광폭 범용 밀링 머신
다목적 밀링 머신 FU450MRApUG는 철 및 비철 금속과 그 합금으로 만들어진 다양한 부품의 밀링 작업을 연속 및 소규모 생산을 위해 설계되었습니다.
콘솔 밀링 머신의 위 모델은 독일 회사의 라이센스하에 생산됩니다. "헤커트". 기술적 특성에 따라 공장의 러시아 밀링 머신에 해당합니다. "제프스"(Nizhny Novgorod) 그러나 그들은 기술적 능력과 품질 특성면에서 그들을 능가합니다.
FU450MRApUG 밀링 머신의 주요 이점:
- 본체는 SCH25 주철로 만들어졌으며 최적의 모양과 높은 강성을 가지고 있습니다.
- 테이블 및 랙 가이드의 불소수지 코팅은 마찰 방지 특성과 고착 방지 기능이 우수하여 오랫동안 정확도 매개변수의 안정성을 보장합니다.
- 자동 처리 사이클(진자 밀링, 급속 점프 밀링, 3면의 직사각형 사이클 밀링)이 있어 소규모 생산뿐만 아니라 대규모 생산에서도 기계를 사용할 수 있습니다.
- 콘솔 하강 메커니즘이 있으면 테이블의 역방향 가속 동작 중에 공구가 가공된 표면에 닿는 것을 방지할 수 있습니다.
- 세로 좌표에서 통과 피드가 있는 테이블의 클램핑 메커니즘이 있으면 필요한 강성을 제공하고 진동을 제거합니다. 클라임 밀링은 깊은 슬롯과 고강도 재료로 만들어진 부품의 효율적인 가공을 가능하게 합니다.
- 기계의 고정밀 특성으로 인해 대부분의 부품을 생산할 수 있습니다. 고품질; 예를 들어, 전체 길이에 걸쳐 테이블 표면의 비평탄도는 16μm를 초과하지 않습니다.
- 모듈식 설계로 필요한 경우 장비를 최대한 쉽게 수리할 수 있습니다.
| 콘솔 밀링 머신 FU450MRApUG (6T83Ш)의 기술적 특성 | |
|---|---|
| 특성 | 의미 |
| 공작물 중량, kg. | 1500|
소개
산업 기업의 현대 장비는 상당히 높은 신뢰성 지표를 계산했습니다. 그러나 다양한 요인, 조건 및 작동 모드의 영향으로 작동하는 동안 장비의 초기 상태가 지속적으로 저하되고 작동 신뢰성이 떨어지며 고장 확률이 높아집니다. 장비의 신뢰성은 제조 품질뿐만 아니라 과학적 기반 작동, 적절한 유지 보수 및 시기 적절한 수리에도 달려 있습니다. 운영 프로세스는 운영, 비축, 수리, 유지, 보관 등의 연속적인 상태 변화를 기반으로 합니다.
현재 업계에서는 규제 및 기술 문서의 요구 사항에 따라 생산 작업을 수행하고 장비의 기술적 상태를 유지하기 위해 예방 유지 보수 시스템이 사용됩니다. PPR). PPR 시스템의 주요 기술 및 경제적 기준은 수리 주기의 엄격한 규정을 기반으로 한 최소 장비 가동 중지 시간입니다. 이 기준에 따라 작업의 빈도와 범위 유지수리는 모든 유형의 장비에 대해 미리 설정된 표준 표준에 따라 결정됩니다. 이 접근 방식은 장비의 점진적인 마모를 방지하고 갑작스러운 고장을 줄입니다. PPR 시스템을 사용하면 수리 유형, 장비 유형, 기업 및 산업 전반에 따라 장기적으로 관리 가능하고 예측 가능한 수리 프로그램을 준비할 수 있습니다. 수리 주기의 일관성은 생산 프로세스의 장기 계획은 물론 재료, 재정 및 노동 자원 예측, 수리 생산 기반 개발에 필요한 자본 투자를 허용합니다. 이것은 예방 조치의 계획을 단순화하고, 수리 작업의 예비 준비를 허용하고, 가능한 한 최단 시간 내에 수행하고, 수리 품질을 향상시키고, 궁극적으로 생산 공정의 신뢰성을 높입니다. 따라서 PPR 시스템은 엄격한 중앙 집중식 계획 및 관리 조건에서 산업 장비의 신뢰성을 보장하도록 설계되었습니다.
1. 과정 프로젝트의 초기 데이터
기계 모델 6T80Sh
발행 연도는 1967년까지입니다.
수리 주기 시작 2000년 1월(점검 후)
자물쇠 제조공은 한 교대로 일합니다.
2. 기계의 기술적 설명.
2.1 기계의 목적과 범위.
정확도가 향상된 수직 회전 스핀들이 있는 수평 밀링 캔틸레버 기계 모델 6T80SH는 원통형, 디스크 및 페이스 커터가 있는 강철, 주철 및 비철 금속으로 만들어진 다양한 구성의 부품 평면을 처리하도록 설계되었습니다. 기계에서 강철, 주철, 비철 금속 및 플라스틱으로 만들어진 다양한 구성의 작은 부품에 평면, 끝, 베벨, 홈을 밀링하는 것이 편리합니다.
2.2 기계 구성.
테이블 수직 이동 전환 메커니즘, 슬라이드, 테이블, 냉각 시스템, 전기 캐비닛, 테이블 측면 이동 전환 메커니즘, 베드, 피드 박스, 피드 전환 메커니즘, 수평 스핀들 속도 전환 메커니즘, 기어박스 및 스핀들, 스핀들 헤드가 있는 트렁크, 안전 장치, 수직 스핀들 속도 전환 메커니즘, 서스펜션, 콘솔.
2.3 기계 및 주요 부품의 장치 및 작동.
컨트롤 및 용도:
- 수동 수직 교반 테이블 핸들
썰매의 수동 교차 이동을 위한 플라이휠
수직 피드 활성화 레버
세로 나사에서 백래시 샘플링용 웜
테이블 수동 이동용 핸드휠
테이블 클램프
"조명" 전환
스핀들 슬리브 클램프 핸들
냉각 밸브
전원 스위치 핸들
테이블 빠른 이동 버튼
시작 버튼
"중지" 비상 버튼
슬라이더 클램프 핸들
교차 공급 활성화 레버
콘솔 클램프 핸들
피드 모터 스위치
냉각 펌프 스위치
수평 스핀들 회전 방향 스위치
누름 단추
수직 스핀들 회전 방향 스위치
수평 스핀들 오버라이드 레버
수평 스핀들 기어 레버
트렁크의 수동 이동
프레임의 트렁크 클램프
트렁크에 밀링 헤드 클램핑
테이블의 종방향 평면에서 밀링 헤드를 회전시키는 웜
테이블의 가로 평면에서 웜 터닝 헤드 밀링
수직 스핀들 오버라이드 핸들
수직 스핀들 풀리 전환 노브
수직 스핀들 기어 선택기
수직 스핀들의 슬리브 이동용 핸들
세로 이송용 레버
기어 변속 핸들
피드 시프트 레버
기계 썰매 고정용 나사 6T80
중지 버튼
스핀들은 V 벨트 변속기를 통해 전기 모터로 구동됩니다.
스핀들은 스플라인 샤프트를 따라 기어 블록을 움직여 얻은 12가지 속도를 가지고 있습니다.
피드 와이어는 샤프트 IX에서 피드 박스까지 커플 링을 통해 전기 모터에서 수행됩니다. 기어 블록을 움직여 피드 박스는 콘솔의 XUI 샤프트로 전송된 다음 해당 캠 클러치가 켜지면 세로, 가로 및 세로 이동의 나사로 전송되는 18개의 서로 다른 피드를 제공합니다.
가속 이동은 전기 모터에서 샤프트 IX, X, KhP, XU, 전자기 및 오버런 클러치를 통해 콘솔의 샤프트 CL로 수행됩니다.
종방향, 횡방향, 수직 피드의 포함 및 반전은 양면 캠 클러치에 의해 수행됩니다.
그림 2.1 운동학 체계.
베드는 다른 모든 구성 요소와 메커니즘이 장착되는 기계의 기본 부분입니다. 베드의 스탠드는 냉각수 저장소인 플레이트(베이스)에 견고하게 연결되어 있습니다.
6T80Sh 기계의 트렁크에 수직 스핀들 헤드가 장착되고 트렁크 가이드에 서스펜션 브래킷이 부착됩니다.
긴 맨드릴 작업용. 서스펜션에는 롤링 베어링과 슬라이딩 베어링이 있습니다. 기계의 행거는 서로 바꿔서 사용할 수 없으므로 행거를 설치하려면 머리를 위로 올리십시오.
수평 스핀들의 기어 박스는 프레임에 장착됩니다. 전기 모터에 대한 연결은 V 벨트 변속기를 통해 수행됩니다. 기어 박스 검사 및 접근 - 침대의 처녀쪽에 있는 변속 장치 창을 통해.
기계의 수직 스핀들의 구동은 V-벨트 드라이브, 롤러 클러치 및 기어박스를 통해 헤드 상단에 위치한 전기 모터에서 수행됩니다.
스핀들은 슬라이딩 슬리브에 장착됩니다. 6T80Sh 기계의 스핀들 헤드는 클램프를 통해 트렁크에 부착되며 테이블의 가로 및 세로 방향으로 회전할 수 있습니다.
피드 드라이브는 콘솔에 있습니다. 전면에는 플랜지 전기 모터가 콘솔 하단에 내장되어 있으며 피드 전환 메커니즘이있는 피드 박스와 테이블의 수직 이동을 켜는 메커니즘이 콘솔의 왼쪽에 장착되어 오른쪽에 테이블의 가로 이동을 켜는 메커니즘이 있습니다.
18단 변속기에는 다음과 같은 빠른 이동 체인이 있습니다. 안전 클러치, 과부하 동안 피드 드라이브가 파손될 가능성은 제외합니다.
전자클러치와 오버런클러치는 안전클러치와 같은 축에 장착되어 있습니다. 테이블의 빠른 이동을 켜는 것은 버튼으로 수행됩니다. 피드 전환 메커니즘은 프로파일 홈이 있는 캠 핸들, 팔다리 및 기어 전환용 레버로 구성됩니다.
팔다리가 축을 중심으로 회전하고 축이 핸들과 함께 회전할 때 피드 박스의 기어 전환이 발생합니다.
테이블의 수직 및 횡방향 기계적 움직임의 포함은 핸들에 의해 수행되며 핸들의 이동 방향은 테이블의 이동 방향과 연상 기호로 연결됩니다.
테이블의 수동 수직 이동은 핸들, 가로-플라이휠에 의해 수행됩니다.
콘솔의 후면 벽은 도브테일 가이드 형태로 만들어집니다.
콘솔 상단에는 썰매가 움직이는 직사각형 레일이 있습니다.
썰매는 콘솔에서 가로로 움직이며 테이블용 가이드가 있습니다.
세로 이송 나사가 테이블에 연결됩니다. 썰매에는 나사를 회전시키는 베벨 기어, 핸들 및 세로 피드를 켜는 메커니즘이 있습니다.
클라임 밀링으로 작업할 때 웜을 돌려 리드 스크류의 나사산과 너트 사이의 간격을 선택합니다.
카운터 밀링 방식으로 작업할 때 리드 스크류가 많이 마모됩니다. 따라서 기계에서 장시간 한 작업을 수행하는 경우 나사 작업 영역을 변경해야 합니다.
크로스 피드를 수행하기 위해 슬라이드 본체에 고정되고 콘솔 나사에 연결된 너트가 있는 브래킷이 사용됩니다.
3. 기계의 주요 기술 데이터 및 특성.
테이블의 작업 표면 치수(길이 x 너비), mm 200 x 800
테이블 T 슬롯 수 3
테이블의 가장 큰 움직임, mm
세로 560
가로 220
수평 스핀들 축에서 테이블 작업 표면까지의 거리, mm
최소 0
위대한 400
수직 스핀들 끝에서 테이블 작업 표면까지의 거리, mm
최소 15
위대한 400
스핀들 헤드의 회전 각도, 우박
테이블의 세로면에서 ± 45
테이블의 가로면에서 (프레임으로) 30
테이블의 가로면에서 (침대에서) 45
스핀들 헤드 슬리브 이동, mm 70
스핀들 속도 수(수평/수직) 12
스핀들 속도 제한, 최소 -1
수평 50-2240
수직 56-2500
테이블 이닝 수 18
테이블 이송 제한, mm/min
세로 및 가로 20-1000
수직 10-500
테이블의 빠른 이동 속도, m/min
세로 및 가로 3.35
수직 1.7
테이블 무브먼트의 팔다리 분할 가격, mm
세로 및 가로 0.05
수직 0.02
수직 스핀들의 슬리브 이동 사지 분할 가격, mm 0,05
기계의 전체 치수(길이 x 너비 x 높이), mm 1600x1875x2080
기계 중량(전기 장비 포함), kg 1430
4. 기계에서 가공에 사용되는 도구.
수평 밀링 콘솔 기계 6T80Sh는 공작물의 평면 및 성형 표면의 원통형, 각진 및 성형 커터를 처리할 때 콘솔의 존재와 스핀들의 수평 위치로 구별됩니다. 다양한 재료. 엔드 밀 및 엔드 밀도 사용할 수 있습니다.
