Katalog alfabetik
Aktualisht, kur përpunohen pjesë në bluarje të ndryshme dhe makina të mërzitshme, në kushtet e prodhimit bazik dhe riparues përdoret një mjet i veçantë. Një pajisje e tillë është një prestar i mërzitshëm. Përdoret për të bërë vrima me diametra të mëdhenj dhe të vegjël në thellësi të ndryshme. Ky bord përdoret në pjesë të industrisë së automobilave, inxhinierisë së përgjithshme mekanike dhe prodhimit të instrumenteve (strehët e kutisë së shpejtësisë, veshjet e cilindrave, mbështetëset e kushinetave, etj.). 
Dizajn prerës
Ai përbëhet nga një shufër karabit e bashkuar në një bosht çeliku, i cili ka një pjesë të sheshtë pune. Aktualisht, ka shumë modele të reja të kësaj pajisjeje. Falë inovacioneve në këto mjete, heqja e çipave nga zona e mërzitshme është përmirësuar shumë. Sidoqoftë, në çdo rast, prestari i mërzitshëm ka një shufër dhe një pjesë pune - një kokë. Prandaj, dizajni i këtij mjeti nuk është i komplikuar.  Shufra ka një seksion kryq drejtkëndor ose rrethor. Zakonisht është prej karboni të cilësisë së lartë 45. Pjesa e pasme e boshtit përdoret për fiksim në mandrel, dhe koka është për vendosjen e pjesës prerëse, e cila në varësi të madhësisë dhe modifikimit ka formën e një pllake ose insert dhe është bërë nga P9, P18, P6M5. Pak më pak të zakonshëm janë këta elementë të bërë nga aliazh i fortë (VK8, T5K10, T15K6) ose qeramika minerale.
Shufra ka një seksion kryq drejtkëndor ose rrethor. Zakonisht është prej karboni të cilësisë së lartë 45. Pjesa e pasme e boshtit përdoret për fiksim në mandrel, dhe koka është për vendosjen e pjesës prerëse, e cila në varësi të madhësisë dhe modifikimit ka formën e një pllake ose insert dhe është bërë nga P9, P18, P6M5. Pak më pak të zakonshëm janë këta elementë të bërë nga aliazh i fortë (VK8, T5K10, T15K6) ose qeramika minerale. 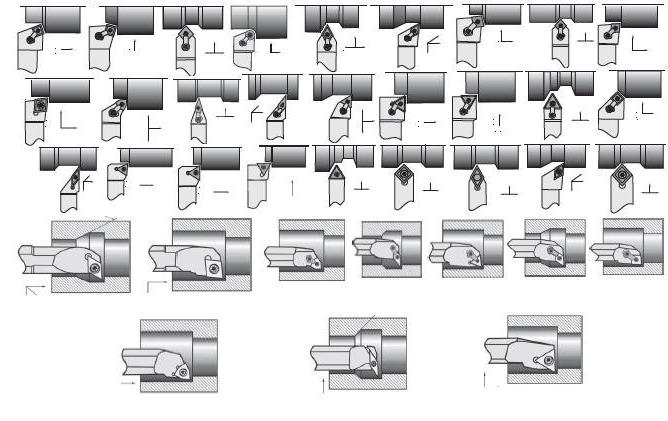
Prerës i mërzitshëm - mprehje
Ky proces nuk është i vështirë nëse keni pajisje speciale. Kjo është bërë në Rezultati është gjeometria e kërkuar e prerjes. Koka e këtij mjeti është e mprehur së bashku me pllakën e prerjes. Formohen këndet e përparme, të pasme dhe të planit. Zgjedhja e gjeometrisë së mjetit bëhet duke marrë parasysh vetitë e materialit që përpunohet dhe mënyrat e përpunimit.
