Abecedni katalog
Trenutno, prilikom obrade dijelova na raznim glodanjima i mašine za bušenje, u uslovima osnovne i remontne proizvodnje koristi se poseban alat. Jedan od takvih uređaja je i rezač za dosadno sečenje. Koristi se za izradu rupa velikih i malih prečnika do različitih dubina. Ovo bušenje se koristi u delovima automobilske industrije, opšte mašinogradnje i izrade instrumenata (kućišta menjača, košuljice cilindara, nosači ležajeva itd.). 
Dizajn rezača
Sastoji se od karbidne šipke zalemljene u čeličnu dršku, koja ima ravan radni dio. Trenutno postoji mnogo novih modela ovog uređaja. Zahvaljujući inovacijama u ovim alatima, uklanjanje strugotine iz zone bušenja je znatno poboljšano. Međutim, u svakom slučaju, bušilica ima šipku i radni dio - glavu. Stoga dizajn ovog alata nije kompliciran.  Štap ima pravokutni ili kružni poprečni presjek. Obično se izrađuje od visokokvalitetnog karbona 45. Zadnji dio drške služi za pričvršćivanje u trn, a glava za ugradnju reznog dijela koji ovisno o veličini i modifikaciji ima oblik ploče ili umetak i napravljen je od P9, P18, P6M5. Nešto rjeđe su ovi elementi od tvrde legure (VK8, T5K10, T15K6) ili mineralne keramike.
Štap ima pravokutni ili kružni poprečni presjek. Obično se izrađuje od visokokvalitetnog karbona 45. Zadnji dio drške služi za pričvršćivanje u trn, a glava za ugradnju reznog dijela koji ovisno o veličini i modifikaciji ima oblik ploče ili umetak i napravljen je od P9, P18, P6M5. Nešto rjeđe su ovi elementi od tvrde legure (VK8, T5K10, T15K6) ili mineralne keramike. 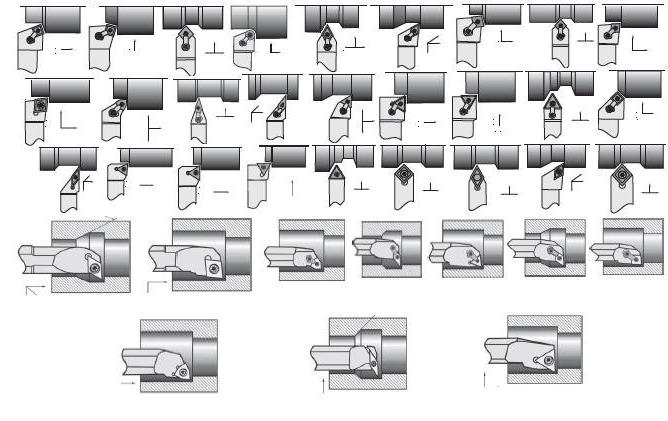
Rezač za bušenje - oštrenje
Ovaj proces nije težak ako imate posebnu opremu. Ovo se radi na Rezultat je potrebna geometrija rezanja. Glava ovog alata se oštri zajedno sa reznom pločom. Formirani su prednji, zadnji i planski uglovi. Izbor geometrije alata vrši se uzimajući u obzir svojstva materijala koji se obrađuje i načina obrade.
