Sıkıcı makine: amaç, şema, özellikler. Delme makinelerinin modelleri.
AT çeşitli alanlarüretim faaliyetleri genellikle koordinat gibi ekipmanları kullanır. sıkıcı makine. Bu ekipman en çok metalurji, makine yapımı endüstrilerinde kullanılır. Bu makine grubunun temel amacı, metal yüzey işleme, iş parçaları ile delme, delik delme, havşa açma ve diğer birçok işlemi gerçekleştirmektir.
Cihaz jig delme makinesi
Aslında, bir jig delme makinesi, geleneksel makinelerin yaptığı tüm işlevleri kesinlikle yerine getirir, ancak avantajı, bu tür ekipmanın tüm işlemleri yüksek derecede doğrulukla gerçekleştirmesidir. Parçaların makine tarafından işlenmesinin bu doğruluğu, bu ekipmanın optik, mekanik ve otomatik nitelikteki her türlü elemanla donatılmasıyla sağlanır.
Bir jig delme makinesiyle ilgili ayrıntılar hem seri hem de tek işlenebilir, bu ekipmanın çalıştığı işletmenin türüne bağlıdır.
Bu ekipmanın ana çalışma elemanı, diğer torna tezgahlarında olduğu gibi, makine içerisine hem yatay hem de dikey konumda yerleştirilebilen iş milidir. Milin kendisinde, işin yapılacağı her türlü alet ek olarak eklenmiştir. Örneğin, bu tür çalışma elemanları bir kesme delme çubuğu, havşalar, matkaplar ve freze ekipmanı olabilir.
Bugüne kadar, en yaygın olanı, sayısal kontrol yoluyla iş yapan jig delme makineleridir, bu ekipman, tüm işleri yüksek doğrulukla gerçekleştirmenizi sağlar ve makineyi çalıştıran personel maliyetini en aza indirir.
Jig delme makinesi türleri
Koordinatlı delme makineleri, tek sütunlu ve çift sütunlu makineler olarak sınıflandırılır. Bu makinelerin çalışma prensibi benzer ve aşağıdaki gibidir. İş parçası, sonraki işlenmesi için, parçanın işlenmesinde en yüksek doğruluğu elde etmek için koordinat düzleminde gerçekleştirilen bir masaya sabitlenir. Belirli iş türleri için gerekli olan aletin kendisi, iş mili elemanına sabitlenmiştir. İş mili, işleme sırasında iş parçasıyla hassas temas için tablonun koordinatları kullanılarak ayarlanır. Bunu yapmak için masa, tam olarak işin gerektirdiği şekilde kurulana kadar hareket ettirilir.
Jig delme makineleri kullanmanın başlıca avantajları, iş parçalarını işlerken hataları en aza indirmeye izin veren özel düzeltici cihazlarla donatılmış olmalarıdır. Koordinatlar, iş parçasının ayarlanması için gerekli değerleri ölçen bir optik cihaz vasıtasıyla otomatik olarak okunur.
Jig delme makinesinin özellikleri
Bu ekipman, bu tür ekipmanlarda çalışmayı güvenli hale getiren mükemmel titreşim direnci özelliklerine sahiptir. Ek olarak, bu özellik, ekipmanın çalışacağı doğruluğu doğrudan etkiler.
Bu ekipmanın ana çalışma birimi, raflar, travers, delme kafasının kendisi, mil cihazı ve çalışma masası gibi unsurları içerir. Tüm ekipman, çalışma sırasında hareketsizliğini sağlayan büyük bir kütleye sahip sabit bir platform olan sağlam bir çelik çerçeve üzerine monte edilmiştir.
Jig delme makinesi üst düzey bir ekipmandır, ayrıca operasyonda çok yönlüdür. Makine aynı zamanda yüzey frezeleme gibi işleri de yapabilmektedir, ayrıca makine uçları kesmek ve iş parçasının markalanması için de kullanılabilir. Böylece, bu ekipmana sahip olarak, bu makine çok çeşitli işlevleri yerine getirdiğinden, yardımcı çalışma aletlerinin satın alınması için ek masraflardan kaçınabilirsiniz.
giriiş
1. Jig delme makinelerinin cihazı ve çalışma prensibi
2. Kriterlerin hesaplanması
2.1 Teknik nesnelerin geliştirilmesi için kriterler
2.2 Kriterlerin hesaplanması
2.3 Kriter değişikliğinin belirlenmesi
3. Jig delme makinelerinin geliştirilmesi için beklentiler
Çözüm
bibliyografya
giriiş
Delme makineleri, parçaların tek ve toplu üretimde işlenmesi için tasarlanmıştır. Kaba ve ince delik delme, dış silindirik yüzeylerin ve delik uçlarının tornalanması, delik delme, havşa açma ve delik raybalama, freze düzlemleri, diş açma ve diğer işlemler için kullanılabilen üniversal makinelerdir. Delme makinelerinde gerçekleştirilen çok çeşitli farklı işleme türleri, bazı durumlarda, özellikle ağır mühendislik için önemli olan bir parçanın diğer makinelere yeniden düzenlenmeden tam olarak işlenmesini mümkün kılar.
Delme makinelerinin karakteristik bir özelliği, eksenel besleme hareketi yapan yatay (veya dikey) bir milin varlığıdır. İş miline bir kesici takım monte edilmiştir - kesiciler, matkap, havşa, freze, kılavuz vb. içeren bir delme çubuğu. Program kontrollü delik işleme makineleri yaygın olarak kullanılır, geçiş sürelerini azaltır, işçilik verimliliğini ve işleme kalitesini artırır .
Yapılan işlemlerin niteliğine, amacına ve tasarım özelliklerine bağlı olarak, delme makineleri evrensel ve özel olarak ayrılmıştır. Buna karşılık, üniversal makineler yatay delme, jig delme ve elmas delme (finiş delme) olarak ayrılır. Tüm takım tezgahları için, makinenin tüm ana boyutlarını belirleyen en önemli parametre delik işleme milinin çapıdır.
Koordinatlı delme makinelerinin cihazı ve çalışma prensibi
makine aletleri
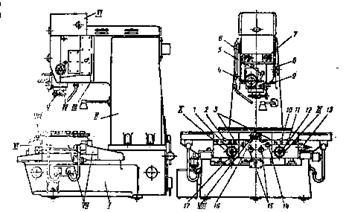
Koordinatlı delik işleme makineleri, hassas koordinatlara sahip deliklerin işlenmesi için tasarlanmıştır. Bu tip makinelerin iki versiyonu vardır: tek sütunlu (Şekil 1, a) ve iki sütunlu (Şekil 1, b). Tek koordinatlı delme makinesinin ana parçaları çerçeve 1, raf 2, delme kafası 3, kızaklı masa 4'tür. 2E470A çift koordinatlı delme makinesi aşağıdaki ana parçalara sahiptir: çerçeve 1, raflar 2, sıkıcı kafalar 3, travers 4, çalışma masası 5 .
İş parçası tabla düzlemine sabitlenir, kesici takım delme kafalarının miline sabitlenir. İş parçasının yüksekliğine bağlı olarak travers ve delik işleme kafası belirli bir yüksekliğe ayarlanır ve sabitlenir. İş milinin belirtilen koordinatlara ayarlanması, tabloyu karşılıklı olarak iki dik yönde hareket ettirerek (tek sütunlu bir makinede çalışırken) veya tablayı yatağın kılavuzları ve delme kafası boyunca enine yönde uzunlamasına yönde hareket ettirerek gerçekleştirilir. travers boyunca yön (iki sütunlu portal tipi bir makinede çalışma durumunda). Jig delme makinelerinin tasarım, kurulum ve bakımının özellikleri şunlardır:
kurşun vida adımı hatasını telafi eden düzeltici cihazların varlığı (eski makine modellerinde);
koordinatları okumak için optik cihazların kullanımı; kızak, masa, ürün ve kesme kuvvetinin kütlesini algılayan makaralı kılavuzların kullanılması;
parça işleme ve ünitelerin montajında yüksek hassasiyet ve işlenmiş yüzeyin yüksek kalitesi; iyi titreşim direnci ve büyük temel; (201.5) C içinde sabit oda sıcaklığı;
makinelere hizmet veren işçilerin yüksek kalifikasyonu; deliklerin işlenmesi için minimum ve düzenlenmiş ödenekler.
