Preťahovačka a preťahovačka: preťahovanie kovov
Preťahovačky patria medzi zariadenia, ktoré vďaka ich Technické špecifikácie a schopnosti, je široko používaný v rôznych podnikoch zaoberajúcich sa kovoobrábaním, ako aj vo veľkom, hromadnom, malom rozsahu a individuálnej výrobe rôznych druhov dielov.
Predovšetkým preťahovacie stroje sa vyznačujú všestrannosťou, sú k dispozícii na opätovné nastavenie, sú ľahko vybavené rôznymi druhmi zariadení, pomocou ktorých môžete kresliť vonkajší povrch dielu, a možno na nich opracovať aj veľmi veľké a ťažké diely.
Okrem toho je toto zariadenie jednoducho vybavené automatickými zariadeniami, ktoré nakladajú a vykladajú obrobky, vďaka čomu je efektívne na prevádzke výrobné podniky, keďže si môžete kúpiť stroj na ohýbanie výstuže a zabudovať ich do automatickej linky.
Účelom preťahovačiek je presné opracovanie vnútorných a vonkajších povrchov dielca. V tomto prípade môže mať časť akúkoľvek veľkosť, akýkoľvek geometrický tvar a môže byť vyrobená z akéhokoľvek železného alebo neželezného kovu. Spracovanie dielov na stroji sa vykonáva ťahovou metódou, v medziach ťažnej sily zariadenia a dĺžky zdvihu pracovného saní.
Preťahovacie stroje možno rozdeliť do niekoľkých typov
V prvom rade sa líšia svojim účelom. To znamená, že existujú stroje na vnútorné preťahovanie a stroje na vonkajšie preťahovanie. Prvý typ strojov najčastejšie obrába diely ako kotúče a puzdrá, ale aj uzavreté tvarové plochy.
Po druhé, podľa stupňa všestrannosti existuje špeciálne vybavenie a všeobecný účel.

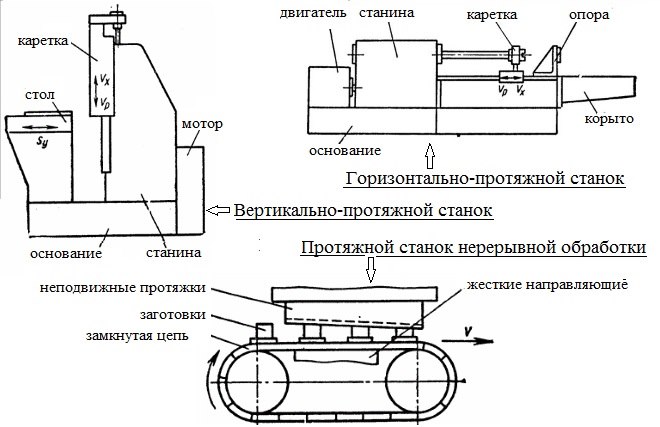
Pokiaľ ide o nasledujúcu charakteristiku - smer a charakter pracovného pohybu, preťahovačka môže byť horizontálna, vertikálna, kontinuálna s priamočiarym pohybom dopravníka, s kruhovým pohybom preťahovačky, kombinovaná.
Medzi rôznymi obrábacími strojmi sú bežné stroje, poloautomatické stroje, plnoautomatické stroje. Existujú aj stroje vhodné na zabudovanie automatické linky a celý rad zariadení, na ktorých je možné vykonať niekoľko ťahových operácií na jednom výrobku naraz.
Stroj môže mať iný počet vozíkov alebo pozícií. Popri konvenčných strojoch (jednostaničných) existujú aj viacpolohové, na ktoré je možné inštalovať viacero dielov súčasne. Takéto stroje sú spravidla dodatočne vybavené výsuvnými otočnými stolmi (menej bežný je sklopný stôl).
Existuje aj špeciálna skupina preťahovacích strojov, ktorá zahŕňa kontinuálne zariadenia (rotačný stroj a reťazový stroj).
Väčšina týchto strojov má hydraulický pohon, ale modely s vyššou rýchlosťou sú dostupné s mechanickým alebo pokročilejším elektromechanickým pohonom.
Existujú základné parametre, podľa ktorých je možné posúdiť silu a výkon preťahovacieho zariadenia. Predovšetkým je to ťažná sila vytvorená vozíkom, ktorá môže dosiahnuť 1 Mn (100 tf). Ďalším dôležitým parametrom je dĺžka zdvihu vozíka.
Rýchlosť preťahovania závisí od typu stroja (pri strojoch na všeobecné použitie je rýchlosť oveľa nižšia ako pri špeciálnych strojoch).
Továrne na obrábacie stroje môžu svoje výrobky dodatočne vybaviť rôznymi zariadeniami a nástrojmi, pomocou ktorých môžete vykonávať ďalšie manipulácie s dielom.
