Vyvrtávacia fréza sústruhu. Abecedný katalóg
Otvory sa vyvŕtajú na sústruhoch pomocou vyvrtávačiek (obr. 118). V závislosti od typu vyvŕtaného otvoru sa rozlišujú: vyvrtávacie frézy pre priechodné otvory (obr. 118, a) a vyvrtávacie frézy pre slepé otvory (obr. 118, b). Tieto frézy sa navzájom líšia v hlavnom uhle f. Pri vŕtaní cez otvory (obr. 118, a) je hlavný pôdorysný uhol φ = 60°. Ak je vyvŕtaná slepá diera s ramenom 90°, potom je hlavný uhol v uhle nábehu φ = 90° (obr. 118, b) a fréza pracuje ako prítlačná fréza alebo φ = 95° (obr. 118 , c) - fréza pracuje s pozdĺžnym posuvom ako posuvným posuvom a potom s priečnym posuvom ako posuvným posuvom.
Potrebná energia sa získava z pohonu inštalácie kazety bez kontaktu s lítiovou batériou nástroja. Všetky hodnoty nastavenia pre signál je možné získať aj z externého displeja alebo riadiaceho počítača a môžu sa tam preniesť po dokončení a potvrdení príkazu na nastavenie pomocou držiaka. Hodnota rozlíšenia je 0,1 µm na priemer otvoru a rozsah plynulého nastavenia je 0,6 mm s presnosťou viac ako 95 % v celom rozsahu.
Toto riešenie nevyžaduje žiadne nastavovanie vretena, pasuje na všetky vyvrtávacie tyče a všetky konštrukcie kontajnerov a vzťahuje sa na hriadeľ vyvrtávacej tyče. Viaclistová tyč môže byť vybavená až ôsmimi kartušami. Pri nastavovaní zadajte priemer vŕtaného otvoru a použitý softvér nesprávnemu spracovaniu nielen predchádza, ale ho aj reguluje správnu veľkosť a hlási svoje kroky. Po návrate dostane potvrdenie objednávky s cenovou ponukou a v závislosti od veľkosti a charakteru objednávky bude doručená kuriérskej službe do 7-14 dní.
Vyvrtávacie uhly ostrenia frézy
Na obr. 118 sú znázornené uhly ostrenia vyvrtávacích fréz, ktoré sa volia v podstate rovnako ako frézy na vonkajšie sústruženie, s výnimkou uhla vôle a, ktorý má u vyvrtávačiek zvyčajne zvýšenú hodnotu. Veľkosť uhla vôle závisí od priemeru vyvŕtaného otvoru: čím menší je priemer otvoru, tým väčší by mal byť uhol vôle frézy.
Materiál nástroja je špeciálna zliatina hliníka s pevnosťou 530-560 N.mm -2. Základným prvkom nástroja je univerzálne oporné rameno s tenkou prednou drážkou, na ktorej sú namontované nožové jednotky pre hrubovacie operácie, zmršťovanie hrán, dodatočnú montáž alebo presné vyvrtávanie. Nástroje sú dostatočne chránené pred agresívnymi kvapalinami, trieskami a inými mechanickými vplyvmi. Presne nastaviteľné vyvrtávačky, ktoré sa montujú na ramená pri dokončovacích operáciách, sú tiež vyrobené z hliníkovej zliatiny.
Ryža. 118. Vyvrtávacie frézy vybavené platňami z tvrdej zliatiny: a - priame na opracovanie priechodných otvorov, b a c - perzistentné priechodné na opracovanie slepých dier
Zložitosť operácie
Vŕtanie je zložitejšia operácia ako vonkajšie sústruženie povrchov, pretože:
- pri vyvrtávaní by mal byť prierez frézy výrazne menší ako priemer otvoru a výstupok frézy od reznej hlavy je o niečo väčší ako dĺžka vyvŕtaného otvoru (obr. 119), preto , pri vŕtaní otvoru značnej dĺžky je možné ohýbanie frézy a pri vysokých rezných rýchlostiach - silné vibrácie. V dôsledku toho takéto frézy neumožňujú rezať triesky s veľkým prierezom;
- Pri vyvrtávaní je menej vhodné pozorovať prácu frézy, pretože k rezu dochádza vo vnútri otvoru.