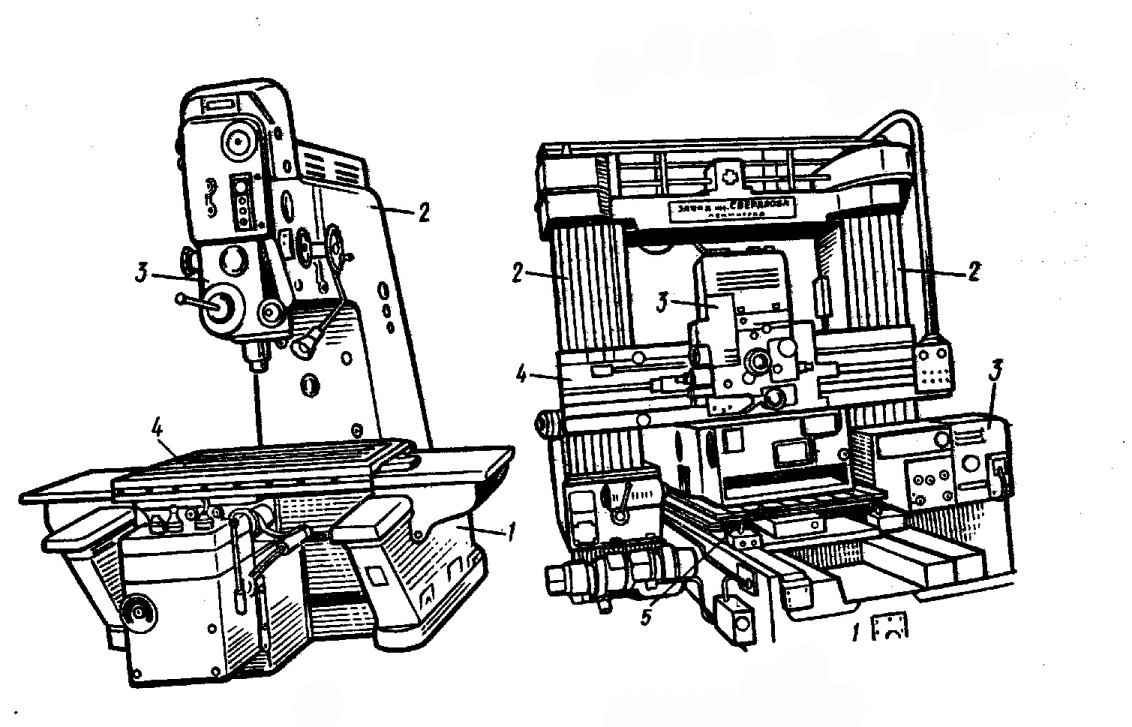
Şekil 1. Koordinatlı delme makineleri:
a - tek sütun: 1 - yatak, 2 - stand, 3 - sıkıcı kafa, 4 - kızaklı masa;
b - iki sütun: 1 - yatak, 2 - raflar, 3 - sıkıcı kafalar, 4 - travers, 5 - masaüstü
Tek sütunlu dikey delik delme makineleri, boyutları dikdörtgen bir koordinat sisteminde verilen hassas eksenlere sahip deliklerin işlenmesi için tasarlanmıştır.
Ek olarak, makine de mümkündür:
iplik kesme;
yüzey veya parmak frezeler ile yüzeylerin ince frezelenmesi;
kırpma biter;
parçalar üzerinde doğrusal boyutların işaretlenmesi ve kontrolü.
Makinelerle birlikte verilen döner tablalar, kutupsal koordinat sisteminde belirtilen deliklerin yanı sıra karşılıklı dik ve eğimli delikler ve düzlemlerin işlenmesine izin verir.
Normal çalışma koşulları altında, makineler, 0,06 mm'ye kadar dikdörtgen bir koordinat sisteminde işlerken merkezden merkeze mesafelerin doğruluğunu sağlar.
Makineler, delik delme ve delme, diş açma, frezeleme ve markalama için çeşitli alet ve aksesuarlarla donatılmıştır:
pens seti ile pens,
sondaj,
iplik kesme,
sıkıcı.
Mors konikli aletler için redüktör burçları
frezeler için miller
sıkıcı çubuklar seti
evrensel takım direği ve hassas besleme aracı direği
mikroskop-merkez bulucu, mandrel-merkez bulucu
yay çekirdeği
kurulum merkezi
çok çeşitli delik işleme kesiciler, matkaplar, raybalar, kesiciler, kılavuzlar.
Koordinatlı delme makinesi mod.2E450
Makine modu. 2E450A - 630x1120 mm masa boyutlarına sahip tek sütun, ekran üzerinde okuma özelliğine sahip bir optik ölçüm sistemi, koordinatları önceden ayarlamak için bir cihaz, tablanın otomatik olarak durdurulması ve bir fotoelektrik sıfır göstergesi kullanılarak önceden belirlenmiş konumlarda kızak. Uzunluk standartları düz cam hat ölçüleridir. Milin dönme periyodu, ayarlanabilir bir DC motordan üç kademeli bir dişli kutusu aracılığıyla gerçekleştirilir. Her aşamada iş mili hızı 50-2500 rpm aralığında kademesiz olarak ayarlanır. Mil beslemesi de bir sürtünme varyatörü aracılığıyla sonsuz değişkendir. Belirli bir derinlikte iş mili beslemesinin otomatik olarak kapatılması için bir mekanizma vardır. Mekanik masa kıskaçları ve mesnetin manuel kenetlenmesi sağlanır. Koordinat ayar doğruluğu 0,004 mm'dir, delik çapı doğruluğunun 0,005 mm'den fazla olmamasına izin verilir.
Koordinatlı delme makinesi mod.2D450
Tek koordinatlı sıkıcı makine modu. Tablonun çalışma yüzeyi 630x1120 mm olan 2D450. koordinat boyutunun tamsayı ve kesirli kısımlarını saymaya izin veren optik cihazlarla donatılmıştır. Makine, parçaların özel ekipman olmadan hassas işlenmesi için hem alet hem de üretim atölyelerinde kullanılabilir. Normal çalışma koşulları altında, makine, 0,004 mm'lik dikdörtgen bir koordinat sisteminde merkezden merkeze mesafeleri ayarlama doğruluğu sağlar. ve kutup sisteminde - 5 ark saniye. Koordinat delme için normal koşullar altında işlenen deliklerin eksenleri arasındaki mesafelerin doğruluğu, 0,006 mm.
Ürün üzerindeki deliğin ekseninin mil eksenine göre istenen koordinata ayarlanması, hareketi özel bir optik cihaz tarafından kontrol edilen masa veya kızağın hareketi ile gerçekleştirilir. İkincisi, bir durumda masaya (hareketli cetvel), diğerinde - çerçeveye (sabit cetvel) sabitlenmiş kesin cetvellere dayanmaktadır. Tablonun cetveli, 1 mm'ye kadar 1000 yüksek hassasiyetli bölmeye sahiptir., yatağın cetveli - 630 bölme. Vuruşlar, 75x büyütme ile mat bir ekrana yansıtılır. Ekran düzleminde bir cetvel aralığının yüzde birini değerlendirmek için 100 bölmeli bir ölçek vardır. Yüksek hassasiyette bir okuma elde etmek için ekranda 0,001 mm'ye kadar okumaya izin veren ek bir ölçek vardır.