Video: Preťahovací stroj na rezanie výstuže z poľa
Viac zaujímavých článkov
Menu HOME NAŠE SLUŽBY — rekonštrukcia bytu — projektovanie bytu — hľadáme súkromného remeselníka pôda— nehnuteľnosti — kúpa nehnuteľnosti — prenájom predaj STAVBA — základy — hydroizolácie — steny a fasáda — strecha a podkrovie — zateplenie — okná a dvere — podlahy a podlahové krytiny— dokončovacie práce — inžinierske systémy — Konštrukčné materiály— vetranie a klimatizácia — stropy — vykurovacie systémy — domy a chaty — dizajn okien — dizajn dverí — opravy — vodovody — dizajn — stavebné technológie starodávna architektúra - moderná architektúra - interiérový dizajn - dizajn krajiny— dekorácie — nábytok a bytové zariadenie — štýly interiéru UŽITOČNÉ — vedecko-technický pokrok— staviteľská knižnica — strojárske vybavenie — obrábacie stroje — zariadenia a nástroje — služby — stavebné stroje — úspora energie O PROJEKTE MAPA STRÁNKY
Pri rezaní musia byť triesky odstránené každým zubom umiestnené v dutine medzi zubami. Ak je objem narezaných triesok, berúc do úvahy ich zmrštenie, väčší ako objem dutiny medzi zubami, preťahovačka sa zasekne a nástroj sa zlomí.
Vlastnosti procesu preťahovania
Od zuba k zubu sa dĺžka reznej hrany zväčšuje menej ako pri schéme profilu. Preto je možné priradiť veľké posuvy na jeden zub a znížiť dĺžku preťahovača.
Pri skupinovej schéme (obr. 10.34, v) hrubý prídavok je rozdelený do sektorov, z ktorých každý spracováva vlastnú skupinu hrubých zubov, profilovaných podľa obvodu generátora. Od zuba k zubu sa dĺžka reznej hrany zväčšuje menej ako pri obvode generátora, t.j. môžete priradiť ešte väčšie posuvy na jeden zub a skrátiť dĺžku preťahovača. Pri použití generátorových alebo skupinových schém sa ostrenie a profilovanie zubov stáva komplikovanejším, preto sa na dokončovacích zuboch preťahovačiek vždy používa profilová schéma.
Každý preťahovací zub funguje ako hoblík. Malá výška zubov a vysoká tuhosť preťahovača v diametrálnej rovine umožňujú priradiť pomerne vysoké rezné podmienky. V jednom pracovnom zdvihu sa vygeneruje celý profil obrobenej plochy, takže preťahovanie je vysokovýkonný proces, má však vlastnosti, ktoré treba brať do úvahy pri výbere schémy preťahovania a spracovania.
Preťahovanie priamym rezným pohybom je prerušovaný proces. Vyžaduje sa vratný pohyb hlavného pohonu pohybu. Priamy pohyb - robotnícke hnutie, spätný chod - voľnobeh. Zotrvačnosť hmôt aktuátora hlavného pohybu neumožňuje prácu pri vysokých rezných rýchlostiach, zvyčajne 8–15 m/min.
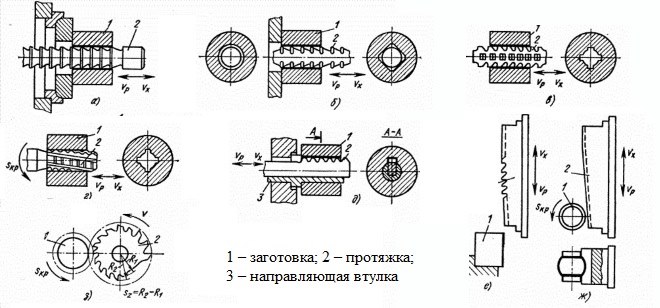
Spracovanie obrobkov na preťahovacích strojoch. Preťahovanie alebo preťahovanie valcových otvorov po vŕtaní, vyvŕtaní, zahĺbení, ako aj otvorov získaných v štádiu obstarávania. Pri spracovaní obrobku valcovým preťahovačom 2 (Obr. 10.35, a) obrobok 3 namontované na guľovej základni 1 alebo na rovnom podklade.
Ryža. 10.35. Vzory ťahania otvorov: a- na guľovej podložke; b- mnohostranný; v- rovný štrbinový; G- skrutka s drážkou; d- drážky pre kľúče; 1 - sférická podpora; 2 - preťahovanie; 3 - príprava; 4 - vodiace puzdro
Pri inštalácii na guľovú podperu sa obrobok sám vyrovná pozdĺž osi preťahovania, ale koniec nemusí byť kolmý na os otvoru, preto sa toto nastavenie používa, ak je koniec obrobku opracovaný po preťahovaní. Pri montáži na rovnú podperu je koniec kolmý na os otvoru, ale preťahovačka sa môže zlomiť v dôsledku rozdielu v toleranciách v diametrálnej rovine preťahovačky. Polyedrické otvory sú ťahané polyedrickými preťahovačkami(Obr. 10.35, b). V obrobku je vyvŕtaný okrúhly otvor. V závislosti od veľkosti prídavku na spracovanie sa používa jedna alebo iná schéma na rezanie prídavku. Drážkované otvory sa získajú drážkovanými preťahovačkami. Rezanie štrbín sa vykonáva priamočiarym hlavným pohybom (obr. 10.35, v), pri rezaní skrutkových drážok (obr. 10.35, G) preťahovačke sa poskytne dodatočný pohyb, aby sa dosiahol skrutkovitý rezný pohyb. Kľúčové alebo iné drážky sa ťahajú pomocou preťahovačiek s kľúčom(Obr. 10.35, d). Profil prierezu zuba sa musí zhodovať s profilom prierezu drážky.