원통형 절단기는 평면 가공에 사용됩니다. 이 절단기는 직선 및 나선형 톱니가 있을 수 있습니다. 나선형 톱니가 있는 밀링 커터는 부드럽게 작동합니다. 그들은 제조에 널리 사용됩니다. 직선 커터는 나선형 커터의 장점이 절삭 공정에 큰 영향을 미치지 않는 좁은 표면에만 사용됩니다. 나선형 톱니가 있는 원통형 커터를 작동하는 동안 톱니 경사각 OMEGA = 30 -: - 45 *에서 상당한 값에 도달하는 축방향 힘이 발생합니다. 따라서 헬리컬 절삭 날의 경사 방향이 다른 원통형 이중 커터가 사용됩니다. 이를 통해 절단 공정 중에 절단기에 작용하는 축방향 힘의 균형을 맞출 수 있습니다. 절단기의 교차점에서 한 절단기의 절단면이 다른 절단면과 겹칩니다. 원통형 커터는 고속도강으로 만들어지며 카바이드 인서트, 플랫 및 헬리컬도 장착되어 있습니다.
앵글 커터는 코너 슬롯과 경사면을 밀링하는 데 사용됩니다. 단일 각도 커터에는 절단면이 있습니다. 원뿔 표면그리고 엉덩이. 이중 각도 커터에는 두 개의 인접한 원추형 표면에 절삭날이 있습니다. 앵글 커터는 다양한 공구의 칩 홈을 밀링하기 위해 공구 산업에서 널리 사용됩니다. 단일 각도 커터로 작업하는 과정에서 공작물 금속의 절단이 주로 원추형 표면에 위치한 절단 모서리에 의해 수행되기 때문에 축 방향 절단력이 발생합니다. 2각 커터에서 톱니의 인접한 두 모서리의 작동으로 인해 발생하는 축방향 힘은 서로를 다소 보상하고 대칭 2각 커터가 작동할 때 서로 균형을 이룹니다. 따라서 더블 앵글 커터가 더 원활하게 작동합니다. 작은 크기의 앵글 커터는 원통형 또는 테이퍼형 생크가 있는 엔드 밀로 제작됩니다.
성형 커터는 다양한 성형 표면 가공에 널리 사용됩니다. 성형 밀링 커터 사용의 이점은 밀링할 표면의 길이 대 너비 비율이 큰 공작물을 가공할 때 특히 두드러집니다. 대규모 생산에서 짧은 모양의 표면은 브로칭으로 가장 잘 처리됩니다. 치아의 디자인에 따라 성형 커터는 톱니가 있는 커터와 뾰족한(날카로운) 톱니가 있는 커터로 나뉩니다.
엔드 밀은 수직 밀링 머신에서 평면 가공에 널리 사용됩니다. 축은 부품의 가공 평면에 수직으로 설정됩니다. 절삭날의 모든 지점이 프로파일링되고 가공된 표면을 형성하는 원통형 커터와 달리 페이스 밀에서는 톱니 절삭날의 상단만 프로파일링됩니다. 끝 절삭 날은 보조입니다. 주요 절단 작업은 외부 표면에 위치한 측면 절단 모서리에 의해 수행됩니다.
엔드 밀은 윤곽 리세스, 레지, 서로 수직인 평면의 몸체 부분에 깊은 홈을 가공하는 데 사용됩니다. 기계 스핀들의 엔드 밀은 원추형 또는 원통형 섕크로 장착됩니다. 이 밀에서 주 절삭 작업은 원통형 표면에 위치한 주 절삭 날에 의해 수행되며 보조 단부 절삭 날은 홈의 바닥만 청소합니다. 이러한 커터는 일반적으로 나선형 또는 경사진 톱니로 만들어집니다. 치아의 경사각은 30-45 *에 이릅니다. 엔드밀의 직경은 밀링 중에 홈이 파손되기 때문에 홈 너비보다 더 작게(최대 0.1mm) 선택됩니다.
엔드 밀은 어댑터 플랜지로 장착됩니다. 스핀들 테이퍼의 맨드릴은 램로드로 고정됩니다. 어댑터 플랜지는 맨드릴의 목과 나사로 고정된 커터에 놓입니다. 구멍에 키용 홈이 있는 밀링 커터는 스핀들 스파이크용 홈이 있는 숄더가 있는 맨드릴에 장착됩니다.
모스 테이퍼 섕크가 있는 페이스 밀과 엔드 밀은 어댑터 슬리브를 통해 스핀들 테이퍼에 장착됩니다.
끝에 원통형 언더컷, 홈 및 4개의 관통 구멍이 있는 대구경 밀링 커터를 스핀들 헤드에 직접 놓고 나사로 고정합니다.
도구를 설치할 때 가공의 정확성과 도구의 내구성이 런아웃에 의해 부정적인 영향을 받는다는 점을 기억해야 합니다. 따라서 절삭 공구, 맨드릴 및 중간 링의 품질을 모니터링해야 합니다.
5. PPR 시스템 개발 및 기계 유지보수
5.1 기계의 PPR 시스템의 기본 조항
예정된 예방 유지 보수는 기계 성능 복원을 목표로 하는 일련의 조직적 및 기술적 조치로 이해되어야 합니다.
계획된 예방 유지 보수(PPR) 시스템은 주어진 시간 동안 작업을 수행한 후 각 장치의 예방 검사 및 예정된 수리를 수행합니다.
검사 및 예정된 수리의 빈도 및 교대는 장비의 특성, 목적 및 작동 조건에 따라 결정됩니다.
PPR 시스템은 장비에 대한 다음과 같은 유지 관리 작업을 제공합니다.
- 장비 작동 규칙, 특히 제어 메커니즘, 가드 및 윤활 장치에 대한 준수 모니터링을 포함하는 정밀 검사 유지 보수
사소한 오류를 적시에 제거합니다. 메커니즘의 규제.
장비의 상태를 확인하고 사소한 결함을 제거하고 다음 예정된 수리 중에 수행할 준비 작업의 양을 식별하기 위한 검사.
예정된 장비 수리 사이의 검사는 수리공의 월별 계획에 따라 수행됩니다.
5.2 기계 수리 주기의 구조
1967년 이전에 생산된 6T80Sh 기계용. 수리 주기의 구조는 다음과 같습니다.
여기서 K- 분해 검사; M - 경미한 수리; C - 중간 수리; 오, 검진.
이 주기에는 오버홀 - 1, 중간 - 2, 소형 - 6, 검사 - 9가 포함됩니다.
5.3 수리 주기의 빈도 및 점검 기간 값 계산.
수리주기의 지속 시간공작 기계는 각 장비에 대해 설정된 표준 작동 시간의 곱으로 결정됩니다.
T r.c. \u003d 24000 K om K mi K에서 K in K at K km, (1)
T r.c. \u003d 24000 1 1 1 0.5 1 1 \u003d 12000 n / h.
여기서: 24,000h는 금속 절삭 장비의 수리 주기 기간을 특징짓는 표준 계수입니다.
K 옴 - 처리되는 재료를 고려한 계수, K 옴 \u003d 1
K mi - 사용되는 도구의 재료를 고려한 계수, K mi \u003d 1
Кto는 장비의 정확도 등급을 고려한 계수, Кto =1
K in - 장비의 수명을 고려한 계수 K in \u003d 0.5
K y - 장비의 작동 조건을 고려한 계수, K y \u003d 1
K km - 장비의 질량 범주를 고려한 계수 K km = 1
수리 주기의 기간을 년 단위로 결정하려면 다음 공식을 사용하여 장비 작동 시간의 실제 연간 자금을 결정해야 합니다.
(2)
여기서: Fn은 장비 작동 시간의 명목 연간 기금, Fn = 2070 h;
? - 수리 및 유지 보수를 위한 장비 작동 시간 손실 비율(2%).
수리 주기 기간(년):
(3)
정밀 검사 및 검사 간 기간을 결정하려면 수리 주기 구조가 필요합니다.
K-O-M 1 -O-M 2 -O-C 1 -O-M 3 - O-M 4 -O-C 2 -O-M 5 -O-M 6 -O-K,
정밀 검사 기간은 다음 공식에 의해 결정됩니다.
(4)
여기서 n s, - 수량평균 수리, n s \u003d 2
n m - 작은 수리 횟수, n m \u003d 6
검사 기간은 다음 공식에 의해 결정됩니다.
(5)
여기서 n o - 검사 횟수, n o \u003d 9
5.4 수리 일정 개발.
| 장비 식별 | 모델, 장비 유형 | 복구 복잡성 그룹 | 정비 기간, 개월 | 교대 근무 | 마지막 리노베이션 | 월별 업무 종류 및 노동 강도 | ||||||||||||
| 날짜 | 보다 | 나 | II | III | IV | V | VI | VII | VIII | IX | 엑스 | XI | XII | |||||
| 수평 밀링외팔보 |
6T80Sh | 7/3 | 8 | 1 | XII | 에게 | 에 대한 | 중 | 에 대한 | |||||||||
5.5 기계 및 전기 부품의 예정된 수리의 노동 강도 계산.
장비 기계 부품의 수리 주기에 대한 수리 작업의 복잡성, h:
(6)
–
- 노동 기준
기계 부품의 수리 복잡성 단위당 소형, 중형 및 주요 수리,시간 m.m.=6; tc. m = 9; tk.m =50
장비의 전기 부품 수리 주기에 대한 수리 작업의 복잡성, h:
(7)
여기서 1.05는 예상치 못한 수리에 대한 노동 강도 예비를 고려한 계수입니다.
–
장비 기계 부품의 전체 유지 보수성;
- 노동 기준
전기 부품의 수리 복잡도 단위당 소형, 중형 및 주요 수리,시간 m.m.\u003d 1.5; tc. m=0; tkm = 12.5
수리 작업의 총 노동 강도
(8)
5.6 수리 기간 계산 및 수리팀 구성
기업의 실제 시간 자금
(9)
2011년 생산 일정에 따르면 명목 시간 자금은 2037시간입니다.
F d - 한 근로자의 실제 연간 시간 기금, F d \u003d 2037 시간;
?– 합당한 사유로 인한 근로 시간 손실 비율(15%)
근로자 수
(10)
여기서 N은 작업자 수이고,
Tr.gen. - 점검의 전체 복잡성
k n - 생산 표준의 계획된 성능 계수, kn = 1.2.
(11)
(12)
기계 모델 6T80SH를 수리하려면 기계공 1명(5개 범주), 전기 기술자 1명(5개 범주)이 필요합니다.
결론
이에 기말 보고서수평 밀링 콘솔 머신 6T80Sh에 대한 기술 설명이 제공되었습니다. 기업의 수리 서비스 조직에 대한 질문이 고려되고 유지 보수 작업 일정 준비에 대한 질문이 수정되며 수리 작업의 노동 강도, 수리주기, 주어진 기계의 분해 검사 및 분해 검사 기간이 결정됩니다.
문학
등.................
콘솔- 밀링 머신가장 일반적인. 슬라이드가 있는 콘솔 밀링 머신 테이블은 콘솔에 있으며 세로, 가로 및 세로의 세 방향으로 움직입니다.
콘솔 밀링 머신은 수평 밀링(고정 테이블 포함), 범용 밀링(회전 테이블 포함), 수직 밀링 및 범용으로 구분됩니다. 수직 밀링 머신, 카피 밀링 머신, 프로그램 관리등
콘솔 밀링 머신은 다양한 작업을 수행하도록 설계되었습니다. 밀링 작업단일 및 배치 생산 조건에서 원통형, 디스크, 끝, 각진, 끝, 모양 및 기타 절단기. 그들은 강철, 주철, 비철금속, 플라스틱 및 기타 재료에서 적절한 크기의 다양한 공작물(테이블 작업 영역의 크기에 따라 다름)을 밀링할 수 있습니다. 회전 테이블이 있는 범용 밀링 머신에서 분할 헤드를 사용하여 절삭 공구(드릴, 리머 등) 및 기타 부품의 헬리컬 홈을 밀링할 수 있을 뿐만 아니라 스퍼 및 헬리컬 스퍼 기어의 톱니를 절삭할 수 있습니다. 다목적 기계는 주로 단일 생산 조건(실험실, 공구, 수리 공장 등)에서 다양한 밀링, 드릴링 및 간단한 보링 작업을 수행하도록 설계되었습니다.
표에는 기계의 크기(숫자)에 따라 표의 너비인 주요 매개변수의 값이 표시됩니다.
테이블 너비가 160mm인 작은 치수의 콘솔 밀링 머신
이 기계는 주로 비철금속 및 합금, 플라스틱으로 만든 작은 공작물을 처리하고 강철 및 주철로 만든 공작물을 마무리 밀링하기 위해 설계되었습니다. 자동화된 기계는 주어진 주기에 따라 처리할 수 있습니다.
테이블 너비가 200mm인 콘솔 밀링 머신 No. 0
이 기계는 강철, 주철, 비철금속 및 합금, 플라스틱으로 만들어진 작은 공작물을 밀링하도록 설계되었습니다. Vilnius Machine Tool Plant "Zalgiris"에서 수평 모델 6M80G, 범용 모델 6M80 및 수직 모델 6M10의 세 가지 주요 버전으로 제조됩니다. 이 모델을 기반으로 공장은 범용(모델 6P80Sh), 복사(모델 6P10K) 및 운영 자동화 기계를 생산합니다.