Procesne karakteristike
Specifičnost bušenja, posebno malih prečnika, je teško uklanjanje strugotine. Rad se obavlja u zatvorenom prostoru, strugotine se nakupljaju i obaraju, zbog čega se proces rezanja otežava, rasipanje topline se pogoršava i obrađena površina može biti oštećena. Za rješavanje ovog problema koristi se za uklanjanje topline i pranje strugotine u posebne žljebove za razbijanje strugotine na prednjoj površini reznog dijela rezača. Ovo je važno u u ovom slučaju. Ovaj utor je rupa sa zaobljenim dnom. Kao rezultat upotrebe elemenata za razbijanje strugotine, moguće je izbjeći stvaranje odvodnih strugotina, koje se utkaju u "brade" i blokiraju rad alata, zbog čega rezač za bušenje može pokvariti. 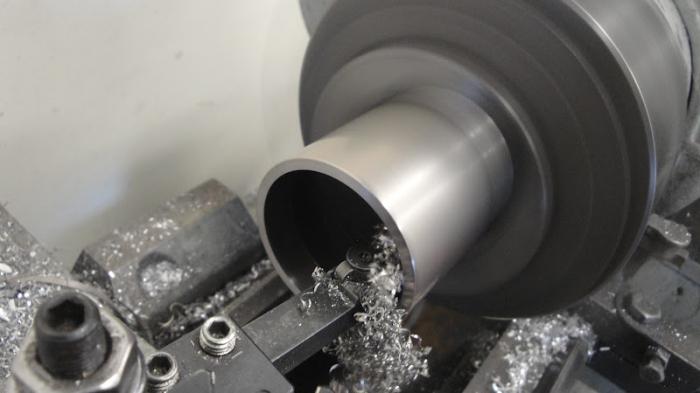
Instalacija uređaja
Bušilica se ugrađuje u trnove koji imaju utore za ugradnju odgovarajućeg profila držača. Oni su različite vrste. Imaju i konusnu dršku u skladu sa GOST-om. Rezač za bušenje se fiksira mehanički. Prilikom obrade dubokih rupa ili malih prečnika koriste se adapterski trnovi. Odabrani su tako da se mogu ugraditi u konus vretena mašine. Kratki konzolni trnovi vam omogućavaju da ugradite dva glodala u isto vrijeme i rade kao kombinovani alat, što povećava produktivnost pri završnoj obradi velikih rupa. Ovo je zgodno u ovom slučaju. Obrada rupa se također vrši pomoću univerzalne mašine, gdje se koristi bušenje. Od uobičajenog navedenog alata razlikuje se po veličini držača i načinu pričvršćivanja. Ovdje se ne koriste trnovi. Drška rezača ima masivni poprečni presjek (25x25, 32x25, 40x40 mm) i pričvršćena je u držač alata vijcima.
Svojstva alatnih materijala Rezni alati rade u uslovima značajnih opterećenja sile, visoke temperature , trenje i habanje. Stoga alatni materijali moraju imati određena radna i fizičko-mehanička svojstva. Materijal reznog dijela alata ima veliku tvrdoću i visoke vrijednosti dozvoljenih naprezanja na savijanje, zatezanje, kompresiju i torziju. Tvrdoća reznog dijela alata mora znatno premašiti tvrdoću materijala radnog komada koji se obrađuje. Ugljični alatni čelici sadrže 1,0...1,3% C. Za izradu alata koriste se visokokvalitetni čelici U10A, U11A, U13A. Nakon termičke obrade, čelici imaju crvenu otpornost od 200...240 °C. Na ovoj temperaturi tvrdoća čelika naglo opada i alati ne mogu obavljati rad rezanja. Dozvoljene brzine rezanja ne prelaze 0,2...0,3 m/s. Od ovih čelika izrađuju se slavine, matrice, listovi pile, burgije i upuštači malih promjera. Legirani alatni čelici su ugljični alatni čelici legirani hromom, volframom, vanadijem, silicijumom i drugim elementima. Nakon termičke obrade, legirani čelici imaju crvenu otpornost od 220...260 °C. U poređenju sa legiranim ugljičnim čelicima, imaju povećanu žilavost u kaljenom stanju i veću kaljivost, te su manje skloni deformacijama i pucanju tokom kaljenja. Dozvoljena brzina rezanja 0,25…0,5 m/s. Za izradu provlačenja, svrdla, slavina, kalupa, razvrtača, koriste se čelici 9H VG, HVG, HG, 6HS, 9HS. Brzorezni čelici sadrže 5,5...19% W, 0,7...1,2% C; 2...10% Co i V. Za izradu alata koriste se čelici R9, R12, R18, R6M3, R6M5, R9F5, R14F2, R9K5, R9K10, R10K5F2. U svim brzoreznim čelicima, maseni udio kroma je 4%, stoga slovo X nije naznačeno u oznaci marke. Alat za rezanje od brzoreznog čelika nakon