Fréza otáčajúca sa cez rovný ohnutý vpravo a vľavo VK8,T15K6
Medzi všetkými typmi rezania kovov sústruženie, možno najbežnejší a najčastejšie používaný. Vyznačuje sa tým, že z povrchu obrobku sa pomocou fréz, vrtákov a iných nástrojov odreže určitá vrstva materiálu, v dôsledku čoho diel získa potrebnú geometrickú konfiguráciu.
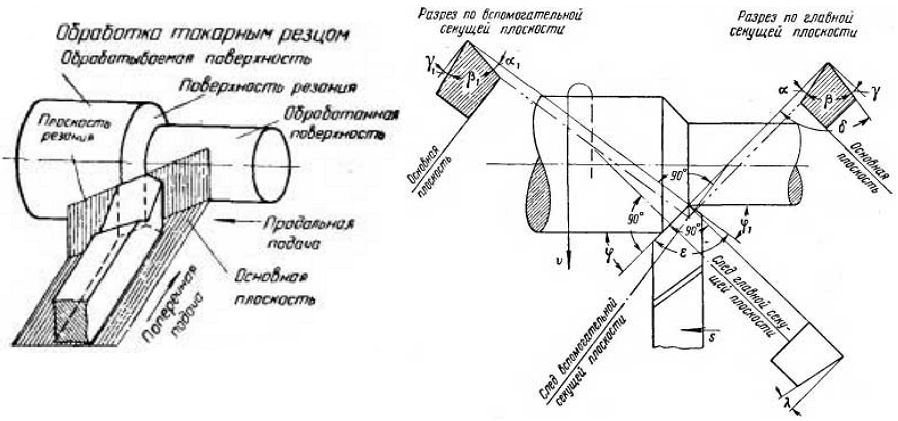
Keď prebieha sústruženie prebieha proces rezania, potom sa otáčanie časti upnutej v skľučovadle nazýva hlavný pohyb. V tomto prípade sa rezný nástroj pohybuje progresívne vzhľadom na povrch dielu (kvôli čomu sa odstráni určitá vrstva materiálu) a tento pohyb sa nazýva posuvný pohyb. Teda na sústružnícke zariadenia spracovanie valcových, tvarových, závitových, kužeľových a iných plôch sa uskutočňuje kombináciou hlavného pohybu a posuvného pohybu.
Na realizáciu sústruženie dielov na moderných zariadeniach sa používajú rôzne druhy nástrojov, z ktorých jeden je cez ohnutú frézu.
Používaním cez ohnuté rezáky vykonávajú sa operácie, ako je otáčanie vonkajších plôch dielov pomocou pozdĺžneho posuvu, ako aj orezávanie koncov a zrážanie hrán, ktoré sa vykonáva pomocou priečneho posuvu.
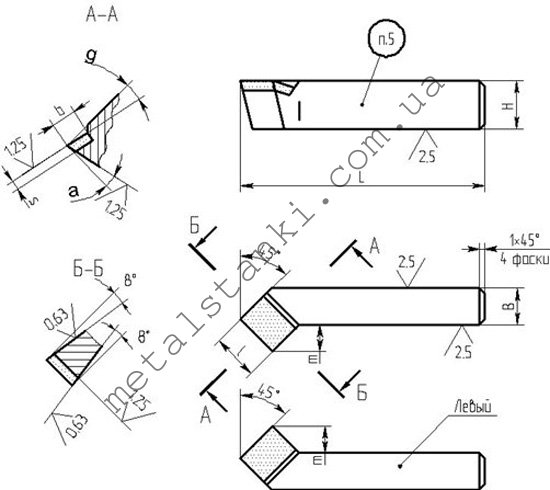
Všetky vyrábané v Ruská federácia cez zakrivené rezáky, ktorého pracovná časť je vybavená platňami z rýchloreznej ocele, musí spĺňať požiadavky GOST 18868-73.
Požiadavky na rezné nástrojeModerné sústruhy toto je technologické vybavenie, ktorá využíva rôzne rezné nástroje. Treba mať na pamäti, že je to nástroj, ktorý funguje v oveľa drsnejších podmienkach ako ktorákoľvek časť stroja. Z tohto dôvodu sú na materiál, z ktorého sa vyrába rezný nástroj pre sústruhy, kladené veľmi vážne požiadavky.
Hlavnou požiadavkou na to je vysoký stupeň tvrdosti. Hodnota tohto ukazovateľa by nemala byť aspoň nižšia ako hodnota obrobku: inak nebude môcť rezať, ale bude rozdrvený sám.
Pretože rezný nástroj pri opracovaní dielov pôsobí na veľké trecie sily, musí byť odolný voči opotrebovaniu.
Pri rezaní sa množstvo tepelnej energie uvoľňuje vo forme tepla, a tým aj rezného nástroja, aby sa zachovali jeho pracovné vlastnosti v podmienkach vysoké teploty musí byť tepelne odolný.
Je samozrejmé, že k hlavným vlastnostiam rezného nástroja treba pripísať aj vysokú mechanickú pevnosť. Je to nevyhnutné na úspešné vnímanie veľkých rezných síl.
