Makinë e mërzitshme: qëllimi, skema, karakteristikat. Modelet e makinave të mërzitshme.
AT fusha të ndryshme aktivitetet e prodhimit shpesh përdorin pajisje të tilla si koordinata makinë e mërzitshme. Kjo pajisje përdoret më shpesh në industritë metalurgjike, makinerive. Qëllimi kryesor i këtij grupi makinerish është trajtimi i sipërfaqes së metalit, kryerja e operacioneve të tilla me pjesët e punës si gropimi, vrima e shpuar, kundërmbytja dhe shumë operacione të tjera.
Makinë e mërzitshme e pajisjes
Në fakt, një makinë boringu kryen absolutisht të gjitha funksionet që bëjnë makinat konvencionale, por avantazhi i saj është se pajisjet e tilla kryejnë të gjitha veprimet me një shkallë të lartë saktësie. Një saktësi e tillë e përpunimit të pjesëve nga makina arrihet nga fakti se kjo pajisje është e pajisur me të gjitha llojet e elementeve të natyrës optike, mekanike dhe automatike.
Detajet në një makinë të mërzitshme mund të përpunohen si serike ashtu edhe teke, kjo varet nga lloji i ndërmarrjes ku operon kjo pajisje.
Elementi kryesor i punës i kësaj pajisjeje, si në torno të tjera, është boshti, i cili mund të vendoset në makinë, si në pozicion horizontal ashtu edhe në atë vertikal. Në vetë gishtin, të gjitha llojet e mjeteve tashmë janë bashkangjitur shtesë, me të cilat do të kryhet puna. Për shembull, elementë të tillë të punës mund të jenë një shufër e mërzitshme prerëse, kundërmbytje, stërvitje dhe pajisje mulliri.
Deri më sot, më të zakonshmet janë makineritë e tilla të mërzitshme që kryejnë punë përmes kontrollit numerik, kjo pajisje ju lejon të kryeni të gjithë punën me saktësi të lartë dhe minimizon koston e personelit që operon makinën.
Llojet e makinerisë së mërzitshme
Makinat e kordinimit të koordinatave klasifikohen në makina me një kolonë dhe me dy kolona. Parimi i funksionimit të këtyre makinave është i ngjashëm dhe është si më poshtë. Pjesa e punës për përpunimin e saj të mëvonshëm është e fiksuar në një tavolinë, e cila kryhet në mënyrë koordinative për të arritur saktësinë më të madhe në përpunimin e pjesës. Vetë mjeti, i nevojshëm për lloje specifike të punës, është i fiksuar në elementin e boshtit. Vetë boshti vendoset duke përdorur koordinatat e tabelës, për kontakt të saktë me pjesën e punës gjatë përpunimit. Për ta bërë këtë, tabela zhvendoset derisa të instalohet saktësisht siç kërkon puna.
Përparësitë kryesore të përdorimit të makinerive të mërzitshme janë se ato janë të pajisura me pajisje korrigjuese speciale që lejojnë minimizimin e gabimeve gjatë përpunimit të pjesëve të punës. Vetë koordinatat lexohen automatikisht, me anë të një pajisjeje optike, e cila mat vlerat e nevojshme për vendosjen e pjesës së punës.
Karakteristikat e makinës së boringut
Kjo pajisje ka karakteristika të shkëlqyera të rezistencës ndaj dridhjeve, gjë që e bën të sigurt punën në pajisje të tilla. Për më tepër, kjo karakteristikë ndikon drejtpërdrejt në saktësinë me të cilën do të funksionojë pajisja.
Njësia kryesore e punës e kësaj pajisjeje përfshin elementë të tillë si raftet, një travers, vetë kokën e mërzitshme, një pajisje boshti dhe një tavolinë pune. Të gjitha pajisjet janë montuar në një kornizë të fortë çeliku, e cila është një platformë e qëndrueshme me një masë të madhe, e cila siguron palëvizshmërinë e saj gjatë punës.
Makina e boringut është një pajisje e nivelit të lartë, për më tepër, është e gjithanshme në funksionim. Makina është gjithashtu e aftë të kryejë punë të tilla si bluarja sipërfaqësore, si dhe makina mund të përdoret për prerjen e skajeve dhe shënjimin e pjesës së punës. Kështu, duke pasur këtë pajisje, ju mund të shmangni kostot shtesë për blerjen e mjeteve ndihmëse të punës, pasi kjo makinë kryen një shumëllojshmëri të gjerë funksionesh.
Prezantimi
1. Pajisja dhe parimi i funksionimit të makinerive të boringut
2. Llogaritja e kritereve
2.1 Kriteret e zhvillimit të objekteve teknike
2.2 Llogaritja e kritereve
2.3 Përcaktimi i ndryshimit të kritereve
3. Perspektivat për zhvillimin e makinerive të boringut
konkluzioni
Bibliografi
Prezantimi
Makinat e mërzitshme janë të dizajnuara për përpunimin e pjesëve në prodhim të vetëm dhe në grup. Këto janë makineri universale që mund të përdoren për hapjen e vrazhdë dhe të imët të vrimave, tornimin e sipërfaqeve të jashtme cilindrike dhe skajet e vrimave, shpimin, kundërmbytjen dhe reamimin e vrimave, rrafshet e bluarjes, filetimin dhe operacione të tjera. Një shumëllojshmëri e gjerë e llojeve të ndryshme të përpunimit të kryera në makinat e mërzitshme bën të mundur në disa raste kryerjen e përpunimit të plotë të një pjese pa e riorganizuar atë në makina të tjera, gjë që është veçanërisht e rëndësishme për inxhinierinë e rëndë.
Një tipar karakteristik i makinerive të mërzitshme është prania e një boshti horizontal (ose vertikal), i cili bën një lëvizje boshtore të furnizimit. Në bosht është montuar një vegël prerëse - një shufër e mërzitshme me prerëse, një stërvitje, një banak, një frezues, një rubinet, etj. Makinat e mërzitshme me kontroll programi përdoren gjerësisht, duke zvogëluar kohën e ndërrimit të tyre, duke rritur produktivitetin e punës dhe cilësinë e përpunimit .
Në varësi të natyrës së operacioneve të kryera, qëllimit dhe karakteristikave të projektimit, makinat e mërzitshme ndahen në universale dhe të specializuara. Nga ana tjetër, makinat universale ndahen në boring horizontal, boring boring dhe boring diamanti (finishing boring). Për të gjitha llojet e veglave të makinës, parametri më domethënës që përcakton të gjitha dimensionet kryesore të makinës është diametri i boshtit të mërzitshëm.
Pajisja dhe parimi i funksionimit të makinave të mërzitshme koordinative
vegla makine
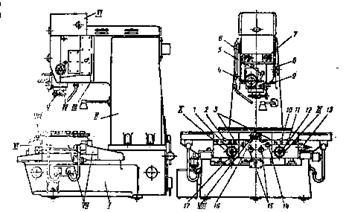
Makineritë e gërmimit të koordinatave janë të dizajnuara për përpunimin e vrimave me koordinata të sakta. Makinat e këtij lloji kanë dy versione: me një kolonë (Fig. 1, a) dhe me dy kolona (Fig. 1, b). Pjesët kryesore të makinës së mërzitshme me një koordinatë janë korniza 1, rafti 2, koka e mërzitshme 3, tavolina me sajë 4. Makina e shpimit me dy koordinata 2E470A ka këto pjesë kryesore: korniza 1, raftet 2, kokat e mërzitshme 3, traversa 4, tavolina e punës 5 .