테이블 폭이 250mm인 콘솔 밀링 머신 No.1
기계는 DZFS(Dmitrov Plant of Milling Machines)에서 제조합니다. 이 공장은 6R81G - 수평 밀링, 6R81 - 범용 밀링, 6R11 - 수직 밀링 및 6R81Sh - 다목적 모델의 P 시리즈 기계를 생산합니다. 이러한 모든 기계 모델은 통합되어 있습니다(기어 박스, 피드 박스, 리버스 박스, 콘솔, 기어 박스 전환 메커니즘 등). 일부 그룹은 주로 신체 부위(테이블, 침대 등)가 다릅니다. 이전에 이 공장은 6N81G, 6N81 및 6N11과 같은 H 시리즈의 콘솔 밀링 머신을 생산했습니다.
기계의 운동학 체계
무화과. 115는 기계 6R81G 및 6R81의 운동학 다이어그램을 보여줍니다. 6P11 수직 밀링 머신의 운동학 다이어그램은 스핀들의 수직 배열에서 6P81G 및 6P81 머신의 운동학 다이어그램과 다릅니다.
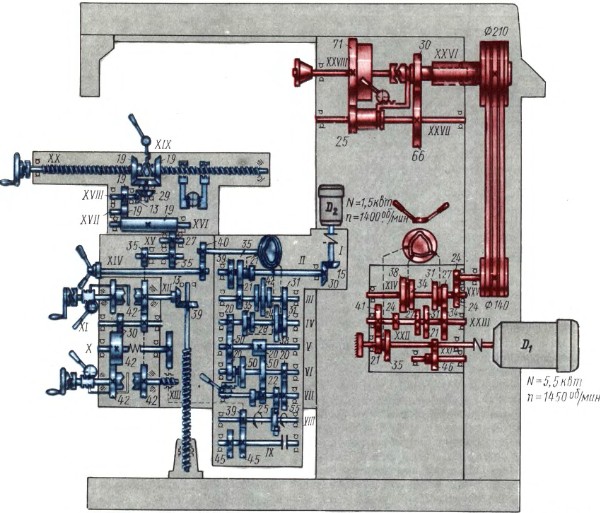
쌀. 115. 콘솔 밀링 머신 모델 6P81 및 6P81G의 운동학 다이어그램
메인 무브먼트의 체인. 속도가 1450rpm인 5.5kW 전기 모터에서 움직임은 반경질 커플링(샤프트 XXII)을 통해 2개의 샤프트 XXIII로 전달됩니다. 옵션전송: 35:27 또는 21:41. 미래에는 운동학 다이어그램의 기어 수는 항상 톱니 수를 의미합니다. 따라서 샤프트 XXIII는 두 가지 다른 속도를 받을 수 있습니다.
계수가 일정하면 이론적으로 기어의 결합 조건은 결합된 바퀴 쌍의 톱니 수의 합이 일정해야 한다는 점에 유의해야 합니다.
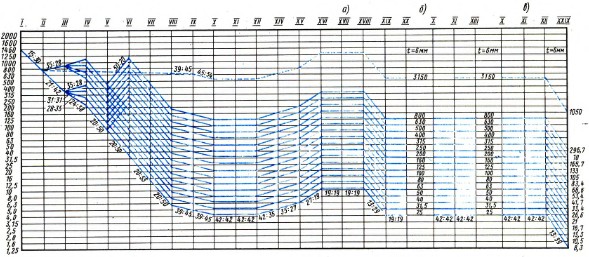
더 명확하고 명료하게 하기 위해 우리는 기구학 체계(그림 115)와 소위 스핀들 속도의 구조 다이어그램(그리드)(그림 116)에 따라 메인 무브먼트의 기구학 체인을 동시에 분석할 것입니다. 그림에 나와 있습니다. 116 회전수 그리드는 메커니즘의 모든 샤프트의 모든 분당 회전수뿐만 아니라 이러한 각 숫자가 얻어지는 기어의 시각적 표현을 제공합니다. 다이어그램에는 수평선뿐만 아니라 기어 박스 롤러 (샤프트 XXII-XXVII, 그림 116 참조)의 수에 따라 서로 같은 거리에 7 개의 수직선이 그려져 있습니다. 수직선과 수평선 사이의 거리는 선택한 축척에 따라 다릅니다.
![]()
쌀. 116. 모델 6P81, 6P81G 및 6P11의 공작 기계 회전 수 그래프
수직선을 따라 수직선과 수평선이 교차하는 지점은 스핀들(샤프트 XXVIII)의 숫자 값으로 표시된 회전수(중간 샤프트에서)에 해당합니다. 샤프트 XXIII에서 샤프트 XXIV까지 이동은 34:27, 31:31, 27:34 또는 24:38의 네 쌍의 기어 중 하나를 통해 전달됩니다(그림 115 및 그림 116 참조). 여기서 접착 조건(11)도 1의 정확도로 충족됩니다. 4개 쌍 모두에 대해 기어 톱니 수의 합은 각각 61 또는 62입니다(일정한 모듈러스 m - 2.5 mm).
n개의 다른 속도를 가진 샤프트에서 이동이 m 변형(m = 2, 3, 4 등)의 다음 샤프트로 전달되는 경우 이 샤프트의 다른 속도의 수는 m n의 곱과 동일하다는 것을 쉽게 알 수 있습니다. 즉, 두 배, 세 배 등입니다. 다양한 옵션. 따라서 샤프트 XXIV는 8(2 4)개의 서로 다른 속도를 가집니다(그림 115 및 116 참조).
회전수 값은 충분한 정확도와 그래프에 따라 결정될 수 있습니다(그림 116 참조). 샤프트 XXIV에서 샤프트 XXV까지 이동은 기어 24:24를 통해 전달됩니다. 샤프트 XXV에서 샤프트 XXVI까지 이동은 기어비가 2:3인 V-벨트 트랜스미션을 통해 전달됩니다. 샤프트 XXVI와 스핀들(샤프트 XXVIII)을 연결하는 클러치가 맞물리면 전달이 가능합니다. 가장 높은 값스핀들 속도(1600, 1250,1000,800, 630, 500, 400, 315rpm). 샤프트 XXVI에서 스핀들로의 움직임은 기어 30:66을 사용하여 샤프트 XXVI에서 샤프트 XXVII로, 기어 25:71로 샤프트 XVII에서 샤프트 XVIII(스핀들)까지 열거를 사용하여 전송할 수 있습니다. 오버드라이브 기어비는 약 1/6입니다. 즉, 오버드라이브는 저단 변속처럼 작동합니다. 따라서 스핀들은 열거 없이 작동할 때 8개의 최고 속도와 8개의 최저 회전수(250, 200, 160, 125, 100, 80, 63 및 50rpm), 즉 총 16개의 서로 다른 속도를 가집니다.
운동학 다이어그램 또는 구조 다이어그램에서 직접 운동학 체인 방정식을 작성하여 스핀들 속도의 16단계를 모두 결정할 수 있습니다. 스핀들의 최대 회전 수를 결정하려면 한 샤프트에서 다른 샤프트로의 다양한 기어 옵션 중에서 기어비가 가장 큰 기어를 선택하고 가장 작은 회전 수로 최소 회전 수를 결정해야 합니다.
모터를 반전시켜 스핀들의 회전 방향을 변경하십시오.
피드 체인. 피드 메커니즘은 반경식 커플링에 의해 샤프트 I에 직접 연결된 1.5kW 플랜지 전기 모터에 의해 구동됩니다. 피드 박스는 9개의 샤프트(I-IX)로 구성됩니다. 무화과. 도 117은 피드 박스 드라이브의 그래프를 보여준다. 구조 그리드(그림 117) 및 운동학 다이어그램(그림 115 참조)에 따르면 기계가 분모(25-800 mm/min 범위에서 세로 크로스바 피드의 경우 φ = 1.26, 수직 피드의 경우 8.3 - 266.7 mm/min 범위)가 있는 기하학적 시리즈를 따라 일련의 피드를 얻을 수 있음을 쉽게 알 수 있습니다.
쌀. 117.
가장 큰 종 방향 이송에 대한 운동학적 사슬의 방정식(그림 115 및 117 참조),
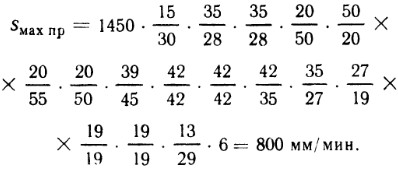
또한 피드 박스 구동 스케줄에 따라 종방향, 횡방향 및 수직 피드에 대한 다른 모든 운동학적 체인 방정식을 쉽게 작성할 수 있습니다.
피드 박스의 작업 움직임은 작업 행정의 오버러닝 클러치를 통해 리버스 박스로 전달됩니다. 리버스 박스는 피드 박스의 출력 샤프트에서 가져온 토크를 해당 토크로 변환하는 데 사용됩니다. 노동 운동(세로, 가로 및 세로) 서로 반대 방향으로. 입력축 X에는 볼 안전 클러치가 설치되어 최대 토크를 전달하도록 조정됩니다. 샤프트 XIII는 크로스 피드 나사입니다. 샤프트 XII 및 XIII의 끝에는 가로 및 세로 방향으로 수동 이동을 위한 핸들과 핸드휠이 있습니다.
신속한 테이블, 크로스 슬라이드 및 콘솔 이동. 이러한 움직임은 그림 1에 표시된 기구학적 사슬을 따라 수행됩니다. 117 점선. 종방향 및 횡방향 이송에 대한 급속 이송은 3150mm/min이고 수직 이송의 경우 3배 적은 1050mm/min입니다.
테이블 폭 320mm의 콘솔 밀링 머신 2호 및 테이블 폭 400mm의 3호
이 기계는 Gorky Milling Machines 공장(GZFS)에서 제조됩니다. 공장은 다음 모델의 기계를 생산합니다. 6R82G 및 6R83G - 수평 밀링 머신; 6P82 및 6P83 - 범용 밀링; 6P12 및 6P13 - 수직 밀링; 6R12B 및 6R13B - 수직 밀링, 고속; 6R82Sh 및 6R83Sh - 넓은 범용.
"P" 시리즈의 콘솔 밀링 머신은 이전에 생산된 "M" 시리즈 머신에 비해 고급 모델입니다. 새로운 모델은 강성과 내진동성이 높아 절삭 공구의 내구성과 노동 생산성이 향상됩니다. 퀼 클램프의 디자인이 재설계되어 안정적인 핏을 제공하고 퀼이 축 방향으로 이동하는 것을 방지하여 스핀들 축의 안정적인 위치를 보장합니다. 장비를 격리된 전자 틈새에 배치하고 기계의 전기 드라이브 배선을 개선하여 공작 기계 전기 장비의 신뢰성을 높였습니다. 새 모델에서는 콘솔 가이드와 "테이블 슬레드" 장치의 윤활이 플런저 펌프에서 중앙에서 수행됩니다. 효과적인 윤활 덕분에 이러한 구성 요소의 내구성이 향상되고 기계의 원래 정확도가 더 오래 유지되며 유지 보수 시간이 단축됩니다. 마모가 빠른 주철 부싱 대신 리드 스크류 베어링에 볼 베어링을 사용하여 베어링 윤활성이 향상되었습니다. 테이블이 가장 왼쪽 위치로 이동할 때 칩으로부터 테이블 가이드를 보호하기 위해 테이블 끝에 보호 실드가 도입되었습니다.
"P" 시리즈 기계의 기술적 기능은 테이블의 종방향 이동 거리를 100mm 늘림으로써 확장되었습니다. 주어진 위치에서 테이블을보다 정확하게 설정하기 위해 새로운 팔다리 고정 장치가 사용됩니다. "P" 시리즈 기계는 기술적 미학의 현대적 요구 사항을 충족하는 완벽한 형태를 갖추고 있습니다.
이러한 기계 모델의 주요 구성 요소는 통합되어 있습니다.
용이한 제어 및 보조 시간 비용 절감을 위해 Gorky Milling Machine Plant의 "M" 및 "R" 시리즈 기계에서 처리 주기의 자동화 외에도 다음이 제공됩니다. 복제된(기계의 전면 및 왼쪽) 단일 핸들 및 선택 메커니즘에 의한 스핀들 및 테이블 공급의 회전 수 변경으로 중간 단계를 거치지 않고 다이얼을 돌려 필요한 회전 수 또는 공급을 설정할 수 있습니다. 회전 방향이 테이블의 이동 방향과 일치하는 핸들에서 테이블의 자동 이동 제어; 스핀들을 시작, 중지하고 버튼을 사용하여 빠른 움직임을 켭니다. 직류에 의한 스핀들 제동; 세로, 가로 및 세로 방향으로 테이블의 빠른 움직임이 있습니다.
기계의 운동학 체계
무화과. 118은 운동학 다이어그램을 보여줍니다. 119는 콘솔 밀링 머신 6P12 및 6P13의 주요 이동 메커니즘 구조를 설명하는 스핀들의 회전 수 그래프입니다.