Obrobok je namontovaný na plochej podpere na vedenie preťahovačky 2 použite vodiace puzdro 4 .
Ryža. 10.36. Schémy ťahania vonkajších plôch: a- plochý; b- tvarovaný; v– frézovanie, preťahovanie
Vonkajšie plochy s priamočiarou tvoriacou čiarou sa spracovávajú na vertikálnych preťahovacích strojoch(Obr. 10.36, a, b).
Zložité tvarové plochy vo veľkovýrobe sú opracovávané kruhovými preťahovačkami. Na získanie priamočiarej tvoriacej priamky sa používajú dva typy nástrojov: preťahovačky s pohyblivým prvkom (posúvač alebo hojdacie kreslo) alebo bez pohyblivého prvku. Ak sú dokončovacie zuby umiestnené na pohyblivom prvku, kruhovo-diagonálne alebo kombinované, vykoná sa ťahanie. Počas činnosti dokončovacích zubov sa preťahovačke bez pohyblivého prvku udeľuje priamočiary prídavný pohyb (obr. 10.36, v) pozdĺž tvoriacej čiary obrobenej plochy - frézovanie preťahovanie.
Preťahovacie stroje sa vyznačujú jednoduchou konštrukciou a vysokou tuhosťou.. Je to spôsobené skutočnosťou, že v strojoch nie je reťazec posuvu. Hlavnými charakteristikami preťahovačky sú ťažná sila na tyč a zdvih tyče pracovného valca.
Horizontálny preťahovací stroj(Obr. 10.37, a) - stroj na ťahanie vnútorných plôch. Na posteľ 1 umiestnený hydraulický valec 3 a čerpacia stanica 2. Na prednom konci stonky 4 nainštalovaný zachytávač 5 s kočiarom 7 , ktorý sa môže pohybovať po vodidlách rámu.
Preťahovačka je inštalovaná v rukoväti 5 a je vytiahnutý cez otvor v obrobku, spočívajúci svojim koncom na nosnom povrchu konzoly 6. Translačný pohyb preťahovača je zaznamenaný, kým neopustí otvor v obrobku. Obrobok spadne do palety 8. Naťahovačka sa vráti do pôvodnej polohy a proces sa opakuje.
Vertikálny preťahovací stroj(Obr. 10.37, b) - stroj na spracovanie vonkajších povrchov. Na posteľ 1 nainštalovaný vertikálny stĺp 9 s pracovným hydraulickým valcom, čerpacou stanicou 2 a preprava 7. Stôl sa nachádza na ľavom konci postele. 10 , v pracovnom zariadení, v ktorom je obrobok inštalovaný. Preťahovačka je upevnená vo vozíku.
Hydraulický valec posúva preťahovačku zhora nadol (zdvih). Preťahovacie horizontálne kontinuálne obrábacie stroje (obr. 10.38, a) sa používajú vo veľkovýrobe. Na posteľ 1 inštalované vertikálne regály 2 a 5 , spojený traverzou 4. Na traverze je zavesený stôl s nástrojmi 6 s pevnými sekciami 9. polotovary 7 inštalované v pracovných zariadeniach umiestnených v uzavretom okruhu 3. Pevné vedenie 8 stôl zabezpečuje pohyb reťaze s polotovarmi rovnobežne s preťahovačkou.
Ryža. 10.37. Preťahovacie stroje: a– horizontálne pretrvávajúce; b– vertikálne pretrvávajúce; 1 - posteľ; 2 - čerpacia stanica; 3 - hydraulický valec; 4 - zásoba; 5 - zachytiť; 6 - držiak; 7 - preprava; 8 - paleta; 9 - vertikálny stĺpec; 10 - stôl; V- rezný pohyb
Ryža. 10.38. Špeciálne preťahovacie stroje: a- stroj na nepretržité spracovanie: 1 - posteľ; 2 , 5 - vertikálne stojany; 3 - reťaz; 4 - prechádzať; 6 - stôl na náradie; 7 - príprava; 8 - sprievodca stolom; 9 - preťahovacia časť; b– stroj na kruhové diagonálne preťahovanie vencov ozubených kolies: 1 - vreteník výrobku; 2 - vertikálny dopravník; 3 - príprava; 4 - operátor automobilu; 5 - horizontálny dopravník; 6 - sklad dielov; 7 - vreteno výrobku; 8 - kruhový preťahovač; 9 – vreteno nástroja; 10 - posteľ; 11 - ukladať polotovary
Obrábacie stroje na kruhové diagonálne (kombinované) preťahovanie vencov ozubených kolies(Obr. 10.38, b) sa používajú na rezanie čelných ozubených kolies vo veľkovýrobe. Na posteľ 10 obrábací stroj umiestnené vreteno nástroja 9 a výrobky pre babičky 1 , vo vnútri rámu je mechanizmus hlavného pohybu. Kruhové preťahovanie 8 namontované na vretene 9.
vreteník 1 inštalované na vodidlách rámu so schopnosťou pohybu v radiálnom smere vzhľadom na ťahadlo.