Karakteristikat e procesit
Një tipar specifik i bojës, veçanërisht i diametrave të vegjël, është heqja e vështirë e çipave. Puna kryhet në një zonë të mbyllur, patate të skuqura grumbullohen dhe rrëzohen, si rezultat i së cilës procesi i prerjes bëhet i vështirë, shpërndarja e nxehtësisë përkeqësohet dhe sipërfaqja e përpunuar mund të dëmtohet. Për të zgjidhur këtë problem, përdoret për të hequr nxehtësinë dhe për të larë patate të skuqura në brazda speciale për thyerjen e çipave në sipërfaqen e përparme të pjesës prerëse të prerësit. Kjo është e rëndësishme në në këtë rast. Kjo brazdë është një vrimë me një fund të rrumbullakosur. Si rezultat i përdorimit të elementeve të thyerjes së çipave, është e mundur të shmanget formimi i ashklave të kullimit, të cilat thuhen në "mjekër" dhe bllokojnë funksionimin e mjetit, si rezultat i të cilit mund të dështojë prerësi i mërzitshëm. 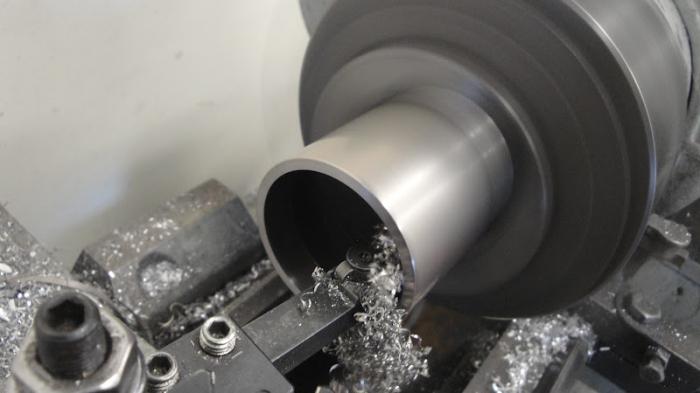
Instalimi i pajisjes
Prerësi i mërzitshëm është instaluar në mandrelat që kanë vrima për instalimin e profilit përkatës të mbajtësit. Ata janë tipe te ndryshme. Ata gjithashtu kanë një bosht konik në përputhje me GOST. Prerësi i mërzitshëm është i fiksuar mekanikisht. Kur përpunoni vrima të thella ose me diametër të vogël, përdoren mandrelat e përshtatësit. Ato janë zgjedhur në mënyrë që të mund të instalohen në konin e boshtit të makinës. Mandrelat e shkurtra me konsol ju lejojnë të instaloni dy prerës në të njëjtën kohë dhe të punoni si një mjet kombinimi, i cili rrit produktivitetin kur përfundoni vrima të mëdha. Kjo është e përshtatshme në këtë rast. Përpunimi i vrimave kryhet gjithashtu duke përdorur makina universale, ku përdoret mërzitja. Ai ndryshon nga mjeti i zakonshëm i specifikuar në madhësinë e mbajtësit dhe mënyrën e fiksimit. Mandrelat nuk përdoren këtu. Boshti prerës ka një seksion kryq masiv (25x25, 32x25, 40x40 mm) dhe është i fiksuar në mbajtësin e veglave të makinës me vida.
Vetitë e materialeve të veglave Mjetet prerëse funksionojnë në kushte të ngarkesave të konsiderueshme të forcës, temperaturat e larta , fërkimi dhe konsumimi. Prandaj, materialet e veglave duhet të kenë veti të caktuara funksionale dhe fiziko-mekanike. Materiali i pjesës prerëse të veglës ka fortësi të madhe dhe vlera të larta të sforcimeve të lejueshme për përkulje, tension, ngjeshje dhe përdredhje. Fortësia e pjesës prerëse të mjetit duhet të tejkalojë ndjeshëm fortësinë e materialit të pjesës së punës që përpunohet. Çeliqet e veglave të karbonit përmbajnë 1,0...1,3% C. Për prodhimin e veglave përdoren çeliqet me cilësi të lartë U10A, U11A, U13A. Pas trajtimit termik, çeliqet kanë një rezistencë të kuqe prej 200...240 °C. Në këtë temperaturë, fortësia e çelikut zvogëlohet ndjeshëm dhe veglat nuk mund të kryejnë punë prerëse. Shpejtësitë e lejuara të prerjes nuk i kalojnë 0,2...0,3 m/s. Prej këtyre çeliqeve janë bërë çezmat, llambat, tehët e sharrës hekurudhore, stërvitjet dhe kontrabandistët me diametër të vogël. Çeliqet e veglave të aliazhuara janë çeliqe veglash karboni të lidhur me krom, tungsten, vanadium, silikon dhe elementë të tjerë. Pas trajtimit termik, çeliqet e aliazhit kanë një rezistencë të kuqe prej 220...260 °C. Krahasuar me çeliqet e