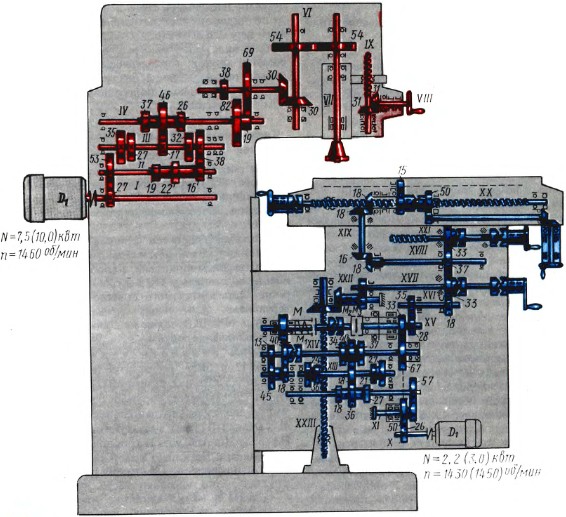
쌀. 118. 공작 기계 모델 6P12 및 6P13의 운동학 다이어그램
쌀. 119. 공작 기계 6P12 및 6P13의 회전 수 그래프
기계 6R82G, 6R82, 6R83G 및 6R83의 기어박스는 스핀들의 수평 위치만 다르며 공급 상자는 기계 6R12 및 6R13과 동일합니다. 범용 캔틸레버 밀링 머신 6P82Sh 및 6P83Sh의 수평 스핀들 기어박스와 피드 박스는 완전히 통합되어 있습니다.
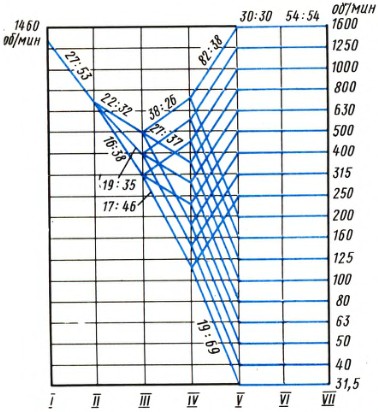
메인 무브먼트의 체인기계 6P12 및 6P13. 6P12 기계의 경우 7.5kW, 6P13 기계의 경우 10kW의 전력을 가진 전기 모터에서 탄성 커플 링을 통해 샤프트 F로 이동하고 기어 트레인 27:53을 통해 샤프트 I에서 샤프트 II로 이동합니다. 샤프트 II에는 기어 22:32, 16:38 및 19:35를 통해 세 가지 속도로 샤프트 III에 회전을 전달할 수 있는 3중 기어 블록이 있습니다. 샤프트 III에서 샤프트 IV까지 38:26, 27:37, 17:46의 세 가지 기어 옵션으로 움직임을 전달할 수도 있습니다. 따라서 축 IV는 9개의 서로 다른 회전수(3x3 = 9)를 가집니다. V 샤프트는 82:38 및 19:69 기어를 사용하는 이중 기어 세트를 통해 IV 샤프트에서 구동을 받습니다. 따라서 V 샤프트는 18가지 속도(9x2=18)를 가집니다. 샤프트 V에서 이동은 베벨 기어 30:30에 의해 샤프트 VI로 전달되고 샤프트 VI에서 기어 54:54를 통해 스핀들 VII로 전달됩니다. 그래프(그림 119 참조)에 따르면 18가지 속도에 대한 운동학 체인 방정식을 작성할 수 있습니다. 예를 들어 스핀들 회전 수가 가장 많은 경우 다음과 같이 표시됩니다.
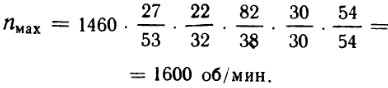
피드 체인. 이송 드라이브는 6P12 기계의 경우 2.2kW, 6P13 기계의 경우 3kW의 출력을 가진 별도의 플랜지 모터에서 수행됩니다. 기계의 운동학적 다이어그램(그림 118 참조)과 피드 일정(그림 120)에 따라 운동학적 피드 체인을 분석합니다.
쌀. 120. 모델 6P12 및 6P13 공작 기계의 세로 이송 구동 그래프
기어 26:50을 통해 샤프트 XI가 회전을 수신한 다음 기어 26:57을 통해 - 샤프트 XII를 수신합니다. 샤프트 XII에는 36:18, 27:27 및 18:36 기어를 통해 샤프트 XIII에 세 가지 회전 속도를 알려주는 3중 이동 가능한 기어 블록이 있습니다. XIV 샤프트에는 XIII 샤프트에서 XIV 샤프트로의 이동을 24:34, 21:37 및 18:40의 세 가지 기어 옵션으로 전달할 수 있는 3중 이동 블록이 있습니다. 따라서 샤프트 XIV는 9개의 서로 다른 회전수(3 x 3 = 9)를 가집니다. 끝에 캠이 있는 가동 기어 휠(40)이 오른쪽으로 이동하여 샤프트(XIV)에 견고하게 연결된 클러치(M1)와 맞물리면 샤프트(XIV)에서 샤프트(XV)로의 회전이 직접 전달된다. 기어 휠(40)이 기어 휠(18)과 결합되어(그림 참조) 클러치 M1을 켜면 샤프트 XIV의 움직임이 릴레이를 통해 전달됩니다. 여기서 흉상은 다운 시프트처럼 작동합니다. 따라서 콘솔 밀링 머신 6R82G, 6R82, 6R12, 6R12B, 6R13, 6R13B, 6R82Sh 및 6R83Sh의 피드 상자에는 18개의 서로 다른 피드가 있습니다. 열거 없이 작업할 때는 9개, 열거 작업 시에는 9개입니다. 샤프트 XIV에서 샤프트 XV까지 이동은 40:40 기어를 통해 전달됩니다. 캠 클러치 M2가 켜진 안전 클러치 Mp인 샤프트 XV에 장착된 넓은 기어 휠(40)에서 이동이 샤프트 XV로 전달되고 기어 28:35를 통해 샤프트 XVI로 전달됩니다. 샤프트 XVI에서 샤프트 XVII까지 이동은 기어 18:33을 통해 전달됩니다. 샤프트 XVII에서 종방향, 횡방향 및 수직 피드의 리드 스크류로 모든 속도를 전송할 수 있습니다. 따라서 축 XVII에서 축 XVIII까지 기어 33:37, 축 XVIII에서 축 XIX까지 - 한 쌍의 베벨 기어 18:16을 통해, 축 XIX에서 축 XX까지 - 축 방향 이송의 리드 스크류도 한 쌍의 베벨 기어 18: 18을 통해 다음 체인에 따라 종방향 이송이 추가로 수행됩니다.
테이블의 모든 방향으로의 빠른 이동은 마찰 클러치 M 3을 켠 상태에서 수행되며 그림에 표시된 키네마틱 체인을 따라 수행됩니다. 120 점선. 그림에서 볼 수 있듯이. 118에서 피드 모터의 회전은 기어 26:50, 50:67 및 67:33을 통해 XV 샤프트로 전달되고 더 나아가 작업 피드의 운동학적 체인을 따라 전달됩니다.
자동 작업 주기를 위한 기계 설정
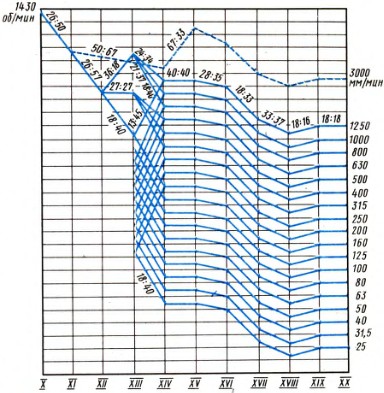
"M" 및 "P" 시리즈 콘솔 밀링 머신의 경우 테이블의 종방향 이동을 반자동 또는 자동 사이클로 제어할 수 있습니다. 단일 생산 조건에서 세로 이송 제어 및 테이블의 빠른 이동은 수동으로 수행됩니다. 연속 생산에서 이러한 기계는 반자동(점핑) 및 자동(진자) 처리 주기로 구성할 수 있습니다. 이를 위해 테이블의 측면 T-슬롯에는 캠이 일정한 순서로 서로 일정한 거리에 설치되어 있습니다(그림 39 참조). 캠은 적절한 순간에 스프로킷에 작용하여 테이블의 빠르고 작업적인 움직임을 제어하고 세로 이송 전환 핸들에 작용하여 주어진 사이클에 따라 기계의 작동을 보장합니다.
테이블은 다음 자동 사이클에 대해 구성할 수 있습니다.
- 반자동 간헐적 : a) 오른쪽으로 빠르게 - 오른쪽으로 피드 - 빠르게 뒤로 (왼쪽으로) - 정지 등 (그림 121); b) 왼쪽으로 빠르게 - 왼쪽으로 피드 - 빠르게 뒤로 (오른쪽으로) - 정지 등 (그림 122), 즉 동일한 테이블 이동주기가 얻어 지지만 왼쪽으로 만 가능합니다.
- 자동 진자 주기: 빠른 오른쪽 - 오른쪽으로 피드 - 빠른 왼쪽 - 왼쪽으로 피드 - 오른쪽으로 빠르게 등(그림 123).
쌀. 121. 편측 반자동 사이클로 캠을 오른쪽으로 설정
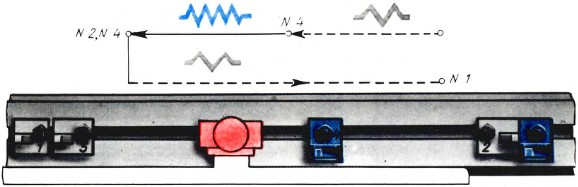
쌀. 122. 한쪽 반자동 사이클로 캠을 왼쪽으로 설정
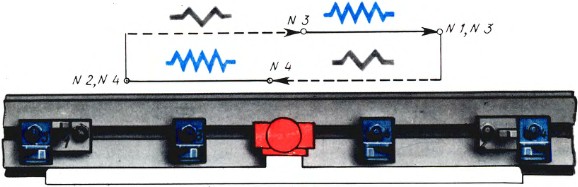
쌀. 123. 진자 주기로 캠 설정
기계를 자동 작동으로 설정하려면 다음을 수행해야 합니다.
- 입력 스위치 "on-off"를 사용하여 네트워크에서 기계를 분리하십시오.
- 테이블의 종 방향 이동을 수동 또는 자동으로 제어하는 스위치를 놓고 작업하십시오. 라운드 테이블"자동 제어" 위치로;
- 입력 스위치 "켜짐 - 꺼짐"으로 기계를 켭니다.
- 채택된 주기에 따라 캠을 설치하십시오.
자동 작동으로 설정할 때 피드에서 빠른 이동으로 또는 빠른 이동에서 피드로의 전환은 스트로크의 모든 지점과 모든 이동 방향에서 가능하며 이 지점에서 캠을 설정할 가능성에 의해서만 제한된다는 점을 염두에 두어야 합니다.
테이블의 수동 또는 자동 세로 이동 스위치는 중립 위치에 설정되며 세로 스트로크 핸들은 멈출 때까지 스크루 드라이버로 누르고 고정 위치 "자동 제어"로 돌립니다.
테이블의 오른쪽 또는 왼쪽 이동을 중지하는 것은 세로 스트로크 핸들의 돌출부에 작용하는 캠 번호 5 또는 6에 의해 이루어집니다. 캠 1번과 2번은 테이블의 극단적인 위치를 제한하므로 기계에서 절대 제거해서는 안 됩니다.
피드에서 고속으로 또는 고속에서 피드로 전환(테이블이 오른쪽 또는 왼쪽으로 이동할 때)은 스프로킷에 작용하는 캠 3번과 4번에 의해 이루어집니다.
오른쪽 캠과 왼쪽 캠은 레버 위치만 다릅니다. 필요한 경우 레버를 반대쪽으로 이동할 수 있습니다.
수동 제어로 작업할 때 불필요한 마모로부터 메커니즘을 보호하기 위해 캠 3번과 4번을 제거하거나 테이블의 비작동 부분으로 재배치하는 것이 좋습니다.
가공할 표면이 서로 상당한 거리에 있는 블랭크 세트를 동시에 밀링할 때 오른쪽 또는 왼쪽 피드의 점프 사이클에서 작동하도록 기계를 구성할 수 있습니다.
가공할 표면의 위치에 따라 기계 테이블은 오른쪽(또는 왼쪽)으로 빠르게 - 오른쪽(또는 왼쪽)으로 피드 - 오른쪽(또는 왼쪽)으로 빠르게 등의 체계에 따라 빠르거나 느린 움직임을 받습니다.
~에 자동 진자 주기공작물은 테이블의 오른쪽과 왼쪽에 교대로 설정됩니다. 작업대 한쪽에 설치된 공작물을 가공하는 과정에서 작업자는 가공된 부품을 제거하고 새로운 공작물을 장착합니다. 이 경우 머신 테이블은 오른쪽으로 빠르게 - 오른쪽으로 피드 - 왼쪽으로 빠르게 - 왼쪽으로 피드 - 오른쪽으로 빠르게 등의 폐쇄된 이동 주기를 지속적으로 수행합니다.
테이블이 자동 사이클로 작동하는 경우 다음 사항에 유의해야 합니다. 공작물 공급 방향으로 세로 스트로크 핸들로 스핀들을 켜면 사이클이 켜집니다. 핸들을 "정지"(중립) 위치로 설정하면 스프로킷이 캠에 의해 회전하는 순간을 제외하고 자동 사이클 또는 수동 제어에 대한 기계 설정에 관계없이 모든 경우에 피드 또는 급속 이송을 켤 수 있습니다. 이 시점에서 테이블은 중지 버튼을 통해서만 중지할 수 있습니다. 이러한 정지 후 테이블을 켜기 전에 스프로킷이 고정되어 있는지 확인해야 합니다.
자동 사이클 조건에서는 "퀵 테이블" 버튼이 작동하지 않습니다.