Materiál, z ktorého je vyrobený sústružnícky rezný nástroj, musí dobre fungovať ako pri stlačení, tak aj pri ohýbaní. Mal by byť tiež dobre kalcinovaný a leštený.
Podľa všeobecné pravidlo, cez zakrivené rezáky sú na sústruhoch inštalované tak, že ich rezná časť je umiestnená presne v strede obrobku. Sú však povolené aj odchýlky od stredovej čiary, ktoré by nemali byť väčšie ako jedna stotina priemeru obrobku.
Ostrenie sústružníckeho nástroja sa môže vykonávať počas výroby tohto nástroja a vždy pri práci s ním, to znamená pri jeho opotrebovaní. Na tento účel sa používa špecializované brúsne zariadenie s povinným chladením. Úroveň ostrenia sústružníckych nástrojov vážne ovplyvňuje kvalitu obrobeného povrchu.
Zalomená fréza sa používa na sústruženie vonkajších plôch rotačných častí, medzi ktoré patrí kužeľové plochy dlhé dĺžky, cylindrické valčeky a iné veci. Na rozdiel od rovných fréz sú rozšírenejšie prehnuté frézy, ktoré majú univerzálne možnosti v práci. Majú vyššiu tuhosť a vďaka svojmu tvaru dokážu opracovať diely aj na ťažko dostupných miestach. Používajú sa na vytváranie dielov, návrh a dokončovacie obrobkov v strojárstve a výrobe obrábacích strojov, takmer v každej profesionálnej sústružníckej dielni, je ohýbaná fréza nepostrádateľným nástrojom na spracovanie.
foto: sústruženie fréz cez ohnuté
Práca tohto nástroja sa vykonáva s pozdĺžnym aj priečnym posuvom. Môžu vykonávať sústruženie na vrchu samotného obrobku, zrážanie a orezávanie koncov, teda všetky základné operácie, ktoré môžu byť v tomto prípade užitočné. Patria k širokoprofilovým nástrojom a majú niekoľko rôznych variácií veľkosti a iných parametrov. Dobre fungujú pri práci s tvrdými časťami. Ohýbaná fréza je vyrobená v súlade s GOST 18868-73.
Druhy sústruženia cez ohýbané frézy
Nástroje tohto typu možno rozdeliť na dokončovacie a ťahané typy. Dokončovacie majú výrazne väčší polomer zakrivenia. To vám umožní získať presnejšie opracovaný povrch. Používajú sa v konečnej fáze výroby a na vytváranie relatívne malých dielov. Ak potrebujete dosiahnuť špeciálnu hladkosť a čistotu, potom sa spravidla používajú špachtle, ktoré pomáhajú dosiahnuť lepšie výsledky.
Hrubovanie sa používa na hrubé spracovanie. Ich polomer zakrivenia je menší, ale pevnosť je citeľne vyššia. Sú skvelé, keď potrebujete strieľať. veľké množstvo kovu z obrobku. Ich pracovný zdroj je oveľa vyšší, a preto je z ekonomického hľadiska spracovanie s dvoma typmi fréz oveľa výnosnejšie. Majú menšiu presnosť, ale urobia prvú fázu odstraňovania rýchlejšie.
Okrem toho sa dajú rozlíšiť aj také typy, ako je pravý a ľavý ohnutý rezák cez priechod. Tu sa líšia v umiestnení reznej hrany, ako v mnohých iných odrodách týchto nástrojov.
Hlavné rozmery priechodných zakrivených fréz
| Výška, mm | Šírka, mm | Dĺžka, mm |
|---|---|---|
| 16 | 10 | 110 |
| 20 | 12 | 120 |
| 25 | 16 | 140 |
| 25 | 20 | 170 |
| 32 | 25 | 170 |
| 40 | 25 | 200 |
| 40 | 32 | 240 |
| 40 | 40 | 240 |
| 50 | 40 | 240 |
| 50 | 50 | 240 |

Priebežná ohýbaná fréza je vyrobená prevažne z tvrdokovových materiálov, pretože obrobky pozostávajú prevažne z tvrdých materiálov, ale možno použiť aj nástroje vyrobené z rýchloreznej ocele.
Geometria priechodnej zakrivenej frézy
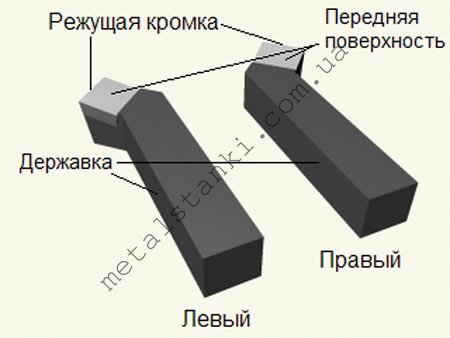
Hlavnou pracovnou časťou frézy je jej hlava, ktorá je umiestnená na tyči. Pre následnú prácu sa vkladá do držiaka nástroja. Na prednej ploche hlavy je plocha, ktorá zabezpečuje tok triesky. K dispozícii sú aj dve odtokové hrany, pomocná a hlavná. Nazývajú sa tie povrchy, ktoré smerujú k spracovávanej časti.