termičke obrade ima crvenu tvrdoću od 600...640 °C i povećanu otpornost na habanje, pa može raditi sa brzinama rezanja do 2 m/s. Da bi se uštedjeli brzorezni čelici, rezni alati se izrađuju montažno ili zavareni. Rezni dio alata je izrađen od brzoreznog čelika, koji je zavaren ili mehanički spojen na spojni dio od konstrukcijskih čelika 45, 50, 40X. Tvrde legure uključuju alatne materijale koji se sastoje od visokotvrdih i vatrostalnih karbida volframa, titana, tantala, povezanih metalnim vezivom. Ovi materijali se proizvode metodom metalurgije praha. Karbidni prah se meša sa kobaltnim prahom, presuje i sinteruje na 1400. ...1550 oC. Tokom sinterovanja, kobalt rastvara dio karbida i topi se. Rezultat je gust materijal čija je struktura 80...85% sastavljena od čestica karbida povezanih vezivom. Tvrde legure se koriste u obliku ploča određenog oblika i veličine, koje se dijele u tri grupe: - volfram - VK2, VK3, VK3M, VK8 itd.; - titan-volfram - T30K4, T15K6, T14K8, T5K10, T5K12V; - titan-tantal volfram - TT7K12, T10K8B. Ploče od tvrde legure imaju visoku otpornost na habanje i otpornost na crvenu boju (800....1250 °C), što omogućava obradu pri brzinama rezanja do 15 m/s. Ploče su zalemljene na držače ili tijela alata bakarnim, mesinganim lemovima ili mehanički učvršćene. Među supertvrdim materijalima (SHM) najviše se koriste materijali na bazi kubnog bora natrida (Elbor, Hexanit-R, Kiborit, itd.). Proizvode se u obliku ploča različitih geometrijskih oblika, koje su opremljene alatima za rezanje. STM se koristi za fino, završno tokarenje i glodanje kaljenih čelika i livenog gvožđa. Alat keramički materijali mogu se podijeliti u grupe koje se razlikuju hemijski sastav, način proizvodnje i područja racionalno korišćenje. Oksidna “bijela” keramika, koja se sastoji od Al2O3 sa legirajućim aditivima MgO, ZrO2 itd., koristi se za doradu i poluzavršnu obradu neočvrslih čelika i sivih lijeva sa brzinama rezanja do 15 m/s. Oksidno-karbidna “crna” keramika, koja se sastoji od Al2O3, TiC, ZrO2 i drugih vatrostalnih metalnih karbida, koristi se za obradu kovnih, visokočvrstih i izbijeljenih modificiranih lijevanih željeza i kaljenih čelika. Keramika na bazi silicijum nitrida koristi se za poluzavršnu obradu livenog gvožđa. Visoka svojstva čvrstoće su neophodna da bi alat imao otpornost na odgovarajuće deformacije tokom procesa rezanja i dovoljan viskozitet materijala da bi mogao da izdrži udarna dinamička opterećenja. Materijali alata moraju imati visoku otpornost na crvenu boju (otpornost na toplinu), tj. sposobnost održavanja tvrdoće pri zagrijavanju. Otpornost na crvenu boju procjenjuje se temperaturom na kojoj dolazi do oštrog smanjenja tvrdoće materijala. Najvažnija karakteristika Materijal reznog dijela alata je otporan na habanje. Što je veća otpornost na habanje, to se alat sporije haba i veća je njegova dimenzijska stabilnost. To znači da će radni komadi obrađeni uzastopno istim alatom imati minimalnu disperziju u dimenzijama obrađenih površina. Materijali za izradu alata trebaju, ako je moguće, imati najmanji postotak oskudnih elemenata. Sve gore navedene zahtjeve u jednoj ili drugoj mjeri zadovoljavaju sljedeći materijali: alatni čelici, tvrde legure, sintetički supertvrdi i keramički materijali, abrazivni i dijamantski materijali.