테이블 폭이 500mm인 콘솔 밀링 머신 No.4
Ulyanovsk 중장비 공장은 수평 밀링 머신 모델 6N84G 및 수직 밀링 머신 모델 6N14와 같은 콘솔 밀링 머신을 생산합니다. 이 기계는 전기 모터에서 종방향, 횡방향 및 수직 방향으로 무단 이송 드라이브를 갖추고 있습니다. 직류자기 증폭기로. 기계는 자동 및 반자동 작업 주기로 구성할 수 있습니다.
기술 자료에서 좋은 작업을 보내는 것은 간단합니다. 아래 양식을 사용하십시오
연구와 작업에 지식 기반을 사용하는 학생, 대학원생, 젊은 과학자들은 여러분에게 매우 감사할 것입니다.
에 게시됨 http://www.allbest.ru/
소개
1. 일반 부분
1.1 워크숍의 목적과 장치
2. 특수 부품
2.1 콘솔 밀링 범용 기계 6E80Sh의 목적 및 장치
2.3 콘솔 밀링 범용 기계 모델 6E80Sh의 윤활
3. 생산 조직
3.1 콘솔 밀링 범용 기계 모델 6E80Sh의 정밀 검사를 위한 기술 문서
3.2 콘솔 밀링 범용 기계 모델 6E80Sh의 정밀 검사를 위한 보조 장비, 고정 장치 및 도구 목록
4. 경제적 부분
4.1 콘솔 밀링 범용 기계 모델 6E80Sh의 점검 시간 제한
4.2 현장 요금
5. 안전 및 소방설비 대책
5.1 현장에서의 노동 보호
5.2 안전
5.3 산업 위생
5.4 화재 예방
5.5 환경 보호
서지
소개
ArcelorMittal은 2008년 말 세계 철강 시장의 10%를 장악한 세계 최대의 철강 회사입니다. 룩셈부르크에 등록되었습니다.
2006년 룩셈부르크에 본사를 둔 Arcelor와 인도 사업가 Lakshmi Mittal이 소유한 Indian Mittal Steel이 합병하여 설립되었습니다.
합병 후 회사의 생산 능력은 연간 1억 2천만 톤에 달했습니다. 개발 목표는 향후 5년간 용량을 1억5000만톤으로 늘리는 것이라고 발표했다. 경제 위기로 인해 진행 중인 프로젝트가 2011-2012년에서 2014년으로 연기되었습니다.
ArcelorMittal Temirtau Joint Stock Company는 카자흐스탄 공화국의 광업 및 야금 부문에서 가장 큰 기업이며 자체 석탄, 철광석 및 에너지 기반을 갖춘 통합 광업 및 야금 단지입니다.
ArcelorMittal Temirtau JSC에는 다음이 포함됩니다.
철강사업부;
석탄부;
철광석 부문.
JSC "ArcelorMittal Temirtau"는 폴리머, 아연 및 알루미늄 코팅또한 소결, 철광석 및 석탄 정광, 코크스, 선철, 연속 주조 슬래브, 스트립, 스파 스트립, 전기 용접 파이프 및 용광로 및 코크스 화학 산업 관련 제품을 포함한 강철을 생산합니다.
ArcelorMittal Temirtau JSC는 사회적 지향 기업입니다. 기업의 대차 대조표에는 휴게소, 요양소, 어린이 여름 캠프, 스포츠 단지 및 의료기관. 이 회사는 유틸리티 제공업체입니다(핫 및 차가운 물, 난방, 전기) Temirtau 주민들에게.
캔틸레버 기술 밀링 머신
1. 일반 부분
1.1 워크샵의 목적 및 준비
쇼핑 여권 번호 31
작업장은 1957년 Gipromez의 Karaganda 지점에서 설계했으며 1970년 9월 Kazmetallurgstroy 트러스트에서 건설 및 가동했습니다(행정 건물 없음).
워크샵은 소결, 제강 및 주조 장비의 수리를 수행하기 위한 것입니다. 1971년 10월, 워크샵은 TsRMO-1의 독립적인 구조적 세분 생성과 관련하여 재구성되었습니다.
TsRMO-2는 제강 장비의 수리, 예비 부품의 제조 및 복원, 용광로 송풍구, 컨버터 랜스 헤드, 강철 주입 래들 잠금 막대의 생산 및 복원을 위해 설계되었습니다.
작업장은 두 개의 수리 섹션(개방로 및 전로)과 수리 및 기계 작업장으로 구성됩니다.
작업장은 길이 96m, 폭 18m의 2베이 건물에 있으며 총 면적은 3460제곱미터입니다.
작업장 내 물품 운송은 리프팅 용량이 5톤인 전동 오버헤드 크레인 3대, 리프팅 용량이 15/3톤인 크레인 2대, 리프팅 용량이 10톤인 전동 트롤리, 전기 자동차 2대 및 전기 로더 2대가 수행합니다.
외부 화물 회전율은 철도 및 도로 운송에 의해 수행됩니다.
작업장에는 3개의 도로 입구와 길이 18m의 철도 진입로가 있으며 모든 작업장 입구에는 에어 커튼이 설치되어 있습니다.
작업장은 5개의 STD-300 장치로 가열됩니다.
이 프로젝트는 다음을 제공합니다.
1. 1에서 제품 제거 전체 면적작업장 - 0.68t/년
2. 하나의 주 기계에서 제품 제거 - 88.5 t/년
3. 기계 작업자 1인당 제품 생산량 - 54.5톤/년
4. 근로자 1인당 생산량 - 22.6톤/년.
생산능력
|
이름 |
연간 출시 |
||||
|
프로젝트별 |
사실 1972년 1월 1일 현재 |
||||
|
예비 부품 가공 |
|||||
|
재수리 가능한 예비 부품 가공 |
|||||
|
스톱 로드 가공 |
|||||
|
송풍구 수리 |
|||||
|
수리 및 설치 작업 |
기술 프로세스.
예비 부품을 처리하는 기술 프로세스는 개별적이고 소규모입니다. 예비 부품 제조를 위한 주조, 단조 및 단면 금속은 OTS 창고와 수석 정비사 부서의 조달 작업장에서 작업장으로 옵니다. 수리 기술은 수리 준비 중 장치 조립 및 수정, 수리 기간 동안 장치 교체, 개별 부품 및 장치 수정으로 구성됩니다.
워크숍은 2교대 근무로 설정되어 있으며 교대 시간은 8.25시간이며 주 5일 근무와 이틀 휴무입니다.
1.2 주요 장비의 목적 및 간략한 기술적 특성
영역 및 수리 및 기계 워크샵의 특성.
노천상 장비 수리 영역 - 노천상, 내화물 및 조성물 준비 작업장에서 승인된 일정에 따라 장비의 예정된 예방 수리를 수행합니다.
사이트는 오픈 화로 상점 부지에 있습니다.
현장에는 수리공, 전기 및 가스 용접공, 절단기 등 7팀(60명)이 있다.
변환 작업장의 장비 수리 영역 - 변환 작업장 및 파일 드라이버 작업장의 승인된 일정에 따라 장비의 예정된 예방 수리를 수행합니다.
사이트는 60구역 23마크에 있는 컨버터 샵 본관 건물의 빌트인 룸에 있습니다.
현장에는 수리공, 전기 및 가스 용접공, 절단기 등 7팀(62명)이 있다.
수리 및 기계 작업장.
에 게시 됨 생산 건물워크샵. 수리 및 기계 작업장에는 다음이 포함됩니다.
A) 기계 부서;
B) 자물쇠 제조공 및 조립 부서;
C) 단조 및 용접 및 조달 부서;
D) 잠금 막대의 제조 및 복원 부서;
D) 전기 기계 서비스.
기계 구획은 다음을 위해 설계되었습니다. 가공예비 부품. 그것은 48 평방 미터의 영역에 스팬 AB에 있습니다. 공작 기계의 수는 1톤의 제품을 처리하는 복잡성(90 기계 시간)에 따라 부서에 설치됩니다.
자물쇠 제조 및 조립 부서는 공장의 철강 제련소의 장비 장치를 조립하고 수정하기 위한 것입니다. 부서는 972구역의 AB 및 BV 범위에 있습니다. 부서는 자물쇠 제조공 2팀(10명)으로 구성되어 있습니다.
Forge-Welding and Procurement Department는 소형 단조품 및 공구 블랭크 제조, 다양한 프로파일의 압연 제품에서 블랭크 절단 및 개방형 난로 및 변환기 상점의 구리 송풍구 제조를 담당합니다. 금속 창고가 있는 부서는 648 구역의 AB 베이에 있습니다.
스톱로드 생산 및 복원 부서는 강철 주입 국자용 스톱로드 생산을 담당합니다. 작업은 연간 1600톤의 잠금 로드 용량을 갖춘 생산 라인에서 수행됩니다.
현재 스톱 그루터기 제조를 위한 기술 프로세스를 개선하기 위해 부서의 설계를 검토하고 있습니다.
전기 기계 서비스는 예정된 예방 수리를 수행하고 기계 작업장에서 장비 문제를 해결하도록 설계되었습니다. 이 서비스는 180제곱미터 면적의 빌트인 룸에 있는 BV 베이에 있습니다. 이 서비스는 4명의 전기 기사와 6명의 자물쇠 수리공으로 구성됩니다.
자재 창고는 24제곱미터 면적의 빌트인 룸에 있는 BV 베이에 있습니다. 창고는 자재 및 기술 자산을 보관하기 위한 것입니다. 창고 내 상품 운송 작업은 수동으로 수행됩니다.
예비 부품 창고는 금속 메쉬로 울타리가 쳐진 24 구역의 BV 범위에 있습니다. 창고는 운반 능력이 5톤인 전동 지게차로 서비스됩니다.
상점의 전원 공급 장치.
작업장에는 10kV 케이블이 있는 12개의 변전소에서 전기가 공급됩니다. 강압 변압기 1000kVA, 10/0.4kV가 작업장에 설치되어 있습니다.
작업장의 총 전력은 660kW입니다.
전력 포함 - 440kW;
크레인 - 184kW;
전기로 - 8kW;
전기 용접 - 28kW.
내부 네트워크는 NTP 0.4kV에 연결되며 배선은 APR 유형 와이어가 있는 파이프에서 이루어집니다. 모든 보드에는 A3124 및 A3131 유형의 ShR 및 ShchU 자동 기계가 설치됩니다.
작업장의 조명은 GE-50 램프 87개로 이루어집니다. 설비의 총 전력은 43.5kW입니다.
인트라샵 네트워크
|
이름 |
위치 삽입 |
인트라샵 네트워크 |
||||
|
지름 mm |
수량 |
|||||
|
가스 파이프라인 |
일반 공장 고속도로 |
|||||
|
산소 파이프라인 |
||||||
|
증기 파이프라인 |
||||||
|
압축 공기 파이프라인 |
||||||
|
온수 파이프라인 |
||||||
|
가정용 식수 공급 |
||||||
|
프로세스 용수 파이프라인 |
자동 운송
작업장 내 및 공장 내 운송을 위해 작업장에는 운반 능력이 3톤인 범용 포크 그립이 있는 전기 지게차 EP-301 2대와 운반 능력이 2톤인 전기 자동차 EK-2 2대가 있습니다.
위생 및 가정 조건.
워크샵의 관리 건물이 건설 중입니다. 수리 및 설치 팀의 직원은 노천로 및 변환 공장의 관리 건물에 임시로 배치됩니다.