Hlavná rezná práca sa vykonáva hlavnou reznou hranou. Táto časť je vytvorená na priesečníku hlavnej zadnej a prednej plochy nástroja. Konštrukcia tiež poskytuje pomocnú reznú hranu vytvorenú v priesečníku pomocnej prednej a zadnej plochy. Priesečník vedľajších a hlavných rezných hrán tvorí hrot frézy. Každý model vytvára svoj vlastný jedinečný uhol, vďaka čomu je výrobok vhodnejší na určité účely. Napríklad opracovanie dielu stupňovitého typu vyžaduje frézu s uhlom 90 stupňov.
Výber cez zakrivenú frézu
Zakrivené sústružnícke frézy sú dostupné v niekoľkých verziách, ktoré sa líšia veľkosťou, materiálom frézy a ďalšími parametrami. Pri výbere by ste mali venovať pozornosť tomu, s akými prírezmi sa musíte vysporiadať. Ak sa pri výrobe používa široká škála dielov, potom by ste nemali mať jednu zakrivenú priechodnú frézu, ale celú sadu pre rôzne prípady.
Veľkosť výrobku sa vyberá podľa rozmerov obrobku. Najbežnejšie sú stredné možnosti, ktoré nevyžadujú výmenu pre väčšinu práce s rôznymi typmi produktov. “Rady profesionálov! Častá výmena fréz má za následok veľa strateného času a prestojov zariadení, takže najlepšie možnosti by sa mali určiť vopred.
Čo sa týka materiálu, je tu jednoduchý trend, kedy sa mäkké a nekalené druhy kovov opracúvajú priamočiarymi frézami ohýbanými vľavo a vpravo, ktoré sú vyrobené z rýchloreznej ocele. Je to lacnejšie, ale menej praktické, pokiaľ ide o tvrdé materiály. V tomto prípade by ste mali použiť ohnutú rezačku závitov s frézou vyrobenou z karbidových materiálov. Dokonale odolávajú vibráciám a teplotám, ktoré počas prevádzky stúpajú, preto je ich životnosť oveľa dlhšia.
Podmienky rezania
Ohnutá sústružnícka fréza sa používa v pomerne jednoduchých prevádzkových režimoch. Vykonávajú pozdĺžne a priečne pohyby v závislosti od profilu spracovania. Na Streame si môžete vybrať a objednať samorezné skrutky do kovového profilu za najlepšiu cenu na Ukrajine. Odporúča sa najskôr vykonať hrubovanie s jedným nástrojom určeným špeciálne na tento účel a potom vykonať dokončovací prechod na takmer dokončenom povrchu. Ak sa pri hrubovaní postupne odoberá hrúbka do niekoľkých milimetrov, potom pri dokončovaní ide tento údaj na desatiny milimetra v niekoľkých prechodoch.
Označovanie
Na príklade takého nástroja, ako je ohýbaná fréza T15K6, môžeme zvážiť príklad značenia. Pracovná plocha je tu vyrobená z tvrdozliatinových materiálov, ktoré patria do skupiny titán-volfrám. Obsah kobaltu (K6) je 6% a karbidu titánu (T15) je 15%.
Výrobcovia
- CHIZ (Černihiv, Ukrajina);
- Ukrmetiz (Ukrajina);
- Intertool (Čína);
- Melitopol Instrument LLC;
- Seco (Švédsko).
Cez zakrivené frézy: Video
Profesionáli, ktorí často používajú rezáky na sústruh pri vykonávaní kovoobrábacích prác, ako aj tým, ktorí tieto výrobky predávajú alebo dodávajú strojárskych podnikov dobre poznajú typy týchto nástrojov. Pre tých, ktorí sa vo svojej praxi zriedka stretávajú so sústružníckymi nástrojmi, je dosť ťažké pochopiť ich typy, ktoré sú na modernom trhu prezentované v širokej škále.
Druhy sústružníckych nástrojov na spracovanie kovov
Dizajn sústružníckeho rezača
Pri konštrukcii akéhokoľvek použitého rezača možno rozlíšiť dva hlavné prvky:
- držiak, pomocou ktorého je nástroj pripevnený na stroji;
- pracovná hlava, cez ktorú sa vykonáva spracovanie kovov.
Pracovná hlava nástroja je tvorená niekoľkými rovinami, ako aj reznými hranami, ktorých uhol ostrenia závisí od vlastností materiálu obrobku a druhu spracovania. Držiak frézy môže byť vyrobený v dvoch verziách svojho prierezu: štvorec a obdĺžnik.

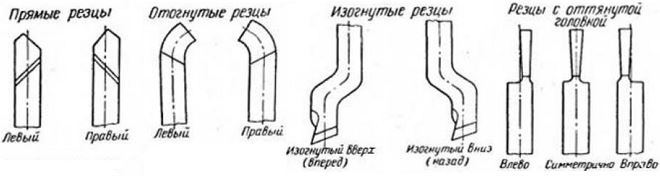
Podľa ich konštrukcie sú frézy na sústruženie rozdelené do nasledujúcich typov:
- rovné - nástroje, v ktorých sú držiak spolu s ich pracovnou hlavou umiestnené na jednej osi alebo na dvoch, ale navzájom rovnobežné;
- zakrivené frézy - ak sa pozriete na takýto nástroj zo strany, môžete jasne vidieť, že jeho držiak je zakrivený;
- ohnuté - ohnutie pracovnej hlavy takýchto nástrojov vo vzťahu k osi držiaka je viditeľné, ak sa na ne pozriete zhora;
- ťahané - pre takéto frézy je šírka pracovnej hlavy menšia ako šírka držiaka. Os pracovnej hlavy takejto frézy sa môže zhodovať s osou držiaka alebo môže byť voči nej posunutá.