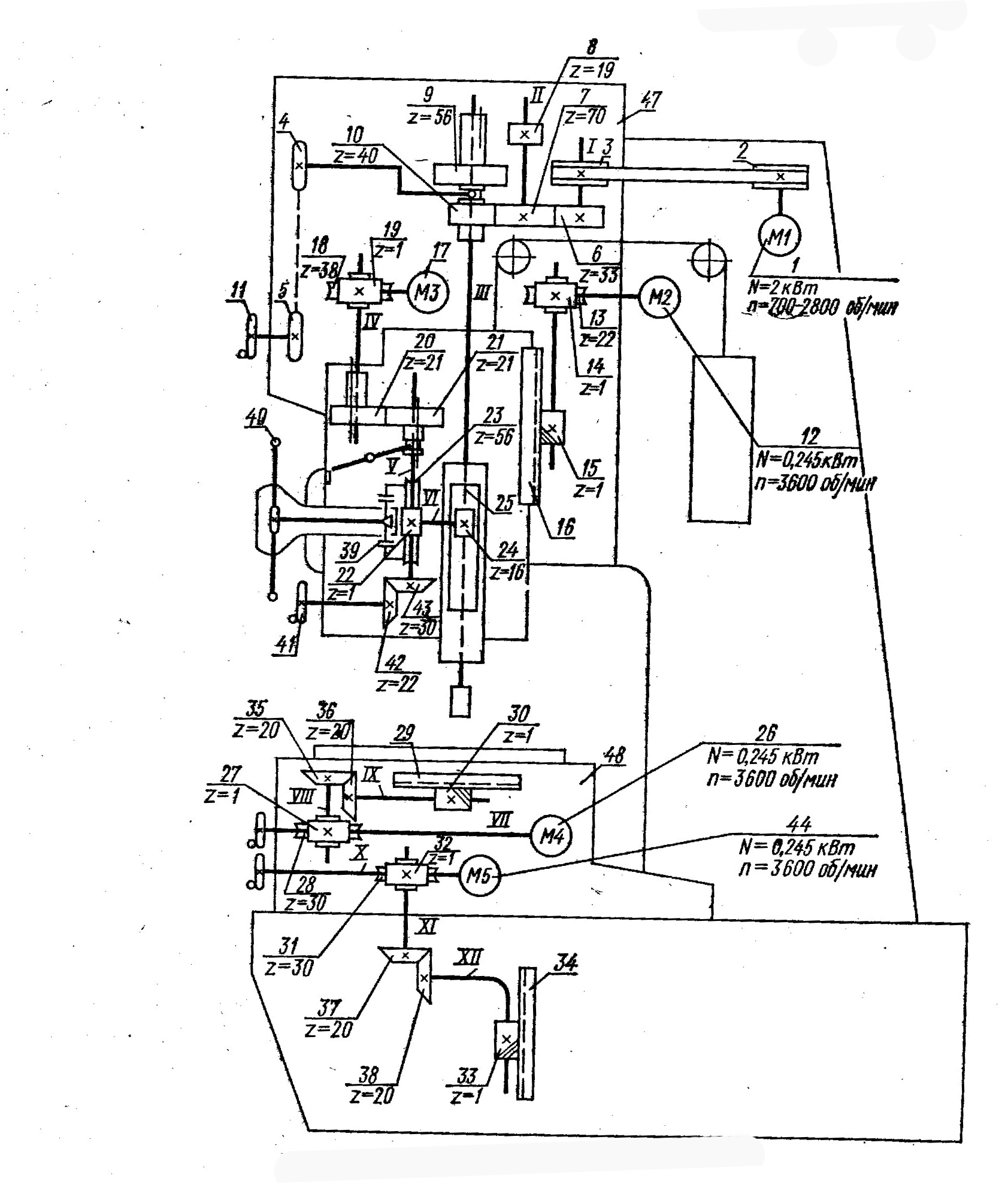
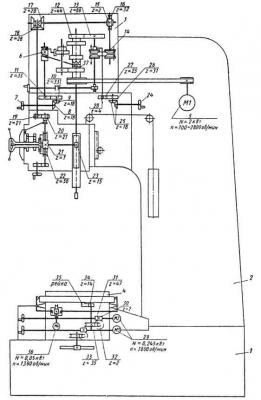
Pirinç. 2. Makine modunun kinematik şeması. 2D450
Şekil 2, makine modunun kinematik diyagramını göstermektedir. 2D450. Ana hareketin zinciri, ayarlanabilir bir DC motor 1'den bir kayış tahriki 2-3, şaft I, dişliler 6-7, şaft II, tekerlekler veya 7- ile gerçekleştirilen kesme aleti ile iş milinin dönüşünü belirler. 10 ila mil III. Mil hızı, elektrik motoru 1'i 700-2800 rpm aralığında ayarlayarak kademesiz olarak değişir. İki kademeli bir dişli kutusunun anahtarlama hızı kademeleri, el çarkı 11 aracılığıyla zincir şanzıman 4-5 aracılığıyla gerçekleştirilir. Hız, şaft I üzerine monte edilmiş bir takojeneratör tarafından kontrol edilir.
Manşonun dikey beslemesi, mil, geniş bir düzenleme aralığına sahip ayrı bir 17 DC elektrik motorundan gerçekleştirilir. Sonsuz dişli 18-19, yivli şaft IV, dişliler 20-21, şaft V ve sonsuz çift 22-23, mil kovanının 25 numaralı raylı sürtünmeli kavrama ile dönüş. Kollar 40, debriyaj kapalıyken, mil manşonunu manuel olarak yükseltebilir veya alçaltabilirsiniz. Manşonun daha hassas hareketleri için, 42-43 nolu konik tekerleklerle V şaftına bağlı bir 41 nolu el çarkı bulunmaktadır. Belirtilen delme derinliğine ulaşıldığında mil kovanı beslemesinin otomatik olarak kapatılması, 17. mikro şalter kapatılarak gerçekleştirilir.
Mil kafasının ayarlama hareketi, bir sonsuz dişli 13-14 ve bir kremayer ve pinyon 15-16 aracılığıyla bir asenkron elektrik motorundan 12 yapılır. İş parçası, tablayı boylamasına yönde hareket ettirerek ve iki bağımsız DC motordan 44 ve 26 enine yönde kaydırarak, benzer sonsuz dişliler 27-28 ve 31-32, konik dişliler 35-36 ve 37-38, kremayer dişliler 29-30 ve 33-34.
Masa, kızak ve mil kafasını gerekli pozisyonlarda sabitlemek için birleşik kelepçeler kullanılır.
Tablo 1.
Jig delme makinelerinin model yelpazesi
| modeli | özellikleri |
| 2A450 | X ve Y eksenleri boyunca optik koordinat referans sistemine sahip makine |
| 2A450AF10, 2D450AF10 | X ve Y eksenleri boyunca dijital görüntüleme cihazı dahil elektronik okuma ve ölçüm sistemine sahip takım tezgahları Elektronik volan modu. |
| 2L450AF11-01 | X, Y ve Z eksenleri boyunca dijital gösterge cihazı ve X ve Y eksenleri boyunca bir ön koordinat seti olan bir makine, bir izleme konumlandırma modu ve 0,001 ve 0,01 mm tabla hareket çözünürlüğüne sahip elektronik volan modu vardır. |
| 2E450AFZ0 | X ve Y eksenleri boyunca etkileşimli bir modda bir işleme programı ayarlama ve Z ekseni boyunca koordinatların dijital gösterimi özelliğine sahip bir CNC cihazına sahip bir takım tezgahı. |
| 2L450AF4 | X, Y ve Z eksenleri boyunca konturlu CNC'li makine Grafik monitör, eksenler boyunca hareket etmeden programlarda hata ayıklamanıza olanak tanır. Parça programları, standart metin dosyaları veya otomatik sistemler ile çevrimiçi olarak hazırlanabilir. |
2. Kriterlerin hesaplanması
2.1 Teknik nesnelerin geliştirilmesi için kriterler
Herhangi bir teknik nesneyi karakterize eden parametreler ve göstergeler arasında, her zaman monoton bir şekilde uzun süre değişme eğiliminde olan veya sınırlarına ulaşıldığında belirli bir seviyede kalma eğiliminde olanlar vardır. Bu göstergeler herkes tarafından mükemmellik ve ilerlemenin bir ölçüsü olarak kabul edilir ve bir bütün olarak bireysel teknik nesne ve teknoloji sınıflarının gelişimi üzerinde güçlü bir etkiye sahiptir.