장비의 기술적 특성
|
이름, 유형, 모델, 제조업체 |
기술 사양 |
|||
|
기계적 구획 |
||||
|
콘솔 밀링 머신 6M12P (Gorky 공작 기계 공장) |
스핀들 코에서 테이블까지의 거리: 가장 작은 것 - 30mm; 가장 큰 것은 400mm입니다. 테이블 작업면의 크기는 1250×320mm입니다. 테이블의 가장 큰 움직임: 세로 - 700mm; 가로 - 260mm; 수직 - 370mm. 스핀들 내부 테이퍼 - B 3 스핀들 헤드의 최대 회전 각도는 ±45°입니다. 스핀들의 최대 축 방향 이동은 70mm입니다. 스핀들 속도 제한 31.5h1600 rpm. |
|||
|
범용 콘솔 밀링 머신 6M82Sh |
테이블 작업 표면의 치수 - 125x320 mm. 맨드릴 직경 - 32mm; 50mm. 스핀들 수 - 2. 스핀들 테이퍼: 수평 - 3번. 로타리 및 머리에 누워 - No. 2. 스핀들 속도 제한: 수평 31.5h1600rpm; 스위블 헤드 90-1400rpm. 종방향 및 횡방향 테이블 이송 한계: 25h1250 mm/min. 테이블의 수직 이송 한계는 8.3-416.6mm입니다. 테이블의 종방향 코스는 700mm입니다. 테이블의 가로 코스는 240m입니다. 테이블의 수직 코스 - 420mm. 테이블의 가로 평면에서 밀링 헤드의 회전 - 45-90°. 처리된 세부 사항의 최대 무게 - 250kg. |
|||
|
Hydroficated cross planer 7M37 (고멜 공작 기계 공장) |
슬라이더 이동 - 150x100mm. 테이블 치수 - 560x1000mm 테이블 평면과 슬라이더 사이의 최대 거리는 500mm입니다. 테이블의 최대 수평 이동 - 800mm. 슬라이더 속도 제한은 3h48m/min입니다. 절단 슬레드의 최대 회전 각도는 ±60°입니다. |
|||
|
Hydroficated 슬로팅 머신 7M430 (Gomel Machine Tool Plant). |
커터 스트로크 - 320mm 테이블 회전 - 360° 테이블 직경 - 700mm 최대 테이블 이동: 세로 - 600mm 크로스 - 300mm. 커터 속도 제한은 3h24m/min입니다. |
|||
|
세로 대패 7210 (민스크 공작 기계 공장) |
테이블 표면과 크로스바 사이의 거리는 1000mm입니다. 랙 간 거리 - 1100mm 테이블 크기: 3000x900mm. 테이블 이동 길이: 가장 큰 것 - 3200 mm; 가장 작은 것은 700mm입니다. 캘리퍼스의 수: 크로스바에서 - 2; 랙에 - 1. 크로스바를 따라 캘리퍼스의 수평 이동 - 1500mm. 랙에서 지지대의 수직 이동 - 900mm. 테이블 작업 속도 - 4h90m/min. 테이블 후진 속도 - 12h90m/min. |
|||
|
회전 목마 기계 1531 (Krasnodar Machine Tool Plant). |
면판 직경 - 1150mm 페이스플레이트 회전 - 6.3h315 rpm. 수직 캘리퍼스의 기울기 각도는 ±45°입니다. 수직지지 리프트의 높이는 550mm입니다. 크로스 캘리퍼 트래블 - 630mm 캘리퍼 피드 - 0.05x12.5mm / rev. |
|||
|
수평 보링 머신 2620V(Sverdlov의 이름을 딴 Leningrad 공작 기계 협회). |
스핀들 직경 - 90mm. 스핀들 속도 - 12.5h2000 rpm. 면판 회전 속도 - 8h200 rpm. 스핀들의 내부 테이퍼는 모스 번호 5입니다. 테이블 작업 표면의 치수 - 1120x1300mm. 최대 여행: 주축 수직 - 1000mm; 스핀들 길이 - 710mm; 전체 테이블 - 1000mm; 세로 테이블 - 1090 mm; 면판 지지대 방사형 - 170mm. 보링 홀의 최대 직경: 스핀들 - 330mm; 캘리퍼스 - 600mm. |
|||
|
레이디얼 드릴링 머신 2H55(오데사 공작 기계 공장). |
가장 큰 드릴링 직경은 50mm입니다. 모스 테이퍼 - 5번. 스핀들의 최대 축 방향 이동은 350mm입니다. 스핀들 오버행 - 410h1600 mm. 스핀들 속도 - 20-2000rpm |
|||
|
나사 절삭 선반 1E61M (Izhevsk 공작 기계 공장) |
센터의 높이는 170mm입니다. 스핀들의 구멍은 32mm입니다. 캘리퍼 위 - 183mm; 침대 위 - 320mm. |
|||
|
나사 절삭 선반 1K62 (Efremov Machine-Tool Plant, Moscow) |
센터의 높이는 215mm입니다. 스핀들 구멍 - 38mm 최대 공작물 직경: 캘리퍼 위 - 260mm; 침대 위 - 400mm. |
|||
|
나사 절삭 선반 1625 (Efremov 공작 기계 공장, 모스크바) |
센터 간 거리 - 1400mm. 센터의 높이는 215mm입니다. 스핀들 보어 - 47mm. 최대 공작물 직경: 캘리퍼 위 - 260mm; 침대 위 - 400mm. |
|||
|
나사 절삭 선반 1A616(Kuibyshev 공작 기계 공장). |
중심 간 거리 - 710mm. 센터의 높이는 170mm입니다. 스핀들의 구멍은 32mm입니다. 최대 공작물 직경: 캘리퍼 위 - 188mm; 침대 위 - 320mm. |
|||
|
나사 절삭 선반 163 (트빌리시 공작 기계 공장) |
센터 간 거리 - 1400mm. 센터의 높이는 265mm입니다. 스핀들 보어 - 65mm. 최대 공작물 직경: 캘리퍼 위 - 350mm; 침대 위 - 630mm. |
|||
|
나사 절삭 선반 9H14S3(트빌리시 공작 기계 공장) |
중심 간 거리 - 710mm. 센터의 높이는 265mm입니다. 스핀들 보어 - 65mm. 최대 공작물 직경: 캘리퍼 위 - 350mm; 침대 위 - 630mm. |
|||
|
나사 절삭 선반 165 (Ryazan Machine Tool Plant) |
센터 사이의 거리 - 2800h5000 mm. 센터의 높이는 500mm입니다. 스핀들의 구멍은 80mm입니다. 최대 공작물 직경: 캘리퍼 위 - 650mm; 침대 위 - 1000mm. 스핀들 속도 - 5h500 rpm. |
|||
|
원형 연삭기 ZA164A (Kommunar 공장, Lubny, Poltava 지역) |
센터 사이의 거리 - 2800 mm. 제품의 최대 직경은 400mm입니다. 제품의 최대 무게는 250kg입니다. 가장 큰 원의 치수: 외경 - 750mm; 내경 - 40mm; 너비 - 70mm. |
|||
|
피팅 및 조립 부서. |
||||
|
수평 유압 프레스 P983(오데사 프레스 공장). |
힘 - 315t. 네트워크의 액체 압력 - 200 kg/cm². 플런저의 최대 스트로크는 850mm입니다. 프레스 제품의 최대 직경은 1500mm입니다. 작동 유체는 오일입니다. 플런저 끝에서 이동식 스러스트 빔 끝까지의 거리: 최대 - 2900mm; 최소 - 900mm; 작동 - 2500mm. |
|||
|
단일 컬럼 유압 프레스 P6320(Orenburg Metalist 공장). |
힘 - 10t. 네트워크의 액체 압력 - 160 kg/cm². 스트로크 - 400mm. 테이블 크기 - 380x500mm. |
|||
|
필링 및 그라인딩 머신 ZM-634 (잘랄-아바드 수리 공장) |
랩 수 - 2 원 크기 - 400x40x203mm 스핀들 속도 - 1420rpm. 중심 간 거리 - 700mm 중심 높이 - 830mm |
|||
|
수직 드릴링 머신 2A135 (Lenin, Sterlitomak의 이름을 딴 공장). |
최대 드릴링 직경은 35mm입니다. 스핀들 테이퍼 - 모스 번호 4. 스핀들 축의 이탈 - 300mm. 스핀들 이동 - 225mm. 헤드 스톡 스트로크 - 200mm. 스핀들 속도 - 68-1100 rpm. 이송 범위 - 0.12h1.6 mm / rev. |
|||
|
단조 및 용접 및 조달 부서. |
||||
|
공압 단조 해머 М415А (Voronezh 공장 KPO). |
공급 부품의 무게는 400kg입니다. 분당 비트 수 - 130 공급 부품의 유효 운동 에너지는 950gm입니다. 여성의 축에서 침대까지의 거리 - 520mm. 스트라이커의 거울에서 여자까지의 거리는 530입니다. 스트라이커 미러의 크기 - 265x100mm. 공작물의 최적 단조 섹션: 정사각형 - 100mm; 라운드 - 115mm. |
|||
|
절단 쇠톱 872 (Kalinin의 이름을 딴 Krasnodar Experimental Plant). |
톱 프레임 이동 길이 - 140x180 mm. 블레이드 길이 - 450mm 분당 톱 프레임의 스트로크 수 - 85-110. |
|||
|
밀링 및 절단기 8V66 (민스크 공작 기계 공장) |
톱날의 최소 회전 수. - 3.3h25.5 톱날 직경 - 710mm. 절단 속도 - 7.4h57m/min. 절단되는 공작물의 최대 직경은 230mm입니다. |
|||
|
용접 변환기 PSO-300 |
현재 규제 한도: |
|||
|
용접변압기 TD-500 (공장우체통 M-5293) |
||||
|
단조 단조 |
워크샵에서 만들었습니다. |
|||
|
가열 챔버로 |
난로 면적은 0.66m²입니다. 연료: 코크스 오븐 가스. |
|||
|
전기 기계 서비스. |
||||
|
수직 드릴링 머신 2A125( 기계 공장, 포스. Kabanye, Luhansk 지역). |
가장 큰 드릴링 직경은 25mm입니다. 스핀들 이동 - 200mm. 스핀들 rpm - 165h2130. 테이블의 가장 큰 움직임 - 400mm. 테이블 치수 - 350x400mm. |
|||
|
필링 및 연삭기 3M-634 (Kirov의 이름을 딴 Mukachevo 공장) |
원의 수 - 2. 원의 크기 - 400×40×203 mm. 최소 스핀들 회전수 - 700h1400. |
|||
|
표면 연삭기 372B(모스크바 공작 기계 공장). |
공작물의 치수 - 1000x300x400mm. 테이블 치수 - 1000×300mm. 원 높이 - 40mm. 원 직경: 외부 - 250h350 mm; 내부 - 127m. |
|||
|
범용 연삭기 3659A(연삭기의 Vitebsk 공장). |
날카로운 드릴, 징커의 직경은 80mm입니다. 선명도 - 70°h140°. 예리한 도구의 깃털 수는 최대 12개입니다. 그라인딩 휠: 외경 - 200mm; 내부 - 32m; 최대 높이 - 70mm. 원의 회전 수(분). - 1850년 |
취급 장비
|
이름, 번호, 제조사 |
설치 위치 |
기술 사양 |
|||
|
교량전동크레인 1호기 (기계 공장, 하바롭스크 지역 Novobureisk 정착지). |
단조 부서 기계과. 스토퍼로드 제조부 |
적재 능력 - 5톤. 다리 길이는 16.5m. 이동 속도: 크레인 - 73.5m / 분; 카트 - 38m/min; 리프팅 - 10m/분. 리프팅 높이 - 8m. |
|||
|
교량전동크레인 3호기 (기계 제작 공장, Uzlovaya 역, 툴라 지역). |
피팅 및 조립 부서 |
적재 능력 - 15/3t. 다리 길이는 16.5m. 이동 속도: 크레인 - 49m/분; 카트 - 18m/min; 메인 리프트 - 2.2m/min; 보조 리프팅 - 9.7m / min. 리프트 높이: 메인 - 8.5m; 보조 - 8.5m. |
|||
|
교량전동크레인 4호기 (PTO 공장, Alexandria, Kirovograd 지역). |
피팅 및 조립 부서 |
적재 능력 - 15/3t. 다리 길이는 16.5m. 이동 속도: 기중기 - 75.3m/분; 카트 - 34.5m / min; 메인 리프트 - 8m/min; 보조 리프팅 - 19.2m / min. 리프트 높이: 메인 - 8m; 보조 - 8m. |
|||
|
트롤리 전기 (야금 장비의 Dnepropetrovsk 공장). |
축 4-5의 범위 사이 |
적재 능력 - 10t; 레일 트랙 - 1000mm; 트롤리 베이스 - 1600mm. 플랫폼 크기 - 2630×1650 mm. 이동 속도 - 40m/분. MTK-11-V 전기 모터에서 구동, 전력 2.2kW, 885rpm. 버튼 컨트롤. |
2. 특수 부품
2.1 콘솔 밀링 범용 기계 모델 6E80Sh의 목적 및 장치
그림 2.1.1 콘솔 밀링 넓은 범용 기계모델 6E80Sh
6E80SH 광폭 범용 수평 밀링 머신은 철 및 비철 금속 및 플라스틱으로 만들어진 작은 부품에서 밀링 및 일부 유형의 보링 작업을 수행하도록 설계되었습니다.
단일 및 대량 생산 조건에 적용됩니다. 기계의 기술적 특성으로 인해 초경 인서트가 장착된 공구뿐만 아니라 고속 강철 공구의 기능을 최대한 활용할 수 있습니다.
개폐식 퀼이 있는 스위블 밀링 헤드를 사용하면 공작물의 경사면을 밀링할 수 있습니다. 분할 헤드, 회전 테이블, 바이스를 사용하면 기계의 기술적 기능이 확장됩니다.
기계는 수평 또는 수직 스핀들에 고정된 회전식 고정 커터로 밀링 원리로 작동합니다. 테이블(X좌표), 슬라이드(Y좌표), 콘솔(Z좌표)의 이동은 작업 또는 설치 이동으로 사용됩니다.
CNC 장비를 사용하면 자동 모드에서 프로그램에 따라 부품을 처리할 수 있습니다.
디자인 특징:
랙은 다른 모든 장치와 메커니즘이 장착되는 기본 장치입니다. 랙은 플레이트(베이스)에 단단히 연결되어 있습니다. 기계의 트렁크에 수직 스핀들 헤드가 장착되고 긴 맨드릴 작업을 위해 트렁크 가이드에 서스펜션 브래킷이 부착됩니다.
수평 스핀들의 기어박스는 랙에 장착됩니다. 수직 스핀들은 머리 위에 위치한 전기 모터에 의해 구동됩니다.
콘솔의 후면 벽은 도브테일 가이드 형태로 만들어집니다. 썰매는 콘솔에서 가로로 움직이며 테이블용 가이드가 있습니다. 세로 이송 나사가 테이블에 연결됩니다. 연결 방법과 카운터 밀링 방법으로 작업이 가능합니다.
기계 구성:
테이블 수직 이동 전환 메커니즘, 슬라이드, 테이블, 냉각 시스템, 전기 캐비닛, 테이블 측면 이동 전환 메커니즘, 베드, 피드 박스, 피드 전환 메커니즘, 수평 스핀들 속도 전환 메커니즘, 기어박스 및 스핀들, 스핀들 헤드가 있는 트렁크, 안전 장치, 수직 스핀들 속도 전환 메커니즘, 서스펜션, 콘솔.