Klasifikácia fréz na sústruženie
Klasifikácia sústružníckych nástrojov je upravená požiadavkami príslušnej GOST. Podľa ustanovení tohto dokumentu sú rezáky zaradené do jednej z nasledujúcich kategórií:
- jednodielny nástroj vyrobený výhradne z . Existujú aj rezáky, ktoré sú vyrobené výlučne z, ale používajú sa extrémne zriedkavo;
- frézy, na ktorých pracovnej časti je naletovaná platnička z tvrdej zliatiny. Nástroje tohto typu sú najpoužívanejšie;
- frézy s odnímateľnými karbidovými doštičkami, ktoré sú pripevnené k ich pracovnej hlave špeciálnymi skrutkami alebo svorkami. Frézy tohto typu sa v porovnaní s nástrojmi iných kategórií používajú oveľa menej často.
(klikni na zväčšenie)
Rezáky sa líšia aj smerom, v ktorom sa pohyb podávania uskutočňuje. Existujú teda:
- sústružnícke nástroje ľavého typu - v procese spracovania sú podávané zľava doprava. Ak položíte ľavú ruku na takúto frézu, jej rezná hrana bude umiestnená na strane ohnutého palca;
- pravé rezáky - typ nástroja, ktorý dostal najväčšiu distribúciu, ktorého posuv sa vykonáva sprava doľava. Ak chcete identifikovať takúto frézu, musíte na ňu položiť pravú ruku - jej rezná hrana bude umiestnená na strane ohnutého palca.

V závislosti od toho, aká práca sa vykonáva na sústružníckom zariadení, sú frézy rozdelené do nasledujúcich typov:
- vykonávať dokončovacie práce na kove;
- na hrubú prácu, ktorá sa tiež nazýva peeling;
- na polodokončovacie práce;
- vykonávať jemné technologické operácie.
V článku zvážime celé spektrum a určíme účel a vlastnosti každého z nich. Dôležité vysvetlenie: bez ohľadu na to, o aký typ frézy ide, ako materiál ich rezných doštičiek sa používajú určité druhy tvrdých zliatin: VK8, T5K10, T15K6, oveľa menej často T30K4 atď.
Použite nástroj s rovnou pracovnou časťou na riešenie rovnakých úloh ako frézy ohnutého typu, ale je menej vhodný na zrážanie hrán. V podstate takýto nástroj na (mimochodom, nie široko používaný) spracováva vonkajšie povrchy valcových polotovarov.

Držiaky takýchto fréz pre sústruh sa vyrábajú v dvoch hlavných veľkostiach:
- obdĺžnikový tvar - 25x16 mm;
- štvorcový tvar - 25x25 mm (výrobky s takýmito držiakmi sa používajú na vykonávanie špeciálnych prác).
Takéto typy fréz, ktorých pracovná časť môže byť ohnutá na pravú alebo ľavú stranu, sa používajú na spracovanie koncovej časti obrobku na sústruhu. S ich pomocou sa odstránia aj skosenia.

Držiaky nástrojov tohto typu je možné vyrobiť v rôzne veľkosti(v mm):
- 16x10 (pre tréningové stroje);
- 20x12 (táto veľkosť sa považuje za neštandardnú);
- 25x16 (najbežnejšia veľkosť);
- 32 x 20;
- 40x25 (produkty s držiakom tohto rozmeru sú vyrábané prevažne na zákazku, na voľnom trhu sa takmer nedajú zohnať).
Všetky požiadavky na rezačky kovov na tento účel sú uvedené v GOST 18877-73.
Takéto nástroje pre kovový sústruh môžu byť vyrobené s rovnou alebo ohnutou pracovnou časťou, ale nezameriavajú sa na túto konštrukčnú vlastnosť, ale jednoducho ich nazývajú priechodným ťahom.

Kontrolný bod stop fréza, pomocou ktorého sa povrch valcových kovových polotovarov opracováva na sústruhu, je najobľúbenejším typom rezného nástroja. Konštrukčné vlastnosti takejto frézy, ktorá vykonáva spracovanie obrobku pozdĺž osi jeho otáčania, umožňujú odstrániť značné množstvo prebytočného kovu z jeho povrchu aj pri jednom prechode.
Držiaky výrobkov tohto typu je možné vyrobiť aj v rôznych veľkostiach (v mm):
- 16x10;
- 20x12;
- 25x16;
- 32 x 20;
- 40x25.
Tento nástroj pre sústruh na kov môže byť vyrobený aj s pravým alebo ľavým ohybom pracovnej časti.