aliazhit të karbonit, ata kanë qëndrueshmëri të shtuar në gjendjen e ngurtësuar dhe ngurtësim më të lartë dhe janë më pak të prirur ndaj deformimeve dhe çarjeve gjatë forcimit. Shpejtësia e lejuar e prerjes 0,25…0,5 m/s. Për prodhimin e broshurave, stërvitjeve, rubinetave, makinerive, gërmuesve, çeliqeve përdoren 9Х VG, ХВГ, ХГ, 6ХС, 9ХС. Çeliqet me shpejtësi të lartë përmbajnë 5,5...19% W, 0,7...1,2% C; 2...10% Co dhe V. Për prodhimin e veglave përdoren çeliqet R9, R12, R18, R6M3, R6M5, R9F5, R14F2, R9K5, R9K10, R10K5F2. Në të gjithë çeliqet me shpejtësi të lartë, fraksioni masiv i kromit është 4%, prandaj shkronja X nuk tregohet në përcaktimin e markës. Një vegël prerëse prej çeliku me shpejtësi të lartë, pas trajtimit termik, ka një fortësi të kuqe prej 600...640 °C dhe ka rezistencë të rritur ndaj konsumit, kështu që mund të punojë me shpejtësi prerjeje deri në 2 m/s. Për të kursyer çeliqet me shpejtësi të lartë, veglat prerëse bëhen të parafabrikuara ose të salduara. Pjesa prerëse e veglës është prej çeliku me shpejtësi të lartë, e cila saldohet ose lidhet mekanikisht me pjesën lidhëse prej çeliku strukturor 45, 50, 40X. Lidhjet e forta përfshijnë materiale veglash të përbëra nga karbide me fortësi të lartë dhe zjarrduruese të tungstenit, titanit, tantalit, të lidhur me një lidhës metalik. Këto materiale prodhohen duke përdorur metodat e metalurgjisë pluhur. Pluhurat e karabit përzihen me pluhur kobalt, shtypen dhe sinterohen në 1400. ...1550 oC. Gjatë sinterimit, kobalti shpërndan disa nga karbitet dhe shkrihet. Rezultati është një material i dendur, struktura e të cilit është 80...85% e përbërë nga grimca karabit të lidhura nga një lidhës. Lidhjet e forta përdoren në formën e pllakave të një forme dhe madhësie të caktuar, të cilat ndahen në tre grupe: - tungsten - VK2, VK3, VK3M, VK8, etj.; - titan-tungsten - T30K4, T15K6, T14K8, T5K10, T5K12V; - tungsten titan-tantal - TT7K12, T10K8B. Pllakat e aliazhit të fortë kanë rezistencë të lartë ndaj konsumit dhe rezistencë të kuqe (800...1250 °C), e cila lejon përpunimin me shpejtësi prerjeje deri në 15 m/s. Pllakat janë ngjitur në mbajtëse ose trupa veglash me saldime bakri, bronzi ose të siguruara mekanikisht. Më të përdorurat ndër materialet super të forta (SHM) janë materialet e bazuara në natrid bor kub (Elbor, Hexanit-R, Kiborit, etj.). Ato prodhohen në formën e pllakave të formave të ndryshme gjeometrike, të cilat janë të pajisura me mjete prerëse. STM përdoret për tornim dhe bluarje të imët dhe të imët të çeliqeve të ngurtësuar dhe gize. Materialet qeramike të veglave mund të ndahen në grupe që ndryshojnë përbërje kimike, mënyra e prodhimit dhe zonat përdorim racional. Qeramikat “e bardha” okside, të përbëra nga Al2O3 me aditivë aliazh MgO, ZrO2 etj., përdoren për përfundimin dhe gjysmëfinalizimin e çeliqeve të pangurtësuar dhe gizave gri me shpejtësi prerjeje deri në 15 m/s. Qeramika "e zezë" me oksid-karbit, e përbërë nga Al2O3, TiC, ZrO2 dhe karbide të tjera metalike zjarrduruese, përdoren për përpunimin e gizës së modifikuar dhe të çeliqeve të ngurtësuar të lakueshëm, me rezistencë të lartë dhe të zbardhur. Qeramika me bazë nitridi silikoni përdoret për gjysmëfinerinë e gize. Vetitë e forta