Rupe se buše na strugovima pomoću glodala za bušenje (Sl. 118). U zavisnosti od vrste rupe koja se buši, razlikuju se: bušilice za prolazne rupe (sl. 118, a) i bušilice za slijepe rupe (sl. 118, b). Ovi sekači se međusobno razlikuju po glavnom uglu f. Kod bušenja rupa (Sl. 118, a), glavni planski ugao je φ = 60°. Ako je slepa rupa sa ramenom od 90° izbušena, tada je glavni ugao u olovnom uglu φ = 90° (Sl. 118, b) i rezač radi kao potisni rezač ili φ = 95° (Sl. 118 , c) - rezač radi s uzdužnim pomakom kao potiskom, a zatim s poprečnim pomakom kao bodovnim posmavanjem.
Uglovi oštrenja glodala za bušenje
Na sl. Na slici 118 prikazani su uglovi oštrenja glodala za bušenje, koji se biraju u osnovi isti kao kod glodala za spoljno tokarenje, sa izuzetkom zazornog ugla a, koji kod bušilica obično ima povećanu vrednost. Veličina kuta zazora ovisi o promjeru rupe koja se buši: što je manji promjer rupe, veći bi trebao biti kut zazora rezača.
Rice. 118. Sekači za bušenje opremljeni pločama od tvrde legure: a - ravni za obradu rupa, b i c - uporni za obradu slijepih rupa
Složenost operacije
Bušenje je složenija operacija od vanjskog tokarenja površina, jer:
- pri bušenju, veličina poprečnog presjeka glodala treba biti znatno manja od prečnika rupe, a projekcija glodala iz rezne glave je nešto veća od dužine rupe koja se buši (Sl. 119), stoga , pri bušenju rupe značajne dužine moguće je savijanje rezača, a pri velikim brzinama rezanja - jake vibracije. Shodno tome, takvi rezači ne omogućuju rezanje strugotine velikog poprečnog presjeka;
- Prilikom bušenja, manje je zgodno promatrati rad rezača, jer se rezanje događa unutar rupe.

Rice. 119. Probušiti rupu rezačem
Za bušenje rupa prečnika do 70 mm, inovativni tokar V.K. Seminsky predložio je poseban rezač za bušenje opremljen pločom od tvrde legure (Sl. 120). Osovina rezača ima kvadratni poprečni presek po celoj dužini, radni deo rezača se zakreće u toku izrade pod uglom od 45° u odnosu na noseći deo. Ovaj rezač karakterizira povećana krutost u odnosu na konvencionalni rezač za bušenje i omogućava povećanje poprečnog presjeka strugotine za 4-5 puta. Prilikom rada s takvim rezačem pri povećanoj brzini rezanja, vibracije se ne primjećuju čak ni sa značajnim prevjesom držača.
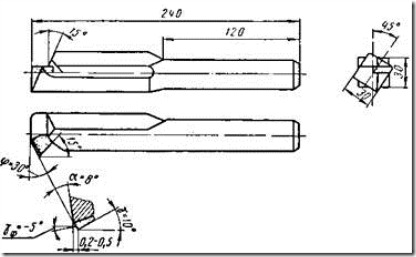
Rice. 120. Rezač za bušenje, opremljen karbidnom pločom, dizajnirao V.K. Seminsky
Da bi se povećala otpornost na vibracije glodala, inovativni strugar V. Lacour je predložio novi dizajn glodala za bušenje sa karbidnom pločom (Sl. 121). Posebnost ovih rezača je u tome što se njihova glavna rezna ivica nalazi na nivou neutralne ose štapa. Ovakav raspored rezanja

Rice. 121. Rezač za bušenje dizajna V. Lakur
rub pruža rezačima značajno povećanje otpornosti na vibracije i, kao rezultat, omogućava rad pri velikim brzinama rezanja i postizanje poboljšane čistoće obrađene površine.