기계 및 주요 부품의 장치 및 작동.
컨트롤 및 용도:
수동 수직 교반 테이블 핸들
썰매의 수동 교차 이동을 위한 플라이휠
수직 피드 활성화 레버
세로 나사에서 백래시 샘플링용 웜
테이블 수동 이동용 핸드휠
테이블 클램프
"조명" 전환
스핀들 슬리브 클램프 핸들
냉각 밸브
전원 스위치 핸들
테이블 빠른 이동 버튼
시작 버튼
"중지" 비상 버튼
슬라이더 클램프 핸들
교차 공급 활성화 레버
콘솔 클램프 핸들
피드 모터 스위치
냉각 펌프 스위치
수평 스핀들 회전 방향 스위치
누름 단추
수직 스핀들 회전 방향 스위치
수평 스핀들 오버라이드 레버
수평 스핀들 기어 레버
트렁크의 수동 이동
프레임의 트렁크 클램프
트렁크에 밀링 헤드 클램핑
테이블의 종방향 평면에서 밀링 헤드를 회전시키는 웜
테이블의 가로 평면에서 웜 터닝 헤드 밀링
수직 스핀들 오버라이드 핸들
수직 스핀들 풀리 전환 노브
수직 스핀들 기어 선택기
수직 스핀들의 슬리브 이동용 핸들
세로 이송용 레버
기어 변속 핸들
피드 시프트 레버
기계 썰매 고정용 나사 6T80
중지 버튼
운동학 체계.
스핀들은 V 벨트 변속기를 통해 전기 모터로 구동됩니다.
스핀들은 스플라인 샤프트를 따라 기어 블록을 움직여 얻은 12가지 속도를 가지고 있습니다. 피드 와이어는 샤프트 IX에서 피드 박스까지 커플 링을 통해 전기 모터에서 수행됩니다. 기어 블록을 움직여 피드 박스는 콘솔의 XUI 샤프트로 전송된 다음 해당 캠 클러치가 켜지면 세로, 가로 및 세로 이동의 나사로 전송되는 18개의 서로 다른 피드를 제공합니다.
가속 이동은 전기 모터에서 샤프트 IX, X, KhP, XU, 전자기 및 오버런 클러치를 통해 콘솔의 샤프트 CL로 수행됩니다.
종방향, 횡방향, 수직 피드의 포함 및 반전은 양면 캠 클러치에 의해 수행됩니다.
베드는 다른 모든 구성 요소와 메커니즘이 장착되는 기계의 기본 부분입니다. 베드의 스탠드는 냉각수 저장소인 플레이트(베이스)에 견고하게 연결되어 있습니다.
6E80Sh 기계의 트렁크에는 수직 스핀들 헤드가 장착되고 긴 맨드릴 작업을 위해 서스펜션 브래킷이 트렁크 가이드에 부착됩니다. 서스펜션에는 롤링 베어링과 슬라이딩 베어링이 있습니다. 기계의 행거는 서로 바꿔서 사용할 수 없으므로 행거를 설치하려면 머리를 위로 올리십시오.
수평 스핀들의 기어 박스는 프레임에 장착됩니다. 전기 모터에 대한 연결은 V 벨트 변속기를 통해 수행됩니다. 기어 박스 검사 및 접근 - 침대의 처녀쪽에 있는 변속 장치 창을 통해. 기계의 수직 스핀들의 구동은 V-벨트 드라이브, 롤러 클러치 및 기어박스를 통해 헤드 상단에 위치한 전기 모터에서 수행됩니다.
스핀들은 슬라이딩 슬리브에 장착됩니다. 6E80Sh 기계의 스핀들 헤드는 클램프를 통해 트렁크에 부착되며 테이블의 가로 및 세로 방향으로 회전할 수 있습니다. 피드 드라이브는 콘솔에 있습니다. 전면에는 플랜지 전기 모터가 콘솔 하단에 내장되어 있으며 피드 전환 메커니즘이있는 피드 박스와 테이블의 수직 이동을 켜는 메커니즘이 콘솔의 왼쪽에 장착되어 오른쪽에 테이블의 가로 이동을 켜는 메커니즘이 있습니다. 18단 피드 박스에는 과부하 시 피드 드라이브가 손상될 가능성을 제거하는 안전 클러치가 있는 빠른 이동 체인이 있습니다.
전자클러치와 오버런클러치는 안전클러치와 같은 축에 장착되어 있습니다. 테이블의 빠른 이동을 켜는 것은 버튼으로 수행됩니다. 피드 전환 메커니즘은 프로파일 홈이 있는 캠 핸들, 팔다리 및 기어 전환용 레버로 구성됩니다.
팔다리가 축을 중심으로 회전하고 축이 핸들과 함께 회전할 때 피드 박스의 기어 전환이 발생합니다.
테이블의 수직 및 횡방향 기계적 움직임의 포함은 핸들에 의해 수행되며 핸들의 이동 방향은 테이블의 이동 방향과 연상 기호로 연결됩니다.
테이블의 수동 수직 이동은 핸들, 가로-플라이휠에 의해 수행됩니다.
콘솔의 후면 벽은 도브테일 가이드 형태로 만들어집니다.
콘솔 상단에는 썰매가 움직이는 직사각형 레일이 있습니다.
썰매는 콘솔에서 가로로 움직이며 테이블용 가이드가 있습니다.
세로 이송 나사가 테이블에 연결됩니다. 썰매에는 나사를 회전시키는 베벨 기어, 핸들 및 세로 피드를 켜는 메커니즘이 있습니다.
클라임 밀링으로 작업할 때 웜을 돌려 리드 스크류의 나사산과 너트 사이의 간격을 선택합니다.
카운터 밀링 방식으로 작업할 때 리드 스크류가 많이 마모됩니다. 따라서 기계에서 장시간 한 작업을 수행하는 경우 나사 작업 영역을 변경해야 합니다.
크로스 피드를 수행하기 위해 슬라이드 본체에 고정되고 콘솔 나사에 연결된 너트가 있는 브래킷이 사용됩니다.
기계의 기본 기술 데이터 및 특성.
테이블의 작업 표면 치수(길이 x 너비), mm 200 x 800
테이블 T 슬롯 수 3
테이블의 가장 큰 움직임, mm
세로 560
가로 220
수평 스핀들 축에서 테이블 작업 표면까지의 거리, mm
최소 0
위대한 400
수직 스핀들 끝에서 테이블 작업 표면까지의 거리, mm
최소 15
위대한 400
스핀들 헤드의 회전 각도, 우박
테이블의 세로면에서 ± 45
테이블의 가로면에서 (프레임으로) 30
테이블의 가로면에서 (침대에서) 45
스핀들 헤드 슬리브 이동, mm 70
스핀들 속도 수(수평/수직) 12
스핀들 속도 제한, 최소 -1
수평 50-2240
수직 56-2500
테이블 이닝 수 18
테이블 이송 제한, mm/min
세로 및 가로 20-1000
수직 10-500
테이블의 빠른 이동 속도, m/min
세로 및 가로 3.35
수직 1.7
테이블 무브먼트의 팔다리 분할 가격, mm
세로 및 가로 0.05
수직 0.02
수직 스핀들의 슬리브 이동 사지 분할 가격, mm 0,05
기계의 전체 치수(길이 x 너비 x 높이), mm 1600x1875x2080
기계 중량(전기 장비 포함), kg 1430
가공에 사용되는 공구.
6T80Sh 수평 밀링 콘솔 기계는 다양한 재료로 만든 공작물의 평면 및 성형 표면의 원통형, 각진 및 성형 커터를 처리할 때 콘솔의 존재와 스핀들의 수평 위치로 구별됩니다. 엔드 밀 및 엔드 밀도 사용할 수 있습니다.
원통형 절단기는 평면 가공에 사용됩니다. 이 절단기는 직선 및 나선형 톱니가 있을 수 있습니다. 나선형 톱니가 있는 밀링 커터는 부드럽게 작동합니다. 그들은 제조에 널리 사용됩니다. 직선 커터는 나선형 커터의 장점이 절삭 공정에 큰 영향을 미치지 않는 좁은 표면에만 사용됩니다. 나선형 톱니가 있는 원통형 커터를 작동하는 동안 톱니 경사각 OMEGA = 30 -: - 45 *에서 상당한 값에 도달하는 축방향 힘이 발생합니다. 따라서 헬리컬 절삭 날의 경사 방향이 다른 원통형 이중 커터가 사용됩니다. 이를 통해 절단 공정 중에 절단기에 작용하는 축방향 힘의 균형을 맞출 수 있습니다. 절단기의 교차점에서 한 절단기의 절단면이 다른 절단면과 겹칩니다. 원통형 커터는 고속도강으로 만들어지며 카바이드 인서트, 플랫 및 헬리컬도 장착되어 있습니다.
앵글 커터는 코너 슬롯과 경사면을 밀링하는 데 사용됩니다. 싱글 앵글 커터는 원추형 표면과 단면에 절삭날이 있습니다. 이중 각도 커터에는 두 개의 인접한 원추형 표면에 절삭날이 있습니다.
앵글 커터는 다양한 공구의 칩 홈을 밀링하기 위해 공구 산업에서 널리 사용됩니다. 단일 각도 커터로 작업하는 과정에서 공작물 금속의 절단이 주로 원추형 표면에 위치한 절단 모서리에 의해 수행되기 때문에 축 방향 절단력이 발생합니다. 2각 커터에서 톱니의 인접한 두 모서리의 작동으로 인해 발생하는 축방향 힘은 서로를 다소 보상하고 대칭 2각 커터가 작동할 때 서로 균형을 이룹니다. 따라서 더블 앵글 커터가 더 원활하게 작동합니다. 작은 크기의 앵글 커터는 원통형 또는 테이퍼형 생크가 있는 엔드 밀로 제작됩니다.
성형 커터는 다양한 성형 표면 가공에 널리 사용됩니다. 성형 밀링 커터 사용의 이점은 밀링할 표면의 길이 대 너비 비율이 큰 공작물을 가공할 때 특히 두드러집니다. 대규모 생산에서 짧은 모양의 표면은 브로칭으로 가장 잘 처리됩니다. 치아의 디자인에 따라 성형 커터는 톱니가 있는 커터와 뾰족한(날카로운) 톱니가 있는 커터로 나뉩니다.
엔드 밀은 수직 밀링 머신에서 평면 가공에 널리 사용됩니다. 축은 부품의 가공 평면에 수직으로 설정됩니다. 절삭날의 모든 지점이 프로파일링되고 가공된 표면을 형성하는 원통형 커터와 달리 페이스 밀에서는 톱니 절삭날의 상단만 프로파일링됩니다. 끝 절삭 날은 보조입니다. 주요 절단 작업은 외부 표면에 위치한 측면 절단 모서리에 의해 수행됩니다.
엔드 밀은 윤곽 리세스, 레지, 서로 수직인 평면의 몸체 부분에 깊은 홈을 가공하는 데 사용됩니다. 기계 스핀들의 엔드 밀은 원추형 또는 원통형 섕크로 장착됩니다. 이 밀에서 주 절삭 작업은 원통형 표면에 위치한 주 절삭 날에 의해 수행되며 보조 단부 절삭 날은 홈의 바닥만 청소합니다. 이러한 커터는 일반적으로 나선형 또는 경사진 톱니로 만들어집니다. 치아의 경사각은 30-45 *에 이릅니다. 엔드밀의 직경은 밀링 중에 홈이 파손되기 때문에 홈 너비보다 더 작게(최대 0.1mm) 선택됩니다.
엔드 밀은 어댑터 플랜지로 장착됩니다. 스핀들 테이퍼의 맨드릴은 램로드로 고정됩니다. 어댑터 플랜지는 맨드릴의 목과 나사로 고정된 커터에 놓입니다. 구멍에 키용 홈이 있는 밀링 커터는 스핀들 스파이크용 홈이 있는 숄더가 있는 맨드릴에 장착됩니다.
모스 테이퍼 섕크가 있는 페이스 밀과 엔드 밀은 어댑터 슬리브를 통해 스핀들 테이퍼에 장착됩니다.
끝에 원통형 언더컷, 홈 및 4개의 관통 구멍이 있는 대구경 밀링 커터를 스핀들 헤드에 직접 놓고 나사로 고정합니다.
도구를 설치할 때 가공의 정확성과 도구의 내구성이 런아웃에 의해 부정적인 영향을 받는다는 점을 기억해야 합니다. 따라서 절삭 공구, 맨드릴 및 중간 링의 품질을 모니터링해야 합니다.
2.2 캔틸레버 밀링 범용 기계 모델 6E80Sh의 정밀 검사 기술 프로세스
기계 검사:
1. 기계 전체 및 노드의 상태 및 작동에 대한 기계의 외부 검사(결함 식별을 위해 분해하지 않음)
2. 주요 이동 및 피드의 구동 메커니즘 상태 검사 및 확인
3. 테이블의 리드 나사 간격 조절
4. 스핀들 베어링의 규제;
5. 속도 및 피드 전환 메커니즘의 작동 확인;
6. 캠 클러치 및 피드를 켜는 메커니즘의 규제 마찰 클러치빠른 트랙;
7. 테이블, 썰매, 콘솔 및 트렁크의 쐐기 조절;
8. 가이드 검사, 흠집 및 흠집 청소;
9. 느슨한 패스너를 조입니다.