të larta janë të nevojshme që mjeti të ketë rezistencë ndaj deformimeve përkatëse gjatë procesit të prerjes dhe viskozitet të mjaftueshëm të materialit për t'i bërë ballë ngarkesave dinamike të goditjes. Materialet e veglave duhet të kenë rezistencë të lartë të kuqe (rezistencë ndaj nxehtësisë), d.m.th. aftësia për të ruajtur ngurtësinë kur nxehet. Rezistenca e kuqe vlerësohet nga temperatura në të cilën ndodh një rënie e mprehtë e ngurtësisë së materialit. Karakteristika më e rëndësishme Materiali i pjesës prerëse të mjetit është rezistenca ndaj konsumit. Sa më e lartë të jetë rezistenca ndaj konsumit, aq më i ngadalshëm konsumohet mjeti dhe aq më i lartë është qëndrueshmëria e tij dimensionale. Kjo do të thotë që pjesët e punës të përpunuara në mënyrë sekuenciale me të njëjtin mjet do të kenë shpërndarje minimale në dimensionet e sipërfaqeve të përpunuara. Materialet për prodhimin e veglave duhet, nëse është e mundur, të kenë përqindjen më të ulët të elementeve të pakta. Të gjitha kërkesat e mësipërme plotësohen në një shkallë ose në një tjetër nga materialet e mëposhtme: çeliqet e veglave, lidhjet e forta, materialet sintetike super të forta dhe qeramike, materialet gërryese dhe diamanti.
Vrimat hapen në torno duke përdorur prerës të mërzitshëm (Fig. 118). Varësisht nga lloji i vrimës që hapet, dallohen: prerëse për vrima për vrima (Fig. 118, a) dhe prerëse për vrima të verbër (Fig. 118, b). Këto prerëse ndryshojnë nga njëri-tjetri në këndin kryesor f. Kur kaloni nëpër vrima (Fig. 118, a), këndi i planit kryesor është φ = 60°. Nëse një vrimë e verbër me një shpatull prej 90° është e mërzitur, atëherë këndi kryesor në këndin e plumbit është φ = 90° (Fig. 118, b) dhe prerësi funksionon si prerës me shtytje ose φ = 95° (Fig. 118 , c) - prerësi funksionon me ushqim gjatësor si futje shtytëse, dhe më pas me ushqim tërthor si futje pikëzimi.
Kënde të mprehta të prerësit të mërzitshëm
Në Fig. 118 tregon këndet e mprehjes së prerësve të mërzitshëm, të cilët zgjidhen në thelb njësoj si për prerëset për tornime të jashtme, me përjashtim të këndit të hapjes a, i cili për prerëset e shpimit zakonisht ka një vlerë të rritur. Madhësia e këndit të hapjes varet nga diametri i vrimës që hapet: sa më i vogël të jetë diametri i vrimës, aq më i madh duhet të jetë këndi i hapjes së prerësit.
Oriz. 118. Prerëse gërvishtëse të pajisura me pllaka të forta aliazhi: a - drejtpërsëdrejti për përpunim nëpër vrima, b dhe c - me kalim të vazhdueshëm për përpunimin e vrimave të verbëra
Kompleksiteti i operacionit
Gërmimi është një operacion më kompleks se kthimi i jashtëm i sipërfaqeve, pasi:
- kur bëhet i mërzitshëm, madhësia e prerjes tërthore të prerësit duhet të jetë dukshëm më e vogël se diametri i vrimës dhe projeksioni i prerësit nga koka prerëse është pak më i madh se gjatësia e vrimës që hapet (Fig. 119), prandaj , kur hapni një vrimë me gjatësi të konsiderueshme, lakimi i prestarit është i mundur, dhe me shpejtësi të lartë prerjeje - dridhje të forta. Rrjedhimisht, prerës të tillë nuk bëjnë të mundur prerjen e patate të skuqura me seksion kryq të madh;
- Kur është i mërzitshëm, është më pak i përshtatshëm për të vëzhguar punën e prestarit, pasi prerja ndodh brenda vrimës.