Ich povrch je chránený špeciálnou vrstvou vytvorenou pevnou anodickou oxidáciou. Zhoršujúce faktory pre obrábanie v dôsledku zvárania sekcií sa vyskytli vážne trhliny a premenlivá tvrdosť materiálu. Okrem toho bol otvor oválny a hĺbka triesky sa výrazne líšila. Hmotnosť hrubej ocele je 40 kg. Rezná rýchlosť 250 m.min -1, rýchlosť posuvu bola znížená na 0,12 mm. -1 z dôvodu nefunkčnej križovatky.
Normálna rýchlosť posuvu pre súvislé rezanie do 0,8 mm. -1. Zistilo sa, že optimálna hĺbka triesky je v rozmedzí od 2 do 2,5 mm. Otvory boli opracované pomocou vŕtacej tyče s presným mikrometrovým nastavením. Hlavné telo nástroja je rovnaké ako pri hrubovacej tyči, nie na hrubovanie, je nainštalovaná presne nastaviteľná vyvrtávacia jednotka a na druhej strane je nainštalované protizávažie. Celková hmotnosť palice klesne na 32,2 kg. Pri reznej rýchlosti 280 m.min -1 a rýchlosti posuvu 0,1 mm. -1, potom pri 80% prerušovanom reze bola dosiahnutá rozmerová presnosť 0,03 mm pri dĺžke 665 mm.
Ryža. 119. Vyvŕtanie otvoru frézou
Na vyvrtávanie otvorov s priemerom do 70 mm navrhol inovatívny sústružník V.K. Seminsky špeciálnu vyvrtávaciu frézu vybavenú doskou z tvrdej zliatiny (obr. 120). Hriadeľ frézy má po celej dĺžke štvorcový prierez, pracovná časť frézy sa pri výrobe otáča krútením pod uhlom 45° voči nosnej časti. Táto fréza sa vyznačuje zvýšenou tuhosťou v porovnaní s bežnou vyvrtávacou frézou a umožňuje zväčšenie prierezu triesky 4-5 krát. Pri práci s takouto frézou pri zvýšenej reznej rýchlosti nie sú pozorované žiadne vibrácie ani pri výraznom previse držiaka.
Okrem produktívnej výroby sa zaoberáme aj takýmito projekčnými projektmi podľa požiadaviek našich klientov, ktoré následne kompletne vyrobíme a dodáme. Nemáme záujem o žiadnu zaujímavú spoluprácu na rôzne druhy projektov.
Debniace nástroje na vytváranie presných dutín v predvŕtanom alebo predvŕtanom otvore. Požadovaný tvar dutiny je tvorený vhodným usporiadaním vymeniteľných lopatiek v cievke s precíznym zhotovením tela zariadenia.