Navonok je takáto ryhovacia fréza veľmi podobná priechodnej fréze, ale má iný tvar reznej dosky - trojuholníkový. Pomocou takýchto nástrojov sa obrobky spracovávajú v smere kolmom na ich os otáčania. Okrem ohýbaných existujú aj perzistentné typy takýchto sústružníckych nástrojov, ale ich rozsah je veľmi obmedzený.

Tento typ frézy je možné vyrobiť s nasledujúcimi veľkosťami držiakov (v mm):
- 16x10;
- 25x16;
- 32x20.
Rezný nástroj sa považuje za najbežnejší typ nástroja pre sústruh na kov. V úplnom súlade so svojím názvom sa takáto fréza používa na rezanie obrobkov v pravom uhle. Taktiež vyrezáva drážky rôznej hĺbky na povrchu kovového dielu. Je celkom jednoduché určiť, že ide o rezný nástroj pre sústruh, ktorý máte pred sebou. Jeho vlastnosť je tenká noha, na ktorej je prispájkovaná platnička z tvrdej zliatiny.

V závislosti od konštrukcie sa rozlišujú pravotočivé a ľavotočivé typy rezacích fréz pre sústruh na kov. Je veľmi ľahké ich rozlíšiť. Aby ste to dosiahli, musíte otočiť rezačku reznou doskou nadol a zistiť, na ktorej strane sa nachádza jej noha. Ak je vpravo, potom je pravák, a ak vľavo, potom je ľavák.
Takéto nástroje pre sústruh na kov sa tiež líšia veľkosťou držiaka (v mm):
- 16x10 (pre malé tréningové stroje);
- 20x12;
- 20x16 (najbežnejšia veľkosť);
- 40x25 (takto masívne sústružnícke nástroje na voľnom trhu ťažko zoženiete, väčšinou sa vyrábajú na zákazku).
Závitové frézy na vonkajšie závity
Účelom takýchto fréz pre kovový sústruh je rezanie závitov na vonkajšom povrchu obrobku. Tieto sériové nástroje režú metrické závity, no môžete s nimi meniť ich ostrenie a rezať s nimi aj iné typy závitov.

Rezná vložka namontovaná na takýchto sústružníckych nástrojoch má kopijovitý tvar, je vyrobená z vyššie uvedených zliatin.
Takéto frézy sa vyrábajú v nasledujúcich veľkostiach (v mm):
- 16x10;
- 25x16;
- 32x20 (používané veľmi zriedka).
Takéto frézy pre sústruh môžu rezať závity iba v otvore s veľkým priemerom, čo sa vysvetľuje ich dizajnové prvky. Navonok vyzerajú nudné frézy na spracovanie slepých otvorov, ale nezamieňajte ich, pretože sa navzájom zásadne líšia.

Takéto frézy na kov sa vyrábajú v nasledujúcich veľkostiach (v mm):
- 16x16x150;
- 20x20x200;
- 25x25x300.
Držiak týchto nástrojov pre kovový sústruh má štvorcový prierez, ktorého rozmery strán možno určiť podľa prvých dvoch číslic v označení. Tretie číslo je dĺžka držiaka. Tento parameter určuje hĺbku, do ktorej možno rezať závit vo vnútornom otvore kovového obrobku.
Takéto frézy je možné použiť iba na sústruhoch, ktoré sú vybavené zariadením nazývaným gitara.
Vyvrtávacie frézy na slepé otvory
Vyvrtávacie frézy, ktorých rezná doska má trojuholníkový tvar (ako pri ryhovacích frézach), vykonávajú spracovanie slepých otvorov. Pracovná časť nástrojov tohto typu je vyrobená s ohybom.

Držiaky takýchto fréz môžu mať nasledujúce rozmery (v mm):
- 16x16x170;
- 20x20x200;
- 25x25x300.
Maximálny priemer otvoru, ktorý je možné týmto obrábať sústružnícky nástroj, závisí od veľkosti jeho držiaka.
Vyvrtávacie frézy na priechodné otvory
S takýmito frézami, ktorých pracovná časť je vyrobená s ohybom, sa spracovávajú priechodné otvory, ktoré sa predtým získali vŕtaním. Hĺbka otvoru, ktorý je možné obrábať nástrojom tohto typu, závisí od dĺžky jeho držiaka. Vrstva kovu, ktorá sa v tomto prípade odstráni, sa približne rovná hodnote ohybu jej pracovnej časti.

Na modernom trhu existujú vyvrtávacie frézy nasledujúcich veľkostí, ktorých požiadavky sú špecifikované v GOST 18882-73 (v mm):
- 16x16x170;
- 20x20x200;
- 25x25x300.
Prefabrikované frézy na sústruhy
Vzhľadom na hlavné typy sústružníckych nástrojov nemožno nespomenúť nástroje s prefabrikovanou konštrukciou, ktoré sú univerzálne, keďže môžu byť vybavené reznými doštičkami na rôzne účely. Napríklad upevnenie rezných vložiek na jeden držiak rôzne druhy, môžete získať frézy pre rôzne uhly.

Takéto frézy sa spravidla používajú na CNC strojoch alebo na špeciálnych strojoch a používajú sa na sústruženie obrysov, vyvrtávanie slepých a priechodných otvorov a iné špecializované práce.