Oriz. 119. Gërmimi i një vrime me një prerës
Për vrimat e shpimit me një diametër deri në 70 mm, rrotulluesi novator V.K. Seminsky propozoi një prerës të veçantë të mërzitshëm të pajisur me një pllakë aliazh të fortë (Fig. 120). Boshti i prerësit ka një prerje tërthore katrore në të gjithë gjatësinë e tij, pjesa e punës e prerësit rrotullohet duke u rrotulluar gjatë prodhimit në një kënd prej 45° në raport me pjesën mbështetëse. Ky prerës karakterizohet nga ngurtësi e shtuar në krahasim me një prestar të zakonshëm të mërzitshëm dhe lejon një rritje të seksionit tërthor të çipit me 4-5 herë. Kur punoni me një prestar të tillë me një shpejtësi të rritur të prerjes, nuk vërehen dridhje edhe me një mbingarkesë të konsiderueshme të mbajtësit.
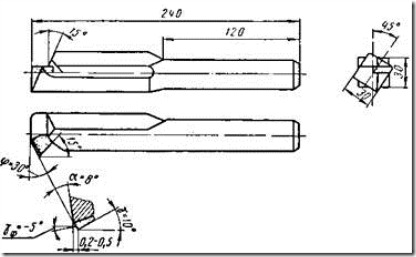
Oriz. 120. Prerës i mërzitshëm, i pajisur me një pllakë karabit, projektuar nga V.K. Seminsky
Për të rritur rezistencën ndaj vibrimit të prerësit, rrotulluesi novator V. Lacour propozoi një dizajn të ri të një prerësi të mërzitshëm me një pllakë karabit (Fig. 121). E veçanta e këtyre prerësve është se buza kryesore e tyre prerëse është e vendosur në nivelin e boshtit neutral të shufrës. Ky rregullim i prerjes

Oriz. 121. Prerës i mërzitshëm i projektuar nga V. Lakur
skaji u siguron prerësve një rritje të konsiderueshme të rezistencës ndaj dridhjeve dhe, si rezultat, bën të mundur punën me shpejtësi të lartë prerjeje dhe arritjen e pastërtisë së përmirësuar të sipërfaqes së përpunuar.
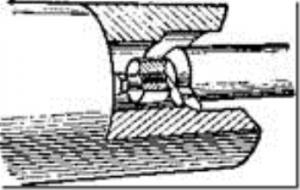
Oriz. 122. Mandrel me një prestar për të mërzitur një vrimë përmes
Instalimi i prerësit
Vrimat e gjata janë të mërzitur me prerës të fiksuar në mandrelë speciale masive, dimensionet e të cilave varen nga diametri i vrimës dhe gjatësia e saj. Zëvendësimi i një shufre të fortë të mërzitshëm me një prerës të vogël të futur në një shirit të mërzitshëm siguron kursime të konsiderueshme në materialin e shtrenjtë të veglave. Metoda e lidhjes së prestarit në mandrel varet nga qëllimi i tij. Në Fig. 122 tregon një mandrelë për hapjen e një vrime; këtu prerësi ndodhet në një distancë të konsiderueshme nga fundi i mandrelit. Për të hapur vrima të verbër, prerësi është i lidhur në mënyrë të tillë që të dalë pak përtej skajit të përparmë të mandrelit.
Para se të hapni vrimën, është e nevojshme të vendosni prerësin në diametrin e kërkuar përgjatë rrotullës së vidhos së ushqimit të kryqëzuar, dhe më pas hapni vrimën me dorë në një gjatësi prej 2-3 mm. Pasi të keni matur diametrin me një kaliper ose pajisje tjetër matëse dhe të siguroheni që madhësia është e saktë, hapni vrimën deri në gjatësinë e mbetur. Është veçanërisht e rëndësishme të vendosni saktë prestarin në diametrin e kërkuar kur përfundoni mërzitjen.
Pozicioni i skajit prerës të prestarit varet nga lloji i shpimit. Kur është e mërzitshme e përafërt, rekomandohet të vendosni skajin e prerjes në lartësinë e qendrave ose pak më të ulët. Kur mbaroni gropën, skaji i prerjes duhet të vendoset mbi vijën qendrore përafërsisht 1/100 e diametrit të vrimës, duke marrë parasysh që për shkak të forcës që vjen nga rezistenca e patate të skuqura, prerësi mund të shtypet poshtë.