Pjesa e punës është e fiksuar në rrafshin e tryezës, mjeti prerës është i fiksuar në boshtin e kokave të mërzitshme. Në varësi të lartësisë së pjesës së punës, traversa dhe koka e mërzitshme vendosen në një lartësi të caktuar dhe fiksohen. Vendosja e boshtit në koordinatat e specifikuara kryhet duke lëvizur tabelën në dy drejtime pingule reciproke (kur punoni në një makinë me një kolonë) ose duke lëvizur tabelën në drejtimin gjatësor përgjatë udhëzuesve të shtratit dhe kokës së mërzitshme në tërthor. drejtim përgjatë traversës (në rastin e punës në një makinë të tipit portal me dy kolona). Karakteristikat e projektimit, instalimit dhe mirëmbajtjes së makinerive të boringut janë:
prania e pajisjeve korrigjuese që kompensojnë gabimin e hapit të vidës së plumbit (në modelet më të vjetra të makinerive);
përdorimi i pajisjeve optike për leximin e koordinatave; përdorimi i udhëzuesve të rulit që perceptojnë masën e sajë, tavolinë, produktin dhe forcën e prerjes;
saktësi e lartë e përpunimit të pjesëve dhe montimit të njësive dhe cilësi e lartë e sipërfaqes së përpunuar; rezistencë e mirë ndaj dridhjeve dhe bazament masiv; temperaturë konstante e dhomës brenda (201,5) C;
kualifikim i lartë i punëtorëve që i servisojnë makineritë; lejimet minimale dhe të rregulluara për përpunimin e vrimave.
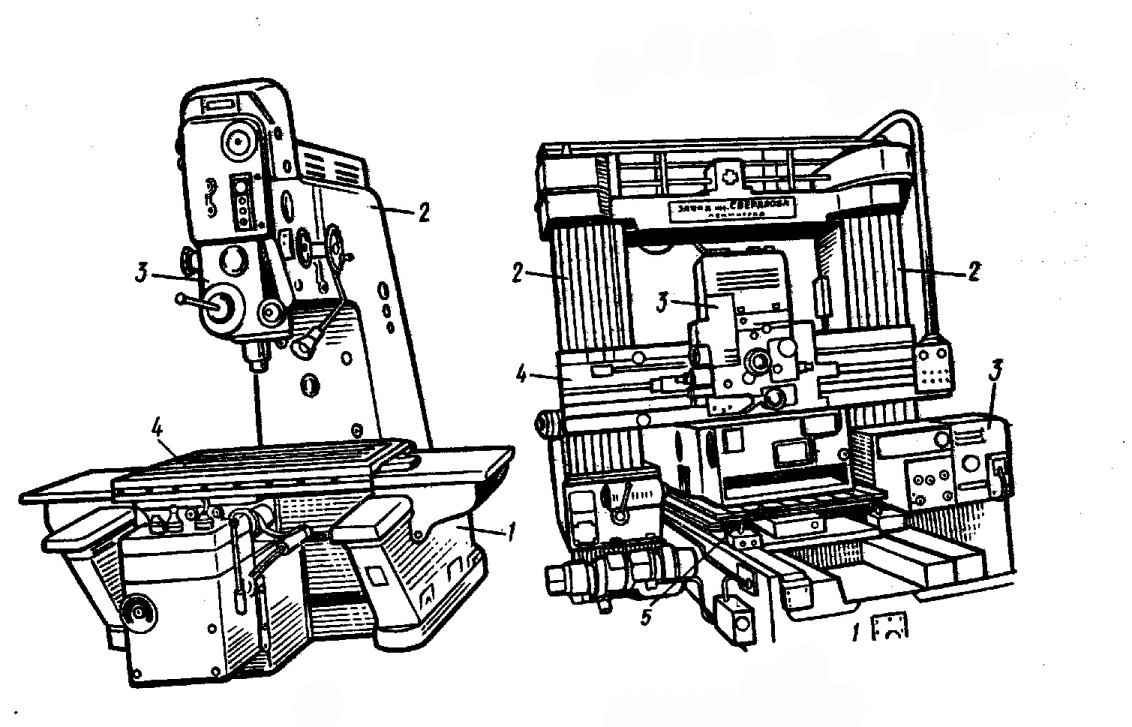
Fig.1. Makinat e kordinimit të mërzitshëm:
a - një kolonë: 1 - krevat, 2 - qëndrim, 3 - kokë e mërzitshme, 4 - tavolinë me sajë;
b - dy kolona: 1 - krevat, 2 - rafte, 3 - koka të mërzitshme, 4 - traversa, 5 - desktop
Makinat e shpimit vertikal me një kolonë janë projektuar për përpunimin e vrimave me boshte precize, dimensionet ndërmjet të cilave janë dhënë në një sistem koordinativ drejtkëndor.
Përveç kësaj, makina është gjithashtu e mundur:
prerja e fijeve;
frezim i imët i sipërfaqeve me mullinj me fytyrë ose fund;
shkurtimi i skajeve;
shënimi dhe kontrolli i dimensioneve lineare në pjesë.
Tavolinat rrotulluese të furnizuara me makinat lejojnë vrimat e përpunimit të specifikuara në sistemin e koordinatave polare, si dhe vrima dhe plane reciproke pingule dhe të pjerrëta.
Në kushte normale funksionimi, makinat ofrojnë një saktësi të distancave nga qendra në qendër kur përpunohen në një sistem koordinatash drejtkëndëshe deri në 0,06 mm.
Makineritë janë të pajisura me një sërë veglash dhe aksesorësh për shpimin dhe hapjen e vrimave, filetimin, bluarjen dhe shënjimin:
kullotë me një grup kokrrash,
shpimi,
prerja e fijeve,
i mërzitshëm.
tufa reduktuese për veglat me kon Morse
arbore për frezë
grup shufrash të mërzitshëm
postimi universal i veglave dhe posti i veglave të ushqimit të imët
gjetës i qendrës së mikroskopit, gjetës i qendrës së mandrelit
bërthama pranverore
qendra e instalimit
një gamë e gjerë prerësesh të mërzitshme, shpuese, prerëse, prerëse, çezme.
Koordinata boring machine mod.2E450
Modaliteti i makinës. 2E450A - një kolonë me përmasa tavoline 630x1120 mm, e pajisur me një sistem matës optik me leximin në ekran, një pajisje për grupin paraprak të koordinatave, ndalimin automatik të tabelës dhe sajë në pozicione të paracaktuara duke përdorur një tregues null fotoelektrik. Standardet e gjatësisë janë masat e linjës së xhamit të sheshtë. Periudha e rrotullimit të boshtit kryhet nga një motor i rregullueshëm DC përmes një kuti ingranazhi me tre faza. Brenda çdo faze, shpejtësia e boshtit rregullohet në mënyrë të pandërprerë brenda intervalit 50-2500 rpm. Ushqimi i boshtit është gjithashtu pafundësisht i ndryshueshëm nëpërmjet një variatori fërkimi. Ekziston një mekanizëm për mbylljen automatike të ushqimit të boshtit në një thellësi të caktuar. Sigurohen kapëse mekanike tavoline dhe kapëse manuale e kokës. Saktësia e vendosjes së koordinatave është 0,004 mm, saktësia e diametrit të vrimës së shpimit lejohet jo më shumë se 0,005 mm.
Mod.2D450 i makinës së mërzitshme të koordinatave
Mod i makinës së mërzitshme me një koordinatë. 2D450 me sipërfaqen e punës së tavolinës 630x1120 mm. të pajisura me pajisje optike që lejojnë numërimin e pjesëve të plota dhe të pjesshme të madhësisë së koordinatave. Makina mund të përdoret si në dyqane veglash ashtu edhe në prodhim për përpunimin e saktë të pjesëve pa pajisje speciale. Në kushte normale funksionimi, makina siguron një saktësi të vendosjes së distancave nga qendra në qendër në një sistem koordinativ drejtkëndor prej 0,004 mm. dhe në sistemin polar - 5 sekonda hark. Saktësia e distancave ndërmjet akseve të vrimave, të përpunuara në kushte normale për shpimin koordinativ, 0.006 mm.
Vendosja e boshtit të vrimës në produkt në lidhje me boshtin e boshtit në koordinatën e kërkuar kryhet nga lëvizja e tavolinës ose sajë, lëvizja e së cilës kontrollohet nga një pajisje optike e veçantë. Ky i fundit bazohet në vizore të sakta, të fiksuara në një rast në tavolinë (vizor i lëvizshëm), në tjetrin - në kornizë (vizore fikse). Sundimtari i tryezës ka 1000 ndarje me precizion të lartë përmes 1 mm., sundimtari i shtratit - 630 ndarje. Goditjet projektohen në një ekran mat me zmadhim 75x. Për të vlerësuar të qindtat e një intervali të një vizoreje në rrafshin e ekranit, ekziston një shkallë me 100 ndarje. Për të marrë një lexim me saktësi të lartë, ekziston një shkallë shtesë në ekran që lejon leximin deri në 0,001 mm.