Bu tür parametrelere ve göstergelere teknik nesnelerin geliştirilmesi için kriterler denir. Bunların önemi, herhangi bir teknik nesne alanındaki teknik ilerlemenin, genellikle bazı kriterleri kötüleştirmeden (en azından önemli ölçüde kötüleştirmeden) diğerlerini iyileştirmekten ibaret olduğu gerçeğinden değerlendirilebilir. Bir geliştirme kriterleri sistemi oluştururken, bir dizi koşulun yerine getirilmesi gerekir:
ölçülebilirlik: teknik bir nesnenin yalnızca böyle bir parametresi, ölçüm ölçeklerinden birine göre nicel bir değerlendirme olasılığına izin veren bir geliştirme kriteri olarak alınabilir;
karşılaştırılabilirlik: geliştirme kriteri, farklı zamanların ve ülkelerin teknik nesnelerini karşılaştırmanıza izin verecek bir boyuta sahip olmalıdır;
istisnalar: yalnızca, öncelikle etkinliğini karakterize eden ve belirleyici bir etkiye sahip olan teknik bir nesnenin parametreleri, geliştirme kriteri olarak alınabilir;
minimallik ve bağımsızlık: Geliştirme kriterlerinin tamamı, yalnızca diğer kriterlerden mantıksal olarak türetilemeyen ve bunların doğrudan sonucu olamayacak kriterleri içermelidir.
Ürünün teknik seviyesinin ve kalitesinin değerlendirilmesi, aşağıdaki sırayla karşılaştırmalı (karşılaştırmalı) analiz ile gerçekleştirilir:
temel ürün seçilir (ideal varyant, analog veya prototip);
değerlendirilen ve temel ürünlerin ana teknik ve ekonomik göstergelerinin sayısal değerleri ortaya çıkar:
teknik seviye ve kalitenin göreceli göstergelerinin seviyeleri hesaplanır;
teknik seviye ve ürünlerin kalitesinin genelleştirilmiş göstergelerinin değeri hesaplanır.
Değerlendirilen ve temel ürünü karşılaştırmanın ana koşulunun, ürün öğelerinin karşılaştırılabilirliği, işlevsel amacın kimliği olduğu belirtilmelidir.
Karşılaştırma için temel ürün olarak, dünya pratiğinde mevcut olan bu tür ve standart boyuttaki ürünlerin en iyi, gerçek örneği seçilir. Hem yerli hem de yabancı olabilir ve analog olarak adlandırılır. Bazen, bu tür ürünlerin modernizasyonu için problemler çözülürken, mevcut eksikliklerin ortadan kaldırılmasıyla geliştirilen temel bir ürün olarak bir prototip ürün alınır.
Bazı durumlarda, geleceğin ekipmanı temel ürün olarak alınabilir - ideal bir seçenek. İdeal varyantı teknik seviye ve kalite açısından karakterize eden göstergeler, bu tür teknolojinin geliştirme yasalarına göre geliştirme kriterlerine göre hesaplanır.
Ürünlerin teknik seviyesi ve kalitesi değerlendirilirken, ana boyutsal parametrenin (kapasite, çalışma yüzeyi, faydalı hacim vb.) değerleri, temel ürün için olanlardan %20'den fazla farklı olmamalıdır.
2.2 Hesaplama
Tablo 2.
Masa çalışma yüzeyi 630x1120 mm olan jig delme makinelerinin teknik verileri
| yayın yılı | Makine modeli | En büyük delme/delik açma çapı, mm | Mil erişimi, mm | Uçtan masanın çalışma yüzeyine kadar olan en büyük mesafe, mm | İş mili hız limitleri, rpm | Güç, kWt | Ağırlık (kg | Boyutlar | ||
| uzunluk, mm | Genişlik, mm | Yükseklik, mm | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 10 | 11 | 12 |
| 1968 | 2A450 | 30/250 | 710 | 750 | 50-2000 | 2,0 | 7800 | 2670 | 3305 | 2660 |
| 1973 | 2D450 | 30/250 | 710 | 800 | 50-2000 | 2,2 | 7800 | 3305 | 2705 | 2800 |
| 1978 | 2450A | 40/250 | 715 | 750 | 32-2000 | 6,3 | 7920 | 2430 | 2750 | 3400 |
| 1983 | 2E450AF1-1 | 30/250 | 710 | 770 | 10-2000 | 7,2 | 8500 | 2760 | 2765 | 3000 |
| 1990 | 2E450A | 30/250 | 710 | 770 | 10-2500 | 7,2 | 8050 | 3350 | 2500 | 2885 |
| 1992 | 2E450AF30 | 30/250 | 710 | 770 | 10-2500 | 7,2 | 8000 | 2760 | 2980 | 2980 |
Sunulan verileri analiz ederek, jig delme makinelerinin geliştirilmesi için bir kriter isimlendirmesi derlemek mümkündür. Hesaplama sonuçları Tablo 2'de sunulan çalışma kapsamındaki kriterleri hesaplayalım.
1. Spesifik malzeme tüketimi.
burada: Km - spesifik malzeme tüketimi. (kg / mm.)
M - kütle (kg)
N, ana parametrenin (mm) değeridir.
2. Spesifik enerji yoğunluğu.
burada: Ey - özgül enerji yoğunluğu (kW/m);
P - güç (kW);
N, ana parametrenin (m) değeridir.
3. Makinenin kapladığı belirli alan.
nerede: Sy - bu şekilde işgal edilen belirli alan. (m2/m)
S - makinenin kapladığı alan (m2)
N - ana parametrenin birimi (m)
4. Makinenin birim kütlesi başına elektrik motoru gücü birimi.
Tablo 3. Geliştirme kriterleri.
| Yıl | Spesifik malzeme tüketimi, kg/mm | Spesifik enerji tüketimi, kW/m | Birim kütle başına güç birimi, W/kg | Özel kullanım alanı, m2/m |
| 1968 | 31,2 | 8 | 0,25 | 35,29 |
| 1973 | 31,2 | 8,8 | 0,28 | 35,76 |
| 1978 | 31,68 | 25,2 | 0,79 | 26,73 |
| 1983 | 34 | 28,8 | 0,84 | 30,52 |
| 1990 | 32,2 | 28,8 | 0,89 | 33,5 |
| 1992 | 32 | 28,8 | 0,9 | 32,8 |
Geliştirme kriterlerinden elde edilen verilere dayanarak, kriterlerin değişimindeki eğilimi izlemenin ve 2007 için bir tahminde bulunmanın mümkün olduğu grafikler oluşturacağız.
2.3 Kriter değişikliğinin belirlenmesi
Spesifik enerji yoğunluğu
Makinenin özgül enerji tüketimi değerlerindeki değişim göz önüne alındığında, bu parametrenin artış eğilimini izlemek mümkündür. Yaklaşım yöntemini kullanarak 2007 yılı için bir tahmin yapmak mümkündür, parametrenin değeri 45 kW/m olacaktır.