Vo vnútri vreteníka výrobku sa nachádza hydraulický valec a deliaci mechanizmus (maltézsky kríž). Hydraulický valec 88 pohybuje・ vreteník produktu smerom k preťahovačke na začiatku spracovania a preč od preťahovača na konci spracovania celého korunového kolesa.
Po spracovaní ďalšej dutiny medzi zubami obrobok vykoná deliacu otáčku pomocou deliaceho mechanizmu. Nedokončené polotovary sú umiestnené v ľavom zásobníku čapov 11. ľavá vertikála 2 a horizontálne 5 predvalkové dopravníky 3 odovzdané prevádzkovateľovi automobilu 4 a namontované na vretene 7. Spracovaný obrobok je inštalovaný autooperátorom na pravý vertikálny dopravník a podávaný do zásobníka kolíkov 6 .
Preťahovanie je nástroj používaný na spracovanie kovu preťahovaním (jedna z najbežnejších technologických operácií pri rezaní kovov). Táto technológia sa používa pre diely používané v mnohých priemyselných odvetviach.
Pracovná plocha preťahovačiek môže mať rôzny profil v závislosti od účelu a typu nástroja.
Načo je strečing?
Takáto technologická operácia, ako je preťahovanie, sa považuje za jednu z najviac efektívnymi spôsobmi rezanie kovov. Na jeho realizáciu je potrebný preťahovací stroj a špeciálny nástroj, ktorého použitie poskytuje povrch s drsnosťou rádovo 0,32 mikrónov a presnosťou geometrických parametrov zodpovedajúcich stupňu 6.
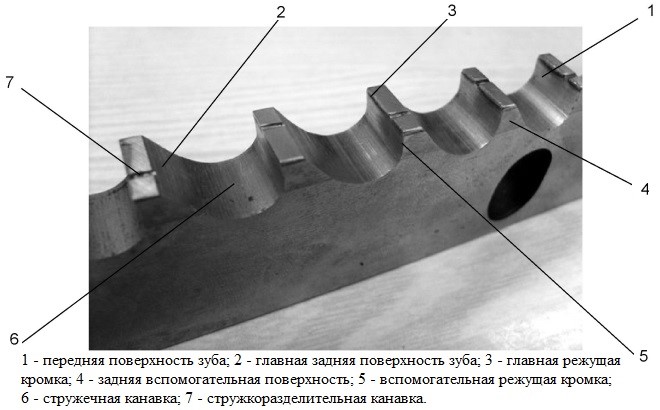
Nástroj, ktorým sa vykonáva preťahovanie kovov a rezanie, pozostáva z mnohých zubov. Každý z nich je vyšší ako druhý, ak sa meria ich výška v rovine kolmej na smer, v ktorom prebieha hlavný rezný pohyb. Vybavenie preťahovačky viacerými reznými nožmi a ich umiestnenie do určitej polohy umožňuje použiť iba jeden takýto nástroj na odoberanie celého potrebného objemu triesok ako pri hrubovaní povrchu, tak aj pri jeho kalibrácii.

Pomocou preťahovačiek, ako aj špecializovaných nástrojov je možné spracovať vonkajšie aj vnútorné povrchy výrobkov rôznych konfigurácií. Preťahovanie nepoužíva posuvný pohyb: celé spracovanie sa vykonáva vykonávaním hlavného pohybu preťahovaním, ktorý môže byť rotačný alebo translačný. Na podobnom princípe funguje nástroj na dierovanie. Napriek všetkej podobnosti týchto technologických operácií je medzi nimi zásadný rozdiel v tom, že nástroj firmvéru pracuje v kompresii a preťahovačka pracuje v napätí.
Video nižšie ukazuje spracovanie vnútorný povrch potrubia ťahaním.
Preťahovanie má v porovnaní s inými metódami rezania kovov celý zoznam výhod, medzi ktoré patria:
- možnosť zníženia nákladov na prevádzku používaných zariadení;
- vysoká odolnosť proti opotrebovaniu preťahovačky;
- vysoká rýchlosť minútového posuvu v dôsledku skutočnosti, že spracovanie sa vykonáva niekoľkými reznými zubami naraz;
- schopnosť pracovať na preťahovacích strojoch aj pre špecialistov s nízkou úrovňou odbornej prípravy;
- odstraňovanie materiálu z povrchu vysokou relatívnou rýchlosťou (to znamená vysoký výkon spracovania);
- schopnosť eliminovať akýkoľvek typ manželstva ošetreného povrchu;
- vysoko presné spracovanie kovových výrobkov.