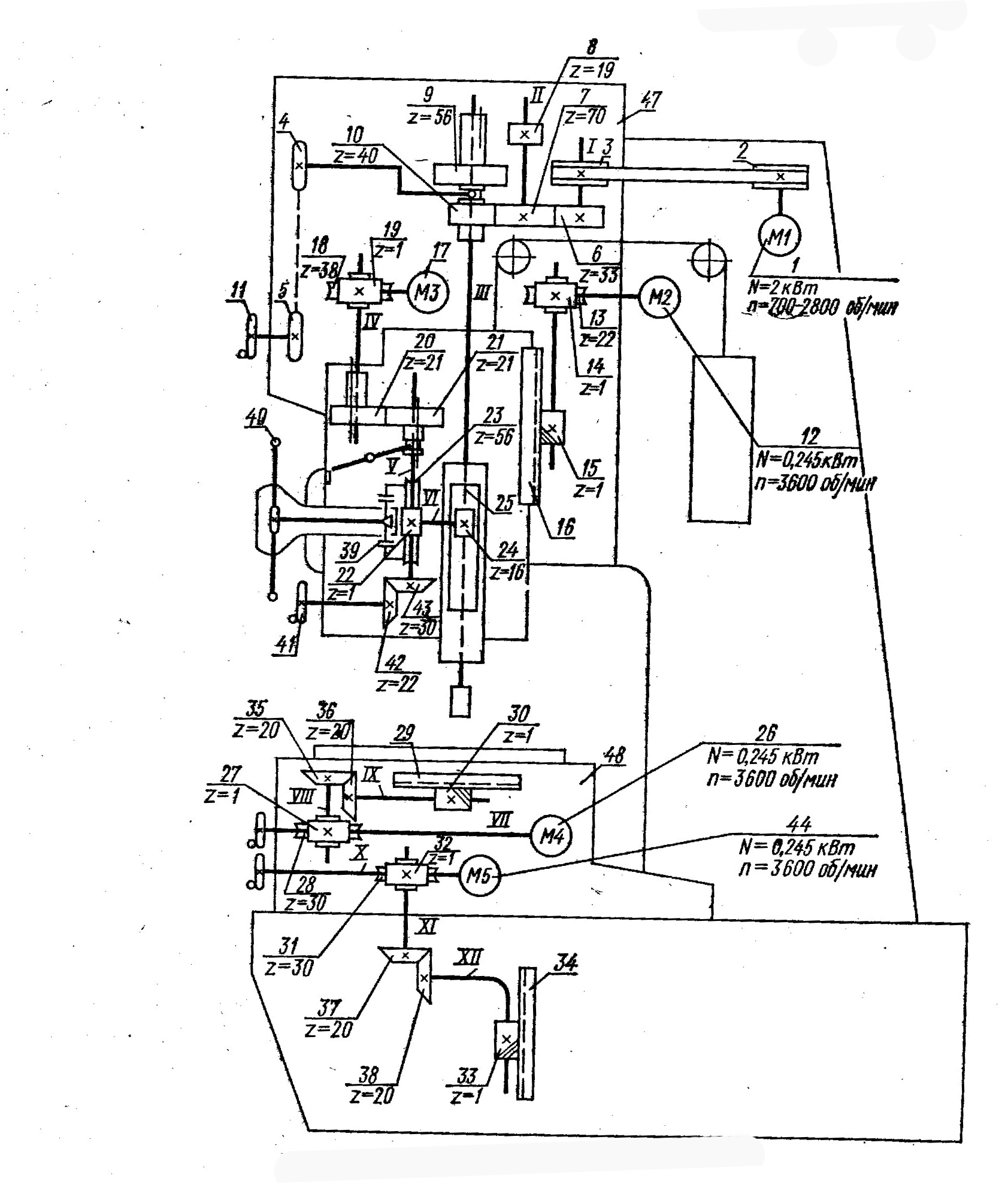
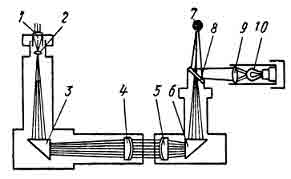
Oriz. 2. Skema kinematike e modës së makinës. 2D450
Figura 2 tregon diagramin kinematik të modit të makinës. 2D450. Zinxhiri i lëvizjes kryesore përcakton rrotullimin e boshtit me mjetin prerës, i cili kryhet nga një motor i rregullueshëm DC 1 përmes një ngasjeje rripi 2-3, boshti I, ingranazhet 6-7, boshti II, rrotat ose 7- 10 te boshti III. Shpejtësia e boshtit ndryshon vazhdimisht duke rregulluar motorin elektrik 1 në intervalin 700-2800 rpm. Fazat e shpejtësisë së ndërrimit të një kuti ingranazhi me dy faza kryhet me rrotën e dorës 11 përmes transmetimit të zinxhirit 4-5. Shpejtësia kontrollohet nga një tahogjenerator i montuar në boshtin I.
Furnizimi vertikal i mëngës, boshtit kryhet nga një motor elektrik i veçantë 17 DC me një gamë të gjerë rregullimi. Rrotullimi përmes ingranazhit të krimbave 18-19, boshtit të spinuar IV, marsheve 20-21, boshtit V dhe çiftit të krimbave 22-23, tufës së fërkimit me shiritin 25 të mëngës së boshtit. Dorezat 40 me tufë të fikur, mund ta ngrini ose ulni manualisht mëngën e boshtit. Për lëvizje më të sakta të mëngës, ekziston një rrotë dore 41 e lidhur me boshtin V me rrota konike 42-43. Mbyllja automatike e ushqimit të mëngës së boshtit kur arrihet thellësia e specifikuar e shpimit kryhet duke fikur mikroçelësin e 17-të.
Lëvizja rregulluese e kokës së boshtit bëhet nga një motor elektrik asinkron 12 përmes një ingranazhi me krimba 13-14 dhe një rafti dhe pioni 15-16. Pjesa e punës lëvizet në një sistem koordinativ drejtkëndor duke lëvizur tabelën në drejtimin gjatësor dhe rrëshqitjen në drejtim tërthor nga dy motorë të pavarur DC 44 dhe 26 përmes ingranazheve të ngjashme me krimba 27-28 dhe 31-32, ingranazheve të pjerrëta 35-36 dhe 37-38, ingranazhet e raftit dhe pinionit 29-30 dhe 33-34.
Kapëse të unifikuara përdoren për të rregulluar tryezën, sajën dhe kokën e boshtit në pozicionet e kërkuara.
Tabela 1.
Gama e modeleve të makinerive të mërzitshme
| Model | Karakteristikat |
| 2A450 | Makinë me një sistem referimi koordinativ optik përgjatë boshteve X dhe Y |
| 2A450AF10, 2D450AF10 | Vegla makinerish me një sistem elektronik leximi dhe matjeje, duke përfshirë një pajisje ekrani dixhital, përgjatë akseve X dhe Y. Modaliteti elektronik i volantit. |
| 2L450AF11-01 | Një makinë me një pajisje treguese dixhitale përgjatë akseve X, Y dhe Z dhe një grup paraprak koordinatash përgjatë akseve X dhe Y. Ekziston një mënyrë pozicionimi gjurmues dhe një modalitet elektronik i volantit me një rezolucion të lëvizjes së tabelës prej 0,001 dhe 0,01 mm |
| 2E450AFZ0 | Një vegël makine me një pajisje CNC, me aftësinë për të vendosur një program përpunimi në një mënyrë interaktive përgjatë boshteve X dhe Y dhe tregues dixhital të koordinatave përgjatë boshtit Z. |
| 2L450AF4 | Makinë me CNC, me konturim përgjatë akseve X, Y dhe Z. Monitori grafik ju lejon të korrigjoni programet pa lëvizur përgjatë akseve. Programet e pjesëve mund të përgatiten në internet me skedarë teksti standard ose sisteme të automatizuara. |
2. Llogaritja e kritereve
2.1 Kriteret e zhvillimit të objekteve teknike
Ndër parametrat dhe treguesit që karakterizojnë çdo objekt teknik, ka gjithmonë nga ata që priren të ndryshojnë në mënyrë monotone për një kohë të gjatë ose priren të ruajnë në një nivel të caktuar kur arrihet kufiri i tyre. Këta tregues njihen nga të gjithë si një masë e përsosmërisë dhe progresivitetit dhe kanë një ndikim të fortë në zhvillimin e klasave individuale të objekteve teknike dhe teknologjisë në tërësi.