Prítlačné frézy sú najbežnejším nástrojom pri sústružení. V tomto článku sa pozrieme na to, ako vyrobiť takúto frézu vlastnými rukami, aké sú priechodné frézy, ich inštalačné uhly a uhly reznej hrany a ďalšie nuansy.
Tento článok bude pokračovaním série článkov na stránke o sústruhoch, nástrojoch a prípravkoch na sústruženie v garážovej dielni. O prípravkoch na sústruhy som už písal a tí, ktorí chcú, si o nich môžu prečítať a. O kompetentnom ostrení a dolaďovaní sústružníckych nástrojov vlastnými rukami vám odporúčam, aby ste si prečítali a pozreli video tu v
A v tomto článku sa bližšie pozrieme na hlavný nástroj na sústruženie - priechodnú frézu.
Na začiatok zvážime, aké sú priechodné frézy, z čoho sú vyrobené, ich uhly ostrenia, spôsoby upevnenia karbidových dosiek týchto fréz a ďalšie nuansy. A na konci bude povedané a ukázané, ako si doma vlastnými rukami vyrobiť ohnutú rezačku s vymeniteľnou karbidovou doskou.
Prechodová fréza je určená na pozdĺžne sústruženie vonkajších valcových plôch a drážkovacia fréza sa používa na sústruženie líšt a koncových plôch. Niektoré typy priechodných fréz (ako som to urobil vo videu pod článkom a na obrázku 1 nižšie) a drážkovacích fréz sa však používajú na pozdĺžne aj priečne sústruženie plôch.
Priechodné frézy sú jemné a drsné. Hrubovacie frézy sú určené na hrubé sústruženie obrobkov, takzvané lúpanie (a preto ich niektorí nazývajú lúpanie). A dokončovacie frézy sú určené na konečnú povrchovú úpravu a získanie vyššej triedy povrchovej úpravy obrobku. Nižšie podrobne zvážime typy priechodných fréz.
Sústruženie ohnuté cez frézy .
Takéto frézy sú najčastejšie pri sústružení kvôli ich pohodlnosti a širokým možnostiam a práve pri výrobe takejto frézy som natočil video, ktoré si môžete pozrieť pod týmto článkom. Vďaka ohnutej hlave vám takéto frézy umožňujú spracovať povrch dielu, ktorý sa nachádza veľmi blízko k vačkám skľučovadla sústruhu.
I - pozdĺžne otáčanie, II - priečne otáčanie
A takáto fréza sa používa na pozdĺžne (pozri obrázok 1.I) aj priečne sústruženie (obrázok 1.II).Takéto frézy sa vyrábajú vpravo a vľavo, v závislosti od toho, akým spôsobom je hlava ohnutá.
Priame rezačky.
I - pravý cez frézu, II - ľavý cez frézu
Tieto frézy sú určené na pozdĺžne sústruženie dielov. Rovnako ako ohnuté frézy môžu byť buď pravé (pozri obrázok 2.I), ktoré sa používajú v normálnom smere pohybu podpery stroja, a ľavé (obrázok 2.II), ktoré sa používajú pri otáčaní v smere od vreteníka po chrbát.
Priame frézy sú najľahšie na výrobu vďaka jednoduchému (nie ohnutému) tvaru držiaka.
Trvalé cez rezačky.
I - rezanie koncových plôch (rímsy), II - sústruženie koncov.
Tieto frézy slúžia na pozdĺžne sústruženie dielov (pozri obrázok 3.I) a súčasné orezávanie koncových plôch líšt (na konci priechodu). Ak otočíte držiak nástroja takouto frézou pod určitým uhlom (pozri obrázok 3.II), môžete takúto frézu použiť na čelné sústruženie konca súčiastky.
Prítlačné frézy sa najčastejšie používajú pri spracovaní nepevných dielov, ako aj stupňovitých obrobkov.
Dokončovacie frézy .
I - na otáčanie otvorených miest, II - na otáčanie ťažko dostupných miest.
Takéto frézy sa používajú hlavne na sústruženie s malým posuvom a od bežných priechodných fréz sa líšia veľkým polomerom zakrivenia (r = 2-5 mm).
Na sústruženie otvorených plôch dielov použite rovné frézy, ktoré pracujú v oboch smeroch (pozri obrázok 4.I). A na sústruženie ťažko dostupných miest sa používajú zahnuté frézy (pozri obrázok 4.II), pravé aj ľavé.
Dokončovacie široké frézy .
Tieto frézy sú určené na jemné sústruženie dielov a s vysokými posuvmi. Zároveň však tieto frézy zvyčajne odstraňujú z obrobku veľmi malú vrstvu kovu.
b je šírka reznej hrany, s je posuv.
Pri vysokých dávkach (napr
Nižšie zvážime rôzne možnosti pre priechodné frézy, ktoré sa navzájom líšia v závislosti od pripevnenia rezných dosiek.
Sústružnícke frézy s mechanickým upevnením rezných dosiek.
Upevnenie dosiek v špeciálnom hniezde rezaného pružinového držiaka.
Konštrukcia takýchto fréz (ktoré boli vyvinuté ešte v minulom storočí na Technologickom inštitúte v NDR) umožňuje upevnenie symetrických karbidových doštičiek v držiakoch rezov pomocou jednej alebo dvoch skrutiek (s vnútorným šesťhranom). Takéto priechodné frézy sú znázornené na obrázku nižšie.