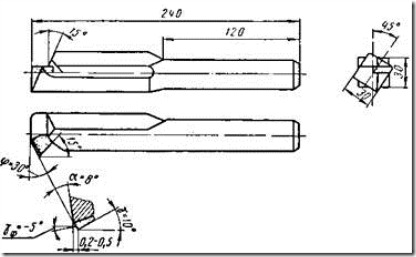
Ryža. 120. Vyvrtávacia fréza vybavená tvrdokovovou doskou, navrhol V.K. Seminsky
Pre zvýšenie odolnosti frézy voči vibráciám navrhol inovatívny sústružník V. Lacour novú konštrukciu vyvrtávacej frézy s tvrdokovovou platňou (obr. 121). Zvláštnosťou týchto fréz je, že ich hlavná rezná hrana je umiestnená na úrovni neutrálnej osi tyče. Toto usporiadanie rezania
Nastaviteľná cievka pre vonkajšie krúženie

![]()

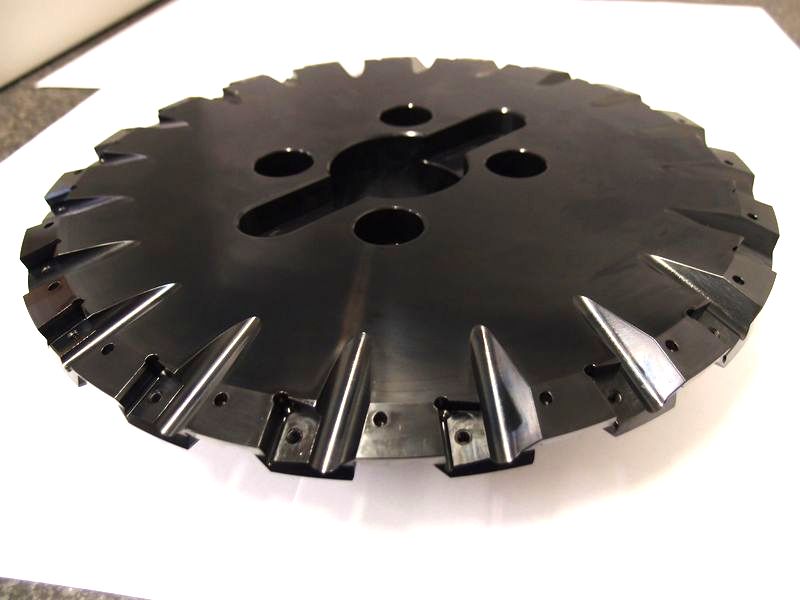
Hlava sa aplikuje na automatické linky výroby. 

Nástroj pre rýchly posun dopredu a dozadu
Nástroj sa excentricky posunie do otvoru, ďalej sa umiestni do stredu otvoru s prednou hranou smerom nadol, pričom sa otáča presným smerom s požadovaným výberom.
Ryža. 121. Nudná fréza navrhnutá V. Lakurom
hrana poskytuje frézam výrazné zvýšenie odolnosti voči vibráciám a v dôsledku toho umožňuje pracovať pri vysokých rezných rýchlostiach a dosiahnuť zlepšenú čistotu obrobeného povrchu.





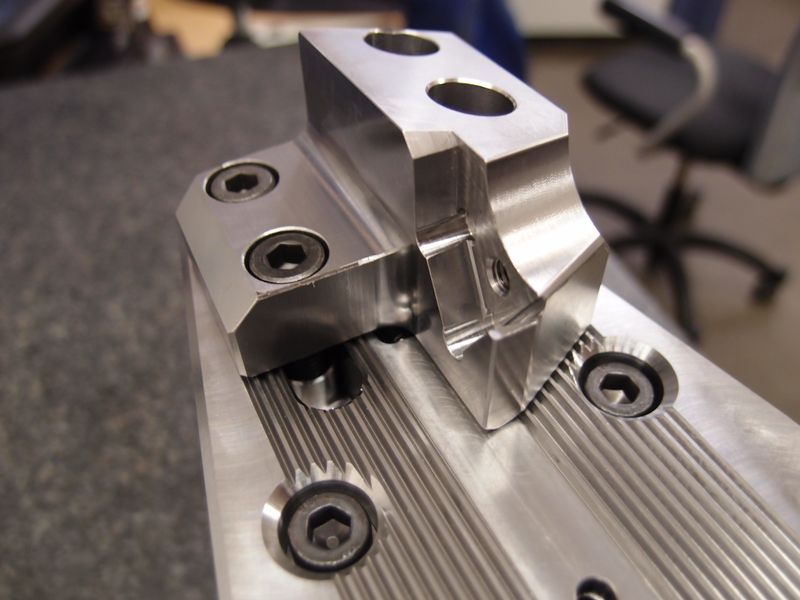
Nástroje navrhnuté a vyrobené na hrubovanie a konečnú úpravu vnútorných foriem. Nástroj navrhnutý a vyrobený na naklápanie T-držiaku v jednom smere podľa rozmerov výkresu. Nástroj na kvalitné zdrsnenie vonkajšieho priemeru v trecom strede.