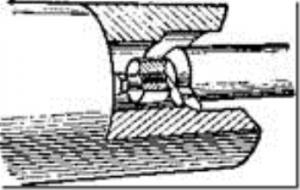
Rice. 122. Trn sa glodalom za bušenje prolaznih rupa
Ugradnja rezača
Duge rupe se buše rezačima pričvršćenim u posebne masivne trnove, čije dimenzije ovise o promjeru rupe i njenoj dužini. Zamjena čvrste šipke za bušenje malim rezačem umetnutim u šipku za bušenje omogućava značajnu uštedu skupog materijala za alat. Način pričvršćivanja rezača na trn ovisi o njegovoj namjeni. Na sl. 122 prikazuje trn za bušenje prolazne rupe; ovdje se rezač nalazi na znatnoj udaljenosti od kraja trna. Za bušenje slijepih rupa, rezač je pričvršćen na način da malo strši izvan prednjeg kraja trna.
Prije bušenja rupe potrebno je postaviti rezač na željeni promjer duž kotača zavrtnja za poprečno uvlačenje, a zatim ručno izbušiti rupu na dužinu od 2-3 mm. Nakon što izmjerite promjer kalibrom ili drugim mjernim uređajem i uvjerite se da je veličina ispravna, probušite rupu do preostale dužine. Posebno je važno pravilno postaviti rezač na željeni prečnik prilikom završnog bušenja.
Položaj rezne ivice rezača zavisi od vrste bušenja. Kod grubog bušenja preporučuje se postavljanje rezne ivice na visinu centara ili nešto niže. Prilikom završnog bušenja, rezna ivica mora biti postavljena iznad središnje linije za otprilike 1/100 prečnika rupe, uzimajući u obzir da zbog sile koja proizlazi iz otpora rezanih strugotina, rezač može biti pritisnut.
- 6196 pregleda
Rezači za bušenje su dizajnirani za bušenje kroz ili slijepe rupe koje već postoje u proizvodima. Što je rupa dublja, duži bi trebao biti okrugli dio osovine rezača. Međutim, rezač koji je suviše tanak i koji strši daleko tokom rada se vraća unazad i pomalo se udaljava od površine koja se obrađuje, smanjujući i točnost obrade i čistoću površine.
Bušilice se koriste za obradu rupa. Rade pod nepovoljnijim uslovima nego kroz glodala za spoljno tokarenje. Rezači za bušenje trebaju imati manje poprečne dimenzije od rupe koja se obrađuje. Ispadaju dugi. Prepust rezača mora biti veći od dužine rupe koja se buši. Zbog svoje niske krutosti, glodala za bušenje su podložna vibracijama, što onemogućuje uklanjanje strugotina velikih presjeka.
Khrapunovski biljka
Khrapunovsky Instrumental Plant (Khrapunovsky Instrument) osnovan je 1960. godine. Proizvodi alate za rezanje metala, uključujući sekače. Proizvodni proces je organizovan na način da nam omogućava da ispunimo nestandardne narudžbe.
Kanashsky plant
Fabrika rezača Kanashsky osnovana je 1937. godine. Od prve polovine dvadesetog veka proizvodi visokokvalitetne rezne alate.
Kirzhach biljka
Fabrika alata Kirzhach (KI3) osnovana je 1934. godine. Problemi širok spektar alati za rezanje metala, uključujućilemljeni rezači za strug.
Strugovi sa lemljenim pločama od tvrdih legura T15K6, T5K10, VK8, od T30K4 po narudžbi.
Cijene vrijede za kupovinu od 30 hiljada rubalja. Konačnu cijenu provjerite kod menadžera.
Izrada rezača sa limom od brzoreznog čelika P18 po narudžbi.