Táto doska je upevnená zaklinením medzi čap 3 a zadnú nosnú stenu držiaka pomocou špeciálneho klinu 5 a skrutky 4. V tomto prípade je doska pevne a tesne pritlačená k nosnej ploche tela frézy (držiaka) .
Ako je znázornené na obrázku, doska je pri výrobe vo výrobe dodávaná so zaoblením na zvlnenie triesok a ďalšou vytvrdzujúcou fazetou na prednej ploche (šírka skosenia 0,2 - 0,3 mm). Okrem toho je uhol čela na zaoblení kladný a požadovaná hodnota uhlov chrbta je zabezpečená inštaláciou dosky v požadovanom uhle na tele držiaka (uhol je približne 15 - 18 ° vzhľadom na os držiaka).
Opísaný dizajn na pripevnenie vymeniteľnej dosky je trochu ťažké urobiť sami doma a nebude fungovať pre príliš malé frézy malých sústruhov (napríklad školské „tevashkas“), pretože všetky diely budú musieť byť vyrobené. veľmi malé. Preto na menšie rezáky môžete pripevniť vymeniteľnú platničku jednoduchším spôsobom, ako som to urobil vo videu pod týmto článkom.
A ak urobíte krok na držiaku dostatočne presne a presne vyvŕtate otvor pre upínaciu skrutku, to znamená, že pri dotiahnutí skrutky je doštička pevne pritiahnutá zadnou stranou k schodíku (rameno na držiaku ), potom je takéto upevnenie napriek svojej jednoduchosti celkom spoľahlivé.
Okrem toho je schodík vyrobený tak, že pri zaťažení je zadná hrana dosky zaklinená v schode, pretože schodík a nosná plošina pre dosku sú vyrobené pod uhlom (asi 10 - 15 ° relatívne k osi držiaka). Držiak je výhodne vyrobený z uhlíkovej ocele 40X, 40X13 alebo ocele 45, 50.
Vytváranie zakrivených rezákov pomocou pečiatky. 1 - matrica, 2 - lisovací razník.
Navyše, držiak ohnutej frézy bol vyrobený (a mnou zobrazený vo videu nižšie) nie ohýbaním, ako to robia vo výrobe pomocou špeciálnych matríc a ako je znázornené na obrázku vľavo, ale v jednoduchší spôsob, jednoducho odrezaním a sústružením z kusu ocele.
Polyedrické dosky sa vyrábajú v troch, štyroch, piatich a šesťhranných tvaroch. Rozmery priechodných fréz s polyedrickými doskami sa prakticky nelíšia od veľkostí fréz so spájkovanými karbidovými doskami rovnakej výšky.
Trojuholníkové doštičky majú na pracovných doskách uhly rovnajúce sa 80º a používajú sa pre priečne frézy s predným uhlom φ=90º (pozri obrázok pod písmenom a nižšie).
Na spracovanie rôznych stupňovitých valcov a rôznych nepevných častí sa vo výrobe často používa rezačka. Pri práci s týmto nástrojom sa získajú hrubovacie priechody s menším polomerom zakrivenia ako dokončovacie priechody. Ak je to potrebné, aby ste získali dokonale hladké povrchy, použite nožovú frézu.
Priebežná fréza sa používa na vonkajšie pozdĺžne dokončovanie a dokončovacie sústruženie rôznych dielov. Pri hrubovaní sa zároveň používajú vyššie rezné rýchlosti a triesky sa odoberajú väčšie ako pri jemnom sústružení.
Priechodná fréza môže byť ohnutá, trvalá a rovná. A v smere posuvu sú pravé a ľavé nástroje. V tomto prípade sa ľavé používajú na spracovanie vonkajších plôch v smere zľava doprava, pravé - sprava doľava.
Priama fréza má hlavné uhly v pôdoryse rovné φ = 75, 60 a 450, ohnutá fréza φ = 400-450 a prítlačný nástroj φ = 900. odpor celej frézy ako celku, pričom čím menší je uhla, tým vyššia je povolená rýchlosť a odpor frézy. Často však pri minimálnych hodnotách tejto charakteristiky môže dochádzať k vibráciám v dôsledku nedostatočnej tuhosti konštrukcie stroja, upevňovacích častí alebo samotného nástroja. Pri dostatočnej tuhosti sa teda používa zalomená priechodná fréza, ktorá je najrozšírenejšia vďaka tomu, že umožňuje nielen pozdĺžne, ale aj priečne sústruženie. Ak tuhosť nie je dostatočná, používajú sa dorazové frézy, ktoré umožňujú spracovanie dielov s malými lištami a sú široko používané na spracovanie nepevných dielov.
Ďalším, nemenej dôležitým parametrom je pomocný uhol v pláne. Ovplyvňuje rýchlosť rezania, drsnosť sústruženého povrchu a znižuje účasť pomocnej reznej hrany na celom procese. Pri hrubovaní je táto hodnota pre nástroj zvolená 10-150.