Ryža. 122. Tŕň s frézou na vyvŕtanie priechodného otvoru
Inštalácia frézy
Dlhé otvory sú vyvŕtané frézami upevnenými v špeciálnych masívnych tŕňoch, ktorých rozmery závisia od priemeru otvoru a jeho dĺžky. Výmena pevnej vyvrtávacej tyče malou frézou vloženou do vyvrtávacej tyče poskytuje značné úspory drahého nástrojového materiálu. Spôsob pripevnenia frézy k tŕňu závisí od jej účelu. Na obr. 122 znázorňuje tŕň na vŕtanie priechodného otvoru; tu je fréza umiestnená v značnej vzdialenosti od konca tŕňa. Na vŕtanie slepých otvorov je fréza pripevnená tak, že mierne vyčnieva za predný koniec tŕňa.
Zariadenie na vytváranie zárezov na šetrenie preťaženia alebo na vyrezanie otvoru v hlave skrutky v neprístupnej polohe výrobku. Dokončovacia hlava obsahuje vysoko pevný hliník s tvrdou eloxovanou povrchovou úpravou a vymeniteľné oceľové kazety pre dokončovacie práce.
Zo spodnej strany sú zuby nástroja odstránené, aby bolo možné pri demontáži spoločných plôch puška úplne zakryť ihlou a bokom nástroja. technické údaje pre efektívnu jazdu na T-linkách so šírkou 60 mm a výškou 27 mm. Pre tangenciálne čepele Ingersoll.
Pred vyvŕtaním otvoru je potrebné nastaviť frézu na požadovaný priemer pozdĺž číselníka krížovej skrutky a potom ručne vyvŕtať otvor na dĺžku 2-3 mm. Po zmeraní priemeru posuvným meradlom alebo iným meracím zariadením a uistení sa, že veľkosť je správna, vyvŕtajte otvor na zostávajúcu dĺžku. Pri dokončovacom vyvrtávaní je obzvlášť dôležité správne nastaviť frézu na požadovaný priemer.
Špeciálne šnúry majú veľkú skosenú hranu a sú k dispozícii pre vybranie 13 mm. Špeciálny nástroj na rezanie krúžkov. Tento nástroj viedol k dramatickému skráteniu užívateľského času o viac ako 60 %, ako aj k veľmi rýchlej návratnosti investícií. Plukovník Castres-Iskar sa ukázal ako veľmi úspešný.
Vŕtačka je ideálny stroj na výrobu rôznych otvorov
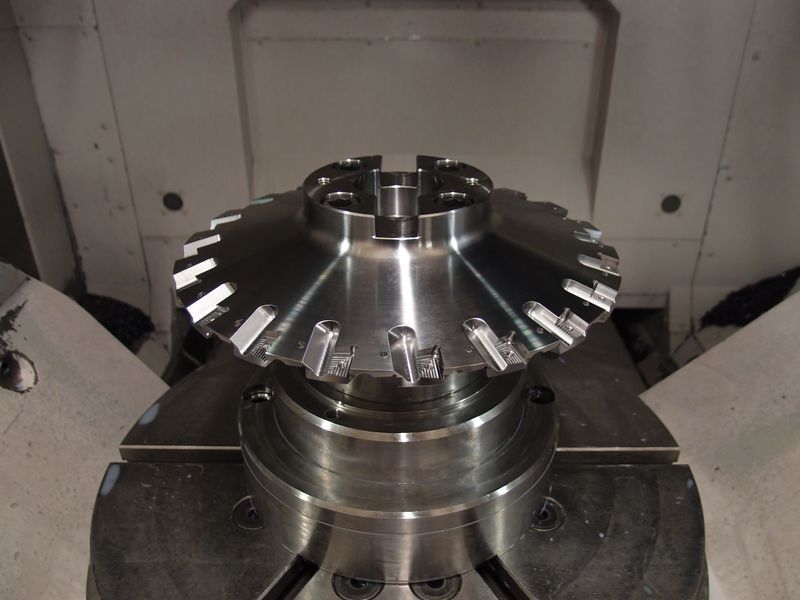
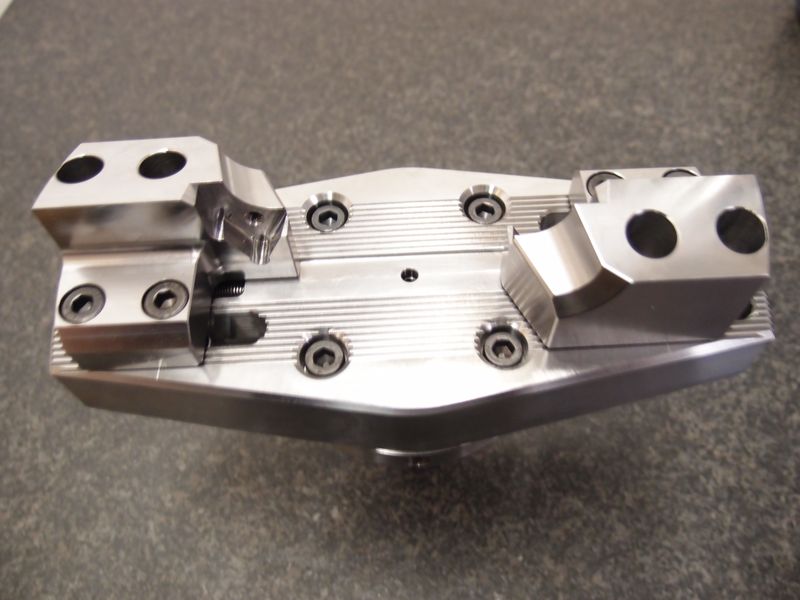