Spesifik malzeme tüketimi
Trend yaklaşımı yöntemini kullanarak 2007'deki kriter seviyesini buluyoruz. Belli bir olasılık derecesi ile kriterin değerinin 32 kg/mm olacağını söyleyebiliriz.
Kütle birimi başına güç birimi
Ortaya çıkan eğri, jig delme makinesinin birim kütlesi başına güç biriminde bariz bir artışı gösterir. Yaklaşım yöntemini kullanarak, bu parametrenin 2007'deki olası değerini 1,42 W/kg olarak kabul edebiliriz.
Belirli işgal alanı
Trend yaklaşımı yöntemini kullanarak 2007'deki kriter seviyesini buluyoruz. Belli bir olasılık derecesi ile kriterin değerinin azalacağını ve 30 m2/m'ye kadar çıkacağını söyleyebiliriz.
3. Dekupaj delmenin daha da geliştirilmesi için beklentiler
makine aletleri
Workover modernizasyonu
Şu anda, Rus endüstrisi, 2A450, 2D450, 2E450 modelleri ve bunların modifikasyonlarından oluşan geniş bir eski ve eski jig delme makinesi filosuna sahiptir. Bu makinelerin yaşı 30-40 yıla ulaşıyor, bu nedenle tasarım çözümleri makineler için modern gereksinimleri karşılamıyor. Ayrıca, ünitelerin yüksek aşınması ve doğruluk parametrelerinin kaybı, çalışmalarında sorunlara neden olur. Bütün bunlar makine ekipmanının yenilenmesini gerektiriyor, ancak mevcut ekonomik ortamda çoğu işletme bunun için yeterli kaynağa sahip değil. Bu nedenle, bu koşullar altında, mevcut ekipmanın modernize edilmesi ekonomik olarak mümkündür, bunun sonucunda tüketici, tasarımı için tüm gereksinimleri karşılayan takım tezgahlarının üretiminde uzun yıllara dayanan deneyime sahip olacak modern bir makine alacaktır. modern bileşenler ve kontrol sistemleri ile donatılmış işaret (bu makine için). Aynı zamanda, makineyi modernizasyon için teslim eden müşteri, makinenin tüm üretim döngüsünün modernize edilmesini bekleyemez, ancak bu modelin modernize edilmiş bir makinesini (veya başka bir modelin makinesini) şirketten alabilir. tesiste mevcut makine stoğu. Bu durumda, teslim edilen makinenin tahmini maliyeti, satın alınan makinenin fiyatından düşülecektir.
Genel durumda manuel kontrollü jig delme makinelerinin modernizasyonunun ana bileşenleri şunlardır:
LIR tipi lineer yer değiştirmelerin fotoelektrik dönüştürücüleri ve optik okuma cihazları yerine bir dijital gösterge cihazı dahil olmak üzere bir elektronik okuma ve ölçüm sisteminin kurulması;
bir röle kontrol devresi yerine bir makine elektrik devresi kurmak için programlanabilir bir kontrolörün kullanılması;
kremayer ve pinyon dişliler, basit değişken DC motorlar ve sonsuz dişliler yerine masa ve kızak hareket sürücülerinde bilyalı vidalar ve değişken yüksek torklu DC motorlar;
elektromekanik kelepçeler yerine pnömatik masa kelepçelerinin ve kızakların montajı;
mil kutusunun hareketinin mekanizasyonu;
Ayarlanabilir bir DC motor ile manşonu hareket ettirmek için sürücü tasarımının uygulanması.
Çözüm
Ders çalışmamda, ana parametre olarak en büyük delme çapını alarak 630x1120mm tabla yüzeyli jig delme makineleri için bir geliştirme kriterleri isimlendirmesi geliştirdim. Bu kriterlerin dinamiklerini yıllarca takım tezgahı üretimine göre analiz ettim. Kriterlerin değerlerindeki değişimin hangi faktörlerden kaynaklandığını öğrendim. Makinenin bir şemasını verdi, cihazını, çalışma prensibini açıkladı. Belirli göstergelerin (spesifik enerji tüketimi, malzeme tüketimi) makinenin boyutuna bağımlılığını analiz etti.
2007 için kriterlerin değerlerinin bir tahminini verdi. Göstergelerin sayısal değerleri tablo ve grafik şeklinde verilmiştir. Çalışmayı, jig delme makinelerinin geliştirilmesine yönelik beklentilerin bir açıklamasıyla bitirdim.
Kaynakça:
Polovinkin A.I. Mühendislik yaratıcılığının temelleri. - M: Mashinostroenie, 1988, -368'ler.
Belik V.G. Makinelerin ve cihazların teknik seviyesi: onu iyileştirmenin yolları. - Kiev, Teknik, 1991.-200'ler.
Mogunov V.I. Metal kesme makineleri. Hızlı referans. - M.: Gosinti, 1964. -505'ler.
İsimlendirme referans kitabı. 1978-1979'da Minstankoprom işletmeleri tarafından üretilen evrensel metal kesme makineleri - M .: NIIMASH, 1968. - 219p.
Metal kesme makineleri. Dizin dizini. Bölüm 3 - Delme ve delme grubunun takım tezgahları - M.: NIIMASH, 1973.
Metal kesme makineleri. Dizin dizini. Bölüm 2 - Delme ve delme grubunun takım tezgahları. - M.: NIIMASH, 1965.
Metal kesme makineleri. Ed. V.E. Pusha.-M.: Mashinostroenie, 1986. -571s.
SSCB Minstankoprom. 1973-1974 yıllarında Minstankoprom işletmeleri tarafından üretilen evrensel metal işleme makineleri. - M.: NIIMASH, 1973. -173p.
SSCB Minstankoprom. 1970 yılında Minstankoprom işletmeleri tarafından üretilen evrensel metal işleme makineleri. İsimlendirme referans kitabı. - E.: NIIMASH, 1970.- 123s.
Metal kesme makineleri. İsimlendirme kataloğu. Bölüm 1. 1992-1993 - M.: ENİMS, VNIITEMR, 1992.
Kinematik şema ve masaüstü (küçük çaplı işleme delikleri), dikey (sabit ve ayarlanabilir iğli tek, çok işmili), radyal, yatay ve delme-merkezleme makinelerinin kurulumunun özellikleri.
Makinenin teknolojik amacı, işleme şemalarının analizi ve parçaların yüzeylerini şekillendirme yöntemleri. Tasarlanan modülün fonksiyonel alt sistemleri. Modülün kinematik şemasının geliştirilmesi. Bilgisayar kullanarak modül tasarımının hesaplanması ve geliştirilmesi.
CNC torna aracı Program yönetimi(CNC). CNC ile delme, frezeleme ve delme makineleri için alet. Enstrüman ayarlama cihazları. Otomatik takım değişimi için cihazların özellikleri ve sınıflandırılması.
Metal kesme makinesi modeli 7V36: amaç, kinematik diyagram. Otomatik şanzımanın hesaplanması: yapısal bir ızgara yapımı, devir sayısının grafiği; Dişli diş sayısının belirlenmesi. Sürtünmeli kavramalar kullanan ACS'nin düzeni.
Standart CNC makine koordinat sistemi. Talimatlar standart sistemçeşitli makine türlerinin koordinatları. Modüler CNC makinelerinin şemalarında koordinat eksenlerinin ve hareket yönlerinin metodolojisi ve sembolleri.
Sınıflandırma sistemi ve semboller freze makineleri. Metal kesme makineleri teorisi. Yatay mil ile kontur ve hacim kopyalama için kopya freze makineleri. Takım tezgahı yapımının bilimsel ve deneysel temelinin oluşturulması.