Parametra dhe tregues të tillë quhen kritere për zhvillimin e objekteve teknike. Rëndësia e tyre mund të gjykohet nga fakti se përparimi teknik në fushën e çdo objekti teknik zakonisht konsiston në përmirësimin e disa kritereve pa përkeqësuar (të paktën pa përkeqësim të ndjeshëm) të tjerë. Gjatë formimit të një sistemi të kritereve të zhvillimit, duhet të plotësohen një sërë kushtesh:
matshmëria: vetëm një parametër i tillë i një objekti teknik mund të merret si kriter zhvillimi, i cili lejon mundësinë e një vlerësimi sasior sipas njërës prej shkallëve matëse;
krahasueshmëria: kriteri i zhvillimit duhet të ketë një dimension të tillë që ju lejon të krahasoni objekte teknike të kohërave dhe vendeve të ndryshme;
përjashtime: vetëm ato parametra të një objekti teknik që karakterizojnë kryesisht efektivitetin e tij dhe kanë një ndikim vendimtar mund të merren si kriter zhvillimi;
minimaliteti dhe pavarësia: i gjithë grupi i kritereve të zhvillimit duhet të përmbajë vetëm ato kritere që nuk mund të rrjedhin logjikisht nga kritere të tjera dhe nuk mund të jenë pasojë e drejtpërdrejtë e tyre.
Vlerësimi i nivelit teknik dhe cilësisë së produktit kryhet me analizë krahasuese (krahasuese) në rendin e mëposhtëm:
zgjidhet produkti bazë (varianti ideal, analog ose prototip);
zbulohen vlerat numerike të treguesve kryesorë teknikë dhe ekonomikë të produkteve të vlerësuara dhe bazë:
janë llogaritur nivelet e treguesve relativë të nivelit teknik dhe cilësisë;
llogaritet vlera e treguesve të përgjithësuar të nivelit teknik dhe cilësisë së produkteve.
Duhet të theksohet se kushti kryesor për krahasimin e produktit të vlerësuar dhe atij bazë është krahasueshmëria e elementeve të produktit, identiteti i qëllimit funksional.
Si produkt bazë për krahasim, zgjidhet mostra më e mirë, reale e këtij lloji dhe madhësisë standarde të produkteve, të disponueshme në praktikën botërore. Mund të jetë si vendas ashtu edhe i huaj dhe quhet analog. Ndonjëherë, kur zgjidhen problemet për modernizimin e produkteve të këtij lloji, si produkt bazë merret një produkt prototip, i cili përmirësohet duke eliminuar mangësitë ekzistuese.
Në disa raste, pajisjet e së ardhmes mund të merren si produkti bazë - një opsion ideal. Treguesit që karakterizojnë variantin ideal për nga niveli teknik dhe cilësia llogariten në bazë të ligjeve të zhvillimit të teknologjisë së këtij lloji sipas kritereve të zhvillimit.
Gjatë vlerësimit të nivelit teknik dhe cilësisë së produkteve, vlerat e parametrit kryesor dimensional (kapaciteti, sipërfaqja e punës, vëllimi i dobishëm, etj.) Nuk duhet të ndryshojnë nga ato për produktin bazë me më shumë se 20%.
2.2 Llogaritja
Tabela 2.
Të dhënat teknike të makinerive të boringut me sipërfaqe pune tavoline 630x1120 mm
| Viti i nxjerrjes | Modeli i makinës | Diametri më i madh i shpimit/shpimit, mm | Shtrirja e boshtit, mm | Distanca më e madhe nga fundi në sipërfaqen e punës të tabelës, mm | Kufijtë e shpejtësisë së gishtit, rpm | Fuqia, kWt | Pesha, kg | Dimensionet | ||
| Gjatësia, mm | Gjerësia, mm | Lartësia, mm | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 10 | 11 | 12 |
| 1968 | 2A450 | 30/250 | 710 | 750 | 50-2000 | 2,0 | 7800 | 2670 | 3305 | 2660 |
| 1973 | 2D450 | 30/250 | 710 | 800 | 50-2000 | 2,2 | 7800 | 3305 | 2705 | 2800 |
| 1978 | 2450 A | 40/250 | 715 | 750 | 32-2000 | 6,3 | 7920 | 2430 | 2750 | 3400 |
| 1983 | 2E450AF1-1 | 30/250 | 710 | 770 | 10-2000 | 7,2 | 8500 | 2760 | 2765 | 3000 |
| 1990 | 2E450A | 30/250 | 710 | 770 | 10-2500 | 7,2 | 8050 | 3350 | 2500 | 2885 |
| 1992 | 2E450AF30 | 30/250 | 710 | 770 | 10-2500 | 7,2 | 8000 | 2760 | 2980 | 2980 |
Duke analizuar të dhënat e paraqitura, është e mundur të përpilohet një nomenklaturë e kritereve për zhvillimin e makinerive të boringut. Le të llogarisim kriteret në studim, rezultatet e llogaritjes së të cilave janë paraqitur në tabelën 2.
1. Konsumi specifik i materialit.
ku: Km - konsumi specifik i materialit. (kg / mm.)
M - masa (kg)
N është vlera e parametrit kryesor (mm).
2. Intensiteti specifik i energjisë.
ku: Ey - intensiteti specifik i energjisë (kW/m);
P - fuqia (kW);
N është vlera e parametrit kryesor (m).
3. Zona specifike e zënë nga makina.
ku: Sy – zona specifike e zënë kështu. (m2/m)
S - zona e zënë nga makina (m2)
N - njësia e parametrit kryesor (m)
4. Njësia e fuqisë së motorit elektrik për njësinë e masës së makinës.
Tabela 3. Kriteret e zhvillimit.
| viti | Konsumi specifik i materialit, kg/mm | Konsumi specifik i energjisë, kW/m | Njësia e fuqisë për njësi të masës, W/kg | Sipërfaqja specifike e zënë, m2/m |
| 1968 | 31,2 | 8 | 0,25 | 35,29 |
| 1973 | 31,2 | 8,8 | 0,28 | 35,76 |
| 1978 | 31,68 | 25,2 | 0,79 | 26,73 |
| 1983 | 34 | 28,8 | 0,84 | 30,52 |
| 1990 | 32,2 | 28,8 | 0,89 | 33,5 |
| 1992 | 32 | 28,8 | 0,9 | 32,8 |
Bazuar në të dhënat e marra nga kriteret e zhvillimit, do të ndërtojmë grafikët, falë të cilëve mund të gjurmohet tendenca e ndryshimit të kritereve dhe të bëhet një parashikim për vitin 2007.
2.3 Përcaktimi i ndryshimit të kritereve
Intensiteti specifik i energjisë
Duke pasur parasysh ndryshimin në vlerat e konsumit specifik të energjisë së makinës, është e mundur të gjurmohet tendenca e rritjes së këtij parametri. Duke përdorur metodën e përafrimit, është e mundur të bëhet një parashikim për vitin 2007, vlera e parametrit do të jetë 45 kW/m.
Konsumi specifik i materialit
Duke përdorur metodën e përafrimit të trendit, gjejmë nivelin e kriterit në vitin 2007. Me një shkallë të caktuar probabiliteti, mund të pohojmë se vlera e kriterit do të jetë 32 kg/mm.
Njësia e fuqisë për njësi të masës
Kurba që rezulton tregon një rritje të dukshme të njësisë së fuqisë për njësi masë të makinës së mërzitshme. Duke përdorur metodën e përafrimit, mund të supozojmë vlerën e mundshme të këtij parametri në vitin 2007, e cila do të jetë 1,42 W/kg.