Fotografia je urobená v momente inštalácie prístroja, inak je prístroj prichytený do väčšieho horizontálneho stredu. Frézovacia hlava bol navrhnutý a skonštruovaný tak, že jeho teleso nedokázalo turbínou opracovať polotovar lopatky do podoby zložitých lopatiek.
Typy vyvrtávačiek a ako fungujú
Rôzne aplikácie vyvrtávačiek v priemysle. Darius Pamacnikas: "Urobím to."Poloha reznej hrany frézy závisí od typu vŕtania. Pri hrubom vyvrtávaní sa odporúča nastaviť reznú hranu vo výške stredov alebo o niečo nižšie. Pri dokončovacom vyvrtávaní musí byť rezná hrana umiestnená nad stredovou čiarou približne o 1/100 priemeru otvoru, pričom sa berie do úvahy, že v dôsledku sily vznikajúcej v dôsledku odporu odrezaných triesok môže byť fréza stlačená.
Aké vrtáky sú potrebné pre betón. Betón je veľmi pevný materiál, takže vŕtanie vyžaduje masívne drevo, nie „drevo“. Vrtáky do betónu sú vyrobené zo špeciálnych tvrdených trysiek. Tento materiál je tvrdá zliatina volfrámu, uhlíka a kobaltu.
Jednoduchá vŕtačka nedokáže vyvŕtať dieru do betónovej steny. Je jednoduchšie vŕtať cez akrylový betón, plynosilikát alebo veľmi mäkký betón. Na prácu je potrebný úder. Zároveň si takáto práca a nástroje vyžadujú pracovnú vŕtačku. Vrták s valcovým alebo multimodálnym vrtákom.
- 6196 videní
Používajú sa na obrábanie (vyvrtávanie) otvorov a prácu v sťažených podmienkach (špeciálna kinematika procesu rezania, ťažko odstrániteľné triesky, obmedzený priestor na umiestnenie prídavných prvkov na fréze na lámanie triesok alebo mechanické upevňovanie platní, sťažený prívod chladiacej kvapaliny, nízka tuhosť).
Pozrieme sa len na typ raziaceho vrtáka. Červy - na vytváranie hlbokých otvorov, špirála - na vŕtanie veľkých otvorov, duté, rúrkové, korunky na otvory s veľkým priemerom. Konštrukcia takejto vŕtačky je guľatý tvar hlavy na osi.
Takéto vŕtačky v stenách sú vyvŕtané otvory pre zásuvky, spínače, potrubia. Diamant. Vrstva diamantového prachu je pripevnená k ich polotovaru bez toho, aby urobila priehlbinu. Tieto bity sú určené na vŕtanie do extrémne tvrdých materiálov. Víťazné korunky majú mandle od víťazných.
