një nga më të njohurat për shkak të lehtësisë së ndezjes, përfshirë rindezjen, dhe ndjeshmërisë së reduktuar (brenda kufijve të arsyeshëm) ndaj lagështirës. Ato mund të përdoren si në rrymë alternative ashtu edhe në atë të drejtpërdrejtë në të gjitha drejtimet e shtresës, por kur zgjidhni një elektrodë rutile, duhet të keni kujdes - mund të blini një elektrodë të mirë dhe atë që ndot shtresën me një numër të madh gropash skorje, i përshtatshëm vetëm për saldim me ngjitje.
- Elektroda me veshje bazë më së shpeshti përdoret në saldim DC në vende veçanërisht të ndjeshme. Kur veshja digjet sasi të mëdha bie në sy dioksid karboni, duke mbrojtur me besueshmëri pishinën e saldimit nga ekspozimi ndaj oksigjenit. Vetë shtresa është më duktile sesa kur saldohet me lloje të zakonshme të elektrodave rutil. Ana tjetër e medaljes është ndjeshmëri e rritur ndaj lagështirës dhe ndezjes së vështirë: gatimi me elektroda të tilla është dukshëm më i vështirë.
Saldimi është një proces popullor sot si në punën e zejtarëve profesionistë ashtu edhe në specialistët e shtëpisë. Mund ta përdorni për të rregulluar hardware, dhe gjithashtu krijoni të reja nëse është e nevojshme. Në mënyrë që qepjet të jenë me cilësi të mirë, përvojë minimale në punë makinë saldimi. Materialet konsumuese të zgjedhura siç duhet luajnë një rol të rëndësishëm.
Prandaj, shumë saldatorë fillestarë janë të interesuar në pyetjen se cilat elektroda të zgjedhin.Ky proces duhet të merret me përgjegjësi. Këshillat nga mjeshtrit me përvojë do t'ju ndihmojnë të kuptoni ndryshimin midis materialit të paraqitur dhe të zgjidhni opsioni më i mirë për çdo lloj pune.
Karakteristikat e saldimit me inverter
Para se të zgjidhni elektroda, duhet të njiheni me tiparet e këtij procesi. Ai përfshin përdorimin e pajisjeve speciale. Inverteri është një makinë saldimi që përdor metodën e shkrirjes në saldimin me hark.
Përparësitë e pajisjeve të tilla në krahasim me varietetet e transformatorëve janë vlerësuar prej kohësh nga mjeshtrit profesionistë. Invertorët sot përdoren shumë më shpesh se llojet e tjera të pajisjeve. Kjo është për shkak të performancës së tyre të qëndrueshme të rrymës së saldimit. Në të njëjtën kohë, rezulton të jetë shumë e qëndrueshme dhe me cilësi të lartë.
Një njësi inverter e pajisur me një ndreqës është në gjendje të gjenerojë tension të drejtpërdrejtë dhe të rrymës alternative kur është i ndezur. Nëse nuk ka filtër të linjës, në dalje merret vetëm tension konstant. Kjo veçori duhet të merret parasysh gjatë kryerjes së punës.
Diagrami i saldimit
Kur përdorni një inverter në punën tuaj, duhet të njiheni me diagramin e funksionimit të tij. Materialet harxhuese kryesore të kësaj pajisjeje janë elektroda. Ato janë bërë në formën e një shufre metalike përmes së cilës rryma i afrohet sipërfaqes së punës. Kur studioni se cilat elektroda janë më të mira për ato me inverter, duhet të gërmoni në diagramin e funksionimit të pajisjeve dhe procesit.
Kur përdorni inverterin, përdoren gjithashtu pajisje të tjera. Këto përfshijnë një sistem kontrolli (ose ndreqës), një transformator dhe një konvertues të frekuencës. Kjo lejon që pajisja të punojë me materiale të ndryshme. Edhe i njëjti shembull i instalimit kërkon përdorimin e markave të ndryshme të elektrodave gjatë saldimit materiale të ndryshme. Prandaj, zgjedhjes së tyre duhet t'i kushtohet vëmendje e veçantë.
Thelbi i elektrodave
Kur studioni pyetjen se cilat elektroda janë më të mira për të zgjedhur për saldim me një inverter, duhet të njiheni me modelin e këtij materiali harxhues. Siç u përmend më lart, i njëjti model i pajisjes përdoret në kushte të ndryshme. Prandaj, elektrodat duhet të zgjidhen sipas procesit të punës.