Katı malzemede kör ve açık delikler açmak için tasarlanmış delme ve delme grubu makinelerinin sınıflandırılması. Dikey delme, radyal delme, jig delme makineleri inşa etmek için çalışma prensibi ve şemaları.
Metal kesme için takım tezgahlarının teknolojik özelliklerine göre sınıflandırılması. Modellerin alfabetik ve sayısal gösterimi. Genel özellikleri Radyal delme makineleri. 2A554 makinesinin amacı, cihazı, çalışma prensibi ve teknik verileri.
Dişli kutuları için özellikler ve gereksinimler. Makine tahrikinin kinematik şemasının optimal düzeninin seçimi. Dikey delme makinesinin dişli kutusunun tasarımı için yivlerin, yatakların, yağlama sistemlerinin seçimi.
HPS'yi izlemek için teknik cihazların bileşimi, iş parçalarının, parçaların ve araçların yüksek doğruluğu ile ortak doğrudan kontrol araçları. Makinenin dışındaki parçaları izlemek için modüller. KIM-600 koordinat ölçüm makinesinin özellikleri ve yetenekleri.
kesme modları. Araç yolu. Bir takım araçların tanımı. Şanzımanın kinematik diyagramı. RPM grafiği. Motor seçimi. Seçim teknolojik ekipman. Makinenin kısa teknik özellikleri.
Dişli kesme makinelerinin cihazı ve çalışma prensibi. Özel dişli kesme makinelerinde konik dişlilerin kesilmesi. Takım tezgahlarının teknik özellikleri. İnce dişli kesimi için makinenin döngüsü. Takım tezgahlarının geliştirilmesi için beklentiler.
Ekipmanlar arasında, en kritik parçaları oluşturmak için tasarlanmış özel "aristokratlar" olarak adlandırılan jig delme makinelerine - göreceli yerleşimlerinde hafif sapmalara sahip delikler. Bu tür makinelerde, iş parçasının 0,001 mm'den fazla olmayan bir hatayla alete göre hareket ettirilebildiği özel bir okuma cihazı ve işlenmiş parçalardaki boyutsal sapmaları kontrol etmek için bir kontrol cihazı vardır.
Jig delme makinesinin amacı
Koordinatlı delik işleme makineleri, merkezden merkeze delikleri işlemek için tasarlanmıştır, bunlar arasındaki mesafe, bir dikdörtgen koordinat sisteminde taban yüzeylerinden tam olarak korunması gereken, aracı yönlendirmek için araçlar kullanılmadan.
Bu tür makinelerde delme, ince frezeleme, delme, delik raybalama ve havşa açma, parçaların kontrolü ve ölçümü, uçların ince frezelenmesi ve markalama işlemleri yapılmaktadır. Makineler, küçük ölçekli, tek parça ve seri üretimde, deliklerin karşılıklı yerleştirilmesinde önemli doğruluk gerektiren iletkenlerin yanı sıra gövde parçalarında ve armatürlerde delik açmak için kullanılır.
Makinelerde, merkez mesafeleri dahil olmak üzere delme, markalama ve kontrol boyutları gerçekleştirilir. Makine ile birlikte gelen döner tablaları kullanarak kutupsal koordinat sisteminde belirtilen, karşılıklı dik ve eğik delikler ile makine uç yüzeylerini işleyebilirsiniz.

Makine, koordinat boyutunun tamsayı ve kesirli kısımlarını saymanıza izin veren optik okuma cihazlarıyla donatılmıştır. Jig delme makinelerinin cihazı, bir ölçüm makinesi ve bir metal kesme makinesinin bir kombinasyonu olduğundan, bu tür ekipman üzerinde çalışan, diğer makinelerde işlenen parçaları kontrol etmek mümkündür.
Normal çalışmada, dikey bir jig delme makinesi, koordinat sisteminde merkezden merkeze mesafelerin doğruluğunu 0.004 milimetre mertebesinde sağlayabilir. Deliklerin merkezleri arasında daha doğru bir mesafe elde etmek için, jig delme makinesi, operatöre yaklaşık 0,001 milimetre çözünürlükte koordinatları ayarlama yeteneği veren bir dijital görüntüleme cihazı ile donatılmıştır.
Jig delme makinelerinin sınıflandırılması
Bir ve iki raflı jig delme makineleri vardır. Tasarımlarında, iş parçasını birbirine dik iki yönde hareket ettirmek için tasarlanmış bir çapraz masa olan tek sütunlu makinelere sahiptirler. Buradaki ana hareket milin dönme hareketi, besleme hareketi ise milin dikey hareketidir.
Tasarımlarındaki iki sütunlu makineler, kılavuzlarda bulunan bir masaya sahiptir. Tabla, monte edilen iş parçasını X koordinatı yönünde hareket ettirebilir.Mesnet hareket ettiğinde, iş mili ekseni tablaya monte edilen ürüne göre Y koordinatı yönünde hareket eder.

Otomasyon seviyesine bağlı olarak, jig delme makineleri CNC, dijital ekran ve bir dizi koordinatın yanı sıra farklı işlemler gerçekleştirmenize izin veren otomatik iş parçaları ve takım değiştirme özelliğine sahip makinelere ayrılır. freze işi yüksek doğruluk seviyesi ile.
İşlemlerin niteliğine göre, Tasarım özellikleri ve amaç, jig delme makineleri evrensel ve uzmanlaşmıştır. Üniversal makineler, sırayla, yatay sıkıcı ve bitirme sıkıcı olarak ayrılır. Tüm takım tezgahları için en önemli parametre delik işleme milinin çapıdır.
Koordinat hesaplama makinelerinin modelleri
Tasarımlarındaki popüler jig delme makineleri modelleri, enine ve boyuna hareket eden dikdörtgen bir tablaya sahiptir. Mil kafasının ayar hareketi sağlanır. Masanın enine ve boyuna yönde hızlandırılmış ve çalışma hareketi gerçekleştirilir elektrikli sürücüler frezeleme sırasında jig delme makinesinin rijitliğini ve üretkenliğini artırmanıza olanak tanıyan en geniş düzenleme yelpazesine sahiptir. Hadi daha yakından bakalım özellikler popüler jig delme makineleri modelleri.
Jig delme makinesi 2a450
2a450 jig delme makinesinin boyutları, sürgü ve masanın hareketi dahil, 2670 x 3305 x 2660 milimetredir. Tablonun çalışma yüzeyi 1100 x 630 milimetre boyutlarındadır. Aksesuar kütlesi ve elektrik dolabı hariç makinenin ağırlığı 7300 kilogramdır. Bu makine ile maksimum ağırlığı 600 kilogram olan bir ürün kullanıldığında maksimum 30 milimetre delme çapı ve maksimum 250 milimetre delme deliği elde etmek mümkündür. Mil hızı 50-2000 rpm'ye ulaşır, frezeleme sırasında ürünün hareket hızı 30-200 rpm'ye ulaşır. Bir jig delme makinesi 2a450 kullanıldığında, elektrik motorunun gücü 4,5 VKt'ye ulaşır, dönüş frekansı 1800 rpm'dir.
Jig delme makinesi 2d450
2d450 jig delme makinesi aşağıdaki boyutlara sahiptir (kaydırmalı ve tabla hareketi ile) - 3305'e 2705'e 2800 milimetre. Çalışma yüzeyi 1100 x 630 milimetre boyutlarındadır. Elektrik dolabı ve gerekli aksesuarları olmadan makinenin ağırlığı 7800 kilogramdır. Deliklerin en büyük delik çapı 250 milimetre olup, ağırlığı 600 kilograma kadar olan bir ürün kullanmak mümkündür. Mil hızı dakikada 50-2000'dir. Makineye takılan elektrik motorunun gücü 2 VK, dönüş hızı 700 rpm'dir.