Zonë specifike e zënë
Duke përdorur metodën e përafrimit të trendit, gjejmë nivelin e kriterit në vitin 2007. Me një shkallë të caktuar probabiliteti, mund të themi se vlera e kriterit do të ulet dhe do të arrijë në 30 m2/m.
3. Perspektivat për zhvillimin e mëtejshëm të jig-boring
vegla makine
Modernizimi i workover
Aktualisht, industria ruse ka një flotë të madhe makinerish të vjetëruara dhe të vjetruara modele 2A450, 2D450, 2E450 dhe modifikimet e tyre. Mosha e këtyre makinave arrin 30-40 vjet, kështu që zgjidhjet e tyre të projektimit nuk plotësojnë kërkesat moderne për makineritë. Përveç kësaj, veshja e lartë e njësive dhe humbja e parametrave të saktësisë shkaktojnë probleme me funksionimin e tyre. E gjithë kjo kërkon rinovimin e pajisjeve të makinerive, por shumica e ndërmarrjeve në mjedisin aktual ekonomik nuk kanë fonde të mjaftueshme për këtë. Prandaj, në këto kushte, është ekonomikisht e leverdishme modernizimi i pajisjeve ekzistuese, si rezultat i së cilës konsumatori do të merrte një makinë moderne, dizajni i së cilës do të mishëronte përvojë shumëvjeçare në prodhimin e veglave makinerike që plotëson të gjitha kërkesat për tregues (për këtë makinë), i pajisur me komponentë dhe sisteme kontrolli moderne. Në të njëjtën kohë, klienti, pasi ka dorëzuar makinën për modernizim, mund të mos presë që të modernizohet i gjithë cikli i prodhimit të makinës, por të marrë një makinë të modernizuar të këtij modeli (ose një makinë të një modeli tjetër) nga stoku i makinerive të disponueshme në fabrikë. Në këtë rast, kostoja e parashikuar e makinës së dorëzuar do të zbritet nga çmimi i makinës së blerë.
Komponentët kryesorë të modernizimit të makinerive të mërzitshme me kontroll manual në rastin e përgjithshëm janë:
instalimi i një sistemi elektronik të leximit dhe matjes, duke përfshirë konvertuesit fotoelektrikë të zhvendosjeve lineare të tipit LIR dhe një pajisje treguese dixhitale në vend të pajisjeve optike të leximit;
përdorimi i një kontrolluesi të programueshëm për të ndërtuar një qark elektrik makinerie në vend të një qarku të kontrollit rele;
vida me top dhe motorë DC të ndryshueshëm me çift rrotullues të lartë në disqet e lëvizjes së tavolinës dhe sajë në vend të marsheve me raft dhe pioni, motorë të thjeshtë të ndryshueshëm DC dhe ingranazhe me krimba;
instalimi i kapëseve dhe rrëshqitjeve pneumatike të tavolinës në vend të kapëseve elektromekanike;
mekanizimi i lëvizjes së kutisë së boshtit;
aplikimi i dizajnit të makinës për lëvizjen e mëngës me një motor të rregullueshëm DC.
konkluzioni
Në punimin tim afatshkurtër, unë zhvilluam një nomenklaturë të kritereve të zhvillimit për makinat e boringut me një sipërfaqe tavoline 630x1120 mm, duke marrë si parametrin kryesor diametrin më të madh të bojës. Kam analizuar dinamikën e këtyre kritereve sipas viteve të prodhimit të veglave të makinerisë. Zbulova se për çfarë faktorësh ndodhi ndryshimi në vlerat e kritereve. Ai dha një diagram të makinës, përshkroi pajisjen e saj, parimin e funksionimit. Ai analizoi varësinë e treguesve specifikë (konsumi specifik i energjisë, konsumi i materialit) nga madhësia e makinës.
Ai dha një parashikim të vlerave të kritereve për vitin 2007. Vlerat numerike të treguesve janë dhënë në formë tabelare dhe grafike. Përfundova punën me një përshkrim të perspektivave për zhvillimin e makinave të mërzitshme.
Bibliografi:
Polovinkin A.I. Bazat e krijimtarisë inxhinierike. - M: Mashinostroenie, 1988, -368s.
Belik V.G. Niveli teknik i makinave dhe pajisjeve: mënyra për ta përmirësuar atë. - Kiev, Teknika, 1991.-200.
Mogunov V.I. Makina metalprerëse. Referencë e shpejtë. - M.: Gosinti, 1964. -505s.
Libri i referencës së nomenklaturës. Makina universale metalprerëse të prodhuara nga ndërmarrjet e Minstankoprom në 1978-1979 - M .: NIIMASH, 1968. - 219f.
Makina metalprerëse. Drejtoria e drejtorive. Pjesa 3 - Makineritë e grupit të shpimit dhe shpimit - M .: NIIMASH, 1973.
Makina metalprerëse. Drejtoria e drejtorive. Pjesa 2 - Makineritë e grupit të shpimit dhe shpimit. - M.: NIIMASH, 1965.
Makina metalprerëse. Ed. V.E. Pusha.-M.: Mashinostroenie, 1986. -571s.
Minstankoprom i BRSS. Makina universale të përpunimit të metaleve të prodhuara nga ndërmarrjet e Minstankoprom në 1973-1974. Libër referimi i nomenklaturës. - M.: NIIMASH, 1973. -173f.
Minstankoprom i BRSS. Makina universale të përpunimit të metaleve të prodhuara nga ndërmarrjet e Minstankoprom në vitin 1970. Libër referimi i nomenklaturës. - M.: NIIMASH, 1970.- 123f.
Makina metalprerëse. Katalogu i nomenklaturës. Pjesa 1. 1992-1993 - M.: ENIMS, VNIITEMR, 1992.
Marrja në konsideratë e skemës kinematike dhe veçorive të akordimit të makinerive desktop (vrima përpunimi me diametër të vogël), vertikale (me një bosht, shumëbosht me bosht të fiksuar dhe të rregullueshëm), radiale, horizontale dhe makineri shpuese-centruese.
Qëllimi teknologjik i makinës, analiza e skemave të përpunimit dhe metodave për formimin e sipërfaqeve të pjesëve. Nënsistemet funksionale të modulit të projektuar. Zhvillimi i skemës kinematike të modulit. Llogaritjet dhe zhvillimi i dizajnit të modulit duke përdorur një kompjuter.
Mjet torno CNC menaxhimin e programit(CNC). Vegël për makineri shpuese, frezuese dhe shpuese me CNC. Pajisjet e akordimit të instrumenteve. Karakteristikat dhe klasifikimi i pajisjeve për ndryshimin automatik të veglave.
Makinë metalprerëse modeli 7V36: qëllimi, diagrami kinematik. Llogaritja e një kuti ingranazhi automatik: ndërtimi i një rrjeti strukturor, një grafik i numrit të rrotullimeve; përcaktimi i numrit të dhëmbëve të ingranazheve. Paraqitja e ACS duke përdorur kthetrat e fërkimit.
Sistemi standard i koordinatave të makinës CNC. Drejtimet sistemi standard koordinatat e llojeve të ndryshme të makinave. Metodologjia dhe simbolet e boshteve të koordinatave dhe drejtimeve të lëvizjes në skemat e makinave modulare CNC.
Sistemi i klasifikimit dhe simbolet freza. Teoria e makinave metalprerëse. Makina kopjuese për kopjimin e konturit dhe vëllimit me një bosht horizontal. Krijimi i bazës shkencore dhe eksperimentale të ndërtimit të veglave të makinerive.
Klasifikimi i makinave të grupit të shpimit dhe shpimit, të cilat janë projektuar për shpimin e verbër dhe përmes vrimave në material të ngurtë. Parimi i funksionimit të tyre dhe skemat për ndërtimin e makinerive të shpimit vertikal, shpimit radial, makinerive të mërzitshme.
Klasifikimi i makinerisë për prerjen e metaleve sipas veçorive teknologjike. Emërtimi alfabetik dhe numerik i modeleve. karakteristikat e përgjithshme makinat e shpimit radial. Qëllimi, pajisja, parimi i funksionimit të makinës 2A554 dhe të dhënat teknike të saj.