Prodhimi modern prodhon shumicën e produkteve të tij në formën e materialeve harxhuese për inverterë. Ky mjet është bërë nga tela metalike. Kjo shufër shtypet dhe trajtohet me një shtresë të veshjes speciale. Është projektuar për të siguruar stabilitetin e djegies, si dhe për të mbrojtur pishinën e saldimit nga ekspozimi ajri atmosferik. Për prodhimin e produkteve të tilla përdoren materiale të ndryshme. Standardet e prodhimit Elektrodat rregullohen nga GOST 2246, i miratuar në vitin 1970.
Varietetet
Kur vendosni se si dhe cilat elektroda të zgjidhni për saldim me një inverter, duhet t'i referoheni GOST-it të mësipërm. Aty thuhet se ekzistojnë tre lloje të materialeve harxhuese të përshtatshme për një punë të tillë. Elektrodat mund të jenë karboni, të aliazhuara dhe shumë të lidhura. Ato janë bërë nga tipe te ndryshme tel.

Një fillestar që planifikon të bëjë saldim me inverter në shtëpi nuk ka nevojë domosdoshmërisht të gërmojë në varietete të tilla. Duhet të theksohet vetëm se të gjitha elektrodat ndahen në dy grupe të mëdha. Kategoria e parë përfshin materiale të destinuara për struktura kritike, dhe e dyta - për ato të zakonshme.
Nëse saldimi nuk përfshihet në procesin e krijimit të strukturave metalike që mbajnë ngarkesë, mbi të cilat do të ushtrohet presion i konsiderueshëm, atëherë preferenca duhet t'i jepet llojeve të thjeshta të produkteve. Kur përdorni një inverter për nevoja shtëpiake, kjo do të jetë mjaft e mjaftueshme.
Rishikimi i elektrodave shtëpiake

Lloji i parë i elektrodave nuk shkakton probleme gjatë funksionimit. Ato ndizen lehtësisht, pa kërkuar ngrohje paraprake. Për një saldator fillestar, ANO është opsioni më i mirë. MP-3 konsiderohet një harxhues universal. Lejon saldimin edhe në sipërfaqe të ndryshkura, të kontaminuara, si dhe në kushte të lagështa.
Rishikimi i elektrodave profesionale
Kur studioni se cilat elektroda të zgjidhni për saldim me një inverter, për llojet kritike të strukturave është e nevojshme të zgjidhni marka të tilla si MP-3S, si dhe UONI-13/55. Ato i përkasin grupit të materialeve harxhuese që përdoren për të krijuar struktura kritike.
Nëse ka kërkesa të rritura për cilësinë e shtresës së përfunduar, është më mirë t'i jepet përparësi markës MP-3C. Elektroda të tilla përdoren kur përpunohet metali me rrymë direkte ose alternative me polaritet të kundërt.
Për punë veçanërisht të vështira saldimi strukturat mbajtëse ju duhet të zgjidhni materiale harxhuese të markës UONI. Sidoqoftë, vetëm një mjeshtër profesionist mund të punojë me ta. Për një fillestar, natyra kapriçioze e një elektrode të tillë do të jetë shumë për t'u trajtuar. Por, pasi të keni mësuar se si të trajtoni SSSI, mund të krijoni qepjet më të qëndrueshme me densitet të lartë (edhe në temperatura të ulëta).
Lloji i metalit
Kur studioni se cilat elektroda të zgjidhni për saldim me një inverter, duhet t'i kushtoni vëmendje llojit të materialit të punës. Çdo metal ka llojet e veta të shufrave të saldimit.

Për gize, është e nevojshme t'i jepet përparësi elektrodave të llojit OZCh-2. Prodhimi i tyre rregullohet nga GOST 9466 i 1975. Nëse keni nevojë të kryeni punë me të, është më mirë të blini produkte ANO-4 me një shtresë të sipërme rutile ose ANO-6, të cilat kanë një lloj veshjeje ilmenite.
Çeliqet konvencionale me karbon kërkojnë përdorimin e elektrodave OZS-4, MR-3S, MR-3, UONI13/45, ANO-21, etj. Çeliqet inox dhe me aliazh të lartë kërkojnë përdorimin e materialeve harxhuese për saldimin me inverter nën emrin e markës TsL- 11.
Si të zgjidhni një elektrodë
Duke marrë parasysh se cilat elektroda janë më të mira për të zgjedhur për saldimin me inverter, ia vlen të thuash disa fjalë për veçoritë e blerjes së tyre. Para së gjithash, duhet t'i kushtoni vëmendje përbërjes së veshjes së aplikuar në produkt. Ky informacion mund të gjendet në udhëzimet për përdorim. Kjo do t'ju lejojë të zgjidhni varietetin e duhur sipas llojit të materialit.

Gjithashtu, nuk duhet të blini produkte që nuk kanë certifikatat e duhura të cilësisë. Mund të jetë e pasigurt. Cilësia e qepjeve kur përdorni materiale të dyshimta mund të ndryshojë shumë nga rezultati i dëshiruar. Prandaj, procesi i përzgjedhjes dhe blerjes duhet të merret me përgjegjësi.
Duke marrë parasysh se cilat elektroda të zgjedhin për saldim me një inverter, edhe një mjeshtër fillestar do të jetë në gjendje të blejë varietetin e duhur. Puna do të kryhet shpejt dhe me siguri. Rezultati do të jetë i mirë edhe për një fillestar.