Vrtáky do betónu rôznych priemerov majú štandardné dĺžky. Príklepový špirálový vrták pre malé otvory. Hrot je vyrobený z win s vyvýšenými okrajmi, často maľovaný červenou farbou. Koniec rukoväte je valcový. S týmto vrtákom sa vyvŕtajú malé slepé otvory pre záplavové oblasti. Možno vŕtať do mäkkého betónu pomocou jednoduchého vrtáka. Priemer vrtáka nie je priemer, ale mierka je vzdialenosť medzi okrajmi dýzy.
Vlastnosti konštrukcie a inštalácie vyvrtávacích fréz.
1. Výrazné vyčnievanie frézy 1 - l z držiaka nástroja 2 (otvor l≈(6...8)d).
Hrot frézy by mal byť umiestnený tak, aby pri pôsobení priemernej hodnoty tangenciálnej zložky reznej sily bol hrot frézy pri rezaní v bode 2 - v tomto prípade deformačný vektor hrotu. frézy sa zhoduje s dotyčnicou ku kružnici s otvorom priemeru d v bode 2. Ak sa počas rezania bude hrot frézy nachádzať nad (posunutý o hodnotu ∆) alebo pod bodom 2 (v bodoch 1 alebo 3) , potom sa deformačný vektor nezhoduje s dotyčnicou, čo povedie k nepresnému spracovaniu otvoru a vzniku vibrácií.
Vŕtačky sa odporúča kupovať radšej v obchode ako na trhu, kde môže byť veľa nekvalitných výrobkov. Príklepová vŕtačka pre veľké otvory. Jeho povrch tvorí volfrámový alebo zirkónový prach a tvrdidlo. Čím väčší je priemer, tým nižšia je rýchlosť. Vďaka nízkej rýchlosti betónu je vŕtanie s takýmito vrtákmi tiché a nespôsobuje veľká kvantita prach.
Prach z vyvŕtanej diery presahuje oblak, ale preteká úzkym prúdom. Korunky s pobeditom alebo tvrdým drevom. Strediaci vrták je inštalovaný v strede korunky. Vyvŕtajte otvory pre zásuvky a vypínače a laikov. Preferovaný režim vŕtania nie je tupý, ale rotačný. Dokáže vyvŕtať až niekoľko stoviek otvorov. Žiletku nie je potrebné vŕtať ani lisovať. Vŕtačka prerazí železobetónovú výstuž - nožnice.
Okrem toho prítomnosť ∆ zvyšuje uhol vôle. Tvar zadnej plochy vyvrtávacej frézy je taký, že nedochádza k priesečníku s povrchom obrábaného otvoru.
2. Telo frézy je vyrobené buď úplne okrúhle po celej dĺžke frézy, alebo okrúhle na svojej pracovnej časti a pravouhlé alebo štvorcové na upevňovacom konci. Priemer tela frézy je zvyčajne 0,5...0,8 od otvoru d.
Diamantové jadrové vrtáky a rúrkové duté vrtáky sú určené pre profesionálov. Tieto prvky vŕtačky sú drahé, v rukách začiatočníka sa môže silný tlak, ohýbanie a posúvanie zlomiť. Ale produktivita takýchto vrtákov je oveľa vyššia. Typ vrtáka by sa mal zhodovať s typom uchopenia vášho nástroja. Najobľúbenejšie sú vrtáky s valcovým koncom, sú vhodné pre všetky príklepové vŕtačky.
Šesťhranné stopky sú vhodné pre niektoré ¼-palcové piestové vrtáky. Priemer vrtáka je potrebné zvoliť zodpovedne. Pri vŕtaní betónu sa vrták vláme do stien vŕtaného otvoru a vibruje. V dôsledku toho sa otvor mierne rozšíri o 1 mm, ako bolo plánované. Priemer vrtáka by sa mal zvoliť o milimeter menší ako priemer výstupku.