| Ime | cijena, rub. |
|---|---|
| Rezači za bušenje za prolazne rupe tip 1 verzija 1 GOST 18882-73 | |
| Rezač za bušenje za prolazne rupe tip 1 verzija 1 12x12x130 | 70,8 |
| Bušilica za rupe tip 1 verzija 1 16x16x120 | 86,14 |
| Bušilica za rupe tip 1 verzija 1 16x16x140 | 86,14 |
| Bušilica za rupe tip 1 verzija 1 16x16x170 | 90,9 |
| Bušilica za rupe tip 1 verzija 1 20x20x140 | 119,8 |
| Bušilica za rupe tip 1 verzija 1 20x20x170 l=50 | 108,6 |
| Bušilica za rupe tip 1 verzija 1 20x20x170 l=70 | 113,3 |
| Bušilica za rupe tip 1 verzija 1 20x20x200 | 122,72 |
| Rezač za bušenje za prolazne rupe tip 1 verzija 1 25x25x200 | 162,8 |
| Bušilica za rupe tip 1 verzija 1 25x25x240 | 182,9 |
| Rezači za bušenje za prolazne rupe tip 1 verzija 2 GOST 18882-73 | |
| Bušilica za rupe tip 1 verzija 2 16x10x170 | 181,72 |
| Bušilica za rupe tip 1 verzija 2 16x12x170 | 141,6 |
| Bušilica za rupe tip 1 verzija 2 20x16x170 | 188,8 |
| Bušilica za rupe tip 1 verzija 2 25x16x200 | 236 |
| Bušilica za rupe tip 1 verzija 2 25x20x240 | 283,2 |
| Bušilica za rupe tip 1 verzija 2 32x25x280 | 696,2 |
| Bušilica za rupe tip 1 verzija 2 40x32x300 | 849,6 |
| Rezač za bušenje za slijepe rupe tip 1 verzija 1 GOST 18883-73 | |
| Bušilica za slijepe rupe tip 1 verzija 1 12x12x130 | 70,8 |
| Bušilica za slijepe rupe tip 1 verzija 1 16x16x120 | 86,15 |
| Bušilica za slijepe rupe tip 1 verzija 1 16x16x140 | 86,15 |
| Bušilica za slijepe rupe tip 1 verzija 1 16x16x170 | 90,9 |
| Bušilica za slijepe rupe tip 1 verzija 1 20x20x140 | 119,1 |
| Bušilica za slijepe rupe tip 1 verzija 1 20x20x170 | 119,1 |
| Bušilica za slijepe rupe tip 1 verzija 1 20x20x200 | 121,6 |
| Bušilica za slijepe rupe tip 1 verzija 1 25x25x200 | 162 |
| Bušilica za slijepe rupe tip 1 verzija 1 25x25x240 | 182 |
| Rezač za bušenje za slijepe rupe tip 1 verzija 2 GOST 18883-73 | |
| Bušilica za slijepe rupe tip 1 verzija 2 16x10x170 | 141,6 |
| Bušilica za slijepe rupe tip 1 verzija 2 20x16x200 | 240 |
| Bušilica za slijepe rupe tip 1 verzija 2 25x16x200 | 324,5 |
| Bušilica za slijepe rupe tip 1 verzija 2 25x20x240 | 356,95 |
| Bušilica za slijepe rupe tip 1 verzija 2 32x25x280 | 696,2 |
| Bušilica za slijepe rupe tip 1 verzija 2 40x32x300 | 849,6 |
| Masivna bušilica, st. za gluve VK6M 5x10x45 | 60 |
| Masivna bušilica, st. za gluve 3.8x6x20x50 VK6M GOST 18063-72 verzija 2 | 50 |
| Rezač za bušenje za prolazne i slijepe rupe D20x170 | 129,8 |
| Rezač za bušenje za prolazne i slijepe rupe D25x200 | 165,2 |
| Završni tokarski rezač širine 25x16x140 | 236 |
| Završni tokarski rezač širine 32x20x170 | 295 |
Metalni radovi se uvijek izvode korištenjem specijalnih uređaja, jer bez njih bi to jednostavno bilo nemoguće. Rezači su postali sastavni dio metaloprerađivačke industrije. Nije bitno šta se koristi dosadni rezač, rezač konca ili nešto drugo. Bitno je da je upotreba ove stvari povezana sa određenim, specifičnim radom.
Možda mislite da se rezači (karbidni, savijeni, potisni itd.) koriste na isti način, jedina razlika je u obliku. Ali to nije istina. Svaka vrsta rezača ima svoje funkcije koje obavlja bolje od drugih, ali i svoje nedostatke na osnovu kojih ćete shvatiti kako se određeni tip rezača ne smije koristiti.
Prilikom odabira potrebnog rezača morate biti odgovorni za pripremu prije odabira. Nakon što ste unaprijed proučili predložene opcije, nećete biti ometeni, bit će vam nemoguće odvratiti pažnju lijepim imenom - jednostavno ćete se odmah fokusirati na ono što vam je potrebno u praksi, a ne u teoriji.