Koordinat delme makinesi 2v440a
2v440a jig delme makinesinin boyutları, kızak ve tabla hareketi dahil, 2520 x 2195 x 2430 milimetredir. Masanın çalışma yüzeyinin uzunluğu 800, genişliği ise 400 milimetredir. Makinenin dış aksesuarları ile kütlesi 3630 kilogramdır. 2v440a jig delme makinesi kullanıldığında, maksimum ağırlığı 320 kilogram olan ürünler kullanıldığında, katı malzemede maksimum 25 milimetre delme çapına ve maksimum 250 milimetre delme çapına ulaşmak mümkündür. Mil hızının sınırı dakikada 50-2000 rpm'ye ulaşır, elektrik motorunun gücü 2,2 WK, dönüş hızı 800 rpm'dir.

Jig delme makinesi 2431
2431 modelinde boyutlar- 1900'e 1445'e 2435 milimetre ve elektrikli ekipmansız ağırlık - 2510 kilogram. 2431 jig delme makinesi için elektrikli ekipmanın kütlesi 420 kg ve bir dizi aksesuar 380 kg'dır. Tablonun çalışma yüzeyinin boyutları - 560 x 320 milimetre. Bu modeli kullanırken, maksimum ağırlığı 250 kilogram olan ürünler kullanıldığında maksimum 18 milimetre delme çapı ve 125 milimetre maksimum delme çapı elde edilir. Dakikada iş mili hızı sınırı 75 ila 3000 rpm arasındadır, elektrik motorlarının toplam gücü 2,81 WK, ana motorun gücü 2,2 KW'dır.
Jig delme makinesi 2421
2421 jig delme makinesinin boyutları 900 x 1615 x 2207 milimetredir. Masaüstü 450 x 250 milimetre boyutlarındadır. Bir dizi aksesuarla birlikte makinenin kütlesi 1610 kilogramdır. Bu modeli kullanarak, maksimum 150 kilogram ağırlığa sahip ürünler kullanıldığında, katı malzemede 12 milimetre maksimum delme çapı ve 80 milimetre maksimum delme deliği elde etmek mümkündür. İş mili hızı 135 ila 3000 rpm arasında değişmektedir. Elektrik motor gücü - 10 VKt.
Böylece jig delme makineleri en önemli işlevi yerine getirir - delik açma ve sapmalarını kontrol etme. Makine, operatörün koordinatları 0,001 mm çözünürlükle ayarlamasına olanak tanıyan bir dijital gösterge cihazı ve ayrıca koordinat boyutunun tamsayı ve kesirli kısımlarını okumak için okuma cihazları ile donatılmıştır.
Genel özellikler: Delik açma makineleri, hassas eksenli deliklerin işlenmesi için evrensel araçlar sağlayan metal kesme makineleri grubuna aittir. Jig delme makinelerinin bir özelliği, iş parçalarının dikdörtgen veya kutupsal koordinatlarda hareketidir. Delmeye ek olarak, makine delme, finiş frezeleme, markalama, doğrusal boyutları kontrol etme vb. İşlemleri gerçekleştirir. Döner tablaları kullanarak, (kutupsal koordinat sisteminde) eğimli karşılıklı dik eksenlere sahip deliklerin yanı sıra uç yüzeyleri döndürürler.
Jig delme makineleri, tek ve küçük ölçekli üretimde, jig plakalarında, fikstür gövdelerinde ve kritik makine parçalarında delik işlerken, iş parçalarındaki deliklerin eksenlerinin göreceli konumunda özel ekipman olmadan yüksek doğruluk elde etmek gerektiğinde kullanılır. .
Jig delme makinelerinde lineer hareketlerin doğruluğu aşağıdaki sınırlar içindedir: küçük boyutlu 2 µm, orta 3-4 µm ve büyük 6-8 µm'lik makineler için. makinelerde artan doğruluk(ana makineler) boyutsal doğruluk 1 mikrona ulaşır ve açısal yer değiştirme 5"'e kadardır. Delme makinesi esasen bir metal kesme makinesi ile bir ölçüm makinesinin birleşimidir, bu da diğer makinelerde işlenen parçaları kontrol etmeyi mümkün kılar. Bu makineler hassas markalama, bölme ve diğer işler için kullanılır. Jig delme makineleri yerleşime, tipe göre ayrılır. ölçüm cihazları ve otomasyon derecesi.
Düzene göre, koordinatlı delme makineleri bir ve iki sütuna bölünmüştür (Şekil 7, a, b).
Tek kolonlu makinelerde genellikle bir mil ve boyuna ve enine yönlerde hareket eden bir tabla bulunur. İki sütunlu makinelerde, tabla uzunlamasına bir harekete sahiptir ve mesnet, tablanın hareket yönüne dik enine yönde travers boyunca hareket edebilir.
> Jig delme makinesi modeli 2D450
Tek koordinatlı sıkıcı makine modu. 2D450, koordinat boyutunun tamsayı ve kesirli kısımlarını saymanıza izin veren optik cihazlarla donatılmıştır. Makine, parçaların özel ekipman olmadan hassas işlenmesi için hem alet hem de üretim atölyelerinde kullanılabilir.
|
Makine modunun teknik özellikleri. 2D 450 |
|
|
Masanın çalışma yüzeyinin ölçüleri (genişlik X boy) .. |
|
|
Masayı hareket ettirmek, mm artık. |
|
|
boyuna.. |
|
|
Enine. |
|
|
Mil yer değiştirmesi, mm, artık yok. |
|
|
Mesnetli yer değiştirme, mm, artık yok.. |
|
|
Delme çapı, mm, artık yok.... |
|
|
Sıkıcı çap, mm, artık yok.. |
|
|
Mesafe, mm: |
|
|
Mil burnundan masa yüzeyine. |
|
|
Mil ekseninden rafa (yükseklik) |
Tek koordinatlı bir delme makinesi modunun temeli. 2450, dikey sütun II'ye bitişik olan yatak I'dir (Şekil 8). Mesnet IV, gövdesi iki V şeklinde prizmatik kılavuza sahip olan ve dikey kılavuzlar III boyunca hareket edebilen ayrı bir mekanizmadır. Başlığın tepesinde, iş miline V dönme hareketi vermek için bir dişli kutusu XI vardır. Yatakta I, kontrol paneli VI ve mekanizma bulunur. önceden ayarlanmış koordinatlar VIII. Masa ve kızak VII'nin ayrı bir sürücüsü vardır; IX - masa hareketi sürücüsü, X - slayt hareketi sürücüsü. Masa, yatağın yatay kılavuzları boyunca hareket eder. Tablayı hareket ettirmek için bir kılavuz düz, diğeri V şeklindedir. Yuvarlanma elemanları - metal kafeslere kapatılmış ve doğrudan taban ve masa yüzeyine dayanan makaralar.
Makinenin ana birimleri: Sürgünün manuel hareketi için 1 el çarkı; 2- sürgülü hız kontrolörü; 3 - makine kontrol paneli; 4 - milin hızlandırılmış hareketinin kolu; 5 - belirli bir derinlikte manşonun beslemesini kapatmak için mekanizmanın kolu; 6 - iş mili hızı göstergesi; 7 - manşonun hareket hızının göstergesi; 8 - milin hız adımlarını ayarlamak için el çarkı; 9 - el çarkı manuel besleme mili; 10 - mil kovanı besleme regülatörü; 11 - tablonun hız kontrolörü; 12 - masanın manuel hareketi için el çarkı; 13 - kızağın bir dizi koordinatının mekanizması; tablonun el çarkı mikron ölçeği; 15 - optik sistemin okumasını sıfıra getirmek için düğmeler; 16 - tablo koordinatlarını alma mekanizması; 17 - el çarkı mikron besleme kızağı.