Schémy rôznych typov vŕtaných otvorov a povrchov
Nástroj, ktorým sú preťahovacie stroje vybavené, je vyrobený prevažne zo stredne legovaných materiálov, ktoré sú dosť drahé. Z tohto dôvodu sa jeho použitie odporúča pre priemyselné odvetvia, ktoré vyrábajú svoje produkty vo veľkých a hromadných sériách.
Preťahovačky a preťahovačky je možné využiť aj v malosériovej a kusovej výrobe kovových výrobkov, ak sú ich geometrické parametre štandardizované. Bez takejto technologickej operácie sa nezaobídete v prípadoch, keď je to jediný možný alebo najziskovejší spôsob spracovania.
Odrody a dizajn brošní
Brošne sú klasifikované podľa množstva parametrov. Existujú nasledujúce typy brožúr:
- s reznou časťou vyrobenou z rýchloreznej, nástrojovej ocele alebo tvrdej zliatiny;
- pevné alebo prefabrikované - v závislosti od dizajnu;
- jedno alebo viacprechodové - v závislosti od toho, koľko preťahovačiek obsahuje jedna pracovná sada;
- práca podľa stupňovitej, profilovej alebo progresívnej metódy - v závislosti od toho, ako sa prídavok odstráni z povrchu dielu;
- s priamym a šikmým alebo špirálovitým a prstencovým usporiadaním rezných nožov na pracovnej časti.
Rôzne typy brošní sa rozlišujú aj podľa ich hlavného účelu a túto klasifikáciu možno nazvať jednou z najdôležitejších. Takže v závislosti od tohto parametra sa rozlišujú brože pre vonkajšie a vnútorné povrchy. Pomocou nástroja určeného na prácu v exteriéri je možné opracovávať povrchy rôznych konfigurácií (ozubené kolesá, profily typu rybie kosti, drážky vrátane tvaru T, valcové hriadele, drážky rôznych tvarov vrátane rybiny, drážkované hriadele, atď.).
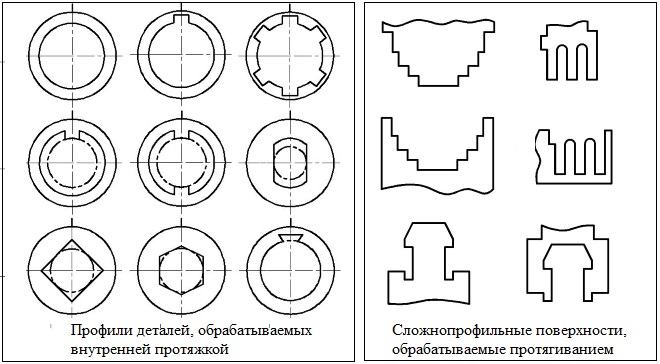
Broach dokáže opracovať povrchy rôznych profilov
Preťahovanie otvorov je bežnejšou výrobnou operáciou ako vonkajšie povrchové preťahovanie. Pomocou preťahovačky a preťahovačky môžete spracovať nasledujúce typy vnútorných povrchov:
- drážky pre kľúče;
- drážky typu skrutky;
- okrúhle otvory (brúsky na okrúhle otvory);
- otvory s rôznym počtom plôch (fazetované brošne);
- štrbinové otvory (štrbinové brošne).

Štrbinová preťahovačka na vytváranie otvorov
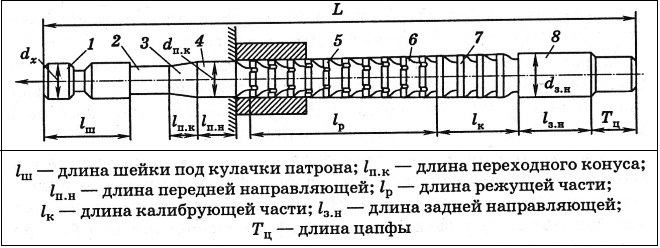
Napriek tomu, že na úpravu vnútorných povrchov sa používajú odlišné typy brošne, dizajn týchto nástrojov je takmer identický a zahŕňa niekoľko komponentov.predná časť
Toto je vodiaci prvok. Pred spracovaním je diel presne upevnený na prednej strane nástroja, ktorý potom hladko prenáša povrch obrobku na rezné hrany preťahovačky. Menovitý prierez prednej časti nástroja a veľkosť obrábaného otvoru sa musia zhodovať a výber stupňa lícovania sa vykonáva s prihliadnutím na požadovanú medzeru medzi preťahovačom a stenami otvoru.
ShankPomocou tohto prvku je preťahovač upevnený v kazete použitého zariadenia. Pri preťahovačkách okrúhleho aj plochého typu sú rozmery driekov presne špecifikované príslušnými ustanoveniami normatívne dokumenty(GOST 4043-70 a 4044-70).