Hobľovacie a drážkovacie nástroje
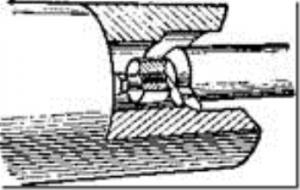
Zapnuté hobľovacie stroje v počiatočnom momente rezania sú frézy vystavené rázovému zaťaženiu a pri ďalšom reze sú možné vibrácie, ktoré sú spojené s konzolovým uložením frézy a zmenami hĺbky rezu. Vďaka konzolovému upevneniu hobľovacích fréz sa špička frézy počas procesu rezania (v dôsledku lisovania) bude pohybovať po kruhovom oblúku.
Navyše, čím ďalej je horná časť čepele od referenčnej roviny frézy, tým väčší je polomer tohto kruhu. Dodatočný pohyb hrotu povedie k jeho prehĺbeniu do tela obrobku a to následne povedie k zmene hĺbky rezu a zlomeniu frézy. Aby sa tomu zabránilo, je potrebné, aby bola horná časť čepele rezača umiestnená na úrovni jej nosnej roviny, pre ktorú sú frézy vyrobené so zakriveným telom. Pri hobľovacích frézach by sa mal uhol sklonu hlavnej reznej hrany zvýšiť na 20 stupňov, aby sa chránila horná časť čepele pred nárazovým zaťažením.
Podľa druhu vykonávanej práce sa hobľovacie frézy delia na pasovacie, rezacie a ryhovacie. Pre dokončovacie dokončovacie frézy sa používajú na rovinách. Pri spracovaní sa používajú drážkovacie frézy vnútorné povrchy o drážkovacích strojoch v kusovej a malovýrobe.
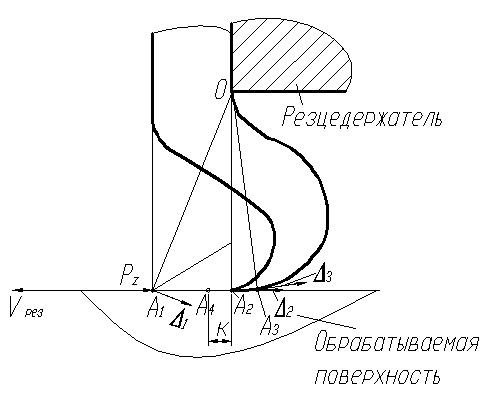
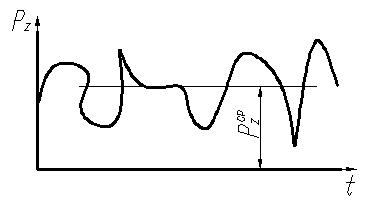
Pre polohu hrotu frézy v bode A 1 bude deformačný vektor pod vplyvom sily P z - ∆ 1 smerovať do „tela“ obrábanej plochy, čo povedie k zmene hĺbky rezu resp. výskyt vibrácií - k zníženiu kvality spracovania a životnosti RI. Na odstránenie tohto nedostatku musí byť deformačný vektor v bode A rovnobežný s obrábaným povrchom, čo nastane v bode A2. V tomto prípade musí byť držiak frézy zakrivený. Pôsobením priemernej zložky sily P z (obr. 44) sa však hrot frézy posunie do bodu A 3 a deformačný vektor bude smerovať nahor, čo povedie aj k zmene hrúbky rezu. a vibrácie. Na odstránenie tohto nedostatku by mal byť hrot frézy v počiatočnom stave bez zaťaženia umiestnený v bode A 4 v určitej vzdialenosti k od bodu A 2, kde k je veľkosť pohybu hrotu frézy pri pôsobení priemerná zložka sily P z, ktorá závisí od rôznych faktorov a v priemere je 1-1,5 mm.
Frézy na deliace drážky
Pracujú v sťažených podmienkach (obmedzené rezanie, do rezu sú zapojené všetky rezné hrany, odstraňovanie triesok z reznej zóny je náročné).
Vlastnosti konštrukcie rezných nástrojov.