- 6196 shikime
Prerëset e mërzitshme janë të dizajnuara për hapjen ose vrimat e verbëra që ekzistojnë tashmë në produkte. Sa më e thellë të jetë vrima, aq më e gjatë duhet të jetë pjesa e rrumbullakët e boshtit të prerësit. Megjithatë, një prerës që është shumë i hollë dhe i zgjatur gjatë funksionimit kthehet prapa dhe largohet disi nga sipërfaqja që përpunohet, duke zvogëluar si saktësinë e përpunimit ashtu edhe pastërtinë e sipërfaqes.
Prerëset e mërzitshme përdoren për përpunimin e vrimave. Ata funksionojnë në kushte më pak të favorshme sesa përmes prerësve për tornime të jashtme. Prerëset e mërzitshme duhet të kenë dimensione tërthore më të vogla se vrima që përpunohet. Ata dalin të gjatë. Mbjellja e prerësit duhet të jetë më e madhe se gjatësia e vrimës që hapet. Për shkak të ngurtësisë së tyre të ulët, prerësit e mërzitshëm janë të prirur ndaj dridhjeve, gjë që e bën të pamundur heqjen e çipave me seksion të madh.
Bima Khrapunovsky
Fabrika instrumentale Khrapunovsky (Instrumenti Khrapunovsky) u themelua në vitin 1960. Prodhon vegla metalprerëse, duke përfshirë prerëse. Procesi i prodhimit është i organizuar në atë mënyrë që na lejon të përmbushim porositë jo standarde.
Bimë Kanashsky
Fabrika e prerësve Kanashsky u themelua në 1937. Që nga gjysma e parë e shekullit të njëzetë, ajo ka prodhuar vegla prerëse me cilësi të lartë.
Bima Kirzhach
Fabrika e mjeteve Kirzhach (KI3) u themelua në vitin 1934. Çështjet një gamë të gjerë të veglat për prerjen e metaleve, duke përfshirëprerëse torno të brumosur.
Prerëse torno me pllaka të brumosura të bëra nga aliazhe të forta T15K6, T5K10, VK8, të bëra nga T30K4 sipas porosisë.
Çmimet janë të vlefshme për blerjet nga 30 mijë rubla. Kontrolloni me menaxherin për çmimin përfundimtar.
Prodhimi i prerësve me pllakë prej çeliku me shpejtësi të lartë P18 me porosi.
| Emri | çmimi, fshij. |
|---|---|
| Prerëse të mërzitshme për vrima të brendshme të tipit 1 version 1 GOST 18882-73 | |
| Prerës i mërzitshëm për vrima të brendshme tip 1 version 1 12x12x130 | 70,8 |
| Prerës i mërzitshëm për vrima të brendshme tip 1 version 1 16x16x120 | 86,14 |
| Prerës i mërzitshëm për vrima të brendshme tip 1 version 1 16x16x140 | 86,14 |
| Prerës i mërzitshëm për vrima të brendshme tip 1 version 1 16x16x170 | 90,9 |
| Prerës i mërzitshëm për vrima të brendshme tip 1 version 1 20x20x140 | 119,8 |
| Prerës i mërzitshëm për vrima tip 1 version 1 20x20x170 l=50 | 108,6 |
| Prerës i mërzitshëm për vrima tip 1 version 1 20x20x170 l=70 | 113,3 |
| Prerës i mërzitshëm për vrima të brendshme tip 1 version 1 20x20x200 | 122,72 |
| Prerës i mërzitshëm për vrima të brendshme tip 1 version 1 25x25x200 | 162,8 |
| Prerës i mërzitshëm për vrima të brendshme tip 1 version 1 25x25x240 | 182,9 |
| Prerëse të mërzitshme për vrima të brendshme të tipit 1 version 2 GOST 18882-73 | |
| Prerës i mërzitshëm për vrima të brendshme tip 1 version 2 16x10x170 | 181,72 |
| Prerës i mërzitshëm për vrima të brendshme tip 1 version 2 16x12x170 | 141,6 |
| Prerës i mërzitshëm për vrima të brendshme tip 1 version 2 20x16x170 | 188,8 |
| Prerës i mërzitshëm për vrima të brendshme tip 1 version 2 25x16x200 | 236 |
| Prerës i mërzitshëm për vrima të brendshme tip 1 version 2 25x20x240 | 283,2 |
| Prerës i mërzitshëm për vrima të brendshme tip 1 version 2 32x25x280 | 696,2 |
| Prerës i mërzitshëm për vrima të brendshme tip 1 version 2 40x32x300 | 849,6 |