rezná časť
Tento preťahovací prvok pozostáva z mnohých zubov a je zodpovedný za odstránenie požadovaného prídavku z obrobeného povrchu. Geometrické parametre rezných zubov preťahovačky, počnúc jej prednou časťou a končiac zadnou časťou, sa postupne menia. Takže predný zub má tvar a rozmery otvoru, ktorý sa má spracovať, a zadný rezný prvok má geometrické parametre, ktoré zodpovedajú charakteristikám hotového otvoru. Vzhľadom na to, že výška zubov preťahovačky smerom k jej zadnej časti postupne narastá, nedochádza pri obrábaní k žiadnemu posuvnému pohybu, zatiaľ čo prídavok je efektívne odoberaný z obrábanej plochy.
Dlhé a ťažké proťahovače sú vybavené týmto prvkom, ktorý im poskytuje oporu a stabilný odpočinok.
Zadné vedenieTáto časť preťahovačky je potrebná, aby sa obrobok nedeformoval, keď posledný rezný zub opustí svoj otvor.
Kalibračná časťTento prvok sa vyznačuje menším počtom zubov ako rezná časť preťahovačky. Tvar a rozmery zubov umiestnených na kalibračnej časti sú úplne identické so zubami hotového otvoru.
Druhy štrbinových preťahovačiek a ich rozsah
Drážkovaný preťahovač, ako je uvedené vyššie, sa používa na spracovanie vnútorných povrchov, na ktorých sú drážkované prvky. Takéto nástroje, v závislosti od počtu a typu fréz, ktorými sú vybavené, môžu byť:
- evolventný;
- s ostrými štrbinami;
- 6 drážkované;
- 8 drážkovaný;
- 10 drážkované.

Drážkovaný preťahovač, v závislosti od jeho typu, môže byť vyrobený podľa jedného z nasledujúcich regulačných dokumentov:
- s profilom evolventného typu: 50038-92 - dvojpriechodový kombinovaný; 50035-92, 28050-89 - konvenčný kombinovaný typ; 25158-82, 25159-82 - na spracovanie otvoru s prierezom 15–90 mm; 25157-82 - na spracovanie otvorov s prierezom 12–14 mm; 25160-82 - na spracovanie otvorov s prierezom 45 - 90 mm;
- s rovným profilom: 25971-83, 25972-83 - na spracovanie osemdrážkových otvorov; 25969-83, 25970-83 - na spracovanie šesťdrážkových otvorov; 24822-81, 24823-81 - pre desaťdrážkové otvory;
- so stopkou skrutky: R 50035-92, 50036-92, 50037-92, 28048-89, 28049-89 atď.
V niektorých prípadoch, keď nie je možné vybrať štandardný nástroj, môže byť výroba preťahovačiek vykonaná podľa špeciálne vyvinutej konštrukčnej dokumentácie.
Pomocou štrbinových preťahovačov môžete efektívne vykonávať nasledujúce technologické operácie:
- rezanie drážok a drážok;
- spracovanie hlavne puškových zbraní;
- kalibrácia vnútorných otvorov rôznych typov;
- výroba prvkov turbín pre letecké motory;
- preťahovanie vonkajších plôch so zložitou konfiguráciou.
Ťahacie zariadenie
Preťahovacie stroje sú rozdelené do rôznych typov podľa množstva parametrov. Ide najmä o tieto možnosti:
- účel - vykonať spracovanie vonkajších alebo vnútorných povrchov;
- stupeň univerzálnosti - stroje na všeobecné a vysoko špecializované účely;
- smer, ktorým sa ťahaný prvok pohybuje (pracovný pohyb) - horizontálne preťahovačky alebo vertikálne preťahovačky;
- druh vykonávaného pracovného pohybu - kruhovým pohybom, preťahovacím alebo obrobkovým pohybom;
- počet vozíkov inštalovaných na stroji - jeden alebo viac vozíkov;
- počet pozícií obsadených pracovným mechanizmom stroja - jedno- a viacpolohový (s otočným stolom);
- úroveň automatizácie - s CNC a bez neho.
Najbežnejšie typy takýchto zariadení sú:
- horizontálne pretrvávajúci univerzálny stroj používa sa na spracovanie vnútorných povrchov;
- stroje vertikálneho typu, ktoré možno použiť na vonkajšie aj vnútorné povrchy;
Zariadenie preťahovacieho stroja sa zásadne líši od zariadenia, ktoré vykonáva funkcie drvenia, frézovania, zahlbovania a hobľovania. V tomto prípade sa spôsob mechanického pôsobenia môže zhodovať s uvedenými operáciami spracovania, avšak princíp pôsobenia sily je v tomto prípade odlišný. V niektorých aspektoch poskytuje preťahovací stroj vyššiu produktivitu, ale konštrukčné vlastnosti neumožňujú jeho použitie v podnikoch v masovom meradle.