1. Dĺžka pracovnej časti frézy by mala byť väčšia ako polomer rezaného obrobku.
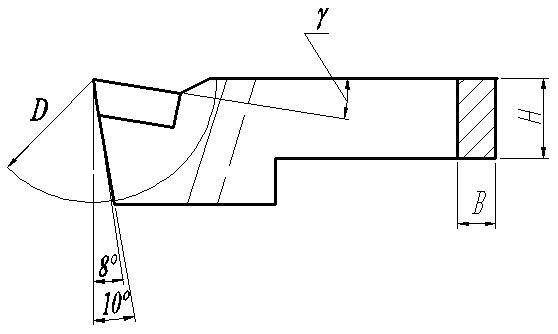
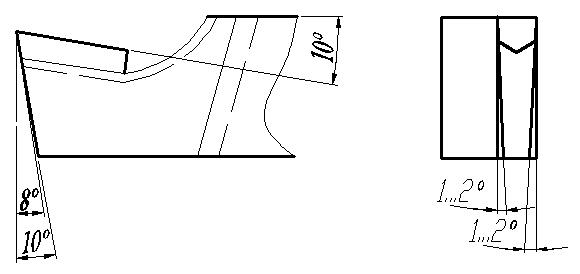
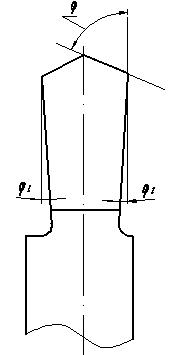
2. Vzhľadom na malú šírku hlavných rezných hrán je jeho pevnosť nedostatočná; na zvýšenie pevnosti hlavnej reznej hrany je potrebné priradiť malé pomocné uhly v pôdoryse φ 1 ≈ (1 - 2º) a zadné pomocné uhly α 1 ≈ (1 - 2º), čo znižuje životnosť fréz.
Rezacie frézy môžu mať nasledujúce konštrukcie:
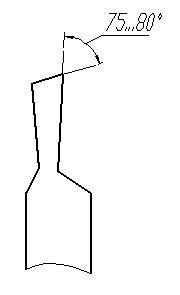
1. s ťahanou hlavou vyrobenou z rýchloreznej ocele alebo so spájkovanou platňou z tvrdokovu, s uhlom nábehu φ = 90° resp.
φ = (75…80º), aby sa zabránilo odlomeniu odrezanej časti na konci segmentu;
![]()
Ryža. 45 Obr. 46
2. so zvýšenou výškou pracovnej časti frézy na zvýšenie jej pevnosti;
3. s tvrdokovovou spájkovanou doskou s podperou v tvare V pre spoľahlivejšie upevnenie dosky na držiak frézy;
4. so skosením na prechodových rezných hranách s negatívnym uhlom čela na elimináciu prípadných triesok v rohoch rezných hrán;
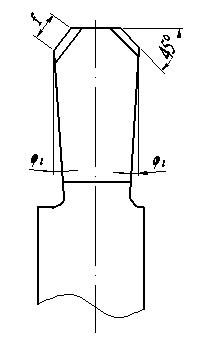
5. so symetricky zlomenou hlavnou reznou hranou, s hlavným rezným uhlom φ = (60...80º) na uľahčenie rezania do obrobku, rezanie bez zlomenia a zlepšenie podmienok pre drvenie triesok;
6. s mechanickým upevnením platne s podperou v tvare V;
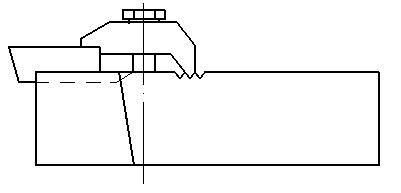
7. s upevnením klinovej platničky s obojstrannou drážkou v tvare V od austrálskej firmy.
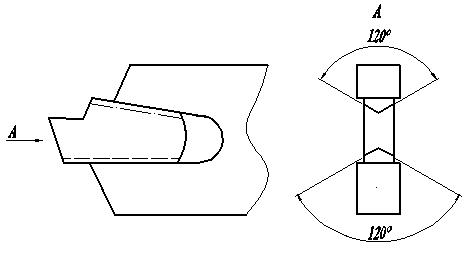 Ryža. 52
Ryža. 52