| Prerës i mërzitshëm për vrima të verbëra tip 1 version 1 GOST 18883-73 | |
| Prerës i mërzitshëm për vrima të verbëra tip 1 version 1 12x12x130 | 70,8 |
| Prerës i mërzitshëm për vrima të verbëra tip 1 version 1 16x16x120 | 86,15 |
| Prerës i mërzitshëm për vrima të verbëra tip 1 version 1 16x16x140 | 86,15 |
| Prerës i mërzitshëm për vrima të verbëra tip 1 version 1 16x16x170 | 90,9 |
| Prerës i mërzitshëm për vrima të verbëra tip 1 version 1 20x20x140 | 119,1 |
| Prerës i mërzitshëm për vrima të verbëra tip 1 version 1 20x20x170 | 119,1 |
| Prerës i mërzitshëm për vrima të verbëra tip 1 version 1 20x20x200 | 121,6 |
| Prerës i mërzitshëm për vrima të verbëra tip 1 version 1 25x25x200 | 162 |
| Prerës i mërzitshëm për vrima të verbëra tip 1 version 1 25x25x240 | 182 |
| Prerës i mërzitshëm për vrima të verbëra tip 1 version 2 GOST 18883-73 | |
| Prerës i mërzitshëm për vrima të verbëra tip 1 version 2 16x10x170 | 141,6 |
| Prerës i mërzitshëm për vrima të verbëra tip 1 version 2 20x16x200 | 240 |
| Prerës i mërzitshëm për vrima qorre tip 1 version 2 25x16x200 | 324,5 |
| Prerës i mërzitshëm për vrima të verbëra tip 1 version 2 25x20x240 | 356,95 |
| Prerës i mërzitshëm për vrima të verbëra tip 1 version 2 32x25x280 | 696,2 |
| Prerës i mërzitshëm për vrima qorre tip 1 version 2 40x32x300 | 849,6 |
| Prerës i ngurtë i mërzitshëm, rr. për të shurdhërit VK6M 5x10x45 | 60 |
| Prerës i ngurtë i mërzitshëm, rr. për të shurdhërit 3.8x6x20x50 VK6M GOST 18063-72 versioni 2 | 50 |
| Prerës i mërzitshëm për vrimat e kalueshme dhe të verbëra D20x170 | 129,8 |
| Prerës i mërzitshëm për vrima të hapura dhe të verbëra D25x200 | 165,2 |
| Prerës torno mbarimi i gjerë 25x16x140 | 236 |
| Prerës torno mbarimi i gjerë 32x20x170 | 295 |
Puna metalike kryhet gjithmonë duke përdorur pajisje speciale, pasi pa to do të ishte thjesht e pamundur. Prerëset janë bërë pjesë integrale e industrisë së përpunimit të metaleve. Nuk ka rëndësi se çfarë përdoret prestar i mërzitshëm, prerëse fijesh apo diçka tjetër. E rëndësishme është që përdorimi i kësaj gjëje të shoqërohet me punë të caktuar, specifike.
Ju mund të mendoni se prerëset (karabit, të përkulur, shtytës, etj.) përdoren të gjithë në të njëjtën mënyrë, i vetmi ndryshim është forma. Por kjo nuk është e vërtetë. Çdo lloj prerësi ka funksionet e veta, të cilat i kryen më mirë se të tjerët, si dhe disavantazhet e tij, në bazë të të cilave do të kuptoni se si nuk duhet të përdoret një lloj i veçantë prerës.
Kur zgjidhni prerësin e nevojshëm, duhet të jeni përgjegjës për përgatitjen përpara se të zgjidhni. Pasi të keni studiuar paraprakisht opsionet e propozuara, nuk do të shpërqendroheni, do të jetë e pamundur t'ju shpërqendroni me një emër të bukur - thjesht do të përqendroheni menjëherë në atë që ju nevojitet në praktikë, dhe jo në teori.
Llojet e veçanta të mjeteve të mërzitshme
Prerësi është një mjet prerës (emërtohet sipas llojit të veprimit) i destinuar për të punuar me objekte metalike (pjesë, pjesë pune). Përdoret kryesisht në makinat tornuese, prerëse dhe planifikuese për të njëjtin lloj pune. Parimi i funksionimit të tij është gradual, shtresë pas shtrese, heqja e metalit në vendet e duhura. Natyrisht, për shkak të specifikave të punës së kryer, prerësi ka gjithmonë një avantazh prerës. Llojet më të njohura të prerësve janë prerësi i mërzitshëm, prerësi, prerësi.