Všeobecné informácie o preťahovacích strojoch
Technológia preťahovania svojím princípom mechanického pôsobenia zodpovedá tradičným a najbežnejším typom kovoobrábacích zariadení. Rozdiel spočíva v podmienkach vykonania tejto operácie. Napríklad horizontálne preťahovacie stroje umožňujú spracovať vnútorné povrchy rôznych obrobkov s vysokou presnosťou. Toto zariadenie sa používa na vytváranie špeciálnych skosení na zložitých miestach.
Nie je nezvyčajné, že ťahová operácia na hromadnej výrobnej linke je konečnou fázou výroby, ktorá nasleduje po známejších typoch frézovania alebo zahlbovania. Ďalšou vlastnosťou, ktorá odlišuje preťahovačku, je použitie špecifických rezných prvkov. Ide o takzvané preťahovače, ktoré priamo mechanicky pôsobia na materiál.

technické údaje
Jednou z nevýhod takýchto strojov je veľkosť. Spravidla ide o predĺženú plošinu, v ktorej je umiestnený obrobok. Rozmerové charakteristiky sú v priemere asi 2 m na dĺžku, 0,5 m na šírku a 1,5 m na výšku. Konfigurácie sa však môžu líšiť - podľa toho sa líšia aj veľkosti. Hmotnosť je asi 500 kg, takže pred inštaláciou nebude zbytočné poskytnúť spoľahlivý základ. Z hľadiska výkonu je dôležitá aj rýchlosť ťahania, teda spracovania. Napríklad preťahovačka od firmy "Flexible connections" v modifikácii SGP.12.35 poskytuje pracovné tempo 220 mm/min. Inými slovami, zariadenie dokáže za minútu odrezať vnútorný povrch s dĺžkou väčšou ako 20 cm. Tu je tiež potrebné zvážiť maximálnu zónu spracovania, pretože vo väčšine prípadov je vykonávanie rovnakých rezných línií v dvoch prístupoch. technologicky neprijateľné. Priemerná dĺžka jednej služby sa pohybuje od 4 do 5 m.
Odrody

Existujú horizontálne, vertikálne a kontinuálne úpravy preťahovania. Prvá, už uvedená možnosť sa vyznačuje konštrukčnou jednoduchosťou, preto je vhodná na vykonávanie typických operácií na vytváranie priamych lineárnych rezov s rôznymi prídavkami pozdĺž profilu. Náročnejšie vo svojom zariadení je vertikálny preťahovací stroj. Ide v podstate o rovnakú horizontálnu základňu, ale inštalovanú iba vo vertikálnej polohe, čo poskytuje niekoľko výhod. Po prvé je eliminované riziko previsnutia dlhých preťahovačiek a po druhé je možné zvýšiť produktivitu rozšírením výrobnej linky. Pokiaľ ide o stroje s kontinuálnym ťahom, používajú sa hlavne na spracovanie cez vonkajšie povrchy. Vyznačujú sa vyššou produktivitou a schopnosťou obsluhovať obrobky vo veľkosériovej výrobe.
Kde sa stroj používa?
Samotné špecifiká spracovania brošňami určujú neštandardné požiadavky na získaný výsledok. Podľa toho aj oblasti použitia hotové výrobky nie najbežnejšie. Používajú sa napríklad pri výrobe a zdokonaľovaní strelných zbraní. Na takéto operácie sa používajú, pomocou ktorých vyrábajú hlavne guľomety a pištole. Tento stroj sa tiež používa pri výrobe zložitých vonkajších profilov obloženia, pri rezaní klinových drážok a drážok, ako aj pri kalibrácii mnohostenných a valcových otvorov. spoločný znak zo všetkých druhov preťahovania sú práve široké možnosti práce s kučeravými rezmi a v náročných podmienkach. Okrem toho je možné stroj použiť na nekovové aj pevné materiály. Faktom je, že schopnosť spracovávať atypické obrobky so zvýšenými vlastnosťami tuhosti a tvrdosti je určená prvkami mechanického pôsobenia, to znamená preťahovačkami. A oni sami môžu mať rôzne vlastnosti.
Výrobcovia a modely

Široký zostava ponúka spoločnosť "Giant". Jeho sortiment zahŕňa modifikácie preťahovačiek 7A523, 7A612, 7555 atď. Modely sa líšia rýchlosťou spracovania, ťahom, výkonom, rozmermi a ďalšími charakteristikami. Medzi zahraničnými výrobcami si dôveru získala spoločnosť HOFFMANN Raumtechnik, ktorá sa zaoberá nielen vývojom klasických modelov s vertikálnym a horizontálnym usporiadaním spracovateľskej linky. V jej rodine nájdete špecializované preťahovacie stroje. Modely série RAWX-M sú napríklad špeciálne navrhnuté na zapichovanie a dokončovanie ozubenia. Modifikácia RASA-M sa vyznačuje prítomnosťou štyroch dráh, určených na spracovanie guľových drážok rôznych spojok. Pre špecializované potreby sa môžete pozrieť a vhodný model v rodine jaroslavského výrobcu Forst Technologie, ktorý je známy starostlivým prístupom k výrobe preťahovacích rezných prvkov špeciálnej konštrukcie.