Normal çalışma koşulları altında, makine, 0,004 mm'lik dikdörtgen bir koordinat sisteminde merkezden merkeze mesafeleri ayarlama doğruluğu sağlar. ve kutup sisteminde - 5 ark saniye. Koordinat delme için normal koşullar altında işlenen deliklerin eksenleri arasındaki mesafelerin doğruluğu, 0,006 mm. Ürün üzerindeki deliğin ekseninin mil eksenine göre istenen koordinata ayarlanması, hareketi özel bir optik cihaz tarafından kontrol edilen masa veya kızağın hareketi ile gerçekleştirilir. İkincisi, bir durumda masaya (hareketli cetvel), diğerinde - çerçeveye (sabit cetvel) sabitlenmiş kesin cetvellere dayanmaktadır. Masa cetveli, 1 mm boyunca 1000 yüksek hassasiyetli bölmeye, yatak cetveli - 630 bölmeye sahiptir. Vuruşlar, 75x büyütme ile mat bir ekrana yansıtılır. Ekran düzleminde bir cetvel aralığının yüzde birini değerlendirmek için 100 bölmeli bir ölçek vardır. Yüksek hassasiyette bir okuma elde etmek için ekranda 0,001 mm'ye kadar okumaya izin veren ek bir ölçek vardır.
Koordinatlı delme makineleri, deliklerin göreceli konumunda yüksek doğruluk gerektiren iletkenler, fikstürler ve parçalardaki delikleri işlemek için tasarlanmıştır. Makinelerde delme, delme işlemleri, hassas frezeleme, işaretleme ve lineer boyutların, özellikle merkez mesafelerinin kontrolü yapılabilir. Makineyle birlikte verilen döner tablaları ve diğer aksesuarları kullanarak, kutupsal koordinat sisteminde belirtilen delikleri, eğimli ve birbirine dik delikleri ve makine uç yüzeylerini işlemek de mümkündür.
Pirinç. 31. Koordinat delme makinesi 2A450: 1 - çerçeve; 2 - raf; 3 - mil mesnetli; 4 - masa
Şek. Şekil 31, koordinat boyutunun tamsayı ve kesirli kısımlarını saymanıza izin veren optik cihazlarla donatılmış bir 2A450 jig delme makinesini göstermektedir. 2A450 makinesi, parçaların özel ekipman olmadan hassas işlenmesi için hem alet hem de üretim atölyeleri için uygundur.
Normal çalışma koşulları altında, makine, merkezden merkeze mesafeleri dikdörtgen bir koordinat sisteminde - 0,004 mm, kutup sisteminde - 5 ark saniye ayarlama doğruluğunu sağlar. Normal koordinat delme koşullarında işlenen deliklerin eksenleri arasındaki mesafelerin doğruluğu 0,006 mm'dir.
koordinat sayısı
Koordinatlar, hassas ölçekli ayna silindirleri ve optik aletler kullanılarak ölçülür. Aynalı merdaneler, üzerine çentik şeklinde pul uygulanan paslanmaz çelik çubuklardır. Silindirlerin yüzeyi aynalı bir cilaya getirildi. Koordinatlar, özel mikroskoplar aracılığıyla gözlemlenerek hassas ölçeklerde belirlenir.
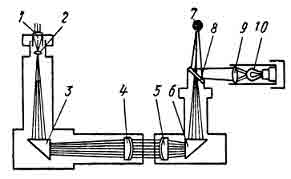
Pirinç. 32. Boyuna ölçeği gözlemlerken kirişlerin iniş şeması
Şek. 32, uzunlamasına ölçeği gözlemlerken ışınların yolunun bir diyagramını gösterir. Işık kaynağından (10) mercekler (9) yoluyla gelen ışınlar, 45°'lik bir açıyla yerleştirilmiş düz camın (8) yüzeyine yönlendirilmiş bir ışın içinde düşer, ondan yansıtılır ve ölçek silindirinin (7) ayna yüzeyine düşer. Yansıyan ışınlar silindir 7 tarafından düz cam 5 içinden geçerler, prizma 6 tarafından kırılırlar, paralel bir ışında merceklerden 5 geçerler ve mercekten dışarı çıkarlar. Makine taşıyıcısı ile kontrol paneli arasındaki mesafeyi geçtikten sonra ışınlar göz merceğine girer. Daha sonra ışınlar mercekten 4 geçer, prizma 3 tarafından kırılır ve mercek 1'in odağında toplanır. Mercek 1'in görüş alanında, aralarında iki paralel hedef riski olan ince bir cam levha 2 vardır. tartı silindiri tartı riskinin görüntüsü 7 yerleştirilmelidir.
Aynalı merdanelerin terazileri yardımıyla hareketler aşağıdaki gibi ölçülür. Tam milimetreye eşit olan hareket miktarı, milimetre bölmeli cetveller üzerinde ölçülür. Milimetrenin kesirleri olan hareketler, pullarla silindirlere sabitlenmiş uzuvlarla sayılır. Üretilen okumaların doğruluğu, ölçek silindirinin çentiklerinin adımının doğruluğuna bağlıdır.
Kinematik şema
Şek. 33, makine 2A450'nin kinematik diyagramını gösterir. Ana hareketin zinciri, iş milinin kesici takım ile dönmesini sağlar. Mil, ayarlanabilir bir elektrik motoru tarafından döndürülür doğru akım 5 bir kayış tahriki ve üç vitesli bir dişli kutusu aracılığıyla Adımların her birinde, 700-2800 rpm'ye eşit olan iş mili hızı, elektrik motorunu 5 ayarlayarak kademesiz olarak değiştirilir.
Şekil 33. 2A450 makinesinin kinematik diyagramı
Dişli kutusunun dişli çarkları ve kam kavraması 37, volan 7 tarafından 8-9-10-11 dişli çarkları aracılığıyla döndürülen tambur 69 tarafından kontrol edilen kollarla değiştirilir.
besleme zinciri
Dikey besleme zinciri, yani mil kovanının (manşon) dönen bir mil ile dikey hareketi, dişli çarktan (12) dişli çark 13, sürtünmeli kademesiz tahrik 14, sonsuz vida 15, sonsuz dişli çark 16 aracılığıyla gerçekleştirilir. , dişli çarklar 17, 18, dişliler 19, 20, sonsuz vida 21, sonsuz vida çarkı 22 ve mil kovanının rafına geçen kremayer ve pinyon 23 ile geri vites mekanizması. Volan 24 tarafından konik dişliler 25 ve dişli 26 yoluyla besleme miktarını değiştirmek için, dişli somunu 27 döndürülür, bu da vidalı çubuğu 28 hareket ettirir. Vidalı çubuk 28, üst tahrike ve alt tahrike bağlanır. Sürtünmeli kademesiz tahrik 14'ün konileri. Böylece, tahrik 14'ün konilerini azaltmak veya yaymak ve dişli oranında kademesiz bir değişiklik elde etmek ve dolayısıyla beslemenin 0.03-0.16 mm / milin devri aralığında olması mümkündür. .
Masanın uzunlamasına hareketinin tahriki, sonsuz çift 30-31, 32-33, kremayer ve pinyon dişlisi 34 ve masaya sabitlenmiş kremayer 35 aracılığıyla 0,245 kW gücünde ayarlanabilir bir DC motor M2'den gerçekleştirilir. . Elektrik motorunun dönme frekansı geniş bir aralıkta ayarlanabilir. Masanın enine hareketi, benzer bir kinematik zincir aracılığıyla MZ elektrik motorundan yapılır.
Tablo istenen pozisyondaki bir kızak üzerine monte edilmiş, bir elektrik motoru (36) tarafından tahrik edilen bir dişli kutusundan sabitlenir. Tabla sıkıştırma mekanizmaları, ilgili düğmelere basılarak açılır ve kapatılır.
- 1195 görüntüleme