10. 제한 캠의 올바른 작동 확인;
11. 냉각 및 윤활 시스템의 상태 점검 및 사소한 수리
12. 보호장치의 상태점검 및 수리
13. 다음 수리 시 교체가 필요한 부품 식별(2차 경수리부터 시작)
소형 기계 수리:
1. 노드의 부분 분해;
2. 모든 노드의 플러시
3. 구름베어링의 규제 또는 교체
4. 기어 톱니, 크래커 및 변속 포크의 버 및 흠집 청소;
5. 패스트 클러치의 프릭션 디스크 교체 및 추가(2차 수리부터 시작)
6. 쐐기와 판금의 날카롭게 하고 청소하기;
7. 리드 스크류 청소 및 마모된 너트 교체
8. 가이드의 흠집 및 흠집 및 테이블의 작업 표면 청소;
9. 마모되고 파손된 패스너 교체
10. 속도 및 피드를 켜는 메커니즘의 확인 및 규제
11. 윤활 및 냉각 시스템 수리
12. 유휴 상태에서 기계를 테스트하고 소음, 가열 및 작업물의 정확도를 확인합니다.
중형 기계 수리:
1. 기계의 노드 분해;
2. 모든 노드의 플러시
3. 분해된 단위체의 부품검사
4. 명세서의 흠집 정리
5. 스핀들 베어링의 조정 또는 교체
6. 스플라인 축의 교체 또는 복원
7. 마모된 부싱 및 베어링 교체;
8. 빠른 이동 마찰 클러치 리테이너의 디스크 및 부품 교체;
9. 마모된 기어의 교체;
10. 마모된 리드 스크류 및 너트의 복원 또는 교체
11. 조정 웨지를 날카롭게 하거나 교체하십시오.
12. 윤활 및 냉각 시스템의 펌프 및 피팅 수리;
13. 마모가 허용치를 초과하는 경우 가이드 표면을 긁거나 연마하여 수정합니다.
14. 기계 외부 표면의 착색;
15. 소음 및 가열 확인과 함께 유휴 상태(모든 속도 및 피드)에서 기계의 진입;
16. GOST 17734-72에 따라 기계의 정확성과 강성을 확인합니다.
기계 점검:
정밀 검사는 모든 기계 구성 요소를 완전히 분해하여 수행되며 그 결과 틀림없이결함 견적 시트가 작성됩니다. 수리 결과 기계의 모든 마모된 구성품과 부품을 복원하거나 교체해야 하며 원래의 정확도, 강성 및 성능도 복원해야 합니다. 이러한 유형의 수리 작업의 성격과 범위는 특정 작동 조건에 따라 결정됩니다. 통합 시스템예정된 예방 유지 보수.
2.3 크로스 테이블 및 DRO 모델 65A80F13이 있는 수직 밀링 머신의 윤활
윤활 시스템.
윤활 시스템은 2개의 독립 시스템으로 구성됩니다.
집중 윤활;
주기적 윤활 시스템.
기계의 중앙 집중식 윤활 시스템.
중앙 집중식 윤활 시스템은 메인 드라이브를 윤활하고 전면 스핀들 베어링을 냉각하며 주기적인 윤활 시스템에 전원을 공급하도록 설계되었습니다.
기계 유압 스테이션의 윤활 구획에 있는 NP 펌핑 장치의 윤활은 메쉬 필터 F2를 통해 공급되어 스핀들을 냉각시킵니다. 원래의 초크 DR1은 스핀들로부터의 배출구 흐름에 병렬로 연결되어 메인 드라이브의 윤활에 공급되는 윤활유의 양을 조절하는 역할을 하고 초크 DR2는 직렬로 연결되며,
스테이션에 위치하여 스핀들 냉각을 위한 윤활유 유량을 조절합니다.
윤활 시스템은 다음과 같이 조정됩니다.
기어 박스 안전 밸브의 나사를 푸십시오.
스로틀 DR2를 닫습니다.
펌핑 스테이션을 켜십시오.
압력을 0.2MPa로 설정합니다.
압력 스위치 RD를 이 압력으로 설정합니다.
압력을 0.35 ... 0.4 MPa로 설정합니다.
스로틀 DR2를 열어 스테이션에서 0.3MPa의 압력을 제공합니다.
조립 및 작동 중 스로틀 DR1은 규제되지 않습니다.
주기적 윤활 시스템.
주기적 윤활 시스템은 가이드, 지지대가 있는 볼 나사, 모든 3개 좌표(테이블, 슬라이드, 주축대)를 윤활하도록 설계되었습니다.
시스템에는 다음이 포함됩니다.
싱글 라인 간헐 펌프 유압 드라이브시간;
피더 P1, P2, P3, P4, 지점에서 윤활제를 계량 분배하는 데 사용됩니다.
안전 밸브 KP1;
피더의 작동을 제어하는 리미트 스위치 VK;
펌프 H를 제어하는 분배기 P4를 미리 결정된 간격으로 켜는 데 사용되는 제어 장치 PU.
윤활 시스템은 다음과 같이 작동합니다.
미리 결정된 시간 간격으로 제어 및 모니터링 장치는 펌프 H를 제어하고 윤활 주기의 지속 시간을 계산하기 시작하는 주기 스풀 P4에 명령을 내립니다.
계기판에 흰색 램프 "윤활"이 켜집니다. 펌프에서 윤활유는 중앙 피더 P1로 들어가고 여기에서 후속 피더 P2, P3, P4 및 윤활 지점으로 들어갑니다.
P1 피더가 전체 사이클을 완료한 후 제어 장치 회로는 VK 제한 스위치에서 신호를 수신합니다. 이 시간 동안 VK 막대는 1 왕복 운동을 합니다. 제어 장치는 VC로부터 신호를 받은 후 P4 스풀과 H 펌프를 끄라는 명령을 내립니다.윤활 주기가 끝나면 녹색 일시 중지 램프가 켜집니다. 제어 장치가 설정된 제어 시간 동안 사이클 종료 신호가 수신되지 않으면 장치의 제어 패널에 빨간색 램프 "비상"이 켜집니다.
윤활 시스템의 작동.
기계를 처음 시작할 때나 장시간 작업을 중단한 후에는 시스템에서 공기를 빼야 합니다.
제어 장치의 작동 지침을 사용하여 제어 시간을 최소 30초로, 일시 정지 시간을 8-10초로 설정하십시오.
약 3시간 동안 펌핑하여 제작합니다.
오일이 윤활 지점에 도달하는지 확인하십시오.
펌핑 후 펌프를 켤 때까지의 일시 중지 시간을 20분으로 설정합니다.
윤활이 과도하거나 부족한 경우 제어 장치를 사용하여 일시 중지 시간을 변경할 수 있습니다.
시스템 작동의 유지 관리 및 가능한 오작동에 대해서는 "기계와 함께 제공되는 윤활 시스템, 제어 장치, 단일 라인 펌프 및 단일 라인 피더용 패스포트"를 참조하십시오.
작동 중에는 매일 다음을 확인해야 합니다.
윤활 스테이션 탱크의 오일 레벨;
유사한 문서
범용 콘솔 밀링 머신 6M82Sh, 6M83Sh의 작동. 일반 정보, 기본 기술 데이터 및 특성, 작동 및 유지 보수 중 안전 조치. 기계 구성, 설치 절차, 준비 및 초기 시동.
제어 작업, 2010년 1월 8일 추가됨
터릿 선반 1V340F30의 장치 및 작동 원리. 수리 일정 개발, 기계 메커니즘 분해 및 부품 수리, 장비 조립을 위한 기술 프로세스. 장비 점검을 위한 재료비 계산.
논문, 2010년 3월 26일 추가됨
캔틸레버 수직밀링머신의 스핀들 회전운동 구동장치 및 스핀들 조립체 구조 개발. 기계의 주요 이동 구동에 대한 운동학 및 전력 계산. 조립 장치 개발 및 스핀들 조립 설계 프로젝트.
기말 보고서, 2014년 5월 16일 추가됨
다목적 밀링 머신의 작동 원리. 스핀들, 기어, 샤프트 기어박스의 운동학적 계산. 하중 및 응력 결정. 웜 제조를 위한 기술 프로세스 개발. 절단 모드 계산.
논문, 2013년 4월 14일 추가됨
수평 밀링 머신 모델 6P80G의 기술적 특성과 그 범위. 기계의 주요 구성 요소, 메커니즘 및 제어 지정. 기계의 운동학 및 작동 원리. 드라이브의 운동학적 계산 정확도 평가.
기말 보고서, 2013년 1월 26일 추가됨
수평 밀링 머신의 목적 및 기술적 특성. 회전 주파수 플로팅. 드라이브의 엔진 및 전력 계산 선택. 샤프트의 기어 톱니 수와 토크 결정. 어셈블리 윤활 시스템에 대한 설명.
기말 보고서, 2012년 7월 14일 추가됨
다목적 밀링 머신의 기본 모델 분석, 현대화의 근거. 메인 무브먼트의 운동학적 계산. CNC의 기능 다이어그램. 포지셔닝 사이클의 개발. 부품 및 드라이브 메커니즘의 전력 및 기타 계산.
논문, 2011년 5월 19일 추가됨
기계 공장의 전기 기계 장비. 밀링 머신의 기술적 프로세스. 운동학 체계 및 설명. 비품 계산 및 선택. 제어 시스템의 전기 장비. VFD-B 연결 다이어그램, 기술 작동.
기말 보고서, 2012년 6월 1일 추가됨
압연기의 목적, 범위 및 분류. 고무 롤이있는 필러, 기술 작업 지표. 서스펜션 다이어그램 12월 기계 장치: 기계의 기술적 프로세스, 장비의 기술적 특성.
기말 보고서, 2015년 6월 5일 추가됨
다목적 밀링 머신 설계 개요. 기계 모델 6P82Sh의 목적, 노드 배열 및 레이아웃 기능. 기술 작업이 수행되었습니다. 일반적인 가공 작업에 대한 절삭 모드 매개변수 계산.
Shirokouniversalny 콘솔 밀링 머신 모드. FU350MRAPUG, FU450MRAPUG(소련에서 생산된 아날로그 - 6T82Sh, 6T83Sh). StankoGomel OJSC에서 제조한 다목적 캔틸레버 밀링 머신을 사용하면 수직 및 수평 스핀들을 사용하여 강철 및 주철로 만든 부품을 밀링할 수 있습니다. 이 시리즈의 기계에서 수직 스핀들 헤드는 양방향으로 45˚ 회전하여 장비의 기능을 확장할 수 있습니다. 기계는 소규모 및 대규모 생산에서 그 자체로 입증되었습니다. 광범위한 범용 콘솔 밀링 머신 모드의 주요 이점. FU350MRApUG-03, FU450MRApUG:
수평 및 수직 스핀들의 가용성. 두 개의 스핀들을 사용하면 공구 및 소규모 생산에서 기계의 기능을 확장할 수 있습니다.
관리 용이성;
소박함;
구조의 강성 가이드 라이닝의 내마모성 증가;
· 대형 부품을 처리할 수 있는 테이블 1000 - 1500 kg의 최대 하중;
· 콘솔의 하강 메커니즘의 존재는 테이블의 복귀 가속 코스에서 처리된 표면의 도구에 의한 터치를 배제합니다.
· 세로 좌표를 제공하는 통과 시 테이블 클립 메커니즘의 존재는 필요한 강성을 제공하고 진동을 배제합니다.
설치된 볼 나사를 사용하면 높은 이동 정확도를 달성할 수 있어 기계에 DRO 및 SPPU 시스템을 설치할 수 있습니다.이러한 밀링 기계에 관심이 있으시면 기술 사양아래 표에서 할 수 있습니다.
명세서
| 기계 모델 | FU350MRAPUG | FU450MRAPUG |
| CIS에서 생산되는 아날로그 모델 | 6T82Sh | GF3203 |
| * 스페셜 버전 |
315x1250 375x1600* |
400x1600 450x1800* |
| 테이블의 작업 표면, mm | 315x1250 | 400x1600 | 1000 | 1500 |
| 테이블의 종 방향 이동, mm | 850 | 1120 |
| 양방향으로 테이블 회전, 우박. | 45 | 45 |
| 교차 지지대의 가로 이동, mm | 270 | 345 |
| 콘솔의 수직 이동, mm | 500 | 630 |
| 카운터 지지대의 수동 가로 이동, mm | -- | 500 |
| 주 구동력, kW | 5.5 | 11 |
| 최대 스핀들의 토크, Nm | 925 | 1850 |
| 도구 테이퍼 | ISO-50 | ISO-50 |
| 전방 베어링 직경, mm | 110 | 110 |
| 밀링 헤드의 최대 직경, mm | 250 | 315 |
| 퀼 이동, mm | -- | -- |
| 양방향 회전 각도, 우박. | -- | -- |
| 이닝 수 | 18 | 18 |
| 속도 범위, rpm | 28…1400 | 28…1400 |
| 밀링 스핀들 구동력, kW | 3 | 11 |
| 어태치먼트 ApUGspeed, rpm | 56…2500 | 28…1400 |
| 종방향 및 횡방향 피드, mm/min | 16…800 | 16…800 |
| 수직 이송, mm/min | 5…250 | 5…250 |
| 피드 구동력, kW | 1.5 | 2.2 |
| 급이송, 가로 및 세로, mm/min | 3150 | 3150 |
| 급이송 수직, mm/min | 1000 | 1000 |
| 총 전력 소비량, kW | 11.11 | 26 |