Posebne vrste alata za bušenje
Rezač je rezni alat (nazvan je po vrsti radnje) namijenjen za rad s metalnim predmetima (dijelovima, obradacima). Uglavnom se koristi na mašinama za tokarenje, prorezivanje i rendisanje za istu vrstu posla. Princip njegovog rada je postupan, sloj po sloj, uklanjanje metala na pravim mjestima. Očigledno, zbog specifičnosti obavljenog posla, rezač uvijek ima oštricu. Najpopularnije vrste rezača su glodalo za bušenje, glodalo za sečenje, rezač za sečenje.
Ali raznolikost rezača nije ograničena na ove vrste, oni se jednostavno koriste rjeđe zbog specifične prirode posla koji se obavlja.
Rezač za bušenje ima svoje specifičnosti rada. Njegova upotreba uključuje bušenje već stvorenih rupa i slijepih rupa. Ove rupe nastaju tokom bušenja, štancanja, livenja radnog komada, ali ih je potrebno modifikovati rezačem.
Bušilica se koristi za bušenje rupa prečnika preko 40 mm u delovima karoserije. Rezači se učvršćuju u utičnice bušilica u okomitom (ξ = 90o) ili kosom (ξ = 45, 60o) položaju u odnosu na osu šipke.
Pričvršćivanje držača glodala u nastavcima trna i bušilica je neregulisano ili podesivo sa preciznošću ugradnje do 0,005 mm.
Kada je glodalo nagnuto u odnosu na osu rupe pod određenim uglom ξ, planski uglovi rezača se menjaju: φN = φ + ξ; φ1N = φ1 – ξ. Ovo se mora uzeti u obzir pri dizajniranju rezača.
Parametri načina rezanja: dubina reza, 2 0 t mm D DP, gdje je Dp prečnik preliminarne rupe; D0 – prečnik završne rupe; dozvoljena brzina rezanja m/min; T t S S K V m x v y v V V T — brzina rotacije vretena; 1000 1 0 min D V n T — uzdužni pomak (Spr) ili poprečni pomak (Sp) (mm/okr.); minutni dovod Smin=S∙n (mm/min).
Rezač za bušenje ima svoju klasifikaciju.
Često se dijele ovisno o vrsti konstrukcije:
- Pravo (linija ose glave je paralelna sa osom držača).
- Savijen (glava rezača odstupa u stranu).
- Zakrivljena (os držača je savijena).
- Nacrtano (već instrumentalno kuhanje).
- Drugi (kreacije inovatora koje nisu u širokoj upotrebi).
Svaka vrsta glodala za bušenje ima svoju specifičnu namjenu, u nekim poslovima ima bolje rezultate, a kod drugih lošije. Bušilice se koriste u slučajevima kada nema svrdla ili upuštača potrebnog prečnika, mora se obezbediti tačnost i ravnost ulaska u rupu, druge vrste obrade nisu dovoljno precizne i „čiste“, sa kratkom dužinom rupe, sa širina rupe koja prelazi najveće prečnike druge opreme. Možemo sa sigurnošću reći da je dosadni rezač, iako nije univerzalan, prilično popularan predmet koji će naći primjenu u svakom metaloprerađivačkom poduzeću.
Često se koriste rezač za bušenje i druge opcije, iako u većini slučajeva postoje alternative za njih. Samo što su rezači mnogo lakši za korištenje, jer ljudski faktor pri obradi dijela rezačem praktički nema.
Morate pažljivo i svjesno kupiti dosadni rezač. Pročitajte informacije, izvucite zaključke o tome koje vrste posla će morati obaviti, koje karakteristike su vam potrebne od toga. Obratite pažnju i na proizvođače - pretraživanje interneta može vam reći kome možete vjerovati i čiji su proizvodi upitni među potrošačima. Svjesne kupovine uvijek traju mnogo duže od onih po principu „dođi, kupi“. Stručnjaci naše kompanije će vas savjetovati o svim pitanjima koja vas zanimaju.