Karakteristikat dhe kërkesat për kuti ingranazhesh. Zgjedhja e paraqitjes optimale të skemës kinematike të makinës. Përzgjedhja e splinave, kushinetave, sistemeve të lubrifikimit për projektimin e kutisë së shpejtësisë së një makine shpimi vertikale.
Përbërja e pajisjeve teknike për monitorimin e HPS, mjete të zakonshme të kontrollit të drejtpërdrejtë me saktësi të lartë të pjesëve të punës, pjesëve dhe veglave. Module për monitorimin e pjesëve jashtë makinës. Karakteristikat dhe aftësitë e makinës matëse të koordinatave KIM-600.
mënyrat e prerjes. Rruga e mjetit. Përkufizimi i një grupi mjetesh. Diagrami kinematik i kutisë së shpejtësisë. Grafiku i RPM. Zgjedhja e motorit. Zgjedhja pajisje teknologjike. Karakteristikat e shkurtra teknike të makinës.
Pajisja dhe parimi i funksionimit të makinave të prerjes së ingranazheve. Prerja e ingranazheve të pjerrëta në makina speciale për prerjen e ingranazheve. Karakteristikat teknike të veglave të makinerive. Cikli i makinës për prerje të imta të ingranazheve. Perspektivat për zhvillimin e veglave të makinerive.
Midis pajisjeve, makinat e mërzitshme quhen "aristokrate" të veçanta, të cilat janë krijuar për të krijuar pjesët më kritike - vrima me devijime të lehta në vendosjen e tyre relative. Në makina të tilla, ekziston një pajisje e veçantë leximi, me të cilën pjesa e punës mund të zhvendoset në lidhje me mjetin me një gabim jo më shumë se 0,001 mm, dhe një pajisje kontrolli për kontrollimin e devijimeve dimensionale në pjesët e përpunuara.
Qëllimi i makinerisë së mërzitshëm
Makinat e shpimit të koordinatave janë të destinuara për përpunimin e vrimave nga qendra në qendër, distanca midis të cilave duhet të ruhet saktësisht nga sipërfaqet e bazës në një sistem koordinativ drejtkëndor, pa përdorimin e mjeteve për drejtimin e veglës.
Makinat e tilla kryejnë shpime, frezim të imët, shpim, rrahje dhe kundërmbytje të vrimave, kontrollin dhe matjen e pjesëve, bluarje të imët të skajeve, si dhe punë shënimi. Makineritë përdoren për të bërë vrima në pjesët e trupit dhe instalimet, si dhe përçuesit, të cilët kërkojnë saktësi të konsiderueshme në vendosjen e ndërsjellë të vrimave, në prodhim në shkallë të vogël, me një copë dhe në masë.
Në makineri, së bashku me mërzitjen, kryhen përmasat e shënjimit dhe kontrollit, përfshirë distancat e qendrës. Duke përdorur tabelat rrotulluese që vijnë me makinën, mund të përpunoni vrima që janë të specifikuara në sistemin e koordinatave polar, vrima reciproke pingule dhe të pjerrëta, si dhe sipërfaqet fundore të makinës.

Makina është e pajisur me pajisje leximi optike që ju lejojnë të numëroni pjesët e plota dhe të pjesshme të madhësisë së koordinatave. Meqenëse pajisja e makinerive të mërzitshme është një kombinim i një makine matëse dhe një makine metalprerëse, duke punuar në pajisje të tilla, është e mundur të kontrollohen pjesët e përpunuara në makina të tjera.
Në funksionimin normal, një makinë vertikale e mërzitshme është e aftë të sigurojë një saktësi të distancave nga qendra në qendër në sistemin e koordinatave të rendit prej 0,004 milimetra. Për të marrë një distancë më të saktë midis qendrave të vrimave, makina e boringut është e pajisur me një pajisje ekrani dixhital, e cila i jep operatorit mundësinë për të vendosur koordinata me një rezolucion prej rreth 0,001 milimetra.
Klasifikimi i makinerive të boringut
Ka makineri të mërzitshme me një dhe dy rafte. Ata kanë makina me një kolonë në dizajnin e tyre me një tabelë kryq, e cila është projektuar për të lëvizur pjesën e punës në dy drejtime që janë reciprokisht pingul. Lëvizja kryesore këtu është lëvizja rrotulluese e boshtit, dhe lëvizja e ushqimit është lëvizja vertikale e boshtit.
Makinat me dy kolona në dizajnin e tyre kanë një tabelë që ndodhet në udhëzues. Tabela është në gjendje të lëvizë pjesën e punës të instaluar në drejtim të koordinatës X. Kur koka lëviz, boshti i boshtit lëviz në lidhje me produktin e instaluar në tryezë në drejtim të koordinatës Y.

Bazuar në nivelin e automatizimit, makinat e boringut ndahen në makina me CNC, ekran dixhital dhe një grup koordinatash, si dhe me ndryshim automatik të pjesëve të punës dhe mjeteve që ju lejojnë të kryeni të ndryshme punë mulliri me një nivel të lartë saktësie.
Në varësi të natyrës së transaksioneve, veçoritë e projektimit dhe qëllimi, makinat e boringut janë universale dhe të specializuara. Makina universale, nga ana tjetër, ndahen në të mërzitshme horizontale dhe të mërzitshme të mbarimit. Parametri më i rëndësishëm për të gjitha llojet e veglave të makinerisë është diametri i boshtit të mërzitshëm.
Modelet e makinave llogaritëse të koordinatave
Modelet e njohura të makinave të mërzitshme në dizajnin e tyre kanë një tavolinë drejtkëndore me lëvizje tërthore dhe gjatësore. Lëvizja rregulluese e kokës së boshtit sigurohet. Kryhet lëvizja e përshpejtuar dhe e punës e tavolinës në drejtimin tërthor dhe gjatësor disqet elektrike me gamën më të gjerë të rregullimit, e cila ju lejon të rrisni ngurtësinë dhe produktivitetin e makinës së mërzitshme gjatë bluarjes. Le të hedhim një vështrim më të afërt specifikimet modele të njohura të makinerive të mërzitshme.
Makinë e mërzitshme 2a450
Dimensionet e makinës së mërzitshme 2a450, duke përfshirë udhëtimin e rrëshqitjes dhe tavolinës, janë 2670 me 3305 me 2660 milimetra. Sipërfaqja e punës e tavolinës ka përmasa 1100 me 630 milimetra. Pesha e makinës, duke përjashtuar masën e aksesorëve dhe kabinetit elektrik, është 7300 kilogramë. Me këtë makinë është e mundur të arrihet një diametër shpimi maksimal prej 30 milimetrash dhe një vrimë shpimi maksimale prej 250 milimetrash kur përdorni një produkt me peshë maksimale 600 kilogramë. Shpejtësia e boshtit arrin 50-2000 rpm, shpejtësia e lëvizjes së produktit gjatë bluarjes arrin 30-200 rpm. Kur përdorni një makinë boringu 2a450, fuqia e motorit elektrik arrin 4.5 VKt, frekuenca e rrotullimit është 1800 rpm.
Jig boring machine 2d450
Makina e mërzitshme 2d450 ka dimensionet e mëposhtme (me rrëshqitje dhe udhëtim tavoline) - 3305 nga 2705 me 2800 milimetra. Sipërfaqja e punës ka përmasa 1100 me 630 milimetra. Pesha e makinës pa dollap elektrik dhe aksesorë të nevojshëm është 7800 kilogramë. Diametri më i madh i shpimit është 250 milimetra, ndërsa është e mundur të përdoret një produkt me peshë deri në 600 kilogramë. Shpejtësia e boshtit është 50-2000 në minutë. Fuqia e motorit elektrik të instaluar në makinë është 2 VKt, shpejtësia e rrotullimit është 700 rpm.