Náklady na stroj

Priemerný cenový koridor pre preťahovacie stroje je 2 až 3 milióny rubľov. V tomto segmente nájdete ako jednoduché horizontálne modely, tak aj komplikované modifikácie vertikálneho typu. Mimochodom, je to vertikálny preťahovací stroj, ktorý stojí viac. Napríklad cena modelu 7A612 zo spomínaného závodu Giant je približne 2 milióny. Toto je však najnižšia cenová kategória, keďže väčšina zariadení sa stále predáva za 2,5 až 3 milióny. Ide o high-tech priemyselné vybavenie , ktorá sa líši nielen vysoká kvalita spracovanie, ale aj ergonomické ovládacie systémy. Stačí povedať, že najnovšie modely od veľkých výrobcov čoraz častejšie dostávajú elektronické ovládacie panely.
Prevádzkové vlastnosti
Prevádzkový personál je povinný umiestniť obrobok do pracovného výklenku zariadenia. Ďalej po spustení začne proces priameho spracovania. Kľúčovým znakom fungovania takýchto strojov je skutočnosť, že pracovné prvky v podobe preťahovačiek neodstraňujú triesky ihneď po orezaní, ale vytláčajú ich až po konečnom výstupe z tela obrobku. Preto sa rozsah úloh operátora rozširuje aj z dôvodu potreby sledovať, ako správne prebieha obrábanie. Na vertikálnych preťahovacích strojoch nie sú riziká odchýlok a nesprávnych línií rezu také vysoké, pretože je vylúčené ohýbanie dlhého obrobku vlastnou hmotnosťou.

Záver
V niektorých oblastiach kovoobrábania si môžete všimnúť podobné požiadavky na vykonávanie pracovných operácií pri preťahovaní a konvenčných prácach, pričom je zrejmé, že tieto sú menej náročné na údržbu a sú vo všeobecnosti lacnejšie z hľadiska údržby. Napriek tomu sa preťahovačka môže ospravedlniť ako univerzálne zariadenie. Ak sa takéto stroje dokážu vyrovnať s typickými bežnými úlohami a spracovaním podľa špecializovaných technických úloh, potom napríklad štandardné frézovacie jednotky realizujú len svoj obmedzený rozsah činností. Preťahovacie zariadenia však majú svoje obmedzenia, ale samotný segment ponúka veľmi široké možnosti spracovania - hlavné je správne porovnať možnosti konkrétnej úpravy s požiadavkami technických výrobných úloh.
Preťahovacie stroje sú určené na presné opracovanie vnútorných a vonkajších povrchov rôznych profilov.
Toto zariadenie je rozdelené podľa nasledujúcich kritérií:
- podľa dohody: na vnútorné a vonkajšie ťahanie;
- podľa stupňa univerzálnosti: všeobecný účel a špeciálny;
- podľa smeru a charakteru pracovného pohybu: horizontálne, vertikálne, plynulé pôsobenie s priamočiarym pohybom dopravníka, s kruhovým pohybom preťahovačky alebo obrobku, s kombináciou rôznych súčasných pohybov obrobku a preťahovačky;
- počtom vozňov alebo pozícií - s jedným alebo dvoma vozňami; jednopolohové (normálne) a viacpolohové (s otočnými stolmi).
Poskytujú 8 až 15-krát vyššiu produktivitu ako frézovanie (Metal Milling Machine) a vyvrtávanie (Boring Machine).
Preťahovanie je jednou z najmodernejších metód rezania kovov. Sweep úspešne nahrádza takéto pohľady obrábanie ako:
- frézovanie;
- hobľovanie;
- sekanie;
- vystružovanie;
- nasadenie;
- nudný;
- brúsenie;
- sústruženie.
Hlavnou nevýhodou preťahovania je vysoká cena a náročnosť výroby nástroja - preťahovačky, ktoré majú zároveň nízku životnosť.
Kúpte si preťahovačku v Moskve
Kúpte si preťahovačku za prijateľnú cenu a dajte ju do výroby, čím získate výrazný ekonomický efekt. Stroje majú poloautomatický alebo automatický cyklus a sú prispôsobené na integráciu do automatických liniek.Vzhľadom na zvláštnosti preťahovacieho nástroja je väčšina preťahovacích strojov špeciálna a špecializovaná, pretože sú prispôsobené na spracovanie jednej alebo skupiny dielov rovnakého typu, podľa výkresov, z ktorých sa berú do úvahy vlastnosti vašej výroby, na nákup sa vyberie optimálny model stroja. Väčšina preťahovačiek má normálnu presnosť, čo umožňuje získať otvory a rozmery preťahovacích plôch podľa kvality 7 ... 9.
Kúpim preťahovačku(preťahovačky) nemeckej, čínskej spoločnosti alebo domácej výroby v Rusku, prosím kontaktujte