Ďalšou dôležitou charakteristikou takéhoto nástroja, ako je priechodná fréza, je polomer zakrivenia. Ovplyvňuje životnosť nástroja a pevnosť reznej hrany. Zvýšenie tohto parametra znižuje drsnosť obrábaného povrchu, ale zároveň spôsobuje zvýšenie zaťaženia samotnej podávacej frézy, čo prispieva k vibráciám. Takže polomer pre nástroje s tvrdokovovými čepeľami 0,5 mm sa považuje za optimálny s prierezom držiaka 10 mm x 16 mm a 12 mm x 20 mm, 1 mm pre časti 16 mm x 25 mm a 20 mm x 32 mm, 1,5 mm pre frézy s prierezom 25 mm x 40 mm a 30 mm x 45 mm.
Tvar prednej plochy frézy závisí od spracovávaného materiálu, požadovaného charakteru spracovania, možnosti podávania produktu a množstva ďalších podmienok. Napríklad plochý tvar ostrenia a kladný uhol sa používa na všetkých typoch vysokorýchlostných a karbidových fréz, odporúča sa na spracovanie liatiny. Posuvová fréza vyrobená z rýchloreznej ocele má zároveň rýchlosť posuvu pri sústružení ocele menšiu ako 0,2 mm/ot.
Plochý tvar s negatívnym uhlom čela sa používa pre frézy s čepeľami z tvrdej zliatiny pri spracovaní ocele nad 80 kgf/mm2, za prítomnosti pevného technologického systému.
Veľmi často je priechodná fréza dodatočne spevnená skosením 0,2-1,2 mm s negatívnym uhlom až -50 pozdĺž reznej hrany. Plochý tvar so skosením sa používa pre nástroj vyrobený z rýchloreznej ocele, keď sa používa na sústruženie ocele s rýchlosťou posuvu väčšou ako 0,2 mm / ot, ako aj pre frézy z tvrdokovu na spracovanie ocele s σv menším alebo rovným do 80 kgf/mm2, ako aj s σin väčším a rovným 80 kgf/mm2 v prítomnosti netuhého systému. Používa sa na spracovanie ocele a oceľových odliatkov, ako aj na tvárne liatiny.
Pri práci s takýmto nástrojom sa však vytvára veľké množstvo nebezpečných, mierne zvlnených a nepohodlných na prepravu triesok. Zároveň je vysoká pravdepodobnosť, že sa omotá okolo dielu a stane sa pre pracovníka nebezpečným. Aby sa tomu zabránilo, triesky sú stočené, čím sa predná časť frézy vytvorí zaoblením s polomerom od 3 mm do 18 mm a pre obrábanie dielov s nižšou pevnosťou sa zvolí menšia hodnota polomeru. Takto sa získa fréza nasledujúceho tvaru.
Prechodová fréza s rádiusovým tvarom so skosením je určená pre všetky typy nástrojov z rýchloreznej ocele, okrem tvarovaných rezných hrán so zložitým profilom, ako aj pre nástroje s karbidovými doštičkami pri podávaní rýchlosťou viac ako 0,3 mm/ot pre potrebné spracovanie ocele s σin väčším a rovným 80 kgf/mm2.
Bez ohľadu na použitú frézu, aby dlhšie nezlyhala a pracovala s najväčšou účinnosťou, používa sa veľké množstvo rôznych prídavných trysiek a rôznych pomocných zariadení. Sú navrhnuté tak, aby chránili nástroj a tiež zjednodušili celý technologický proces, čo je obzvlášť dôležité pri spracovaní dielov so zložitou štruktúrou.
Klepnite
 Závitník je rezný nástroj na rezanie závitov do predvŕtaného otvoru. Závitník je valcový valec s reznými hranami na jednom konci. Druhý koniec kohútika (stopka) je určený na upevnenie v skľučovadle alebo na jeho držanie v objímke počas prevádzky.
Závitník je rezný nástroj na rezanie závitov do predvŕtaného otvoru. Závitník je valcový valec s reznými hranami na jednom konci. Druhý koniec kohútika (stopka) je určený na upevnenie v skľučovadle alebo na jeho držanie v objímke počas prevádzky.
Hlavné typy kohútikov:
Ručné - určené na ručné navliekanie v súprave pozostávajúcej z dvoch alebo troch kusov;
Matica - na rezanie celého závitu v jednom priechode cez otvory;
Stroj - na závitovanie hlavne do slepých otvorov na vŕtačkách, automatoch a špeciálnych stavebnicových strojoch (vyrábajú sa hlavne kusové, ale aj v súpravách po 2 alebo 3 kusoch);
Obrábacie stroje - na získavanie závitov v priechodných otvoroch na strojoch na rezanie matíc; bezdrážkové (tvarovacie stroje) - na rezanie závitov v priechodných otvoroch v jednom priechode;
Automatické - na rezanie závitov do matíc na strojoch na rezanie matíc;
baran a maternica - na navliekanie závitov a kalibráciu a odstraňovanie otrepov v závitových otvoroch kruhových matríc.
Typy závitov: M, G, Rc, K, Tr, UNF, UNJF, BSW/BSF, BSP, NPT, NPTF, BSPTr, NGT.
Materiálom na výrobu závitníkov je legovaná nástrojová a rýchlorezná oceľ.