Makinë për kordinim 2v440a
Dimensionet e makinerisë 2v440a, duke përfshirë lëvizjen e rrëshqitjes dhe tavolinës, janë 2520 me 2195 me 2430 milimetra. Gjatësia e sipërfaqes së punës së tavolinës është 800, dhe gjerësia është 400 milimetra. Masa e makinës me aksesorë të jashtëm është 3630 kilogramë. Kur përdorni një makineri boringu 2v440a, është e mundur të arrihet një diametër maksimal i shpimit në material të ngurtë prej 25 milimetrash dhe një diametër maksimal shpimi prej 250 milimetrash kur përdoren produkte me një peshë maksimale prej 320 kilogramësh. Kufiri i shpejtësisë së gishtit arrin 50-2000 rpm në minutë, fuqia e motorit elektrik është 2.2 WK, shpejtësia e rrotullimit është 800 rpm.

Makinë e mërzitshme 2431
Modeli 2431 ka dimensionet- 1900 nga 1445 me 2435 milimetra dhe pesha pa pajisje elektrike - 2510 kilogramë. Masa e pajisjeve elektrike për makinën e mërzitshme 2431 është 420 kg dhe një grup aksesorësh 380 kg. Dimensionet e sipërfaqes së punës së tryezës - 560 me 320 milimetra. Duke përdorur këtë model, arrihet një diametër maksimal i shpimit prej 18 milimetrash dhe një diametër maksimal i shpimit prej 125 milimetrash kur përdoren produkte me peshë maksimale 250 kilogramë. Kufiri i shpejtësisë së gishtit në minutë është nga 75 në 3000 rpm, fuqia totale e motorëve elektrikë është 2.81 WK, fuqia e motorit kryesor është 2.2 KW.
Makinë e mërzitshme 2421
Dimensionet e makinës 2421 boring janë 900 me 1615 me 2207 milimetra. Desktopi ka përmasa 450 me 250 milimetra. Masa e makinës me një grup aksesorësh është 1610 kilogramë. Duke përdorur këtë model, është e mundur të arrihet një diametër maksimal i shpimit në material të ngurtë prej 12 milimetrash dhe një vrimë shpimi maksimale prej 80 milimetrash kur përdoren produkte me peshë maksimale 150 kilogramë. Shpejtësia e boshtit varion nga 135 në 3000 rpm. Fuqia e motorit elektrik - 10 VKt.
Kështu, makinat e boringut kryejnë funksionin më të rëndësishëm - duke bërë vrima dhe duke kontrolluar devijimet e tyre. Makina është e pajisur me një pajisje treguese dixhitale, e cila lejon operatorin të vendosë koordinatat me rezolucion prej 0,001 mm, si dhe pajisje leximi për leximin e pjesëve të plota dhe të pjesshme të madhësisë së koordinatave.
Karakteristika të përgjithshme: Makinat e gërmimit i përkasin grupit të makinave metalprerëse që ofrojnë mjete universale për përpunimin e vrimave me akse precize. Një tipar i makinerive të mërzitshme është lëvizja e pjesëve të punës në koordinata drejtkëndore ose polare. Krahas mërzitjes, makineria kryen shpime, frezime mbarimi, shënjime, kontrollime të përmasave lineare etj. Me anë të tabelave rrotulluese përpunohen (në sistemin e koordinatave polar) vrima me akse të pjerrëta reciproke pingul, si dhe kthimin e sipërfaqeve fundore.
Makinat e shpimit të koordinatave përdoren në prodhime të vetme dhe në shkallë të vogël kur përpunohen vrima në pllakëzat, trupat e fiksimeve dhe pjesët kritike të makinës, kur është e nevojshme të arrihet saktësi e lartë në pozicionin relativ të akseve të vrimave në pjesët e punës pa pajisje speciale. .
Saktësia e lëvizjeve lineare në makineritë e gërmimit është brenda kufijve të mëposhtëm: për makinat me përmasa të vogla 2 µm, të mesme 3-4 µm dhe të mëdha 6-8 µm. Në makina saktësi e rritur(makinat kryesore) saktësia dimensionale arrin 1 mikron, dhe zhvendosja këndore është deri në 5". Makina e mërzitshme është në thelb një kombinim i një makine metalprerëse dhe një makine matëse, e cila bën të mundur kontrollin e pjesëve të përpunuara në makina të tjera. Këto makina përdoren për shënjimin e saktë, ndarjen dhe punë të tjera. pajisje matëse dhe shkalla e automatizimit.
Sipas paraqitjes, makineritë e gërmimit të koordinatave ndahen në një dhe dy kolonë (Fig. 7, a, b).
Makinat me një kolonë zakonisht kanë një bosht dhe një tabelë që lëviz në drejtimet gjatësore dhe tërthore. Në makinat me dy kolona, tabela ka një lëvizje gjatësore, dhe koka mund të lëvizë përgjatë traversës në drejtim tërthor pingul me drejtimin e lëvizjes së tabelës.
> Makineri boring modeli 2D450
Mod i makinës së mërzitshme me një koordinatë. 2D450 është i pajisur me pajisje optike që ju lejojnë të numëroni pjesët e plota dhe të pjesshme të madhësisë së koordinatave. Makina mund të përdoret si në dyqane veglash ashtu edhe në prodhim për përpunimin e saktë të pjesëve pa pajisje speciale.
|
Karakteristikat teknike të modalitetit të makinës. 2D 450 |
|
|
Dimensionet e sipërfaqes së punës së tavolinës (gjerësia X gjatësia) .. |
|
|
Lëvizja e tabelës, mm jo më. |
|
|
Gjatësore.. |
|
|
Tërthore. |
|
|
Zhvendosja e boshtit, mm, jo më shumë. |
|
|
Zhvendosja e kokës, mm, jo më shumë.. |
|
|
Diametri i shpimit, mm, jo më shumë.... |
|
|
Diametri i mërzitshëm, mm, jo më shumë.. |
|
|
Distanca, mm: |
|
|
Nga hunda e gishtit në sipërfaqen e tavolinës. |
|
|
Boshti i boshtit në raft (lartësia) |
Baza e një modaliteti të makinës së mërzitshme me një koordinatë. 2450 është shtrati I, i cili është ngjitur me kolonën vertikale II (Fig. 8). Kapaku IV është një mekanizëm i veçantë, trupi i të cilit ka dy udhëzues prizmatik në formë V dhe mund të lëvizë përgjatë udhëzuesve vertikal III. Në pjesën e sipërme të kokës ka një kuti ingranazhi XI për të dhënë lëvizje rrotulluese në boshtin V. Në shtrat unë jam paneli i kontrollit VI dhe mekanizmi paracaktuar koordinatat VIII. Tabela dhe sajë VII kanë një makinë të veçantë; IX - ngasja e lëvizjes së tavolinës, X - ngasja e lëvizjes me rrëshqitje. Tabela lëviz përgjatë udhëzuesve horizontalë të shtratit. Një udhëzues për lëvizjen e tavolinës është i sheshtë dhe tjetri në formë V. Elemente rrotulluese - rula të mbyllur në kafaze metalike dhe që mbështeten drejtpërdrejt në sipërfaqen e bazës dhe tavolinës.
Njësitë kryesore të makinës: 1 rrotë dore për lëvizje manuale të rrëshqitjes; 2- kontrollues i shpejtësisë së rrëshqitjes; 3 - paneli i kontrollit të makinës; 4 - doreza e lëvizjes së përshpejtuar të gishtit; 5 - doreza e mekanizmit për mbylljen e furnizimit të mëngës në një thellësi të caktuar; 6 - treguesi i shpejtësisë së gishtit; 7 - tregues i shpejtësisë së lëvizjes së mëngës; 8 - rrota dore për vendosjen e hapave të shpejtësisë së boshtit; 9 - boshti i ushqimit manual të rrotave të dorës; 10 - rregullatori i ushqimit të mëngës së gishtit; 11 - kontrolluesi i shpejtësisë së tabelës; 12 - rrota dore për lëvizje manuale të tavolinës; 13 - mekanizmi i një grupi të koordinatave të sajë; shkalla mikron e rrotës së dorës së tabelës; 15 - butona për sjelljen e leximit të sistemit optik në zero; 16 - mekanizmi për marrjen e koordinatave të tabelës; 17 - sajë për ushqim me rrota me mikron.