Por shumëllojshmëria e prerësve nuk është e kufizuar në këto lloje; ato thjesht përdoren më rrallë për shkak të natyrës specifike të punës së kryer.
Një prestar i mërzitshëm ka specifikat e veta të funksionimit. Përdorimi i tij përfshin mërzitjen e krijuar tashmë përmes vrimave dhe vrimave të verbër. Këto vrima krijohen gjatë shpimit, stampimit, derdhjes së pjesës së punës, por ato duhen modifikuar me prerës.
Një prerës i mërzitshëm përdoret për vrimat e mërzitshme me diametër mbi 40 mm në pjesët e trupit. Prerëset fiksohen në foletë e shufrave të mërzitshme në një pozicion pingul (ξ = 90o) ose të pjerrët (ξ = 45, 60o) në lidhje me boshtin e shufrës.
Mbërthimi i prerësve mbajtës në prizat e mandrelit dhe shufrave të mërzitshme është i parregulluar ose i rregullueshëm me një saktësi instalimi deri në 0,005 mm.
Kur prerësi është i prirur në lidhje me boshtin e vrimës në një kënd të caktuar ξ, këndet e planit të prerësit ndryshojnë: φΝ = φ + ξ; φ1Н = φ1 – ξ. Kjo duhet të merret parasysh gjatë projektimit të prerësit.
Parametrat e mënyrës së prerjes: thellësia e prerjes, 2 0 t mm D DP, ku Dp është diametri i vrimës paraprake; D0 - diametri i vrimës përfundimtare; shpejtësia e lejuar e prerjes m/min; Т t S С К V m x v y v V V Т — shpejtësia e boshtit; 1000 1 0 min D V n T - furnizimi gjatësor (Spr) ose furnizimi tërthor (Sp) (mm/rev); furnizim minutash Smin=S∙n (mm/min).
Prerësi i mërzitshëm ka klasifikimin e vet.
Ato shpesh ndahen në varësi të llojit të ndërtimit:
- Drejt (vija e boshtit të kokës është paralele me boshtin e mbajtësit).
- Përkulur (koka e prerësit devijon anash).
- I lakuar (boshti i mbajtësit është i përkulur).
- Vizatuar (gatim instrumental tashmë).
- Të tjera (krijime novatorësh që nuk përdoren gjerësisht).
Çdo lloj prerësi i mërzitshëm ka përdorimin e tij specifik, duke performuar më mirë në disa punë dhe më keq në të tjera. Prerëset e mërzitshme përdoren në rastet kur nuk ka shpime ose kundërmbytje të diametrit të kërkuar, duhet të sigurohet saktësia dhe drejtësia e hyrjes së vrimës, llojet e tjera të përpunimit nuk janë mjaft të sakta dhe "të pastra", me gjatësi të shkurtër vrime, me një gjerësi vrime që shkon përtej diametrave më të mëdhenj të pajisjeve të tjera. Mund të themi me siguri se një prestar i mërzitshëm, megjithëse jo universal, është një artikull mjaft popullor që do të gjejë aplikim në çdo ndërmarrje të përpunimit të metaleve.
Shpesh përdoren prerëse të mërzitshme dhe opsione të tjera, megjithëse në shumicën e rasteve ka alternativa për to. Thjesht, prerëset janë shumë më të lehtë për t'u përdorur, pasi faktori njerëzor gjatë përpunimit të një pjese me prerës praktikisht mungon.
Ju duhet të blini një prestar të mërzitshëm me kujdes dhe me vetëdije. Lexoni informacionin, nxirrni përfundime se cilat lloje të punës do të duhet të kryejnë, cilat karakteristika ju nevojiten prej tij. Kushtojini vëmendje edhe prodhuesve - kërkimet në internet mund t'ju tregojnë se kujt mund t'i besoni dhe produktet e të cilëve janë të diskutueshme nga konsumatorët. Blerjet e vetëdijshme zgjasin gjithmonë shumë më gjatë se ato të bëra sipas parimit "eja, blej". Specialistët e kompanisë sonë do të këshillojnë për të gjitha çështjet me interes.