Në kushte normale funksionimi, makina siguron një saktësi të vendosjes së distancave nga qendra në qendër në një sistem koordinativ drejtkëndor prej 0,004 mm. dhe në sistemin polar - 5 sekonda hark. Saktësia e distancave ndërmjet akseve të vrimave, të përpunuara në kushte normale për shpimin koordinativ, 0.006 mm. Vendosja e boshtit të vrimës në produkt në lidhje me boshtin e boshtit në koordinatën e kërkuar kryhet nga lëvizja e tavolinës ose sajë, lëvizja e së cilës kontrollohet nga një pajisje optike e veçantë. Ky i fundit bazohet në vizore të sakta, të fiksuara në një rast në tavolinë (vizor i lëvizshëm), në tjetrin - në kornizë (vizore fikse). Vizitori i tavolinës ka 1000 ndarje me precizion të lartë deri në 1 mm., sundimtari i shtratit - 630 ndarje. Goditjet projektohen në një ekran mat me zmadhim 75x. Për të vlerësuar të qindtat e një intervali të një vizoreje në rrafshin e ekranit, ekziston një shkallë me 100 ndarje. Për të marrë një lexim me saktësi të lartë, ekziston një shkallë shtesë në ekran që lejon leximin deri në 0,001 mm.
Makinat e mërzitshme të koordinatave janë të dizajnuara për përpunimin e vrimave në përçues, pajisje dhe pjesë që kërkojnë saktësi të lartë në pozicionin relativ të vrimave. Së bashku me shpimin, operacionet e shpimit, bluarja e imët, shënjimi dhe kontrollimi i dimensioneve lineare, në veçanti distancat nga qendra në qendër, mund të kryhen në makina. Duke përdorur tavolinat rrotulluese dhe aksesorët e tjerë të dhënë me makinën, është gjithashtu e mundur të përpunohen vrima të specifikuara në sistemin e koordinatave polar, vrima të pjerrëta dhe pingule reciproke dhe sipërfaqet fundore të makinës.
Oriz. 31. Makinë për kordinim 2A450: 1 - krevat; 2 - raft; 3 - koka e boshtit; 4 - tavolinë
Në fig. 31 tregon një makinë të mërzitshme 2A450 të pajisur me pajisje optike që ju lejojnë të numëroni pjesët e plota dhe të pjesshme të madhësisë së koordinatave. Makina 2A450 është e përshtatshme si për punëtori mjetesh ashtu edhe për prodhim për përpunimin e saktë të pjesëve pa pajisje speciale.
Në kushte normale funksionimi, makina siguron saktësinë e vendosjes së distancave nga qendra në qendër në një sistem koordinativ drejtkëndor - 0,004 mm, në sistemin polar - 5 sekonda me hark. Saktësia e distancave ndërmjet akseve të vrimave të përpunuara në kushte normale të gropimit të koordinatave është 0,006 mm.
Numërimi i koordinatave
Koordinatat maten duke përdorur rrotulla pasqyre me shkallë të saktë dhe instrumente optike. Rolet e pasqyrës janë shufra prej çeliku të pandryshkshëm në të cilat aplikohen luspa në formën e pikave. Sipërfaqja e rrotullave është sjellë në një përfundim pasqyre. Koordinatat vendosen në shkallë të sakta me anë të vëzhgimit përmes mikroskopëve të veçantë.
Oriz. 32. Skema e zbritjes së trarëve gjatë vëzhgimit të shkallës gjatësore
Në fig. 32 tregon një diagram të rrugës së rrezeve kur vëzhgoni shkallën gjatësore. Rrezet nga burimi i dritës 10 përmes thjerrëzave 9 bien në një rreze të drejtuar mbi sipërfaqen e xhamit të sheshtë 8 të vendosur në një kënd prej 45°, reflektohen prej tij dhe bien në sipërfaqen e pasqyrës së rulit të peshores 7. Rrezet e reflektuara nga rul 7 kalojnë nëpër xhamin e sheshtë 5, përthyhen nga prizmi 6, kalojnë nëpër thjerrëzat 5 në një rreze paralele dhe dalin nga thjerrëza. Duke kaluar distancën midis karrocës së makinës dhe panelit të kontrollit, rrezet hyjnë në okular. Më pas rrezet kalojnë përmes thjerrëzës 4, përthyhen nga prizmi 3 dhe mblidhen në fokusin e okularit 1. Në fushën e shikimit të okularit 1 ndodhet një pllakë e hollë xhami 2 me dy rreziqe objektive paralele, ndërmjet të cilave duhet të vendoset imazhi i rrezikut të shkallës së rulit të shkallës 7.
Lëvizjet me ndihmën e shkallëve të rrotullave të pasqyrës maten si më poshtë. Sasia e lëvizjes, e barabartë me milimetra të tëra, matet në vizoret e shkallës me ndarje milimetrash. Lëvizjet, të cilat janë fraksione të milimetrave, numërohen nga gjymtyrët e fiksuara në rula me peshore. Saktësia e leximeve të prodhuara varet nga saktësia e hapit të pikave të rulit të shkallës.
Skema kinematike
Në fig. 33 tregon diagramin kinematik të makinës 2A450. Zinxhiri i lëvizjes kryesore siguron rrotullimin e boshtit me mjetin prerës. Boshti rrotullohet nga një motor elektrik i rregullueshëm rrymë e vazhdueshme 5 përmes një rripi dhe një kuti ingranazhi me tre shpejtësi. Brenda secilit prej hapave, shpejtësia e boshtit, e barabartë me 700-2800 rpm, ndryshohet pa shkallë duke rregulluar motorin elektrik 5.
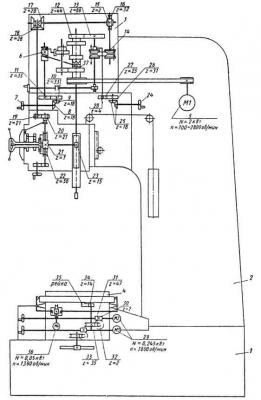
Fig 33. Diagrami kinematik i makinës 2A450
Rrotat e ingranazhit të kutisë së ingranazhit dhe tufa e kamerës 37 ndërrohen me leva, të cilat kontrollohen nga tamburi 69 i kthyer nga volantja 7 përmes rrotave të ingranazheve 8-9-10-11.
zinxhir ushqimor
Zinxhiri vertikal i ushqimit, d.m.th., lëvizja vertikale e mëngës së boshtit (mëngës) me një bosht rrotullues, kryhet nga rrota e ingranazhit 12 përmes rrotës së ingranazhit 13, ngasja pa shkallë fërkimi 14, krimbi 15, rrota e krimbit 16 , mekanizmi i kthimit mbrapsht me rrotat e ingranazheve 17, 18, ingranazhet 19, 20, një krimb 21, një rrotë krimbi 22 dhe një ingranazh rafti dhe pinioni 23, i cili përfshihet me raftin e mëngës së boshtit. Për të ndryshuar sasinë e ushqimit nga volant 24 përmes ingranazheve të pjerrëta 25 dhe ingranazhit 26, rrotullohet dado e ingranazhit 27, e cila lëviz shufrën e vidës 28. Shufra e vidës 28 është e lidhur me konet e sipërme lëvizëse dhe të poshtme të ngasja pa shkallë fërkimi 14. Kështu, është e mundur të zvogëlohen ose përhapen konet e makinës 14 dhe të arrihet një ndryshim pa shkallë në raportin e marsheve, dhe rrjedhimisht furnizimi në intervalin 0,03-0,16 mm / rrotullim i boshtit.
Drejtimi i lëvizjes gjatësore të tavolinës kryhet nga një motor DC i rregullueshëm M2 me fuqi 0,245 kW përmes çifteve të krimbave 30-31, 32-33, marsheve të raftit dhe shtyllave 34 dhe raftit 35 të fiksuar në tavolinë. . Frekuenca e rrotullimit të motorit elektrik është e rregullueshme në një gamë të gjerë. Lëvizja tërthore e tabelës bëhet nga motori elektrik MZ përmes një zinxhiri të ngjashëm kinematik.
Tabela në pozicionin e dëshiruar është fiksuar nga një kuti ingranazhi e montuar në një rrëshqitje, e drejtuar nga një motor elektrik 36. Mekanizmat e shtrëngimit të tavolinës ndizen dhe fiken duke shtypur butonat përkatës.
- 1195 shikime


